
Можно ли медные трубы паять оловом
Обновлено: 04.07.2024
Вопрос по пайке медных труб.
Вопрс у меня следующий, (не у кого не хочу отнимать кусок хлеба ), просто вот подумал, а можно ли самому научиться паять медь и правильно организовать процесс разводки в собственной квартире (новостройка).
На дворе кризис, к тому же ровно как неделю я уж временно безработный, вот и хочется съэкономить, научиться и с пользой потратить свободное время.
Прошу строго не судить за мой вопрос, если он кому то покажется наивным.
Спасибо.
в разделе "Альбомы технических решений" есть несколько книжонок по меди -там все разжевано.
26.01.2009 в 11:31Конечно можно.
Сам благодаря форуму у себя дома спаял водопровод.
Пижон написал :
в разделе "Альбомы технических решений" есть несколько книжонок по меди -там все разжевано
Можно ссылочку, если не затруднит, что то сам не могу найти
Тычоблин написал :
Конечно можно.
Сам благодаря форуму у себя дома спаял водопровод.
Молодца! Главное что бы всё держалось, а то я очень боюсь потопа, как ни как 8 этаж
26.01.2009 в 11:47plex написал :
Молодца! Главное что бы всё держалось, а то я очень боюсь потопа, как ни как 8 этаж
У меня 12-й. Всё держится намертво, нормально спаяные медные трубы не потекут никогда.
26.01.2009 в 11:48Тычоблин , а как долго тренеровались так сказать?
26.01.2009 в 11:56купите метр-два медной трубы того диаметра с которым предстоит работать (скорре всего это будет 15мм) и десяток фитингов под пайку. + флюс, припой, ершик, труборез, зачистную губку, горелку и вперед. первый фитинг скорее всего выйдет кривеньким - а к 4-5 сами все выйдет ОК
чтобы припоя много не подавать заранее загните его зигзагами (размер одного загиба чуть меньше диаметра трубы)
вобщем при наличии теоритической подготовки (прочтите рекомендации производителя) на 2м десятке фитингов будете паять не хуже любого спеца.
26.01.2009 в 12:04plex написал :
Тычоблин , а как долго тренеровались так сказать?
Да не очень долго. Для тренировки был куплен кусок медной трубы, 4 медных отвода и парочка латунных фиттингов.
Этого вполне хватило, чтобы понять суть пайки. А именно то, что припой должен сам затекать в зазор между трубой и фиттингами и чтобы при этом фиттинг был расположен сверху (желательно), в этом случае получается просто идеальный шов, а припой не растекается по внутренней стенке трубы.
Спасибо большое за ответы
26.01.2009 в 13:2126.01.2009 в 13:30plex написал :
просто вот подумал, а можно ли самому научиться паять медь и правильно организовать процесс разводки в собственной квартире (новостройка)
В пайке меди - главное тщательно зачистить паяемые поверхности, "фанатично" - как пишут на форумах. Я бы даже сказал "параноидально".
Остальное - правильно нанести подходящий флюс (не забывайте, что Вам отсюда воду пить!), правильно нагреть и подать в зазор достаточное количество припоя. Для этого и потребуется немного тренировки. Начинайте подачу припоя с того места, которое по логике прогревается в последнюю очередь - это избавит от непропая недогретых мест. Обеспечьте достаточную (но не чрезмерную. ) скорость нагрева чтобы флюс к моменту подачи припоя не выгорел полностью.
Да, мягкий припой должен содержать только олово и немного серебра (95% и 5% кажется. ) НИ В КОЕМ СЛУЧАЕ НЕ СВИНЕЦ. - такой раньше использовали в электрике/электронике, но уже и там от него отказываются по экологическим соображениям. В водопроводе - категорически нельзя, если Вы не враг себе.
26.01.2009 в 14:03GVK написал :
В пайке меди - главное тщательно зачистить паяемые поверхности, "фанатично" - как пишут на форумах. Я бы даже сказал "параноидально".
Остальное - правильно нанести подходящий флюс (не забывайте, что Вам отсюда воду пить!)
Да, мягкий припой должен содержать только олово и немного серебра (95% и 5% кажется. ) НИ В КОЕМ СЛУЧАЕ НЕ СВИНЕЦ. - такой раньше использовали в электрике/электронике, но уже и там от него отказываются по экологическим соображениям. В водопроводе - категорически нельзя,
Вот в том то и вопрос, я об этом постоянно задумываюсь, а какой припой лучше покупать и где?
Да, если мождно разъясните что такое флюс? (это типа кислоты) ?
Не готов подсказать по ассортименту московских магазинов. ФОрмально - смотрите чтобы в составе отсутствовал свинец (Pb). Должны быть только олово (Sn) и серебро (Ag). По идее, указывают что предназначено для пайки питьевого водопровода.
Флюс - вещество, которое удаляет с паяемых поверхностей окислы и защищает расплавленный припой от атмосферного кислорода. Без флюса припой не смачивает медные поверхности (даже параноидально зачищенные) - как вода по жирной сковороде - катается шариком. Флюс аналогичен капле "фейри" - сразу делает поверхность смачиваемой, за счет чего припой и затекает в капилляр между трубой и фитингом "Паяльная кислота" для медного водопровода не годится (но Вы правы - это флюс!). Из "классических" флюсов - сосновая канифоль может сгодиться. Но сейчас много специальной химии, чтобы ею заморачиваться. Нюансы состоят в удобстве нанесения перед пайкой, активности и временем действия во время пайки, удалением остатков флюса после пайки, временем хранения и т.д. - в магазинах, где продают медные трубы и фитинги это все (припой и флюсы) должно быть. Доверьтесь мнению продавца, размеру тюбика (баночки) и цене - за время пайки водопровода в одной квартире Вы не успеете стать "гурманом", чтобы разбираться в нюансах флюсов.
26.01.2009 в 21:36GVK написал :
Доверьтесь мнению продавца
Вот этому стоит доверять в последнюю очередь.
2Тычоблин +1. Сам 2 дня назад учился, те же выводы сделал.
26.01.2009 в 21:57Вот этому стоит доверять в последнюю очередь.
В продаже есть флюсы, которые однозначно НЕ подойдут для пайки медных труб мягким припоем? Разве что это флюс для твердого припоя, но такое и должен по идее "отсечь" продавец
26.01.2009 в 22:02abс написал :
доверять в последнюю очередь.
+5.продадут то что есть у них,а не то что надо
26.01.2009 в 22:03GVK написал :
В продаже есть флюсы, которые однозначно НЕ подойдут для пайки медных труб мягким припоем?
На сколько я понимаю, то флюс содержащий в своём составе припой, должен использоваться именно с этим припоем, так? Например флюс, содержащий припой Sn97 Cu3, должен использоваться с таким же припоем, а не с Sn97 Ag3, так? Или я ошибаюсь?
26.01.2009 в 22:47"флюс содержащий в своём составе припой" - это паяльная паста, типа "два-в-одном". Для удобства замешивают флюс в виде геля и порошок припоя.
Давайте о терминах еще раз
Пайка - соединение металлических (медных в нашем случае) деталей с помощью припоя
Припой - сплав металлов с температурой плавления ниже, чем у меди (в нашем случае)
Флюс - вспомогательное вещество, способствующее пайке. Способствует смачиваемости деталей расплавленным припоем, удаляя с их поверхности окислы и защищая расплавленный припой от атмосферного кислорода.
(прошу не пинать за точность - пишу без шпаргалок )
ПРИМЕР (+++разъясняет, что такое флюс. на практике лучше применять готовые составы, особенно если нет достаточного навыка пайки+++ 27.01.2009 GVK)
Для мягких припоев на основе олова неплохим флюсом является сосновая канифоль. Но она твердая - неудобно наносить. Растворите в спирте - получится спиртоканифоль - наносить удобно, на пайку спирт не влияет т.к. выгорает гораздо раньше. Смывать канифоль и спиртоканифоль после пайки (точнее, то что от них осталось) одинаково трудно. Если добавить жир (вазелин. ) - то удалять будет легче. И т.д. - флюс включает различные активные (влияют на процесс пайки) и дополнительные (влияют на удобство нанесения/удаления) вещества.
Я считаю, что выбор флюса для мягких припоев для новичка менее значим, чем навыки подготовки деталей, навыки нагрева и пайки. Поэтому и сослался на мнение продавца, не более того
Твердые припои (латуни. ) имеют существенно более высокую температуру плавления . В качестве флюса (кажется) используется бура. Это отдельная тема, для пайки водопровода малоактуально (кажется, только начиная с 32 мм)
Пайка медных труб: общие сведения, способы и технология выполнения работ

Медные трубопроводы сейчас широко применяются для создания отопительных систем и во время прокладки внутридомовых водопроводных сетей. Они постоянно используются при установке кондиционеров. Поэтому так часто проводится пайка медных труб. Расскажем о вариантах выполнения соединений, используемом оборудовании и расходниках. Рассмотрим также подробно технологию проведения работ, включая отрезку труб, применение флюса, соединение двух деталей и саму пайку.

Общие сведения
Несмотря на более высокую цену трубопроводов из меди, они все чаще применяются во время монтажа инженерных коммуникаций в жилых частных постройках. Причина этому их отличная термостойкость, хорошая гибкость и продолжительная долговечность.
Если пайка медных трубок выполнена качественно при соблюдении технологии, тогда коммуникации можно без опаски заливать бетоном, прокладывать в стенах. В любом случае инженерные системы будут эффективно выполнять свое предназначение. Ими можно будет пользоваться, пока здание не разрушится. Поэтому высокие затраты на монтаж медных трубопроводов всегда окупаются.
Чтобы пайка меди была осуществлена качественно, нужно обладать знаниями, необходимыми приспособлениями и расходными материалами. При этом сам процесс проводится достаточно просто. Ведь во время его выполнения не нужно использовать агрессивные вещества для очистки медных поверхностей.

Медь хорошо соединяется с большим количеством легкоплавких металлов. Это позволяет быстрее подобрать нужный припой. Кроме того, не требуется использовать дорогой флюс, потому что при процессе расплавления металла отсутствует интенсивное взаимодействие с кислородом. Еще не происходит деформация труб, а созданное соединение после нагрева легко разбирается.
Способы пайки
Оптимальный вариант соединения трубопроводов из меди – это именно пайка. При ее выполнении металл расплавляется и заполняет зазор, который находится между элементами. После его отверждения получается монолитная конструкция. Перед тем как паять медь, определяют способ.
Низкотемпературный процесс пайки
Этот способ еще называется мягким методом. Он отличается температурой. Ее значение ниже 450°. В ходе работ используют припой для пайки медных труб. Он может быть, например, оловянным или свинцовым. Это легкоплавкие сплавы.

Низкотемпературной пайкой создают швы, у которых ширина будет равна 7-50 мм. Данный способ позволяет сделать мягкие соединения. Они менее прочны по сравнению с пайкой при температуре выше 450°. Все же у них имеются свои достоинства.
Одним из плюсов мягкого соединения является отсутствие отжига металла, когда осуществляется пайка. Поэтому его прочностные характеристики не изменяются. Благодаря не слишком большой температуре процесс стыковки труб из меди представляет меньше опасности.
Важно! Нагрев медных элементов не более 450° позволяет стыковать трубопроводы с диаметром минимум 6 мм и максимум 108 мм.
Низкотемпературная пайка используется при монтаже водопровода и систем отопления. При этом по трубопроводам должна перемещаться жидкость, температура которой не превышает 130°. Низкотемпературный способ пайки никогда не применяют для монтажа газопроводов.


Каталог компаний, что специализируются на комплексном монтаже внутренних инженерных систем
Высокотемпературный метод
Перед тем как паять медные трубки высокотемпературным способом, мастера подготавливают припой. Для этого метода он представляет собой составы на основе тугоплавких металлов. К таким твердым сплавам относится медь и серебро.
Высокотемпературные соединения выполняются при температуре более 450°. Метод позволяет создавать твердый устойчивый шов. Он выдерживает воздействия механического характера. Такой шов обладает стойкостью к высоким температурам.
Способ отличается отжигом металла во время пайки. В результате происходит размягчение сплава. Это приводит к уменьшению его прочности. Чтобы минимизировать данный недостаток, организуют естественное охлаждение созданных швов. Никогда не используют воду или механический обдув медных элементов.
Пайка меди твердым припоем применяется для соединения трубопроводов, у которых диаметр равен 12-159 мм. Этот метод используется во время монтажа газопроводов. Способ позволяет соединять водопроводные трубы с диаметром более 28 мм. Высокотемпературная пайка также применяется для создания коммуникаций, по которым перемещается среда с температурой выше 120°.

Технология пайки элементов из меди
Перед тем как паять медные трубы, профессионалы подготавливают специальные расходные материалы. К ним относятся флюс, который применяется для удаления оксидов с металла. После его использования припой лучше растекается, а на поверхности уменьшается напряжение.
Качественная пайка осуществляется только с помощью профессионального оборудования. Специалисты в работе используют газовую горелку. Она всегда необходима для проведения мягкой пайки. С ее помощью создается узконаправленное пламя.
В состав газовой горелки входит баллон, где находится смесь из бутана и пропана. Такое оборудование позволяет выполнить обычно не более 400 соединений. Существуют газовые горелки с баллонами, где находится только один бутан.
Для выполнения высокотемпературной пайки специалисты используют пропан-кислородную смесь. Применяют также ацетилен, соединенный с воздухом.
Профессионалы еще используют специальный паяльник, работающий от электричества. Он позволяет паять при низкой и высокой температуре. Он расплавляет любой припой для медных труб.

На заметку! Электропаяльник используют в местах, где запрещено применять открытое пламя. Этот вид оборудования имеет съемные электроды и специальные прижимные клещи.

Отрезка труб
На первом этапе специалисты размечают и отрезают медные трубы с помощью специальных труборезов. Они позволяют сделать ровный рез. Однако для этого медный прокат всегда удерживается перпендикулярно относительно режущего инструмента.
В конструкции трубореза имеется острое лезвие и ролики. Между этими элементами зажимается труба. Потом выполняется вращение инструмента. При этом специалистам приходится подтягивать специальный болт на труборезе после каждого оборота. Благодаря использованию этого инструмента рез получается не только ровным, но и без задиров на внешней поверхности трубы. Они будут присутствовать только внутри медного проката.
Специалисты практически никогда не используют ножовку для резки медных труб. Ведь после ее применения остается большое количество заусенцев на торце проката. Этот инструмент не уменьшает сечение трубы, что нельзя сказать о труборезе. Хотя сужение незаметно и не снижает пропускную способность трубопровода.


Важно! Рез выполняют без смятия трубы. У нее должно быть овального сечения. В противном случае во время соединения двух труб не удастся создать нормативный зазор, величина которого составляет от 0,02 до 0,4 мм. Когда он получается меньшего размера, тогда в него не будет затекать припой. Если зазор получится больше нормативного значения, не произойдет капиллярного эффекта.
После обрезки у медной трубы не должен измениться размер сечения. Во время применения трубореза на кромке среза образуются небольшие заусенцы. Их обязательно удаляют, а внутреннюю поверхность трубопровода очищают от инородных предметов и обезжиривают ее край. То же самое выполняют со второй трубой.
На заметку! После отрезки конец одного из трубопроводов могут расширить, чтобы соединить с другой трубой. Для этого используют специальный инструмент – труборасширитель. Затем проверяют, как стыкуются между собой два фрагмента трубы. При этом длина соединения должна быть равна диаметру трубопровода.
Видео описание
Резка медной трубы труборезом и ножовкой, а также удаление заусенцев показано в видеоролике:

Использование флюса
Чтобы понять, как запаять медную трубку, нужно полностью узнать технологию. Она подразумевает обязательное использование флюса. Его наносят кисточкой на наружную поверхность трубы в месте, которым она вставляется в другой трубопровод.
Специалисты осуществляют процесс очень аккуратно. Флюс наносят в минимальном количестве тонким слоем. Его равномерно распределяют по поверхности.
Соединение двух труб перед пайкой
После нанесения флюса две трубы быстро соединяют, чтобы к составу не прилипла пыль. При этом выполняют полную стыковку. Другими словами, одну трубу вставляют в другую до упора. При этом может использоваться фитинг или создаваться раструбное соединение.
Стыкуют два трубопровода путем вращения одного относительно другого. Такое движение облегчает процесс и позволяет равномерно распределить флюс по поверхностям. При этом его не должно быть за пределами соединения. Ведь он представляет собой агрессивное вещество. Поэтому при выдавливании флюса из зазора его удаляют тряпкой.

Низкотемпературное соединение
После выбора этого способа и определения, чем запаять медную трубку, мастер направляет пламя горелки на стык. При этом он постоянно перемещает газовое оборудование по месту соединения, чтобы равномерно прогреть две детали. Потом специалист берет легкоплавкий припой и прикасается точечно им к зазору.
После контакта с раскаленной поверхностью расходный материал сразу же начинает плавиться. В этот момент горилку обязательно удаляют от соединения, что позволяет припою затечь в зазор. Процесс повторяют, пока он полностью не заполнится по всей окружности стыка.
На заметку! Легкоплавкий припой предварительно не разогревают. Он плавится при контакте с нагретыми поверхностями трубопровода.
Во время пайки соединяемые детали не перемещают. Пока припой не остынет, они должны находиться в неподвижном состоянии. При этом строго следят, чтобы не перегреть металл. В противном случае произойдет разрушение флюса. Поэтому не будут удаляться и растворяться оксиды.
Видео описание
О пайке низкотемпературным способом рекомендуется посмотреть видео:
Высокотемпературное соединение
Выбрав этот способ и определив, чем паять медь, мастер прогревает детали тоже газовой горелкой. Она также перемещается по всему соединению. Выполняются равномерные и быстрые движения.
Важно! Пламя от горелки должно иметь яркий синий цвет, а его интенсивность обязана быть небольшой.
Нагрев специалист выполняет, пока поверхность не приобретет темно-вишневый цвет. Он свидетельствует, что детали расколись до температуры 750°. После этого прикладывают припой.
На заметку! Припой можно предварительно нагреть, чтобы он лучше растекался и заполнял зазор во время пайки. При этом основное плавление расходного материала должно осуществляться при прикосновении к раскаленному месту. Идеальный вариант, когда припой начинает растекаться сразу же при первом контакте с нагретыми деталями.
После заполнения всего зазора соединение не трогают, пока оно полностью не остынет. Затем стык протирают тряпкой.
Видео описание
В видео показано и рассказано, как выполняется пайка высокотемпературным способом:

Коротко о главном
Пайка трубопроводов из меди осуществляется при температуре до или более 450°. При низкотемпературном или высокотемпературном методе применяется газовая горелка и флюс, который наносится для улучшения растекания припоя и удаления оксидов с металлической поверхности.
При низкотемпературном методе применяется мягкий припой. Он может быть создан из олова или свинца. При высокотемпературном способе используется твердый припой, например, из серебра или меди.
Пайка начинается с обрезки труб с помощью трубореза, удаления заусенцев со срезов. Потом наносится флюс, и выполняется соединение деталей вращательным движением. Затем стык нагревается и прикладывается припой.
Припой для пайки меди: виды припоя и их характеристики + советы по выбору
Медные трубы – это детали для глобальных или локальных коммуникационных систем, транспортирующих газ, воду, продукты нефтепереработки, охлаждающие жидкости и прочие важные ресурсы. Для объединения отдельных фрагментов в единую сеть используется припой для пайки меди. Подбирают его в зависимости от условий, в которых проходит эксплуатация системы.
Правильно оформленное соединение обеспечивает герметичность всего комплекса и предотвращает утечку подающегося состава в окружающую среду. А их неправильное соединение в будущем может вылиться в массу проблем.
Давайте попробуем разобраться в видах припоя и в том, какому из них лучше отдать предпочтение в конкретной ситуации.
Что такое припой?
Припой – это чистый металл или термопластичный сплав из нескольких компонентов. Предназначается для соединения медных деталей в общую целостную сеть.

Технология стыковки двух фрагментов, проведенная по такому принципу, называется пайкой.
Среди основных достоинств методики стоит выделить:
- соединение без деформации;
- сохранение первоначальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- отличная прочность и высокий уровень герметичности созданного шва;
- устойчивость скрепленной области к разным температурным режимам, включая интенсивное прогревание;
- простое разъединение шовных участков в случае возникновения потребности изменить формат системы.
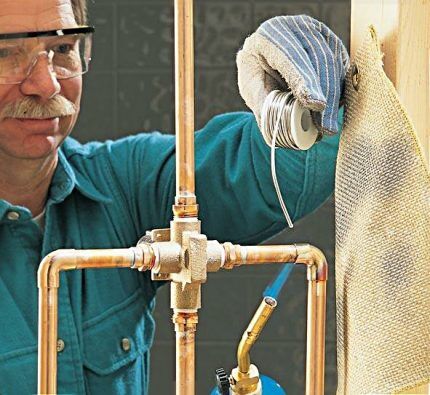
Проводят пайку специальным оборудованием – паяльником, газовой горелкой или паяльной лампой. Непосредственно перед работой зону тщательно зачищают от поверхностных дефектов и технических масел, и только потом приступают работе.
Процесс соединения трубных фрагментов осуществляется легко и быстро, но требует обязательного соблюдения правил элементарной безопасности. Во избежание проблем и получения травм, на руки нужно надеть плотные рабочие перчатки, лицо и глаза закрыть специальными очками или маской, а одежду защитить плотным фартуком. Это убережет мастера от потенциально возможных несчастных случаев.

Классификация припоев для медных труб
Припои для качественной и надежной пайки медных труб изготовляются из разных компонентов. Друг от друга изделия отличаются по форме и химическому составу.
Тип и параметры соединительных элементов определяются областью последующей эксплуатации трубной системы из медных деталей.
Различия по температуре плавления
По уровню температурной обработки припои разделяются на три типа:
- низкотемпературные;
- среднетемпературные;
- высокотемпературные.
Низкотемпературные варианты плавятся в диапазоне от 150 до 450 °C. Не меняют изначальные физические параметры деталей. В области соединения создают аккуратный, но не слишком прочный шов. Предназначаются для применения в отопительных и водопроводных сетях, не подвергающихся серьезным нагрузкам.
Обеспечивают герметичность и целостность труб диаметром до 10 см, установленных в коммуникационных системах, транспортирующих теплоноситель температурой до 130 °С.
Среднетемпературные и высокотемпературные материалы размягчаются при показателях в диапазоне от 450 до 1100/1850 °C. Гарантируют максимально прочное, крепкое соединение, не чувствительное к внешнему воздействию.

Область, соединенная среднетемпературным или высокотемпературным припоем, проявляет устойчивость к механическим повреждениям и спокойно переносит активные термонагрузки.
Разделение по химическому составу
По химическому составу современные, практичные припои распределяются на мягкие легкоплавкие и твердые тугоплавкие.
В первую категорию входят следующие позиции:
- свинцовые – содержат только свинец в чистом виде и расплавляются при температуре от 180 до 230 °C;
- оловянные – состоят из олова и плавятся при 220 °C, создают прочный и пластичный шов;
- свинцово-оловянные – могут содержать от 15 до 90% олова. Температура расплавления таких элементов составляет 183-280 °C;
- оловянно-медные – на 97% состоят из высококачественного олова и на 3% из меди. Относятся к самым популярным и продаются по разумной цене. Образуют прочное соединение с хорошей устойчивостью к коррозии;
- медные с серебром – на 95% состоят из меди и на 5% из серебра. Отличаются высокими прочностными характеристиками и обеспечивают надежное сцепление между фрагментами.
Применяются мягкие легкоплавкие компоненты для объединения в единый комплекс труб диаметром от 6 до 108 мм. В стыковой области образуют аккуратный шов шириной от 7 до 50 мм.

Свинец считается вредным для здоровья человека элементом. Использование свинцовосодержащих припоев категорически запрещается в сетях, подающих воду в многоквартирные или частные дома, на предприятия или в общественные учреждения. На другие типы коммуникаций этот запрет не распространяется.
Для высокотемпературной обработки подходят твердые тугоплавкие материалы:
- медь в сочетании с серебром и цинком – содержит меди 30%, серебра — 44% и цинка — 26%. Область сцепления отличается хорошей прочностью, сохраняет пластичность, эффективно противостоит коррозии и демонстрирует повышенную теплопроводность;
- медь с фосфором – сплав из 94% меди и 6% фосфора. В процессе пайки не нуждается в применении флюса. Делает крепкое и надежное соединение, но частично теряет эластичность при низких температурах окружающей среды;
- серебро – во время пайки требует обязательного использования флюса. Создает крепкий, надежный шов с хорошей пластичностью и высокой коррозийной устойчивостью. Стоит значительно дороже аналогов из простых металлов и широкого распространения не имеет. Применяется там, где есть экономическая целесообразность и предъявляются повышенные требования к качеству трубного соединения.
При помощи тугоплавких припоев монтируют комплексы из труб диаметром от 12 до 159 мм, включая газовые коммуникационные сети, отопительные трассы и водопроводные магистрали диаметром от 28 мм.

Использование классических медно-фосфорных или любых других элементов допускается при создании соединений внахлест. Такой вариант сцепления обеспечивает максимальную прочность конструкции и увеличивает период работы трубопровода.
Мягкие припои для удобства пользования обычно изготовляются в форме катушек. Твердые элементы поставляются в виде проволок разной длины.

Флюс – это специфический технический материал для пайки медных труб. Оберегает поверхность деталей от окисления и шлаков. Препятствует контакту спаянного шва с кислородом. Повышает общее качество соединения и придает ему хорошую прочность и оптимальную пластичность.

Флюсы для пайки медных труб выпускаются в разных консистенциях.
Среди самых востребованных и популярных:
Вещество в форме пасты для пайки медных труб стоит дороже остальных материалов, но полностью оправдывает свою высокую цену. Подходит для использования сразу после покупки и не требует от мастера что-то добавлять в состав для улучшения рабочих качеств.
Паста приобретается для проведения ответственной пайки, требующей максимально четкой и качественной герметизации стыковых областей. Вещество легко ложится на медную поверхность, отлично прилипает к ней и хорошо распределяется по зоне обработки во время нагревания.
Паста-флюс очень проста и удобна в использовании. Работать с ней без всяких трудностей сможет не только профильный специалист с большим практическим опытом, но и любой домашний мастерГотовый шов аккуратно смотрится и обеспечивает целостность сцепления всех фрагментов системы. Остатки вещества легко удаляются по окончании работы.
Порошковые средства продаются за меньшую цену и хорошо хранятся в специальных емкостях. Максимальную эффективность демонстрируют совместно с усиленными, тугоплавкими припоями. Считаются менее удобными из-за проблематичности равномерного нанесения на область обработки.
Жидкие вещества продаются в закрытых бутылях. Нормально контактируют с мягкими припоями и легко ложатся на медную поверхность, обеспечивая высокую прочность сцепляющего шва. Для обеспечения качественного соединения жидкий флюс и припой всегда используют одновременно, а не по отдельности.
Независимо от консистенции, флюс нужно наносить сразу после зачистки медного фрагмента. Если этот момент проигнорировать, металлическая поверхность опять покроется окислами и равномерно обработать ее не получится.
После обработки флюсом спаивать детали следует немедленно. Это исключит шанс проникновения посторонних частиц на рабочую поверхность.

В процессе соединения деталей нужно проявлять внимание и осторожность. Попадание флюса на кожу провоцирует не только термический, но и химический ожог.
Если это все-таки случилось, нужно немедленно прекратить пайку и смыть вещество с кожи большим количеством мыльной воды.
Требования к качеству флюсов
К флюсам для индивидуального и промышленного использования предъявляются некоторые требования.
Вещество обязательно должно отвечать следующим критериям:
- меньшие, чем у припоя показатели плотности структуры и вязкости (для корректного замещения);
- способность к равномерному распределению по рабочей поверхности;
- растворение оксидной пленки;
- предупреждение повторного окисления медных элементов;
- устойчивость к агрессивным высоким температурам;
- возможность проводить пайку как на горизонтальных, так и на вертикальных участках коммуникационной системы;
- создание аккуратного, эстетичного шва.
При применении флюсов хорошего качества, пыль и грязь, образовавшиеся в результате пайки, убираются легко и быстро, не оставляя на трубном элементе никаких следов портящих внешний вид. Соединение получается надежным и в течение многих лет сохраняет структурную целостность.

Популярные разновидности материала
На рынке флюсы для пайки медных труб представлены в самом широком ассортименте.
Наибольшей популярностью пользуются следующие вещества:
- с высокой антикоррозийной способностью;
- с благородными материалами в составе;
- на основе канифоли.
Антикоррозийный флюс состоит из нескольких сложных элементов, растворителей и фосфора. В процессе разогрева они растворяются в жидкости, вступают в реакцию и образуют органические компоненты.
Предохраняют шовную область от окисления и преждевременной коррозии. Способствуют оттоку излишков влаги из зоны спаивания.

Во втором виде флюсов главным действующим компонентом выступает салициловая кислота. В процессе использования она растворяется в составе из этанола, золотосодержащих веществ и промышленного вазелина.
Создает безупречно ровный, аккуратный и эстетичный соединительный шов, не требующий дополнительной сложной обработки. Не портит материал трубы, прилегающей к зоне обработки
Классический активный флюс содержит канифоль и некоторое количество натриевой соли. Вещество имеет выраженные защитные характеристики и эффективно оберегает трубопровод от проявлений коррозии. Канифоль покрывает шов тонкой и прочной защитной пленкой, а натриевая соль угнетает окислительные процессы.

Продается такой флюс за разумные деньги и обеспечивает прочное, надежное соединение. Однако, готовый шов остается сильно заметным и сразу бросается в глаза на внешних частях медного трубопровода.
Независимо от типа и базового состава, наносить флюс нужно максимально равномерно, не допуская даже миллиметрового пропуска. Если на какой-либо части металла этого покрытия не будет, труба со временем начнет ржаветь и ее потребуется менять.

Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.
Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.

Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Выводы и полезное видео по теме
В видеоролике речь пойдет о том, как проводить пайку медных труб:
О том, какие флюсы выбрать для спаивания труб из меди в домашних условиях пойдет речь в следующем видеоролике:
Методика пайки медных труб при помощи мягкого припоя:
Правильное использование припоя позволяет легко и быстро соединять медные трубы в единую систему. Готовый шов получается аккуратным и обеспечивает герметичность сети любой конфигурации.
Больше не приходится переживать о том, что может случиться утечка или выброс ценного ресурса. Магистраль, с помощью качественного припоя объединенная в целостный комплекс, надежно работает и долго служит, не требуя от хозяев постоянного внимания или кропотливого ухода.
Можно ли запаять паяльником свищ в медной трубе?
Собственно вопрос уже сформулирован. В медной трубе, по которой идет холодная вода к газовой колонке, появилась маленькая дырочка. Как ее лучше всего заделать ? Можно ли паяльником? Какие припой и флюс?
Спасибо.
Гмм. А с чего это в медной трубе дырочка образовалась?Пробили?
Проще всего заплатку напаять медную.Припой любой мягкий оловянно-свинцовый,флюс-хоть спирто-канифольный,главное-хорошо зачистить шкуркой.Паяльник мощный потребуется,думаю ватт двести,а лучше горелкой.
Да, нет вроде не пробивал. Не знаю, отчего. Видимо производственный брак фирмы Vaillant - трубочка является уже частью колонки.
А может Вы тогда поподробнее можете описать последовательность действий. Я не суперспец в пайке.
Паять приходилось, не не очень много и всегда в электронике.
Да собственно ничего сложного.Вырезали заплатку медную (1 см2 хватит),зачистили шкуркой трубу и заплатку,слили воду из трубы,прогрели паяльником и облудили трубу и заплатку.Наложили заплатку на трубу,прогрели,добавили припой.Все.
24.03.2006 в 07:12А с чего это в медной трубе дырочка образовалась?Пробили?
Нет, похоже что это все-таки проблема совместимости медных труб и Питерской воды. Появляются течи размера булавочного укола
2sshura
Сколько стоит водогрей? Когда жил в квартире с водогреем, теплообменник отечественный выходил из строя лет через 5-6 . Последний раз четыре года назад появились две булавочные течи плюнул, и поскольку мощного паяльника под рукой не было замазал Проксиполом (но давлени в системе хвс низкое И последующие протечки тоже. Грамотнее поставить заплатку, как указал ДОКА
зачищаешь
наматываешь медную проволку, да хоть от витой пары (изоляцию только снять)
наматывать плотно виток к витку
мажешь флюсом, например ЛТИ-120 (потом промыть обязательно) продается в любых радиотоварах
но можно и флюс которым паяют медны трубы он около 100-120р/100гр стоит
греешь, даиметр какой?
паяльник можетне взять, горелкой будет лучше
подаешь припой, припой за счет капилярных сил ровно пропитывает витки
ПС тестю, давно так паял тормозную трубку, протерлась
потом он ее поменял
2Do Home Yourself
Не во всех местах теплообменника водогрея это возможно . Да и горелка может понадобиться мощная
24.03.2006 в 10:26У меня девять лет медь в квартире стоит, в том чисте и в газовой колонке Indesit и без проблем. Может быть проблема именно в стыке меди и железа, там может электрохимическая коррозия возникать или на трубах какой-то потенциал сидит, который вызывает коррозию. Какой-нибудь му..к стиральную машину так заземлил. А запаять дырку элементарно.
24.03.2006 в 11:53Спасибо за ответы.
Да, проволоку там действительно не намотаешь (одной стороной трубка припаяна к теплообменнику)
Колонка стоит чуть менее двух лет. Насчет электричества не знаю, но очень сомневаюсь. Дом не большой.
Диаметр трубки сейчас точно не замерить, но примерно 12 мм.
Временно заделал очень варварским способом - залил суперклеем. Понимаю, что цианокрилат - это яд, но мы горячую воду не пьем, а очень надо было срочно обеспечить горячее водоснабжение. Пока держит.
А все-таки, если паяльником, то какая мощность может потребоваться? И какой припой?
А может действительно Поксиполом? Или еще что-то в этом духе?
И еще: там все трубки теплообменника (теперь кроме того места, где свищ) покрыты какой-то серебрянной краской (от окисления, думаю). Так вот когда я буду прогревать трубу, она вся не отскочит?
Благодарю всех участников.
25.03.2006 в 11:07sshura написал :
А все-таки, если паяльником, то какая мощность может потребоваться? И какой припой?
Сам я паяю радиодетали, и очень редко такие крупные штуковины. Но могу дать несколько советов чтобы пайка была легкой и качественной.
- Лучше всего перед операцией трубку снять - будет гораздо удобнее. Если снять нет возможности, то обязательно спустить всю воду. Если около места пайки в трубе будет вода, то прогреть даже мощным паяльником будет очень трудно.
- Флюс: тот, которым паяют радиодетали (ищите на ближайшем радиорынке). Если не хотите проблем в будущем, то берите флюс, на котором написано "коррозионно пассивен" или "не требует отмывки".
- Припой: опять же на радиорынке, марка обязательно ПОС-61. Все другие ПОСы более тугоплавкие, менее текучие и структура хуже. Хороший выбор - припой в виде проволоки, можно с канифольным наполнением.
- Мощность паяльника думаю ватт 100, возможно, придется дополнительно подогревать (горелка, газовая плита). Жало очистить от старого сгоревшего флюса.
- Трубу хорошо зачистить шкуркой везде, где будет ложиться припой. Протереть для удаления пыли.
Трубу с обеих сторон от места пайки обмотать тряпками (чтобы меньше остывала и можно было держать рукой).
Место пайки обязательно надо хорошо залудить:
- Прогрейте место пайки горелкой или иным способом.
- Закутайте место пайки толстой тряпкой, подождите, пока нагреется паяльник, снова пытайтесь прогреть припой. И так несколько раз.
Постепенно труба нагреется и припой растечется.
Слой припоя на хорошо залуженной поверхность должен быть ровный, зеркальный, без незалуженных островков.
- Если на облуженном участке видны темные остатки сгоревшего флюса, то их нужно стереть жалом паяльника (чтобы не остужать трубу)
- Прикладываем заплатку, греем трубу паяльником. Добавляем припоя, если недостаточно. Когда припой растечется и равномерно заполнит шов, убираем паяльник.
- Ждем, пока все остынет, только потом подаем воду.
В принципе ДОКА все подрбно описал, но метод DO Homt Yourself более лучше, объясню почему на своем примере. Привезли мне на ремонт радиатор от ВАЗ2106, трещина была прям на изгибе. Я зачистил трещину мини шлиф машинкой, залудил её (в качестве флюса взял паяльную пасту которая идет в комплекте с кабелной муфтой, припой ПОС61 так,как у него малая температура плавления), запаял 100ВТ-ным паяльником а после прогрел монтажным феном. И что! Через неделю хозяин приносит его обратно так, как радиатор потёк опять в том же месте где я паял. Трещина разошлась по олову. Получается что при нагревании металл расширяясь начинает разрывать пайку. Так что без латки не обошлось. В качестве латки взял кусочек латуни толщиной 0,5-1мм. Когда латунь кончилась использовал оцинкованное железо, луженное при помощи паяльной кислоты. Но перед тем как наложить латку, в концах трещины просверлил отверстие самым маленьким сверлом которое у меня было (1мм), чтобы трещина не расходилась далее.
07.01.2011 в 16:17Мы тут год назад меняли приборы отопления ,наши наладчики постарались разорвало в нескольких домах финских(типоваяхрень-комплекс 10домов школа, детсад пекарня и т.д.,всё нутро финское тоже,при совдепии закупали у финцев привозили и монтировали- отличные домики на 20 квартир) больше десятка приборов(радиаторы финские алюминиевые панельные),так вот один сняли вварили универсал,я его стал разглядывать- в одном месте была дырка запаяна оловом(и лопнуло пошве прибора а не там) и это держало порядка 20 лет(4 атмосферы у нас в среднем),люминий стопудово и олово тоже стопудово, фиг знает как они паяли кроме ацетилена и электросварки у них там не было
Читайте также: