
Привязка колонны к фундаменту
Обновлено: 18.05.2024
Привязка колонны к фундаменту
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
МОНТАЖ МЕТАЛЛИЧЕСКИХ КОЛОНН ПРОМЫШЛЕННЫХ ЗДАНИЙ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (именуемая далее по тексту ТТК) - комплексный организационно-технологический документ, разработанный на основе методов научной организации труда для выполнения технологического процесса и определяющий состав производственных операций с применением наиболее современных средств механизации и способов выполнения работ по определённо заданной технологии. ТТК предназначена для использования при разработке Проектов производства работ (ППР) строительными подразделениями.
Рис.1. Типы стальных колонн промышленных зданий
а - сплошная постоянного сечения; б - то же, переменного сечения (ступенчатые); в - переменного сечения решетчатая (сквозная); г - раздельного типа
1 - ферма; 2 - шатровая ветвь; 3 - то же, подкрановая; 4 - диафрагма жёсткости
1.2. В настоящей ТТК приведены указания по организации и технологии производства работ по монтажу металлических колонн промышленных зданий, определен состав производственных операций, требования к контролю качества и приемке работ, плановая трудоемкость работ, трудовые, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
1.3. Нормативной базой для разработки технологической карты являются:
- строительные нормы и правила (СНиП, СН, СП);
- заводские инструкции и технические условия (ТУ);
- нормы и расценки на строительно-монтажные работы (ГЭСН-2001 ЕНиР);
- производственные нормы расхода материалов (НПРМ);
- местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТТК - описание решений по организации и технологии производства работ по монтажу металлических колонн промышленных зданий с целью обеспечения их высокого качества, а также:
- снижение себестоимости работ;
- сокращение продолжительности строительства;
- обеспечение безопасности выполняемых работ;
- организации ритмичной работы;
- рациональное использование трудовых ресурсов и машин;
- унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ по монтажу металлических колонн промышленных зданий.
Конструктивные особенности их выполнения решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ.
РТК рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации.
1.6. ТТК можно привязать к конкретному объекту и условиям строительства. Этот процесс состоит в уточнении объемов работ, средств механизации, потребности в трудовых и материально-технических ресурсах.
Порядок привязки ТТК к местным условиям:
- рассмотрение материалов карты и выбор искомого варианта;
- проверка соответствия исходных данных (объемов работ, норм времени, марок и типов механизмов, применяемых строительных материалов, состава звена рабочих) принятому варианту;
- корректировка объемов работ в соответствии с избранным вариантом производства работ и конкретным проектным решением;
- пересчёт калькуляции, технико-экономических показателей, потребности в машинах, механизмах, инструментах и материально-технических ресурсах применительно к избранному варианту;
- оформление графической части с конкретной привязкой механизмов, оборудования и приспособлений в соответствии с их фактическими габаритами.
1.7. Типовая технологическая карта разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, выполняющих работы в III-й температурной зоне, с целью ознакомления (обучения) их с правилами производства работ по монтажу металлических колонн промышленных зданий, с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ.
Технологическая карта разработана на следующие объёмы работ:
- колонны, сталь С255 и С245
- 4,24 тонны.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на комплекс работ по монтажу металлических колонн промышленных зданий.
2.2. Работы по монтажу металлических колонн промышленных зданий выполняются механизированным отрядом в одну смену, продолжительность рабочего времени в течение смены составляет:
2.3. В состав работ, последовательно выполняемых при монтаже металлических колонн промышленных зданий, входят следующие технологические операции:
- подготовка фундаментов под монтаж колонн;
- геодезическая разбивка местоположения колонн на фундаментах;
- обстраивание колонн монтажными лестницами и подмостями;
- установка готовых колонн на фундаменты;
- выверка и закрепление колонн в проектном положении.
2.4. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном в составе: передвижная бензиновая электростанция Honda ET12000 (3-фазная 380/220 В, N=11 кВт, m=150 кг); седельный тягач КамАЗ-54115-15 с бортовым полуприцепом СЗАП-93271 (грузоподъемность Q=25,0 т); сварочный генератор (Honda) EVROPOWER ЕР-200Х2 (однопостовый, бензиновый, Р=200 А, Н=230 В, вес m=90 кг); автомобильный стреловой кран КС-45717 (грузоподъемность Q=25,0 т).
Рис.4.* Грузовые характеристики автомобильного стрелового крана КС-45717
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
Рис.5. Седельный тягач КамАЗ-54115-15 + полуприцеп СЗАП-93271
Рис.5. Электростанция Honda ET12000
Рис.6. Генератор EVROPOWER ЕР-200Х2
2.5. Для монтажа применяются колонны К1 из стального двутаврового горячекатаного профиля 25К2 с параллельными гранями полок по СТО АСЧМ 20-93; монтажные болты М36 по ГОСТ 52643-2006 класса прочности 10,9 из стали 40Х; гайки М36 по ГОСТ 52645-2007 класса прочности 10,0; шайбы плоские по ГОСТ 52646-2007; бетона класса. В30 по ГОСТ 26633-91; электроды 4,0 мм Э-42 по ГОСТ 9466-75; эмаль ПФ-133 по ГОСТ 926-82*; грунтовка ГФ-021 по ГОСТ 25129-82.
2.6. Работы по монтажу металлических колонн промышленных зданий следует выполнять, руководствуясь требованиями следующих нормативных документов:
- СНиП 3.01.03-84. Геодезические работы в строительстве;
- Пособие к СНиП 3.01.03-84. Производство геодезических работ в строительстве;
- СНиП 3.03.01-87. Несущие и ограждающие конструкции;
- СНиП II-90-81. Производственные здания промышленных предприятий;
- СТО НОСТРОЙ 2.33.14-2011. Организация строительного производства. Общие положения;
- СТО НОСТРОЙ 2.33.51-2011. Организация строительного производства. Подготовка и производство строительно-монтажных работ;
- СТО НОСТРОЙ 2.10.76-2012. Строительные конструкции металлические. Болтовые соединения. Правила и контроль монтажа, требования к результатам работ;
- СТО НОСТРОЙ 2.10.64-2012. Сварочные работы. Правила и контроль монтажа, требования к результатам работ;
- СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
- СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
- РД 11-02-2006. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения;
- РД 11-05-2007. Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1. В соответствии с СП 48.13330.2001 "СНиП 12-01-2004 Организация строительства. Актуализированная редакция" до начала выполнения строительно-монтажных работ на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение (ордер) на выполнение строительно-монтажных работ. Выполнение работ без разрешения (ордера) запрещается.
3.2. До начала производства работ по монтажу металлических колонн промышленных зданий необходимо провести комплекс организационно-технических мероприятий, в том числе:
- разработать РТК или ППР на монтаж металлических колонн;
- назначить лиц, ответственных за безопасное производство работ, а также их контроль и качество выполнения;
- провести инструктаж членов бригады по технике безопасности;
- установить временные инвентарные бытовые помещения для хранения строительных материалов, инструмента, инвентаря, обогрева рабочих, приёма пищи, сушки и хранения рабочей одежды, санузлов и т.п.;
- обеспечить участок утвержденной к производству работ рабочей документацией;
- подготовить к производству работ машины, механизмы и оборудования и доставить их на объект;
- обеспечить рабочих ручными машинами, инструментами и средствами индивидуальной защиты;
- обеспечить строительную площадку противопожарным инвентарем и средствами сигнализации;
- подготовить места для складирования строительных материалов, изделий и конструкций;
- оградить строительную площадку и выставить предупредительные знаки, освещенные в ночное время;
- обеспечить связь для оперативно-диспетчерского управления производством работ;
- доставить в зону работ необходимые материалы, приспособления, инвентарь, инструменты и средства для безопасного производства работ;
ШПИЛЬКИ ИЛИ СВАРКА ПРИ КРЕПЛЕНИИ КАРКАСА К ФУНДАМЕНТУ
Перед заказчиком всегда встает выбор в том, как закрепить металлическую конструкцию к фундаменту: или через закладные детали используя сварку или использовать систему шпилек через болтовое соединение.
Лично мы во всех сериях зданий используем систему шпилек. Основное удобство состоит в том, что колонны сперва устанавливаются на систему шпилек и после, при помощи гаечного ключа регулируется их уровень. Это значительно ускоряет скорость монтажа, уменьшает время пользования крановой техники и требуется меньше людей. Но и самое главное преимущество состоит в том, сперва заливается фундамент или забуриваются сваи и только потом ставится система шпилек и металлический каркас .
Крепится система шпилек очень просто. В имеющемся фундаменте перфоратором пробуривается четыре отверстия согласно отверстиям в пятках колонны и в них забивается шпилька, на конце которой установлен анкер.
Далее на шпильки закручивается болт, поверх болта шайба. И так на всех 4х шпильках. На них одевается колонна через пятку и зажимается снова шайбой и закручивается гайкой. Удобно, не правда ли?
Уровень регулируется путем подкручиванием болтов. А если использовать обычные закладные и крепление колон сваркой появляются следующие сложности:
· пока колонну не выровняют и не приварят ее к закладным , краном необходимо удерживать ее в вертикальном положении все это время.
· выравнивать по вертикали по горизонтали будет очень сложно. Это множественные сварочные работы. В этом случае задействуются много людей.
· в условиях крайнего севера, в ограниченных людских ресурсов и техники данный способ крепления каркаса к фундаменту является весьма проблематичным.
Для монтажа легкой серии зданий , средней серии зданий и тяжелой серии зданий мы применяем крепление к фундаменту с использованием системы шпилек. К приезду комплекта здания как правило фундамент уже залит и уже можно на него ставить наш каркас.
Видо пояснение по креплению каркаса к фундаменту
Как соединять рабочую арматуру, чтобы колонны и ригели не разрушались
Всем добра! Канал « Строим Дом с Умом » приветствует своих подписчиков и тех, кто впервые его читает! Подписывайтесь и Вас ждут интересные статьи на любые темы, касающиеся частного домостроения, ремонта и жизни на своей земле. А какие тут диспуты кипят под самыми остросюжетными темами - скучно не будет! И сегодня у нас одна из таких вот статей - соединение продольной арматуры в монолитных колоннах - как делать правильно и какие ошибки допускают даже организации-застройщики.
Итак, почему именно колонны? Дело в том, что размеры частных домов редко превышают по длине и ширине 11,7м (стандартная гарантированная длина арматурных стержней), а следовательно стыковка рабочей арматуры в фундаментах, армопоясах и прочих конструкциях, где она располагается горизонтально, скорее всего не понадобится. Да, на углах, на торцах делаются усиления с перехлестом стержней и об этом мы поговорим отдельно в следующей статье. Но если у Вас есть вертикальные монолитные элементы (стены или колонны), то тут решающее слово не за длиной арматуры, а за технологией производства работ.
Рис. 1. Так стыковал стержни я. Почему именно так и что это за технология - ниже по тексту. Рис. 1. Так стыковал стержни я. Почему именно так и что это за технология - ниже по тексту.Так как в частном домостроении монолитные стены крайне редки (дорого, долго, нет смысла), рассмотрим именно колонны. Дело в том, что арматура не устанавливается в колоннах сразу на всю их высоту на сколько хватает длины стержней. Нет, из фундамента делают выпуски, которые потом при строительстве 1-го этажа наращивают. Есть правила относительно выпусков (первые два универсальные, вторые два - если стыковка будет производиться внахлест ):
- внутри тела фундамента они должны надёжно анкериться, поэтому предпочтительно их делать в виде перевернутой буквы «П» (одна «П» - два выпуска)
- выпуски должны быть вразбежку (на разной высотной отметке с «близторчащим» выпуском, оптимальная разница около 600мм).
- высотная отметка меньшего выпуска должна быть хотя бы на 400мм (для арматуры ф12-14мм) и 500мм (для ф16мм) возвышаться над телом фундамента.
- арматурные выпуски («ножки» буквы «П») должны быть изогнуты так, чтобы присоединяемая в колонне арматура как бы была в одной оси с той, что в фундаменте. При этом изогнутая часть должна смотреть внутрь колонны, а изгибать выпуски нужно до бетонирования фундамента (чтобы не повредить тело бетона).
Для наглядности все вышеописанное я попытался изобразить ниже:
Рис. 2. Фиолетовым - фрагмент фундамента, думаю, тут все понятно. Красная арматура - это выпуски, перевернутая «П» (2 шт), она как бы цепляется за синюю арматуру (нижняя рабочая арматура фундамента), белыми овалами условно показано, где арматура входит из фундамента, зелёные линии - продольная арматура колонн, стыкуемая с выпусками, даны отметки верха стержней выпусков (за 0.000 взята отметка верха тела фундамента). Надо ли говорить, что эти же правила справедливы, если у Вас два и более этажей - после плит перекрытия действия аналогичны (хотя в случае мансарды или двух этажей можно заморочиться и после фундамента соединить сразу куски на всю высоту колонны). Рис. 2. Фиолетовым - фрагмент фундамента, думаю, тут все понятно. Красная арматура - это выпуски, перевернутая «П» (2 шт), она как бы цепляется за синюю арматуру (нижняя рабочая арматура фундамента), белыми овалами условно показано, где арматура входит из фундамента, зелёные линии - продольная арматура колонн, стыкуемая с выпусками, даны отметки верха стержней выпусков (за 0.000 взята отметка верха тела фундамента). Надо ли говорить, что эти же правила справедливы, если у Вас два и более этажей - после плит перекрытия действия аналогичны (хотя в случае мансарды или двух этажей можно заморочиться и после фундамента соединить сразу куски на всю высоту колонны).Разбираем, почему так. Существует три способа стыковки рабочих арматурных стержней - внахлест, методом ванной сварки (встык), методом МСА (механическое соединение арматуры, кстати, тоже встык). Разберём каждый подробнее:
1. Внахлест.
Самый популярный в малоэтажном строительстве способ. Просто два стержня прикладывают друг к другу и связывают проволокой (варить не стоит в данном случае). Перехлест должен быть не менее чем 400-500мм в зависимости от диаметра (как было сказано выше), но я бы рекомендовал 600-800мм. Чтобы сохранить параметры защитного слоя изгиб выпусков делают именно вовнутрь колонны. Иногда на стыкуемых стержнях делают дугообразный крючок для лучшей анкеровки в теле бетона, но как по мне, это уже перебор - лучше нахлест сделать побольше. Разбежка в высоте стыковки (около 600мм) между соседними стержнями делается для того, чтобы все стыки не попадали в одну плоскость - это значительно повышает надёжность конструкции.
Плюсы технологии: быстро, не требуется дополнительных материалов и особых навыков.
Минусы технологии: нужно делать сложные изгибы на выпусках, повышенный расход арматуры, нужно особо тщательно уплотнять бетон в месте стыковки (все таки арматуры не мало), наименьшие эксплуатационные характеристики (передача усилия через бетон) по сравнению с двумя последующими способами (хотя для частного домостроения использовать можно, кроме сейсмоопасных зон - там вообще этот способ не катит).
2. Ванная сварка.
Раньше применялась повсеместно на больших серьёзных стройках, сейчас потихоньку вытесняется МСА. Получила своё название от банального сантехнического прибора. Дело в том, что два стержня (никаких изгибов) свариваются друг с другом в «корытце» из листовой низкоуглеродистой стали (про многоразовые «ванночки» говорить не будем). «Ванночки» изготавливают под различные диаметры стыкуемой арматуры, они прихватываются к стержням в месте стыковки так, чтобы между стержнями было 5-6мм (конец верхнего стержня обрезается под углом, чтобы был лучший доступ), и это пространство тщательно обваривается. «Ванночка» ставится своим дном внутрь колонны (защитный слой + удобство сварочных работ) и служит как бы ёмкостью, препятствующей растеканию расплавленной стали. Арматура должна быть класса А500С. Я соединял у себя этим способом ( внимательно смотрите Рис.1 ), рука не поднялась нахлестываться. Плюсы для меня перевесили минус, а именно:
Плюсы технологии: прочно-надёжно, экономия арматуры за счёт отсутствия нахлестов, ничего не надо гнуть, допускается в сейсмически опасных зонах.
Минусы технологии: нужен рукастый сварщик - это же не мангал сварить. Ну и ванночки с электродами денег стоят.ис. 3. слева - сами ванночки, справа - в процессе ванной сварки (Источник - Яндекс.Картинки)
Привязка конструктивных элементов зданий к разбивочным осям
Использование унифицированных объемно – планировочных и конструктивных решений промышленных зданий требует соблюдения единых правил привязки конструктивных элементов к разбивочным осям.
Под размером привязки понимают расстояние от разбивочной оси до грани или геометрической оси сечения конструктивного элемента.
В одноэтажных каркасных зданиях при привязке колонн крайних и средних рядов, наружных продольных и торцевых стен, колонн в местах устройства температурных швов, а также в местах перепада высот между пролетами и примыкания взаимно перпендикулярных направлений пролетов используют привязки «нулевая», «250» и «500» («600») мм.
«Нулевая» привязка должна быть преимущественной, т.к. при ней исключается применение доборных ограждающих и несущих элементов в местах устройства температурных швов, высотных перепадов и примыкания пролетов различного направления.
Ее используют при всех видах материалов каркаса в бескрановых зданиях и в зданиях с подвесными и опорными кранами, если высота от пола до низа несущих конструкций не превышает 14,4м, а грузоподъемность кранов – 32т.
При «нулевой» привязке внешние грани колонн крайних продольных рядов совмещают с разбивочными (координационными) осями.
При этом внутренняя поверхность продольных наружных стен и положение разбивочной оси совпадает за исключением случаев применения применения крупноразмерных навесных (самонесущих) конструкций стен.
В этих случаях для удобства монтажа и расположения приборов крепления предусматривают зазоры 30 мм между внешними гранями колонн и внутренней поверхностью стен.
Привязка элементов одноэтажных зданий к продольным и поперечным разбивочным осям
При привязке «250» и более (кратной 50мм) внешние грани колонн смещают наружу с разбивочной оси на 250 мм.
Такая привязка допустима в зданиях с мостовыми кранами грузоподъемностью 32 т и более, при высоте пролета более 14,4 м и шаге колонн 6 м, а также в зданиях при шаге колонн 12 м и высоте пролетов более 12м.
В таких зданиях использование привязки «250» и более вызвано увеличением размеров сечения колонн и подколонников, а в ряде случаев необходимостью устройства проходов для ремонта и обслуживания подкрановых путей мостовых кранов.
В торцах зданий геометрические оси сечения основных колонн средних и крайних рядов смещают с разбивочной оси внутрь на 500 мм, а сама разбивочная ось совмещается с внутренней поверхностью торцевой стены.
В случае необходимости между поверхностью стены и разбивочной осью оставляется зазор 30 мм.
Такое правило привязки позволяет производить конструктивно оправданное размещение фахверковых колонн у торцевых стен и подстропильных (стропильных) конструкций покрытия без доборных элементов.
Поперечный температурный шов между парными колоннами в зданиях с пролетами равной высоты устраивают с использованием привязки колонн к одной или двум разбивочным осям.
Привязки к двум разбивочным осям применяют в зданиях со сборным железобетонным каркасом и при расстоянии между поперечными температурными швами более 144 м.
В обоих случаях привязка предусматривает смещение геометрических осей сечения колонн на 500 мм в обе стороны от разбивочных осей.
В настоящее время в связи с совершенствованием унификации рекомендуется переход на новые, более экономичные привязки.
В частности, вместо привязки «500» в случаях, рекомендовано использование привязки «600».
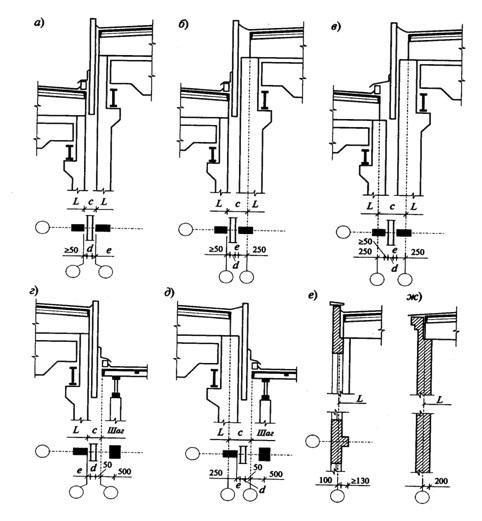
Продольный температурный шов между парными колоннами в зданиях с пролетами равной высоты осуществляют, предусматривая две разбивочные оси со вставкой между ними (рис. 4,ж-к). Размер вставки зависит от способов привязок в примыкающих пролетах и может составлять 500, 750 и 1000 мм.
Привязку колонн разновысоких пролетов осуществляют к двум продольным разбивочным осям со вставкой между ними.
Привязка колонн к этим осям должна соответствовать правилам привязок «0» или «250».
Размер вставки С (мм) должен быть кратным 50мм (но не менее 300 мм) и равняться сумме следующих размеров :
где d – толщина стены, мм; e- зазор между наружной гранью колонн повышенного пролета и внутренней плоскостью стены, мм, обычно равное 30мм; 50 мм – зазор между наружной плоскостью стены и гранью колонн пониженного пролета.
В местах примыкания взаимно перпендикулярных пролетов привязку колонн осуществляют также к двум разбивочным осям со вставкой между ними.
Размер вставки С (мм) зависит от способа привязки в поперечном (более высоком) пролете («0» или «250») и может быть определен из выражения :
С = 0 (250) + e + d + 50.
Этот размер округляют до кратности 50 мм, но он не должен быть менее 300 мм.
При наличии продольного температурного шва между пролетами, примыкающими к перпендикулярному пролету, этот шов продлевают до пролета, где он будет поперечным швом.
При этом вставка между разбивочными осями в продольном и поперечном швах должна иметь одинаковую величину ( 500, 750 или 1000 мм), а каждую из парных колонн по линии поперечного шва смещают с ближайшей парной оси на 500 мм.
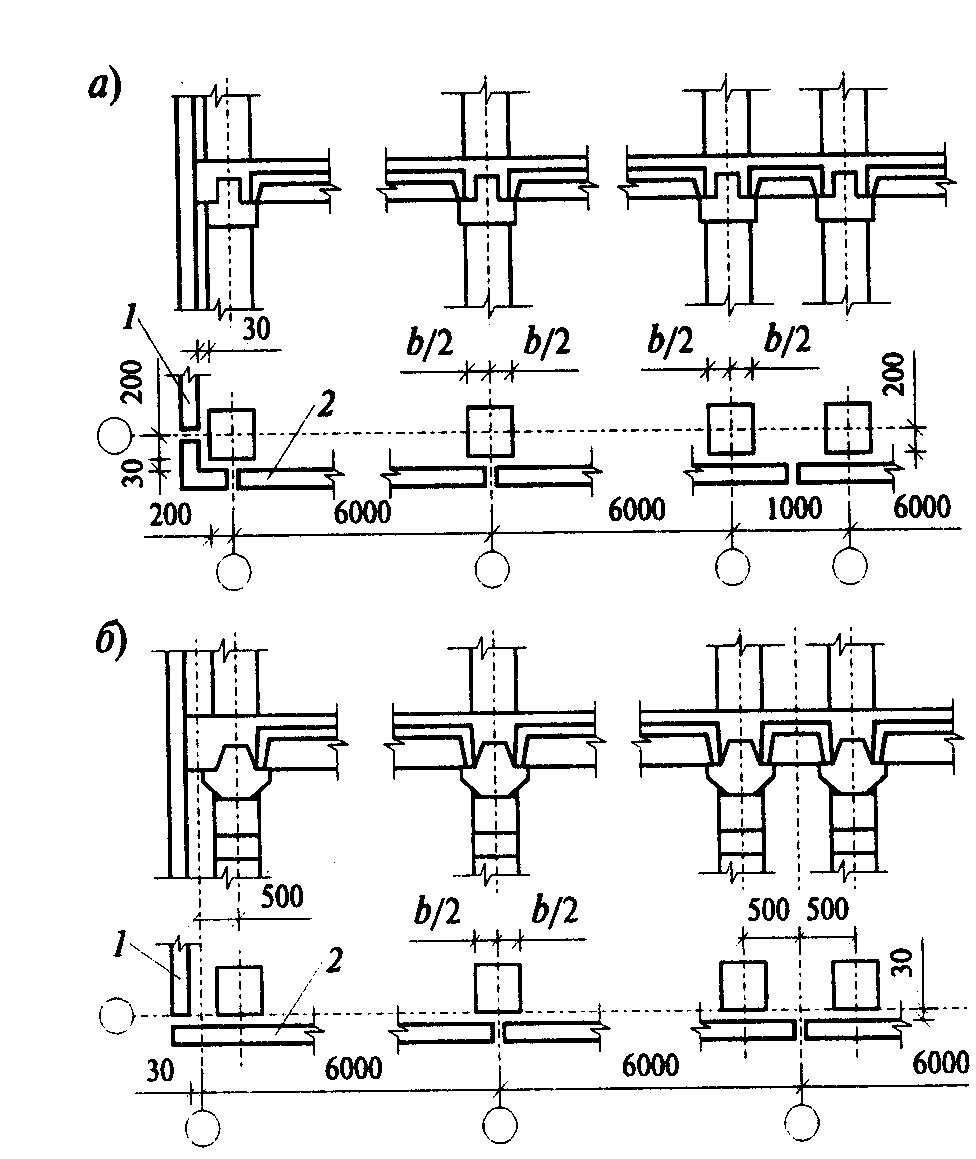
В зданиях с покрытиями из железобетонных оболочек внешние грани колонн крайних рядов смещают с разбивочных осей наружу на 250 мм, а внутренние плоскости наружных стен из панелей горизонтальной разрезки располагают на 30 мм от грани этих колонн.
Ширину вставки между парными разбивочными осями в местах продольных и поперечных температурных швов принимают равной 1000 мм, а колонны, обращенные в сторону швов, относят от разбивочных осей наружу на 250 мм.
Привязка колонн и наружных стен многоэтажных зданий к продольным и поперечным разбивочным осям и в местах температурных швов
В месте примыкания к одноэтажному зданию многоэтажного не допускается смещать разбивочные оси, перпендикулярные к линии пристройки и общие для отдельных частей сблокированного здания.
При этом вставку между разбивочными осями по линии поперечных температурных швов многоэтажного здания предусматривают тогда, когда нельзя смещать оси в обеих частях здания.
Температурные швы в пристройках, продолжающие швы одноэтажной части здания
Размер вставки между параллельными крайними разбивочными осями по линии примыкания многоэтажного объема к одноэтажному принимают таким, чтобы в этом месте можно было использовать по возможности типовые стеновые панели.
Колонны фахверков

Новый сервис - Строительные калькуляторы online
Колонны применяются в торцевых фахверках и фахверках продольных стен одноэтажных промышленных зданий, имеющих самонесущие или ненесущие стены из панелей 6 или 12 м или кирпичные самонесущие стены.
Внутренняя грань панельных стен располагается с зазором 30 мм по отношению к наружной грани колонн.
Фахверковые колонны высотой 4,2-18 метров.
Фахверковые колонны предназначены для крепления стен; они частично воспринимают массу стен и ветровые нагрузки.
Фахверковые колонны изготовляют железобетонные и стальные.
Привязка колонн торцевого фахверка нулевая, привязка колонн продольного фахверка определяется привязкой основных колонн каркаса.
Железобетонные колонны имеют сечение 300*300 до 400*600 мм; колонны кольцевого сечения имеют диаметр 300 мм.
Колонны могут быть как постоянного сечения, так и переменно сечения.
Верхний конец таких колонн располагается в зазоре между торцевой стеной и пристенной балкой покрытия и крепится к верхнему поясу балки с помощью монтажной детали.
Нижний конец колонн крепится к фундаменту шарнирно.
Для этого поверх фундамента устанавливается строго по осям и по уровню (при помощи анкерных болтов и цементной подливки) стальной лист.
Колонна свободно устанавливается на этот лист и приваривается к нему с помощью своих закладных деталей.
Колонны армируются пространственными сварными каркасами.
Колонны изготавливаются из бетона марок М 200-М 400.
Рабочая арматура из горячекатаной стали периодического профиля класса А-3.
Стальные колонны торцевого фахверка выполняются из сварных двутавров высотой 0,5 м и с шириной полок от 0,4 до 0,55 м.
Расчётная схема фахверковых колонн предусматривает их шарнирное опирание понизу на фундаменты, а поверху на устанавливаемые в торцах здания горизонтальные ветровые балки и фермы.
Ветровые балки устанавливаются в пролётах с опорными мостовыми кранами на уровне крановых путей и дополнительно используются как ремонтные площадки.
Ветровые фермы устанавливаются поверху в бескрановых пролётах и в качестве промежуточных опор реже чем через 10-12 м и по высоте здания.
Оголовки фахверковых колонн располагаются на одном уровне с оголовками основных колонн – на 150 мм ниже пояса стропильной фермы.
В пределах высоты стропильной фермы фахверковые колонны наращиваются сварными двутаврами высотой сечения 0,25 м.
Эти надставки не доходят на 0,1-0,3 м до подкровельного настила и в пределах высоты парапета продолжаются насадками из прокатных уголков.
Полка уголка-насадки зоводится в вертикальный шов между парапетными панелями.
Таким образом, колонны торцевого фахверка продолжаются на всю высоту торцевых стен и не пересекаются с конструкциями покрытия.
Верхние концы колонн к стропильной ферме шарнирно прикреплены с помощью изогнутых пластин – листовых шарниров.
Листовой шарнир даёт возможность передавать ветровые нагрузки на основной каркас и устраняет вертикальные воздействия покрытия на стойки фахверка.

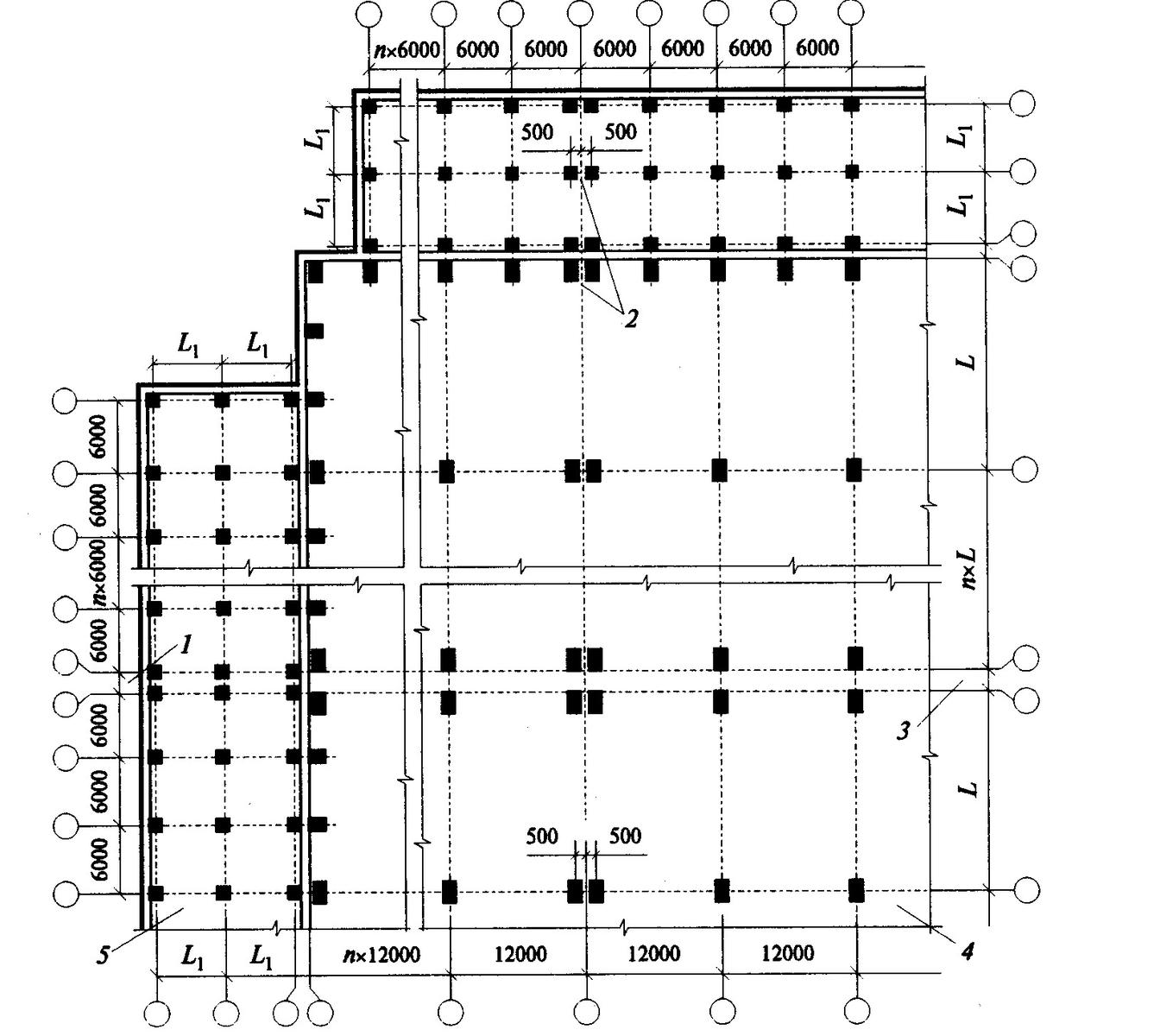
Схема расположения фахверковых колонн
Низ колонны размещается на отметке -0,150 м.
Колонну устанавливают на две стальные монтажные прокладки и после выверки закрепляют двумя анкерными болтами.
Приколонная стойка фахверка металлическая и она приваривается к колонне. Выполняется из коробчатого сечения.
Фундамент под стойку не устраивается.
Части колонн, имеющие двутавровое сечение, изготовляются из стали марок ВС3кп2, ВСт3пс6; имеющие коробчатое сечение – из стали марок 09Г2С9.
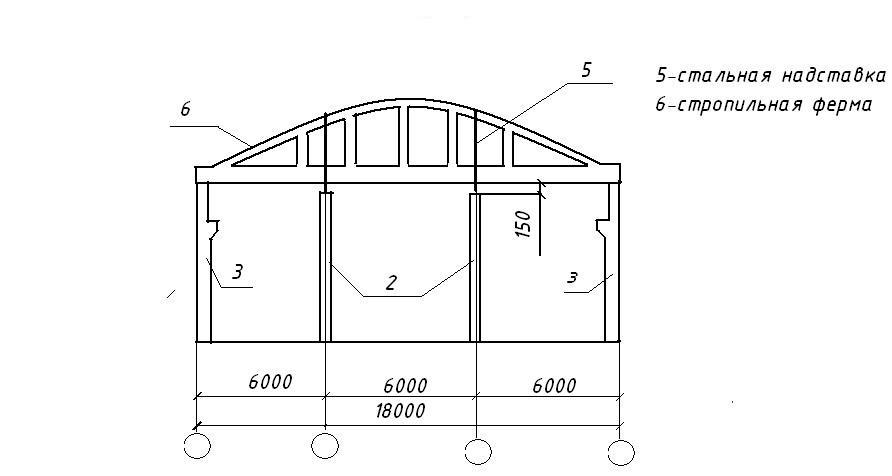
Схема торцевого фахверка 1-1
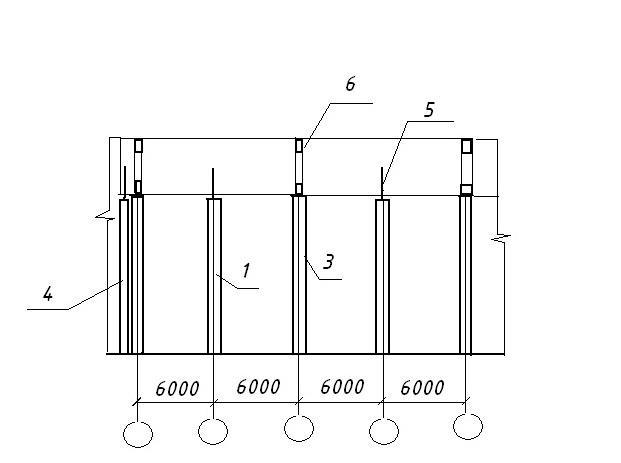
Схема продольного фахверка 2-2
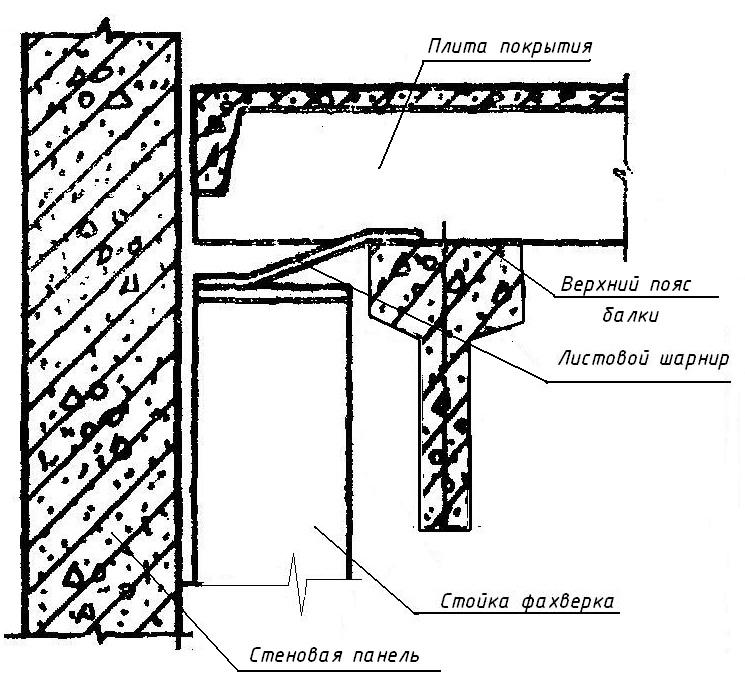
Шарнирное соединение фахверка с покрытием
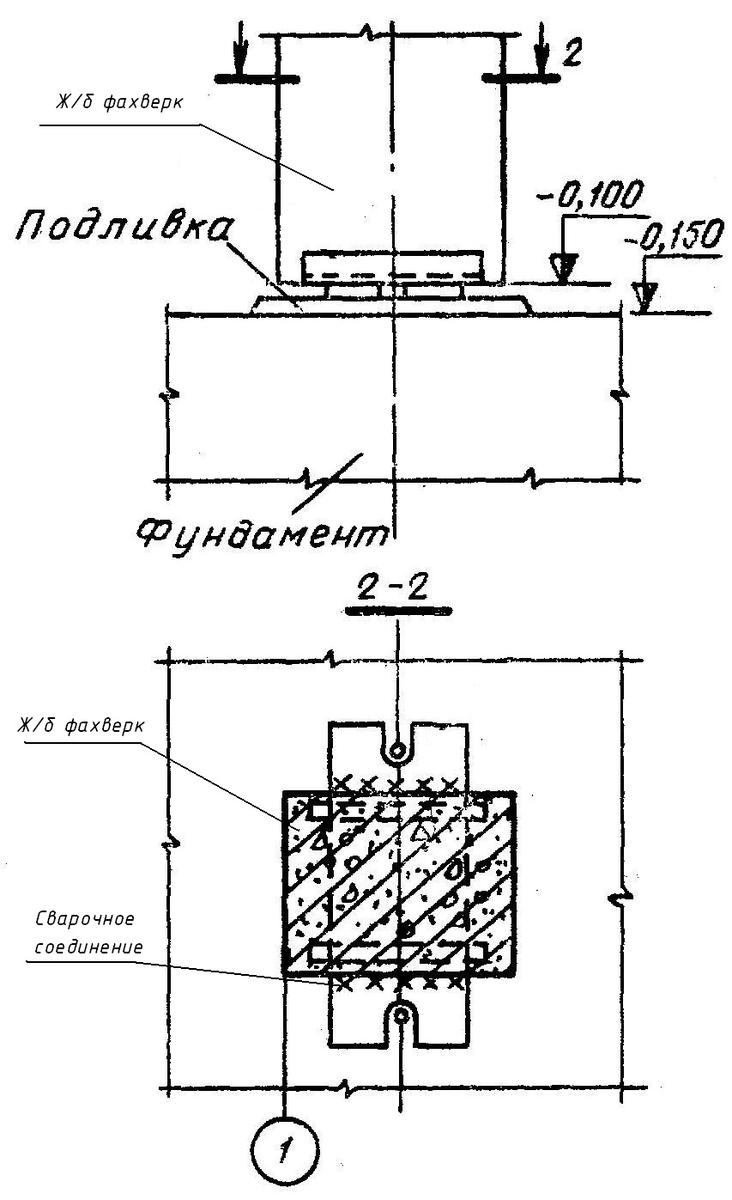
Крепление железобетонного фахверка к фундаменту
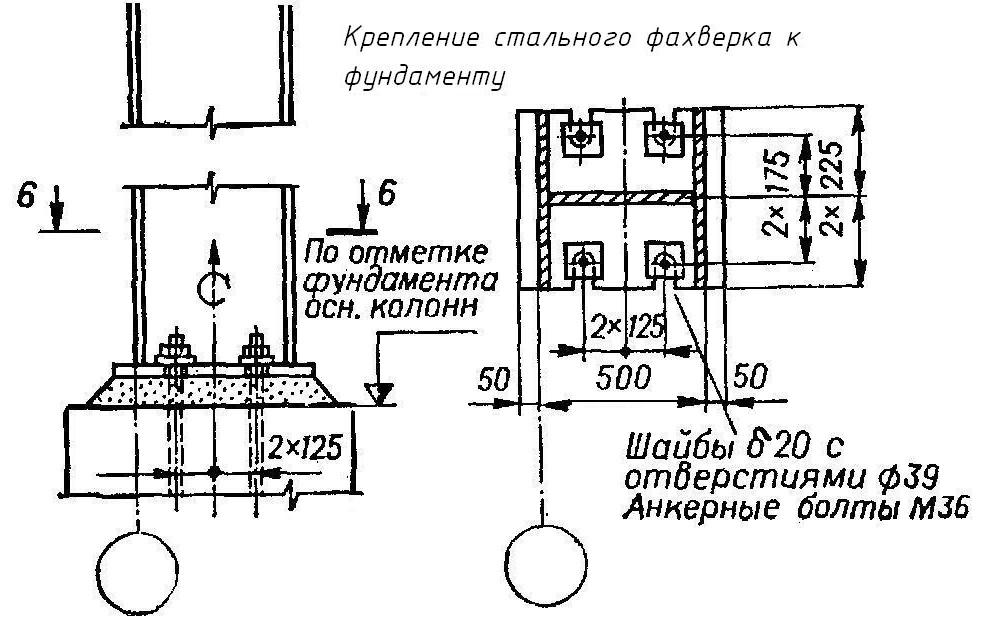
Крепление стального фахверка к фундаменту
Новый сервис - Строительные калькуляторы online
Установка деревянной колонны в распор, между перекрытиями. Как я сделал это один?
✅ Главное, что нужно было сделать - это установить колонну в распор, чтобы она стояла очень плотно, с учетом усадки и усушки и самой колонны и деревянного перекрытия.
Конечно я не могу поднять перекрытие, поставить колонну, и опустить перекрытие на место. Поэтому, нужно было прибегать к хитростям:
Делим все на элементы.
1. Сама колонна. Это брус 150 на 150. Измерив расстояние от плиты фундамента до деревянного перекрытия, я отпилил брус, но меньшей длинны. И меньше, на толщину второго элемента.
2. Кусок доски 50 мм. Он нужен, чтобы лучше опереть перекрытие на колонну. Но главная его польза в том, что с его помощью, колонну можно поставить в распор.
Привязка колонны к фундаменту
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
МОНТАЖ МЕТАЛЛИЧЕСКИХ КОЛОНН ПРОМЫШЛЕННЫХ ЗДАНИЙ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (именуемая далее по тексту ТТК) - комплексный организационно-технологический документ, разработанный на основе методов научной организации труда для выполнения технологического процесса и определяющий состав производственных операций с применением наиболее современных средств механизации и способов выполнения работ по определённо заданной технологии. ТТК предназначена для использования при разработке Проектов производства работ (ППР) строительными подразделениями.
Рис.1. Типы стальных колонн промышленных зданий
а - сплошная постоянного сечения; б - то же, переменного сечения (ступенчатые); в - переменного сечения решетчатая (сквозная); г - раздельного типа
1 - ферма; 2 - шатровая ветвь; 3 - то же, подкрановая; 4 - диафрагма жёсткости
1.2. В настоящей ТТК приведены указания по организации и технологии производства работ по монтажу металлических колонн промышленных зданий, определен состав производственных операций, требования к контролю качества и приемке работ, плановая трудоемкость работ, трудовые, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
1.3. Нормативной базой для разработки технологической карты являются:
- строительные нормы и правила (СНиП, СН, СП);
- заводские инструкции и технические условия (ТУ);
- нормы и расценки на строительно-монтажные работы (ГЭСН-2001 ЕНиР);
- производственные нормы расхода материалов (НПРМ);
- местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТТК - описание решений по организации и технологии производства работ по монтажу металлических колонн промышленных зданий с целью обеспечения их высокого качества, а также:
- снижение себестоимости работ;
- сокращение продолжительности строительства;
- обеспечение безопасности выполняемых работ;
- организации ритмичной работы;
- рациональное использование трудовых ресурсов и машин;
- унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ по монтажу металлических колонн промышленных зданий.
Конструктивные особенности их выполнения решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ.
РТК рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации.
1.6. ТТК можно привязать к конкретному объекту и условиям строительства. Этот процесс состоит в уточнении объемов работ, средств механизации, потребности в трудовых и материально-технических ресурсах.
Порядок привязки ТТК к местным условиям:
- рассмотрение материалов карты и выбор искомого варианта;
- проверка соответствия исходных данных (объемов работ, норм времени, марок и типов механизмов, применяемых строительных материалов, состава звена рабочих) принятому варианту;
- корректировка объемов работ в соответствии с избранным вариантом производства работ и конкретным проектным решением;
- пересчёт калькуляции, технико-экономических показателей, потребности в машинах, механизмах, инструментах и материально-технических ресурсах применительно к избранному варианту;
- оформление графической части с конкретной привязкой механизмов, оборудования и приспособлений в соответствии с их фактическими габаритами.
1.7. Типовая технологическая карта разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, выполняющих работы в III-й температурной зоне, с целью ознакомления (обучения) их с правилами производства работ по монтажу металлических колонн промышленных зданий, с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ.
Технологическая карта разработана на следующие объёмы работ:
- колонны, сталь С255 и С245
- 4,24 тонны.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на комплекс работ по монтажу металлических колонн промышленных зданий.
2.2. Работы по монтажу металлических колонн промышленных зданий выполняются механизированным отрядом в одну смену, продолжительность рабочего времени в течение смены составляет:
2.3. В состав работ, последовательно выполняемых при монтаже металлических колонн промышленных зданий, входят следующие технологические операции:
- подготовка фундаментов под монтаж колонн;
- геодезическая разбивка местоположения колонн на фундаментах;
- обстраивание колонн монтажными лестницами и подмостями;
- установка готовых колонн на фундаменты;
- выверка и закрепление колонн в проектном положении.
2.4. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном в составе: передвижная бензиновая электростанция Honda ET12000 (3-фазная 380/220 В, N=11 кВт, m=150 кг); седельный тягач КамАЗ-54115-15 с бортовым полуприцепом СЗАП-93271 (грузоподъемность Q=25,0 т); сварочный генератор (Honda) EVROPOWER ЕР-200Х2 (однопостовый, бензиновый, Р=200 А, Н=230 В, вес m=90 кг); автомобильный стреловой кран КС-45717 (грузоподъемность Q=25,0 т).
Рис.4.* Грузовые характеристики автомобильного стрелового крана КС-45717
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
Рис.5. Седельный тягач КамАЗ-54115-15 + полуприцеп СЗАП-93271
Рис.5. Электростанция Honda ET12000
Рис.6. Генератор EVROPOWER ЕР-200Х2
2.5. Для монтажа применяются колонны К1 из стального двутаврового горячекатаного профиля 25К2 с параллельными гранями полок по СТО АСЧМ 20-93; монтажные болты М36 по ГОСТ 52643-2006 класса прочности 10,9 из стали 40Х; гайки М36 по ГОСТ 52645-2007 класса прочности 10,0; шайбы плоские по ГОСТ 52646-2007; бетона класса. В30 по ГОСТ 26633-91; электроды 4,0 мм Э-42 по ГОСТ 9466-75; эмаль ПФ-133 по ГОСТ 926-82*; грунтовка ГФ-021 по ГОСТ 25129-82.
2.6. Работы по монтажу металлических колонн промышленных зданий следует выполнять, руководствуясь требованиями следующих нормативных документов:
- СНиП 3.01.03-84. Геодезические работы в строительстве;
- Пособие к СНиП 3.01.03-84. Производство геодезических работ в строительстве;
- СНиП 3.03.01-87. Несущие и ограждающие конструкции;
- СНиП II-90-81. Производственные здания промышленных предприятий;
- СТО НОСТРОЙ 2.33.14-2011. Организация строительного производства. Общие положения;
- СТО НОСТРОЙ 2.33.51-2011. Организация строительного производства. Подготовка и производство строительно-монтажных работ;
- СТО НОСТРОЙ 2.10.76-2012. Строительные конструкции металлические. Болтовые соединения. Правила и контроль монтажа, требования к результатам работ;
- СТО НОСТРОЙ 2.10.64-2012. Сварочные работы. Правила и контроль монтажа, требования к результатам работ;
- СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
- СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
- РД 11-02-2006. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения;
- РД 11-05-2007. Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1. В соответствии с СП 48.13330.2001 "СНиП 12-01-2004 Организация строительства. Актуализированная редакция" до начала выполнения строительно-монтажных работ на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение (ордер) на выполнение строительно-монтажных работ. Выполнение работ без разрешения (ордера) запрещается.
3.2. До начала производства работ по монтажу металлических колонн промышленных зданий необходимо провести комплекс организационно-технических мероприятий, в том числе:
- разработать РТК или ППР на монтаж металлических колонн;
- назначить лиц, ответственных за безопасное производство работ, а также их контроль и качество выполнения;
- провести инструктаж членов бригады по технике безопасности;
- установить временные инвентарные бытовые помещения для хранения строительных материалов, инструмента, инвентаря, обогрева рабочих, приёма пищи, сушки и хранения рабочей одежды, санузлов и т.п.;
- обеспечить участок утвержденной к производству работ рабочей документацией;
- подготовить к производству работ машины, механизмы и оборудования и доставить их на объект;
- обеспечить рабочих ручными машинами, инструментами и средствами индивидуальной защиты;
- обеспечить строительную площадку противопожарным инвентарем и средствами сигнализации;
- подготовить места для складирования строительных материалов, изделий и конструкций;
- оградить строительную площадку и выставить предупредительные знаки, освещенные в ночное время;
- обеспечить связь для оперативно-диспетчерского управления производством работ;
- доставить в зону работ необходимые материалы, приспособления, инвентарь, инструменты и средства для безопасного производства работ;
Читайте также: