
Вальцеватель для гофрированных труб своими руками
Обновлено: 04.07.2024
Гофра водопроводная из нержавейки: характеристики и достоинства труб, монтаж трубопровода из нержавеющей гофрированной трубы
Гофрированные металлические трубы применяют при создании различных коммуникационных сетей: систем отопления, газо- и водоснабжения.
Выпускают их из легированной стали марки SUS 304, включающей хром, никель и небольшое содержание углерода. Благодаря присутствию подобных компонентов материал подходит как для бытового, так и для промышленного использования.
Особенности гофротруб
Эти изделия просты в обработке. Раскраивают их при помощи ножниц по металлу, специальных труборезов или болгарки.
Малая плотность стенки (0,25-0,3 мм) возмещается гофрированием. Оно увеличивает прочность трубы на разрыв и придает ей гибкость. Радиус сгиба составляет от 30 до 150 мм, что во многом упрощает процесс монтажа.
По той же причине комплектующие устойчивы к повышению температур. Коэффициент линейного расширения у гофры водопроводной равен 12-6(1/°С), что намного ниже показателя пластиковых аналогов.
Поставляют материал в бухтах длиной 50 м. Это сокращает количество стыков и повышает герметичность конструкций. С другой стороны, уменьшаются издержки на закупку латунных соединительных фитингов.
Технология производства
Производство гофрированных труб.
Выпуск нержавеющих гофрированных труб для водопровода полностью автоматизирован и включает несколько этапов:
- Подготовку стальной ленты.
- Формирование цилиндрической заготовки на гибочных станках.
- Вальцовку с применением деталей разного сечения. Шаг выемок и выпуклостей гофры может различаться, что вызвано разными стандартами производства.
- Сваривание главного стыка в закрытой газовой среде. Качество выполнения этой операции оценивает лазерная проверка. Шов должен быть не более чем в 1,6 раза толще стенок.
- Термообработку, которая придает изделию пластичность. В ходе операции деталь нагревается до +950…+1150°C, после чего ее охлаждают до +200…+400°C. Такая обработка выполняется при производстве комплектующих для отопления.
Затем материал разрезается на сегменты в 50 м и сматывается в бухты. Среди представленных на рынке гофрированных труб встречаются образцы с внутренним сечением 1,5, 2, 2,5 и 3,2 см.
Преимущества и недостатки
К достоинствам этой продукции относят:
- долговечность;
- универсальность;
- устойчивость к коррозии;
- механическую прочность;
- стойкость к перепадам температур, опасным средам и давлению воды;
- хорошую пластичность;
- простоту и скорость монтажа;
- экономичность.
Продолжительность использования гофры обусловлена только сроком службы уплотнительных вставок фитингов.
Изделия легко устанавливаются под любую обшивку, штукатурку или бетонную стяжку. Гибкость труб избавляет от необходимости использования соединительных элементов на поворотах водопровода.
Жесткость стенок способствует устойчивости к высокому давлению. Максимальный его уровень составляет 50 атм. Труба хорошего качества способна выдержать нагрузку в 210 атм. Пластичность материала объясняет изменение внутренней емкости водопровода при скачках давления.
По той же причине гофрированная нержавейка способна переносить размораживание и замерзание до -50°C. Эти изделия предназначены для перемещения жидкого азота и других низкотемпературных веществ. Верхняя грань до +110°C обусловлена характеристиками синтетических элементов фитингов. Сама гофра хорошо переносит температуру до +800°C.
Главным недостатком подобных труб является цена. Несмотря на низкую материалоемкость, они стоят дороже полипропиленовых или металлопластиковых моделей.
Гофрированная поверхность металла обеспечивает высокую теплопроводность изделий. Это означает, что при горячей воде они будут быстро остывать, а при холодной – нагреваться.
К недостаткам материала также относят высокое гидравлическое сопротивление водопровода. При его большой длине может произойти потеря напора.
Гофрированные трубы требуют обслуживания фитингов.
Еще одно неудобство эксплуатации связано с необходимостью регулярного обслуживания фитингов. Нужно контролировать, в какой степени они герметичны, и при необходимости менять вкладку.
Для очистки таких труб потребуется щетка. Этот факт является одним из основных доводов при выборе скрытой проводки.
Из-за гибкости предмета его легко деформировать, поэтому при установке открытых систем используют специальные кожухи.
Монтаж трубопроводов из нержавеющей гофры
Подобные изделия используют для подключения сантехнического оборудования, подведения газа, установки отопления, систем кондиционирования и пожаротушения.
Сегменты сетей соединяют посредством фитингов с накидными гайками. Внутренняя часть их корпуса оснащена резьбой и резиновым уплотнительным кольцом. Использование пакли или фум-ленты в этом случае не обязательно. Детали приобретают исходя из рекомендаций производителей. Установка комплектующих неизвестного происхождения может привести к аварийным последствиям.
Монтаж трубопроводов из нержавеющей гофры производят по стандартным правилам установки:
- Замеряют отрезок между точками соединения с учетом изгиба.
- Отделяют его от бухты с помощью трубореза.
- Ослабляют накидную гайку и вставляют до упора трубу. Для сборки фитингового соединения достаточно двух ключей (разводных, трубных или рожковых).
- Затягивают гайку, придерживая соединительный элемент вторым ключом.
- Придают изделию необходимую конфигурацию и закрепляют его на стене.
- Герметичность конструкции проверяют путем подачи рабочей среды. При отсутствии протечек приступают к эксплуатации системы.
Советы по монтажу и эксплуатации
Перед началом и в ходе работ необходимо следовать ряду инструкций:
- У гофры должны отсутствовать вмятины, трещины и перегибы.
- В комплектацию соединительных элементов должны входить все необходимые детали.
- Не допускается использование материалов, подверженных коррозии.
- При соединении с водопропускными трубами, изготовленными из цветного металла, перед фитингом устанавливают специальный фильтр для воды.
- Нельзя допускать перекручивания гофры.
- Не следует превышать указанное в паспорте количество сгибаний/разгибаний изделий.
- Для надежной фиксации лучше всего использовать стальные изделия. Детали крепления, материалом которых служат цветные металлы, придадут эстетичность создаваемой сети. Можно также воспользоваться пластиковыми крепежными элементами.
- При создании систем обогрева пола имеет смысл отказаться от дополнительных соединений.
- Необходимо исключить любое воздействие электрического тока на трубу.
Межгосударственные стандарты
Качественная гофрированная продукция должна соответствовать нормам ГОСТа 10705-80, который содержит информацию о характеристиках стальных электросварных элементов.
Для этого выполняется выборочная проверка образцов, которые подвергают ряду испытаний. Так, контроль качества стыка подразумевает организацию дополнительного тестирования гидравлическим давлением. Для теста на вязкость используют 3 шаблона. Химический состав стали определяется ГОСТом 22536.0.
Выпуск отожженной нержавеющей гофротрубы осуществляется, согласно стандарту 9941-81, в котором присутствуют данные о тепло-деформированной бесшовной продукции. Основным нормативным документом в этой сфере является Международный стандарт ISO 10806 от 2003 года.
Ведущие производители
Длительный период использования гофрированных изделий обеспечивает прочная нержавеющая сталь, из которой их производят. Положительные отзывы в связи с этим заслужила продукция южнокорейских фирм KOFULSO LTD и GOFRA-FLEX.
Первый бренд присутствует на российском рынке уже 5 лет. Трубы Кофулсо могут иметь внутренний диаметр от 15 до 50 мм. Фитинги марки легко монтируются. Толщина их колец уплотнения в 2 раза больше стандартных, что обеспечивает высокую надежность и устойчивость к внешним воздействиям.
Продукция GOFRA-FLEX прошла сертификацию в странах ЕС, России и на территории США. Ее активно применяют для установки систем пожаротушения и водоснабжения. Стоимость южнокорейской гофры на 50% выше отечественной.
Последнюю представляет на рынке фирма Neptun.
Трубы марки IWS производятся из качественных корейских материалов и отличаются следующими характеристиками:
- экологичностью;
- прочностью;
- гибкостью;
- высокими антикоррозийными свойствами.
Создание собственного производства гофрированных труб и фитингов привело к снижению стоимости товара и позволило расширить сферу его использования.
Хорошее соотношение качество/цена имеет гофрированная продукция латвийской компании Lavita. Для производства изделий фирма использует металл, оснащенный защитной оболочкой из полиэтилена.
Самостоятельное изготовление гибких подводок для воды и газа из гофронержавейки при помощи вальцевателя
Несколько лет назад купить такие вальцеватели было проблематично, их имели только фирмочки, занимающиеся изготовлением гибких подводок из гофронержавейки и продающие их по достаточно высоким ценам.
В 2014 году, когда я делал ремонт в своём загородном доме и переделывал водопровод частично на гофронержавейку, я монтировал гофрированную трубу при помощи достаточно громоздких компрессионных фитингов для гофронержавейки, или покупал уже готовые подводки, когда нужно было присоединение гофротрубы именно накидной гайкой, а не фитингом:
Присоединение гофронержавейки к шаровому крану при помощи американки и компрессионного фитинга для гофрированной трубы Присоединение гофронержавейки к шаровому крану при помощи американки и компрессионного фитинга для гофрированной трубыАмериканка здесь использована для быстрой замены крана без разборки компрессионного фитинга, но аналогично можно было сделать развальцованной трубой с накидной гайкой.
Покупные готовые гибкие подводки с накидной гайкой для присоединения к водонагревателю. Покупные готовые гибкие подводки с накидной гайкой для присоединения к водонагревателю.Но теперь вальцеватели различных конструкций широко доступны любому желающему их приобрести и можно изрядно сэкономить на компрессионных фитингах.
Цена компрессионного фитинга на трубу 18А (типоразмер гофрированной трубы, близкий к стальной трубе 3/4 дюйма) колеблется в пределах 250-300 рублей, а накидная гайка 3/4 дюйма стоит всего 60 рублей. Да, еще нужна прокладка за 10-15 рублей.
При этом, цена вальцевателя под трубу 18А - в пределах трех тысяч рублей. Выглядит он вот так:
Надеваете на трубу накидную гайку, вставляете трубу в вальцеватель на две гофры за кольцевой упор:
Развальцовываете трубу ударами молотка по бойку вальцевателя:
Осталось вставить уплотнительную прокладку, и соединение готово:
Таким нехитрым инструментом вы можете самостоятельно изготовить себе сколь угодно много гибких подводок за гораздо меньшие деньги, нежели стоят готовые подводки.
Из гофротрубы удобно выполнять участки трубопровода для прокладки в труднодоступных местах, как это потребовалось мне в ходе ремонта водопровода своего загородного дома. Подробнее о применении гофрированной трубы из нержавеющей стали для монтажа участков водопровода можно почитать в отдельной статье .
Появились и универсальные вальцеватели со сменными насадками под разные диаметры гофрированных труб:
Вальцеватель универсальный NEPTUN. Цена - 6 690 рублей Вальцеватель универсальный NEPTUN. Цена - 6 690 рублейЗдесь уже не нужен молоток, вальцевание осуществляется возвратными движениями рукоятки вальцевателя (как при накачке камеры велосипедным насосом).
Вальцевание выполняют в два этапа, каждый виток гофры (из двух, как и в предыдущем вальцевателе) вальцуется последовательно. Сначала один, потом труба переставляется на следующий бурт и снова вальцуется.
Вальцовка гофрошланга
Развальцевать можно простешими средствами

Вальцовка гофрошланга. Сделай сам.
Данный тип фитинга используется для развальцовки гофрированных труб из нержавеющей стали без специального инструмента.


Данный тип фитинга используется для развальцовки гофрированных труб AmoK, 06 Сент. 13, 20:33А что там вальцевать-то, собственно? Скрутил фитинг, он и уплотнился (вставка на конус). Сам такой на паропроводе пользую, газовую гофру выкинул, фитинги заржавели нахрен, не айс.
А что там вальцевать-то, собственно? Скрутил фитинг, он и уплотнился (вставка на конус). Сам такой на паропроводе пользую, газовую гофру выкинул, фитинги заржавели нахрен, не айс.
boreyZMS, 07 Сент. 13, 01:36
Газовая не отожженная - плохо гнется .Я заказывал на воду с фитингами из нержи - любой длинны делают . И гофра отожженная.
я приглядываюсь тоже,хочу сухопарник сделать из шланга на 1дюйм. RAZAV, 07 Сент. 13, 01:51А,вот так пойдет? Из гофры для отопления Ф15. На втором рисунке инструмент для выпрямления гофры. Для рубашки можно использовать гофру Ф20. прямоточник.jpg Вальцовка гофрошланга. Сделай сам. выпрямление гофры.JPG Вальцовка гофрошланга. Сделай сам.
Посл. ред. 28 Окт. 13, 21:56 от aleksej-serikov
Спасибо!


torch-vi, нержу надо катать (раскатывать) на оправке\шаблоне
Посл. ред. 29 Окт. 13, 06:53 от SedoY
думаю процесс такой
- на пруток, обработанный наждачкой, для придания гладкости поверхности,
гофру если растянуть [Растяжение гофро трубы из нержавейки и вальцовка концов] то диаметр прутка 15мм
одеваем нужной длинны кусок гофры, с учетом, что после вальцевания она удлиниться на примерно 1,1-1,25раза.
Закрепляем один конец гофры на трубе - от этой стороны начнем вальцовку.
Если нет токарного станка, то можно сваять приспособление из дрели или перфоратора, что-то типа
Vals1. Вальцовка гофрошланга. Сделай сам.
(смотреть на станину)
дрель крепим штатной ручкой так - убираем саму ручку, оставляя держатель, там обычно болт на 8мм. сверлим отверстие в станине , болт через крепление дрели ив станину и затягиваем - дрель закреплена.
вставляем второй противоположный конец трубы с гофрой, например в кусок полипропиленовой трубы - жестко прикрепленной к станине, чтобы не болтался.
И плавно, по одной гофринке распрямляем, сводим к диаметру нашего прутка.
Посл. ред. 29 Окт. 13, 07:32 от SedoY
aleksej-serikov Кандидат наук Калуга 426 133 Отв.32 08 Нояб. 13, 21:40Огромное СПАСИБО! SedoY, 29 Окт. 13, 06:48Долго не заглядывал на ветку. Просто так не раскатаешь. Нужна оправка. вернее две. Первая чтобы чуточку примятьгофру. Вторая- на которой происходит окончательная доводка. Оправка желательна не менее 10 диаметров(лучше 20 и более). дело в том что если длина маленькая то продукт окончательный получается кривой и приходится как ясновидящему угадывать где и как придавить ролик.
Одной из особенностей процесса- постепенность осадки и отсутствие спешки. "Поспешишь- людей насмешишь".
Для раскатки 15трубы первая оправка-14мм. Поверхность должна быть(желательно) гладкой и одинакового диаметра.(цилиндрической- особенно финишная). В процессе раскатки надо крутить гофру с оправкой- дискорез(труборез) зажат в тисках за "хребет"- крутишь ручку и прокручиваешь гофру с оправкой.
Я выравнивал гофру 15, 20 и 25. Сделано три эскиза(на пайке) колонн и прямоточники.
Для 25 нв финише идеально подходит подъемник от офисного стула. Чуточку позже(сегодня)выложу чуть чуть фоток.
Фотки добавил. На первой прямоточник- трамбон- все хорошо, но восходящую ветвь надо делать из 25 трубы-происходит заброс браги изза большой скорости пара.
На второй фотке колонна(бражная) которая работает с конца 2010г. На ней выявлено много особенностей- в этом и прелесть доступности такого материала как гофра. Есть и недостатки- типа" работает. и ладно". Выкидывать жалко(работает и выдает хороший спирт сырец), а двигаться дальше не дает.
В упаковке ZIP характеристики гофры.
Замечание 1. Гофра при раскатке удлиняется на 20%. Но, по опыту, не стоит раскатывать метровую- много неоправданных проблем. Все равно делаем царги.
Замечание 2. В том инструменте что я использую я заменил на подшипник только дисковый нож.
Замечание 3. Когда раскатываю очередную заготовку есть дикое желание сделать спец приспособу по предложенному выше(от SedoY ), но все ограничивается тем что есть. Приспособа нужна. Но все как то потом. Ролики(три) надобно сделать чуть шире 3. 4 волны гофры- тогда работа пойдет быстрее и качество будет лучше. Однако, на финише усилие прижима необходимо значительное! Поэтому, без подшипника не обойтись. Заготовки трамбона.JPG Вальцовка гофрошланга. Сделай сам. БНК3.jpg Вальцовка гофрошланга. Сделай сам.
Гофра для отопления.zip 1.4 Мб
Нарышкин стр133.pdf 242.3 Кб
Посл. ред. 11 Нояб. 13, 11:58 от aleksej-serikov
aleksej-serikov, Красиво (на фотках), залюбовался (от простоты и объема проделанного труда).
вот что я хочу (сам начинающий, да ещё и программист ))) прошел кучу мытарства без дельных советов), отточить технологию с высокой степенью повторяемости, без использования каких либо трудно находимых или экзотических вещей.
давай, коли в теме - вместе подумаем и придумаем и опишем технологию! поможем начинающим, коллегам! (прям лозунг выдал)
например - нет трубореза, да ещё и неисправного - чем можно заменить? думаю сделать из двух брусков, соединенных с одной стороны некое подобие (по функционалу - приспособления из трубореза), на один брусок посадить два подшипника, на второй один, ну и руками можно будет сжимать на оси (внутрь трубы вставленной оправке - предположение выдал выше - пруток железный подходящего диаметра 15мм ошкуренный немного (или много?) - зажав в патроне дрели и закрепив второй конец хотя-бы в трубе).
трубу перед раскатыванием очень рекомендую растягивать (методику уже не раз проверил - удобно, описанно в теме Форум самогонщиков -> Оборудование самогонщика -> Мастерская -> Растяжение гофро трубы из нержавейки и вальцовка концов [Растяжение гофро трубы из нержавейки и вальцовка концов] ) - и первую оправку исключаем, и распрямляется труба (к минусам можно отнести то, что потом сгибать трубу растянутую все-же сложнее. но тут как говорится - от цели зависит - или нужно сгибать или длинная 3_4rastyanuta. Вальцовка гофрошланга. Сделай сам. . )
Посл. ред. 08 Нояб. 13, 23:57 от SedoY
Замечание 1. Гофра при раскатке удлиняется на 20%. Но, по опыту, не стоит раскатывать метровую- много неоправданных проблем. Все равно делаем царги.я себе растянул 2 метра на восходящую часть из 3\4 (20mm) теперь задумался над замечанием:
aleksej-serikov, 08 Нояб. 13, 21:40
трамбон- все хорошо, но восходящую ветвь надо делать из 25 трубы-происходит заброс браги изза большой скорости пара.
aleksej-serikov
проверка конечно покажет, и при необходимости переделаю. но сомнения меня убивают .
Замечание 3. . Ролики(три) надобно сделать чуть шире 3. 4 волны гофры- тогда работа пойдет быстрее и качество будет лучше. Однако, на финише усилие прижима необходимо значительное! Поэтому, без подшипника не обойтись.
aleksej-serikov
а если просто несколько подшипников на ось посадить - будет ли эффект? не клинанет ли из если будут в плотную друг к другу, или тоненькие шайбочки поставить между подшипниками - не будет ли вредить зазор между подшипниками?
усилие надо большее на два три витка - три гофринки конечно лучше захватить - ровнее результат, но и сдавливать нужно сильнее. приспособление конечно будет очень полезно - делать стоит, тем более что там его делать? - дырку просверлить и дрель закрепить, да пару направляющих для второго конца оси придумать. (правда высокие обороты давать конечно страшно - как бы по лбу не получить!)
я катал на приспособе (имени меня )))))) ) давить сильно приходилось (но я давил на ось, приспособы как из трубореза (от aleksej-serikov) - с тремя точками сдавливания у меня ещё не было), внутри труба красивая, а снаружи следы были от кромок подшипника, правда залудил и запаял потом все в американки обычные, только внутри немного расточенные.
кстати - на той же закрепленной дрели удобно оказалось растачивать: вставил сверло, обмотал шкуркой - сколько надо диаметра, подбирал опытным путем наматывая более длинные куски шкурки и расточил.
потом на дрели-же и лудил: вставил переход на шланг с резьбы 1\2 , вкрутил американку, включил дрель на малых оборотах, подогрел газовой горелкой и облудил паяльником - легко и быстро (уже научился не перегревать по прочитанному на этом благодатном форуме) - смазал жидкой канифолью, подождал пока подсохнет и нареваю, как канифоль начала пузыриться, горелку убираю - готово - можно лудить паяльником.
Вальцеватель для гофрированных труб своими руками

Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.

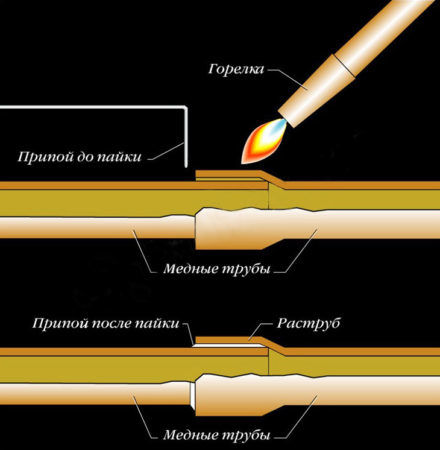
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.

Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.

В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
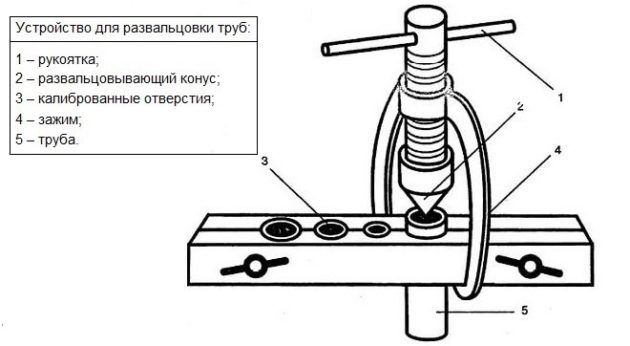
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
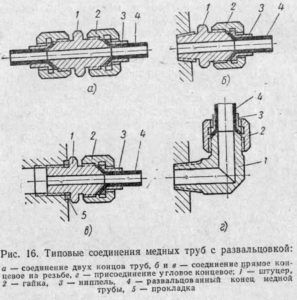
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:

Схема действия конического раструба
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:

Как использовать ручной экспандер для труб
- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.

Самодельный вальцовочный инструмент
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.
Порядок развальцовки трубы
- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Приспособления и инструмент для вальцевания
Вальцовка различных трубных изделий (медных, из обычной и нержавеющей стали, алюминиевых, из черных металлов) выполняется при помощи станков, машин, гибочных вальцов, которые по своей сути являются универсальным оборудованием. Оно производится из высоких по качеству и твердости стальных сплавов, поэтому все приспособления для вальцевания характеризуются отличными эксплуатационными параметрами.

Инструмент для вальцовки крайне редко требует серьезного ремонта, им можно пользоваться очень долго, не беспокоясь о замене каких-либо частей, входящих в его конструкцию. В настоящее время существует немало машин для обработки трубных изделий, сделанных из разных материалов. Любой современный станок для вальцовки труб можно причислить к одной из следующих групп:

Гофрированная нержавейка для самогонного аппарата
два самодельных самогонных аппарата
Гофрированная труба из нержавеющей стали.wmv
Попугай своими руками из гофрированной нержавейки
Вальцеватель трубы гофры нержавейки
самогоный аппарат Своими руками
Гофрированная труба из нержавеющей стали Kofulso Neptun (Южная Корея)
Самогонный аппарат своими руками.
холодильник димрота из нержавейки ( длина 4 метра диаметр 8 мм.)
Дистилляция — медь или нержавейка?
Самодельная бражная колонна из нержавейки
- Что такое брага и ее приготовление
- Голубая глина в браге
- Облагородить самогон бальзамом
- Как снизить градусы самогона
- Самогон из сахара и дрожжей саф левюр рецепт выход
- Калина с самогоном
- Самогон где измерять температуру
- Из чего гнать качественный самогон
- Как сделать брагу для самогона из меда и дрожжей
- Абхазский самогонный аппарат
- Брожение браги из инвертированного сахара
Вальцевание гофрированной трубы – Лавита Урал
Вальцеватель является очень удобным средством для вальцевания гофрированных труб из нержавеющей стали при изготовлении подводок
Вальцеватель — инструмент, предназначенный для радиального деформирования трубы с целью создания стопорного кольца для накидной гайки. Технологический процесс закрепления труб с использованием вальцовок называется развальцовка.
Техника самостоятельной развальцовки труб
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.

Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.

В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:

- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:
Как использовать ручной экспандер для труб- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок
Читайте также: