
Можно ли спаять черную пластиковую трубу и белую
Обновлено: 07.07.2024
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Галерея изображений В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием Раструбное или муфтовое соединение полимерных труб Пайка полипропиленовых труб и фитингов Крепление фитинга для запорной арматуры Стыковая пайка труб большого диаметраОбщее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
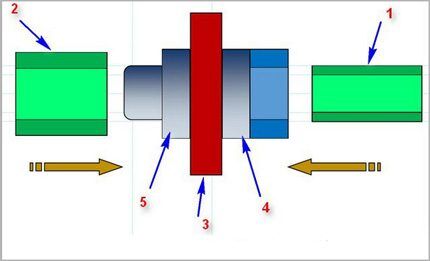
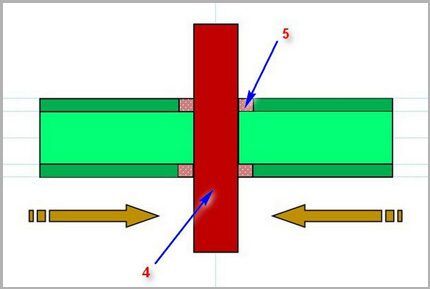
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
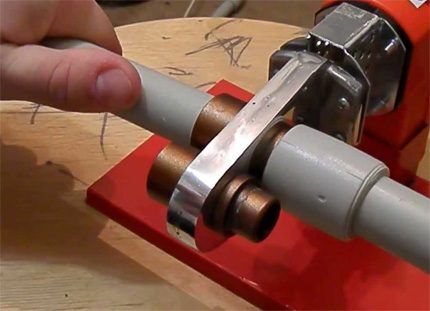
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.

Кроме паяльников, мастеру также потребуются:
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагревПервым делом необходимо подготовиться к работе:
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Галерея изображений Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки - отрезок трубы, который будет соединен со свариваемой деталью Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки Шаг 1: Резка полимерной трубы перед пайкой Шаг 2: Разметка глубины прогрева трубы Шаг 3: Нагрев соединяемых деталей на утюжке Шаг 4: Быстрое соединение после нагреваПри условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя - полимерный и алюминиевый Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой Швейер - инструмент для подготовки армированных ПП труб Удаление двух наружных слоев Подготовленная к пайке полипропиленовая труба Обработка перед пайкой неармированной ПП трубыТакое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Можно ли сваривать полиэтиленовую трубу с муфтой для полипропилена?
Возможно вопрос глупый, но на сайтах производителей видел полиэтиленовые трубы а также муфты и фитинги для них специальные, тоже черные. У нас в городе облазил все рынки, трубы полиэтиленовые есть, а муфт нет. Одни продавцы говорят используй ерша и хомут, другие говорят что можно смело варить полипропиленовыми муфтами. А я сомневаюсь, труба ведь черная, а муфты серые, да и они сделаны из разного пластика. Подскажите кто знает, как они сцепятся, да и сцепятся ли вообще.
16.11.2008 в 19:44bartosha написал :
А я сомневаюсь, труба ведь черная, а муфты серые, да и они сделаны из разного пластика
Правильно сомневаетесь.
Полиэтелен и Полипропилен совсем разный материал.
Как сварить или склеить трубы канализации
Суть вопроса такая, нужно установить унитаз-компакт с горизонтальным выпуском, крестовина на фановой трубе поднята высоковато и с существующими на рынке фасонными изделиями никак не поставить горшок вплотную к стене. Как ни крути - верхняя граница тройника оказывается в районе центра выпускного отверстия. Если поставить тройник с наклоном в 45 и к нему угол в 45 то вроде должно встать, но тогда горшок будет стоять на расстоянии 10-15 см от стены, и места в сортире для коленей уже не останется
Возникла идея срезать верхний отвод тройника вставить туда Г-образный отвод подрезанный соответственно и как нибудь соединить.
Вот это самое "как-нибудь" и нужно конкретизировать, насколько понял из поисков по интернету и форумам, клей полипропилен не берет, (дихлорэтан не в счет, где взять незнаю и травиться не хочется) остается сварка
В наличии есть обычный радиотехнический паяльник и в меру прямые руки
Как лучше всего провести такую операцию?
PS есть мысль обмотать в натяг медной проволокой или фольгой и долго и упорно греть свободно висящий хвост до равномерного размягчения пластика под обмоткой
Характеристики и отличия серых полипропиленовых труб
Необходимость в проведении самостоятельного ремонта часто требует получения и навыков в новых областях знаний, с которыми приходится сталкиваться в процессе проведения работ. Одним из важнейших элементов любой квартиры являются коммуникации, среди коммуникаций отопление и водоснабжение играет незаменимую роль в современном жилье. Для монтажа системы подачи теплоносителя и воды могут быть использованы различные виды, но самыми популярными для самостоятельного монтажа являются трубы из полипропилена, ППР.

Трубы из полипропилена
Полипропиленовые трубы серого цвета предназначены для отопления и подачи жидкости под напором, соответственно, имеют более прочную армированную стенку по сравнению с другими. Покупателей ожидает разница в стоимости в зависимости от производителя и своих особенностей. В чем она состоит?

Пайка трубы из полипропилена
Для монтажа системы водоснабжения их иногда выбирают для наружной прокладки, чтобы избежать возможной линейной деформации, которая при незначительных недостатках системы имеет непривлекательный внешний вид. Серые трубы с армированием из полипропилена хорошо зарекомендовали себя у потребителей и в практическом применении. Разберем, в чем именно.
Виды и конструкция
Как правило, цветовая гамма трубы не имеет определяющего значения, в основном поставляются серые и белые, но полипропиленовые трубы могут быть еще черными и зелеными. Так производители отмечают еще особенности материала, например, зеленые – более экологичные, но конечный пользователь вряд ли сможет оценить эту разницу на практике.

Принято считать, что в сером исполнении трубная продукция более надежная в эксплуатации. Это правда только отчасти, так как в этом цвете выпускается продукция для отопления, выдерживающая более сильные нагрузки. В основном в работе используются два типа – тип 2 с синей полосой, речь идет о блок-сополимере, и для горячей воды используется рандом-сополимер типа 3. Фитинги выпускаются только в типе 3.
Обращаем внимание, что многие потребители считают белые трубы недостаточно надежными, но это не совсем отвечает действительности, и берут для разводки тип 3. Обычно такая продукция выполнена в сером цвете – основное визуальное отличие. Субъективно можно сказать, что разводка выглядит более привлекательно. При этом белая или серая полипропиленовая труба будет зависеть от бюджета и назначения трубного контура.

Если речь идет об отоплении, скорее всего предложенные варианты продукции будут выполнены в сером цвете. Это уже своеобразный стандарт, необходимый для визуального отличия более надежной трубы, которого придерживаются производители.
Среди мастеров хорошо отмечаются серые полипропиленовые трубы из Чехии по соотношению цены и качества, это отличие позволяет их использовать для холодного водоснабжения без сильной нагрузки на бюджет. Часто мотивом для такого решения является единая цветовая гамма всех коммуникаций, а также отсутствие необходимости делать частые крепления к стене. Армированные трубы практически не дают горизонтального изгиба под собственным весом. Это основное отличие белых и серых полипропиленовых труб для конечного потребителя.
Трубы из полипропиллена для водоснабжения и отопления
Продукция предложена в ассортименте брендов. В продаже имеется немецкая, чешская и китайская продукция. Трубы производства Чехии наиболее подходящие по стоимости, а также имеют качество, не уступающее немецкому полипропилену при строгой опрессовке. При покупке продукции рекомендуем проверить сертификаты производителя. В случае закупки крупной партии не мешает сделать тестовую опрессовку, в этом случае проявятся положительные и отрицательные черты трубы.

Трубы для водоснабжения
Гарантировано надежный вариант для внутренних коммуникаций – это серые полипропиленовые трубы и фитинги 3 типа, которые выдерживают весь спектр рабочих нагрузок. Если вы их установили в загородный дом и случайно не включили отопление в морозы, можно совершенно не переживать, трубы без разрывов и трещин переживут замерзание. Какие еще они имеют достоинства?
Для водоснабжения
Трубы из полипропилена обеспечивают лучшие сантехнические показатели, чем металл. На стенках не образуются наросты, трубы не проводят блуждающие токи. По средним показателям позволяют транспортировать жидкости с температурой до 70 С. Этого вполне достаточно для решения большинства задач.
Для отопления – серый ППР
Многие пользователи возразят, что любые трубы из полипропилена не применимы для обвязки твердотопливных котлов. Действительно, их использование даже в сером варианте не желательно, так как рабочие температуры кратковременно могут достигать 130 С, что приведет к оплавлению материала. Какие варианты выхода? В этом случае на участке с высокими термонагрузками используется гофрированная нержавеющая сталь или металл, затем устанавливается гидрострелка с датчиком температуры, а только после этого подается в контур с прочным армированным ППР.

Рекомендуем для отопления использовать специализированную продукцию производства Чехии и Италии, имеющуюся в продаже.
Приведены ее основные особенности (см. фото):
- армированные базальтовым волокном (WAVIN Ekoplastik), до 90 С, толщина стенки 2,8 мм;
- армированные стекловолокном (WAVIN Ekoplastik), до 90 С, толщина стенки 3,5 мм;
- самые прочные с внутренней металлической армировкой (Италия, Турция), до 95 С, толщина стенки 4,2-4,9 мм;
- без армировки (Турция, Италия, Чехия) – допускается рабочая температура 70С.

Данные трубы отличаются повышенной эксплуатационной надежностью за счет внутренней армировки. В зависимости от параметров системы отопления можно выбрать одну из подходящих линеек. Для систем с твердотопливными котлами с гидрострелкой используются прочные серые трубы ППР с внутренней металлической армировкой и надежными фитингами, которые допускают значительные скачки температуры. Параметры определяют, какие виды выбрать для своего случая.
7 ошибок пайки полипропиленовых труб с плачевными последствиями

Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Читайте так же:Автор: Андрей Елфимов
3 комментария
Сергей говорит:ТОП-6 ошибок при сварке полипропилена, которые допускают даже опытные монтажники 😎
Расскажу о тех ошибках, которые допускают при сварке полипропиленовых соединений даже опытные монтажники.
Иными словами, в статье будет не только ликбез, но и неожиданные для профессионалов факты. 😎
6 грубых ошибок при сварке полипропилена
Сначала напомню, что в одном из своих видео я рассказывал о 6 недостатках полипропилена:
1. Можно ли проворачивать полипропилен при соединении?
Даже опытные монтажники, которые очень редко нарушают технологию сварки, часто допускают эту ошибку.
⛔ Нельзя проворачивать трубу в фитинге! Понимаете? Нельзя!
Это грубейшая ошибка, которая приводит к самым фатальным последствиям.
Никто не запрещает немного корректировать трубу — но не на 90–180 градусов! Нужно изначально вставлять трубу в фитинг правильно, чтобы не деформировать полипропилен.
2. Трубу нельзя перегревать и переохлаждать?
Я уже рассказывал в одном из своих видео, почему полипропиленовая труба не должна дымить в паяльнике:
Например, потому, что в дыме содержаться ядовитые вещества , и если вы на протяжении 20 лет работы будете им дышать каждый день, серьезные заболевания вам обеспечены.
Просто страшно смотреть на «мастеров» с ютуба, которые прямо советуют ставить сварочный аппарат на 300°C ! Если полик дымит — это означает, что он перегрелся!
Такая «технология» сварки — прямой путь к завариванию стыка . Так делать запрещено! Если я вижу подобных «мастеров» на объекте — увольняю без разговоров.
Кстати, производители не рекомендуют сваривать трубы при температуре ниже 5°C в помещении или на улице . Полипропилен при низких температурах вообще легко деформируется, так что его не то что сваривать, но даже переносить или хранить в холоде запрещено!
3. Можно ли сваривать пыльные и грязные трубы?
Полипропиленовые трубы часто сваривают на стройке или при ремонте, когда вокруг разведена грязь. Попадание частиц грязи, пыли, песка или цемента в соединение ни к чему хорошему не приводит.
Мастер обычно просто берет трубу, фитинг, вставляет в сварочный аппарат и крепит соединение . Как вы думаете, это правильный подход к делу? Нет!
Трубы следует подготавливать к сварке — очищать их от пыли и грязи . Без подготовки вероятность того, что соединение потечет — вырастает в разы. А ведь в доме таких соединений — сотни и даже тысячи! Может потечь уже через 2-3 года.
Я рекомендую всем сварщикам приобрести тряпочку, чтобы очищать трубы и фитинги от пыли и грязи перед сваркой . Кстати, производители вообще рекомендую обезжиривать соединение перед сваркой. Вы так делаете? 🤣
4. Сколько держать в сварочном аппарате полипропилен?
Многие мастера, даже опытные, заблуждаются на счет того, сколько времени нужно греть полипропилен при сварке. Получается так, что мало кто вообще соблюдает какие-то нормы по времени.
Если вы регулярно производите сварку полипропилена , потрудитесь заглянуть в справочную литературу и узнать, сколько нужно держать в сварочном паяльнике полипропиленовые трубы диаметром 20, 25, 30 и 40 мм.
В лучшем случае трубы дадут сбой при опрессовке, а в худшем — через 3-5 лет . Время сварки нужно соблюдать, есть технология, и правила нужно блюсти. Это все к той же истории, что полипропилен плохо работает в системе отопления . Конечно, плохо работает, если используется труба без армирования алюминием и не соблюдаются технологии сварки!
5. Полипропилену нужно дать остыть?
Тут, наверное, удивятся даже опытные монтажники. Они скажут:
«Стоп… Что? Зачем давать полипропилену остывать?»
Да, по нормативам трубу с фитингом после соединения нужно плотно держать вместе . Полипропилен не схватывается в мгновение ока — должно пройти некоторое время, прежде чем соединение можно отпустить.
Часто из-за спешки стык может немного отойти — и это приводит к нарушению его целостности в будущем.
6. Можно ли сваривать трубы от разных производителей?
Разумеется, нельзя. Если у вас закончились фитинги одного производителя, купите ещё, а не сваривайте трубы N с фитингами M. Производители запрещают подобное категорически!
Вывод : не случайно сварку полипропилена считают почти искусством — слишком многое нужно предусмотреть, чтобы получилось качественное соединение; даже опытный монтажник может совершить ошибку и нарушить технологию.
ПОДПИШИТЕСЬ НА НАШ КАНАЛ! Оцените статью положительно 👍 😀 Сделайте репост и оставьте комментарий.
✅ Ответьте на несколько вопросов и узнайте стоимость монтажа вашей идеальной системы отопления: перейти на сайт с интерактивной анкетой .
Как можно спаять пластиковые трубы без сварочника. И почему этого не стоит делать
В интернете регулярно встречаю статьи о том, как можно спаять полипропиленовые трубы без сварочного аппарата. Обычно в этих публикациях рассказывается о каком-то из способов, но не говорится, почему этого делать нельзя. И совершенно зря.
Способов соединить пластиковую трубу и фитинг много. Даже без сварочника. Тут принцип простой – надо нагреть пластик (трубу и фитинг, желательно нагреть одновременно; в крайнем случае – последовательно, но очень быстро, чтобы пластик на одной детали не успел застыть, пока разогреваете другую) и соединить. Поэтому для этих целей используют строительные фены, газовые горелки, конфорки газовых плит и даже обычный костер.
Объясню, почему этого лучше не делать.
Во-первых, используя такие дикие методы, вы нарушаете технологию монтажа, не выдерживаете оптимальную температуру (для полипропиленовых труб – это 260 градусов, для труб PE-RT – 230 градусов). А это значит, что полученное соединение прослужит гораздо меньше, чем следует. Может быть, всего месяц. И вы это не сможете определить на глаз. А ведь трубопровод на ту же холодную воду должен служить больше 50 лет. Это вполне нормальный срок.
Во-вторых, недорогие паяльники для полипропиленовых труб стоят около 500 рублей. Это не те деньги, которые стоит экономить, сокращая срок службы трубопровода, лишая себя удобства в работе, получая на выходе закопченный пластик.
В-третьих, не забудьте, что паять полипропиленовые трубы нужно в хорошо проветриваемом помещении (а еще лучше – на улице), потому что в любом случае в воздух во время монтажа будут выделяться вредные вещества.
Единственный вариант, когда я допускаю использование пайки пластика без специального инструмента – это когда человек делает, например, футбольные ворота для дачи. Там не будет ни давления, ни температуры. Но и в этом случае гораздо приятнее и удобнее работать специальным инструментом.
Пайка труб без паяльника. Очень доступный способ
Пайка полипропиленовых труб - занятие не частое, поэтому срочная потребность первым делом спросит: "Как спаять трубы не заморачиваясь, ну и лучше бы без паяльника?". Хочу заверить, что это не голая выдумка, а реальная возможность. Для пайки труб без паяльника и насадок будем использовать два вида труб PPR: 20 мм (на холодную воду) и 25 мм (для отопления).
Но что же нужно, чтобы таким способом спять полипропиленовые трубы? Ответ: только газовая горелка или любой другой источник направленного пламени не слишком большой интенсивности.
После остывания пайки оба готовые соединения проверим на качество, оценив степень запайки труб внутри и монолитность межтрубных соединений.
Мне удобнее начинать разогрев с фитинга, в данном случае муфты на 1/2 под трубу 20 мм . По мере нагрева с вращением она даже немного вспыхивает. На разогрев даже при слабом пламени уходит всего секунд 20-30 . Тут же перехожу к нагреву трубы 20 мм, на которую уходит столько же времени. По ходу фитинг прогреваю еще разок, но совсем малость. Соединяю разогретые детали стандартным способом и откладываю в сторону.
Пока стынет двадцатка, делаю такое же соединение 25-ой трубы с фитингом на 3/4.
Через пару минут после остывания обеих паек проверяю качество соединения визуальным способом. Сначала стоит посмотреть внутрь трубы со стороны припаянного фитинга и убедиться, не заплыл ли диаметр трубы расплавленным полипропиленом, из-за чего напор воды может резко упасть. Заверяю вас, что в обоих случаях эксперимента просвет чистый, значит все хорошо.
Ну и самое важно - проверить получился ли после стыковки расплавленных частей монолит в месте соединения. Хотя фитинг и трубу грел по очереди, результат вышел хорошим. В подтверждение привожу снимок разрезанных фитингов именно в месте стыковки (фото 6 ), остальное поотрезал.
Как по мне, так на трубе 25 мм результат даже лучше. Линия стыка муфты и трубы почти не просматривается, видна только жилка алюминиевой прослойки.
Соединения труб ППР без паяльника можно использовать в местах не слишком высокой ответственности: летний водопровод во дворе; сезонная разводка труб на даче; наземная/надземная временная линия большой длины и т.п. В домах и квартирах так бы делать не рискнул ни у себя, ни у кого-либо. Что думаете?
Друзья, пожалуйста, оценивайте материал и при желании подписывайтесь на канал.
Читайте также: