
Как делают плитку на заводе
Обновлено: 14.05.2024
Технология и правила изготовления керамической плитки
Керамическая плитка или кафель является популярным строительным материалом, который используется для облицовки стен и пола в различных помещениях. Он отличается высокой прочностью, износостойкость, влагоустойчивостью и другими положительными качествами.
Как делают керамическую плитку, что она приобретает все свои свойства? Это высокотехнологичный процесс, который должен происходить в строгой последовательности. Для производства данного материала применяется современное и мощное оборудование, что позволяет получить лучший результат.
Какое сырье используется для производства кафеля?
Сырье для производства керамикиДля формирования плитки необходимо подготовить сырье в виде глины, которую добывают из земных недр. Также в состав смеси, использующейся для производства, входят и другие компоненты. От их количества зависят основные свойства материала – прочность, пластичность, эстетичность и другие. Например, при добавлении полевого шпата удается значительно снизить температуру обжига.
Для получения в результате производства качественных материалов требуется с особой тщательностью подойти к выбору типы глины. Существуют такие разновидности данной породы:
- цементная. Из данного типа сырья чаще всего изготовляют различные сухие смеси;
- огнеупорная. Такое сырье считается идеальным для производства кирпича или кафеля, которые могут эффективно работать при воздействии пламени и высоких температур;
- формовочная. Имеет специфические качества, которые идеально подходят металлургической промышленности;
- кирпичная. Относится к легкоплавким сортам. Чаще всего используется для формирования кирпичей с отличными теплоизоляционными свойствами;
- кислотоупорная. Идеально подходит для изготовления продукции, которая не разрушается под воздействием агрессивных веществ;
- каолиновая. Белый тип глины, применяющийся для фарфоровых или фаянсовых изделий.

Методы производства
При изготовлении керамической плитки в домашних условиях или на высокотехнологичных производствах используют одну из технологичных схем:
- монокоттура. В данном случае технология производства керамической плитки подразумевает лишь единичный обжиг полуготового сырья. Сформированная заготовка покрывается специальной глазурью, после чего подвергается термической обработке под температурой 900-1200°С. В результате образуется материал, который способен эффективно противостоять негативному действию влаги;
- бикоттура. В данном случае полученная плитка своими руками подвергается обжигу дважды. Первый раз это делают для удаления из материала лишней влаги, а второй – после нанесения глазури;
- керамогранит. После производства плитки данного типа получают сверхпрочный материал, который устойчив к значительным перепадам температур. В данном случае в состав смеси, для формирования керамокранита, входит кварцевый песок и полевые шпаты. Сам процесс обжига происходит при температуре, которая не ниже 1300°С.
Подготовка сырьевой массы
Изготовление керамической плитки невозможно без тщательной подготовки сырья. Его обязательно сортируют по размеру и типу. После этого сырье измельчают до нужной фракции при помощи угловой дробилки или прочего оборудования. В процессе подготовки его могут несколько раз подвергать дроблению для получения высококачественного материала.
Когда все сырье приобрело нужный размер зерен, отдельные компоненты смешивают между собой. В данном случае очень важно подобрать оптимальные пропорции между использованными ингредиентами. От этого зависят основные свойства будущей плитки, ее внешний вид.
Шаровая мельницаДля получения более однородной массы к ней добавляют воду и подвергают обработке в шаровой мельнице. В результате получают особую жидковатую смесь под названием суспензия. В последующем из нее удаляется вода при помощи специального фильтр-пресса. Он способен избавить от 50% влаги. В дальнейшем полученная масса еще раз подвергается размолу, но в сухом виде.
Также в процессе изготовления плитки полученная суспензия может закачиваться в специальный распылитель. Обычно он состоит из вращающего диска или сопла. В распылителе суспензия освобождается от лишней влаги из-за интенсивного движения потоков воздуха. Также сырье может измельчаться путем сухого помола с гранулированием. Для этого существуют специальные гранулирующие машины.
Как происходит процесс формирования плитки?
Технология изготовления керамической плитки подразумевает, что ее формирование происходит путем сухого прессования. В данном случае подготовленный порошок, имеющий в составе все необходимые компоненты, поступает в фасонный пресс. Он позволяет максимально сжать материал, после чего готовые пластины выбрасываются в нижней части плунжера. Такие прессы обычно обеспечивают давление, которое превышает 2500 тонн.
Для получения очень тонкого плиточного материала нужно дополнительно использовать смачивающие агенты. Сочетание экструзии со штамповкой позволяет получить изделия неправильной формы, которые отличаются качеством и небольшой стоимостью. Это можно сделать путем обработки сырья в специальном цилиндре с высоким давлением, после чего оно выдавливается наружу небольшими порциями. В дальнейшем подготовленные образцы подвергаются штамповке при помощи гидравлических или пневматических прессов.
Также существует другой метод формировки плитки. Он подразумевает то, что подготовленные порции сырья сжимаются при помощи гидравлического пресса между двумя половинами жесткой формы. Освобождение полученных образцов происходит при помощи нагнетания воздуха и вакуума.
Сушка
После формирования плитки ее нужно высушить при высокой относительной влажности воздуха. Данный процесс обычно занимает несколько дней. Образцы высыхают медленно, что позволяет предотвратить образование усадочных трещин.
Для этого обычно используются непрерывные или туннельные сушилки. В качестве источника энергии выступают газ, нефть, инфракрасное или СВЧ-излучение.
Глазуровка образцов
Глазурь представляет собой особый стекломатериал, который наносят на поверхность плитки. После обжига она надежно закрепляется на поверхности и обеспечивает многие положительные свойства материала – влагостойкость, прочность, эстетичность и другие.
Глазурь может наноситься на плитку несколькими способами – при помощи центробежного глазуровщика, дискованием. Также ее могут просто распылять или рассыпать по поверхности плитки.
Обжиг материала
Камера для обжига керамической плиткиПосле завершения глазуровки плитку нужно обжечь. Это позволяет ей приобрести достаточную прочность и пористость. Процесс обжига может происходить одно или двухступенчато. Все зависит от выбранной технологии и требований к плитке. Обычно сырец подвергается обработке при температуре 1000-1300 градусов. Многие домашние производства работают при 850-900 градусов, чего очень часто полностью достаточно.
Однократный обжиг в основном применяется для плитки, которая сформирована мокрым способом. Для этого используется печи, оснащенные фрезерными роликами. Они обеспечивают температуру до 1150 градусов. В таких печах сырец находится около часа.
Двукратному обжигу подвергают образцы, которые сформированы сухим способом. Они подвергаются действию более низких температур. После первичной обработки плитка отправляется на повторный обжиг с глазуровкой. Два этих процесса происходят в одной и той же печи туннельного типа. Она представляет собой камеру, где заготовки медленно перемещаются на конвейере по огнеупорным лентам. В таких печах обжиг занимает 2-3 дня. Обычно он происходит при температуре 1300 градусов.
После такой обработки плитка остывает, сортируется и пакуется. В результате получают материал, который полностью готов к дальнейшему применению. Также в условиях производства обычно проверяют свойства образцов на их соответствие общепринятым нормам.
Особенности изготовления тротуарной плитки
Для изготовления тротуарной плитки нет необходимости закупать дорогое оборудование или материалы.
Для домашнего производства следует закупить следующее сырье:
- портландцемент;
- известняковый или гранитный отсев;
- пластификатор;
- пигмент для получения нужного цвета;
- специальная смазка для форм.
Смесь для производства тротуарной плитки готовится при помощи бетономешалки, куда засыпают известковые заполнители и другие компоненты. Полученным раствором заполняют пластиковые формы, которые рекомендуется предварительно обработать смазкой. В последующем их перемещают на выбростол для удаления всех пузырьков воздуха. В дальнейшем тротуарная плитка подвергается сушке в естественных условиях, что возможно благодаря пластификатору.
Технология производства керамической плитки: материалы и оборудование
Человек всегда стремился украсить свое жилище и сделать его практичным. Для этих целей он использует различные материалы, многие из которых остаются актуальными на протяжении тысячелетий. Так, первые прототипы керамической плитки были найдены на раскопках Евфрата и Междуречья Тигра. В древности этот материал применяли для отделки стен храмов и домов знати. Со временем его популярность росла, а способы изготовления совершенствовались. Давайте познакомимся поближе с современной технологией производства керамической плитки и узнаем, чем она заслужила такую безукоризненную репутацию.

Состав
Первым делом разберемся, из чего делают керамическую плитку. Основное сырье, используемое в производстве керамики, представлено следующими материалами:
- Глинистые материалы. Они придают влажной массе пластичность, необходимую для формовки заготовок.
- Кварцевые материалы (в основном, песок). Выполняют структурную функцию, то есть создают «скелет» изделия. Позволяют ограничить и проконтролировать изменение размеров изделия, неизбежно сопровождающее процесс обжига.
- Материалы, в состав которых входят полевые шпаты (алюмосиликаты или карбонаты калия, натрия, кальция и так далее). С их помощью, при обжиге изделия, его структура остается плотной и стекловидной.
Процесс изготовления керамической плитки состоит из таких стадий:
- Смешивание материалов.
- Формовка.
- Сушка.
- Нанесение глазури.
- Обжиг.
- Сортировка.
На каждом из этапов остановимся отдельно.
Смешивание материалов
Все начинается с добычи материалов, но мы ее не будем рассматривать, так как нас интересует именно процесс изготовления керамической плитки. Первым делом, глина смешивается с остальными компонентами по строго рассчитанным пропорциям. Готовая смесь поступает на предварительное перемалывание, где она подвергается измельчению и увлажнению.

Способ приготовления керамической массы зависит от свойств исходного сырья и желаемого продукта. Бывают такие способы:
- Полусухой. Компоненты сначала дробят, затем немного подсушивают, измельчают, смешивают и отправляют на формование. Полусухим этот метод называется потому, что сами по себе компоненты имеют определенную степень влажности.
- Пластичный. Глину дробят и отправляют на смеситель, где она перемешивается с добавками и обретает вид однородной пластичной массы.
- Мокрый. Материалы измельчают и смешивают с добавлением воды (до 60%). Однородная жидкая смесь подается в специальные резервуары.
Вне зависимости от того, какая линия производства керамической плитки используется, для получения хорошего продукта необходимо, чтобы все материалы были тщательно измельчены и смешаны.
Формовка
Формовка производится двумя способами: прессованием и экструзией. В первом случае, специальные прессы сдавливают порошкообразную массу в двух направлениях. Находясь под высоким давлением, гранулы подвергаются уплотнению и частично деформации. За счет этого плитка обретает соответствующую плотность и прочность.
При использовании метода экструзии, плитка производится из тестообразной массы, которая формуется путем продавливания через отверстия экструдера. От сухого прессования этот метод отличается наличием в производственном процессе жидкой фазы. Именно благодаря тому, что вязкая масса выдавливается из аппарата и обрезается, есть возможность производить изделия разной формы. Керамическая плитка, сделанная по методу экструзии, может быть выпуклой или вогнутой. При прессовании же варьировать можно лишь размер изделий.
Сушка
Обязательной стадией в технологии производства керамической плитки является сушка. На этом этапе из готовых форм удаляется влага, которая была необходимой для комфортной формовки. Условия сушки играют важнейшую роль в обеспечении целостности и прочности будущего изделия, поэтому они строго контролируются. На современных предприятиях по производству плитки используют сушильные установки, обдающие сырец (отформованное влажное изделие) горячим воздухом. Нагрев приводит к образованию на поверхности полуфабриката влаги, которая быстро испаряется и удаляется системой вентиляции.
Хороший теплообмен, эффективная вентиляция и высокая температура воздуха обеспечивают быстродействие установки. Если подвергнуть сырец обжигу, минуя стадию сушки, то он растрескается. На заключительных стадиях сушки и в процессе обжига происходит усадка плитки, то есть пропорциональное уменьшение ее линейных размеров. Этим и объясняется необходимость в калибровке готовых изделий. Чем выше уровень предприятия, тем больше вероятность того, что его продукция будет иметь одинаковые размеры. Поэтому лучше выбрать варианты среднего ценового диапазона (к примеру, от фирм «Шахтинская керамическая плитка», «Еврокерамика», «Сокол» и др.), чем получить неровную стену.
Нанесение глазури
Глазурь (эмаль) – стекловидное покрытие, которое наносится на лицевую сторону плитки и закрепляется в процессе обжига. Глазуровка выполняется с целью декорирования и укрепления изделия. В состав глазури могут входить различные материалы и соединения (песок, окислы, фритты, красящие пигменты и прочее). Она может быть глянцевой и матовой, цветной и одноцветной, а иногда, даже прозрачной. Окраска достигается за счет добавления в состав оксидов и солей металлов (железо-красный, хром – зеленый, кобальт – синий и т. д.). Эмаль имеет стекловидную структуру и отличается от основания керамики не только внешним видом, но и характеристиками, важнейшей из которых является водонепроницаемость.

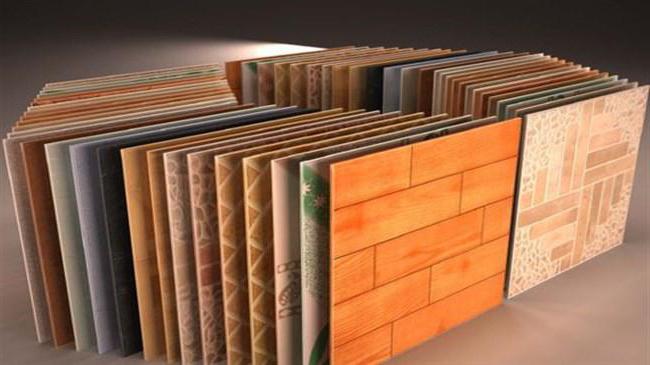
На сегодняшний день, завод по производству керамической плитки может использовать несколько десятков способов нанесения глазурей на свои изделия. Эмаль может применяться в виде распыленной суспензии, пасты или гранул. В базовом варианте, она наносится на отформованные заготовки с помощью большого круглого барабана, который, совершая один круг, обрабатывает сразу несколько плиток. Нанесение может производиться до или после обжига, а в некоторых случаях, даже во время обжига.
Для того чтобы изделие имело более эстетичный вид, процесс эмалирования может сопровождаться нанесением изображения. Керамическая плитка с рисунком гораздо популярнее, нежели однотонная. Чтобы каждая плитка имела неповторяющиеся изображение, но сохраняла стилистику серии, барабан просто смещают по оси вращения. Конечно же, это касается моделей с абстрактными картинками.
Обжиг
Обжиг керамической плитки производится для того, чтобы сделать ее достаточно твердой и прочной. Происходит это за счет химических и физических изменений в составе материала и глазури, которые проходят под воздействием высоких температур. Обычно, производители керамической плитки используют с этой целью печи непрерывного действия. По сути, такая печь представляет собой тоннель, перемещаясь по которому с помощью специального транспортера, плитка поддается сначала предварительному нагреву (позволяет избавиться от остатков влаги), а затем обжигу.
Характерным свойством глины является ее способность превращаться при обжиге в прочную камневидную массу. В зависимости от типа изделия, температура обжига колеблется от 900 до 1300°С. Пробыв определенное время в печи, плитка последовательно охлаждается до такой температуры, при которой, ее, без ущерба для качества, можно будет выгрузить из печи.
Сортировка
Прежде чем поступить на линию упаковки и склад, готовая плитка тщательно сортируется. Эта процедура позволяет решить три задачи:
- Отбраковать изделия с дефектами.
- Отделить плитку первого сорта от плитки более низких сортов.
- Сгруппировать торговые партии по сортам и цветности.

Как можно заметить, технология производства керамической плитки довольно проста. Однако, чтобы получить высококачественное изделие, необходимо подойти к каждой стадии с полной ответственностью и соблюдением всех технологических правил. Вот почему многие начинающие предприниматели, которые открыли завод по производству керамической плитки, не могут добиться должного качества своей продукции. Теперь вкратце узнаем, какими свойствами должна обладать керамическая плитка.
Износостойкость
Безусловно, это одно из важнейших качеств напольной плитки, так как оно характеризует ее устойчивость к истиранию и способность сохранять привлекательный внешний вид после длительной эксплуатации. Несмотря на то, что материал в целом является достаточно прочным, его тип стоит подбирать в зависимости от условий эксплуатации. Так, предназначенная для простой ванной комнаты, напольная керамическая плитка с рисунком, положенная в общественном туалете, быстро вытрется и потеряет свой внешний вид.
Водопоглощение
Водопоглощением называют отношение массы воды, поглощаемое плиткой при ее полном погружении под воду, к массе сухого изделия, выраженном в процентах. У глазурованных плиток для пола оно не должно быть выше 3%. Для настенных марок этот показатель возрастает до 10%. В этой связи для облицовки бассейнов, к примеру, подойдет далеко не любая плитка. Крупные производители, к примеру, предприятие «Шахтинская керамическая плитка», могут выпускать на своих мощностях разные типы специализированной продукции, начиная от плитки для ванн и заканчивая керамикой для бассейнов.
Морозостойкость
Так же как и водопоглощение, это свойство зависит от пористости изделия. В независимости от технологии производства, в керамической плитке остаются поры, в которые может проникнуть влага. Как известно, при замерзании, вода увеличивается в объеме. Способность плитки насыщенной влагой, выдерживать частое попеременное замораживание, называется морозостойкостью. Это показатель важен при выборе наружного отделочного материала. Чем меньше в керамике пор, тем ниже показатель ее водопоглощения, и тем выше показатель морозостойкости.
Сопротивление скольжению
Как несложно догадаться, данное свойство определяет способность эмали плитки препятствовать скольжению предметов, находящихся на ней. Это требование важно при отделке пола жилых и промышленных помещений, особенно тех, в которых всегда влажно. В бассейнах и банях чаще всего используют ребристую плитку, у которой повышенное сопротивление скольжению.
Химическая устойчивость
Так называют характеристику эмали плитки, отражающую ее способность переносить контакт с химическими веществами (кислоты, основания, бытовая химия, добавки для дезинфекции воды в бассейнах и прочее). Плитка не должна претерпевать внешних изменений под агрессивным воздействием этих веществ. Кстати говоря, рассматривая стойкость керамики к тем или иным воздействиям, не стоит забывать, что швы между плитками также могут быть подвержены разрушающему воздействию. Чтобы этого избежать, их покрывают защитными составами.
Предел прочности

Данный показатель выражает уровень допустимой нагрузки, которую может выдержать керамическая плитка. Обычно он прямо пропорционален толщине изделия. Способность выдерживать нагрузку важна в основном для напольной плитки.
Поверхностная твердость
Эта характеристика иллюстрирует стойкость поверхности к появлению повреждений и царапин. Она особенно важная для напольной плитки. Поверхностная твердость обуславливается качеством и составом глазури. Примечательно, что на блестящей поверхности механические повреждения гораздо более заметны, чем на матовой.
kak_eto_sdelano
Как это сделано, как это работает, как это устроено
Самое познавательное сообщество Живого Журнала
Как делают кафельную плитку. yura_osinin wrote in kak_eto_sdelano January 9th, 2014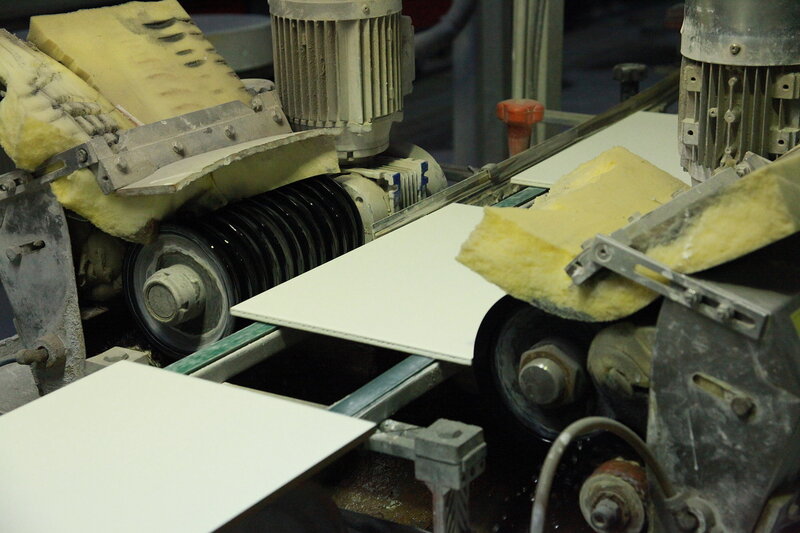
Незабываемая экскурсия по заводу "Нефрит-керамика" в Никольском прямо не выходя из дома. Таинственные закоулки керамического производства. Беспилотные роботы. Фонтаны шликера. Брызги глазури. Пыль, жар и шум по ту сторону монитора. Радость, удивление и восхищение по эту сторону монитора.
Ну а поводом для радости было простое желание прикупить центнер глазури для своей мастерской. Для чего она мне тоже покажу в конце поста.
Итак, по-порядку.
Все начинается в цехе заготовки шликера. Шликером называют взвесь глины в воде, по консистенции напоминающую густые сливки. Вот он фонтанирует над виброситом. Вибросито - это, как вы конечно догадались, сито, которое вибрирует.

А из сита он поступает в резервуары ниже поверхности пола. Там перемешивается-перемешивается, в него добавляются электролиты и плавни, обеспечивающие стабильность технических параметров сырья. Далее по трубам шликер отправляется прямиком в ад.
В предверии ада стоят накопители и насосы.

Насосы закачивают шликер под большим давлением в жерло ада. Там, в жерле, горят синим пламенем газовые горелки. Шликер распыляется и пока долетает до дна воронки превращается.

. превращается в пресс-порошок. Сыпучий и горячий.

Он высыпается прямо на ленту транспортера и отправляется к прессам. Труба цеха производства пресс-порошка, кстати, производит огромное количество облаков, потому что пар из нее валит постоянно.
Пресс штампует плитку прямо из сухого пресс-порошка. Тот факт, что в сырье отсутствует вода позволяет получать идеально ровные плитки. Знаете, почему стопка наших тарелок похожа стопку блинов, у которых края волнами идут, а стопка чешских тарелок похожа на лист тетради в линеечку? Потому что за бугром посуду штампуют из фарфорового пресс-порошка, а у нас формуют из пластичной массы, содержащей воду.

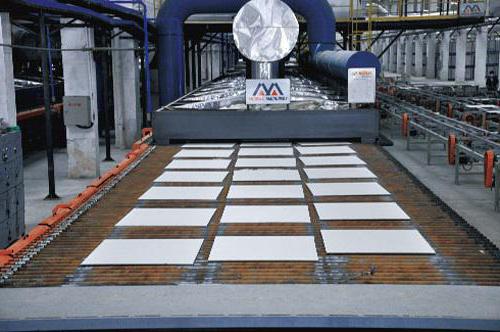
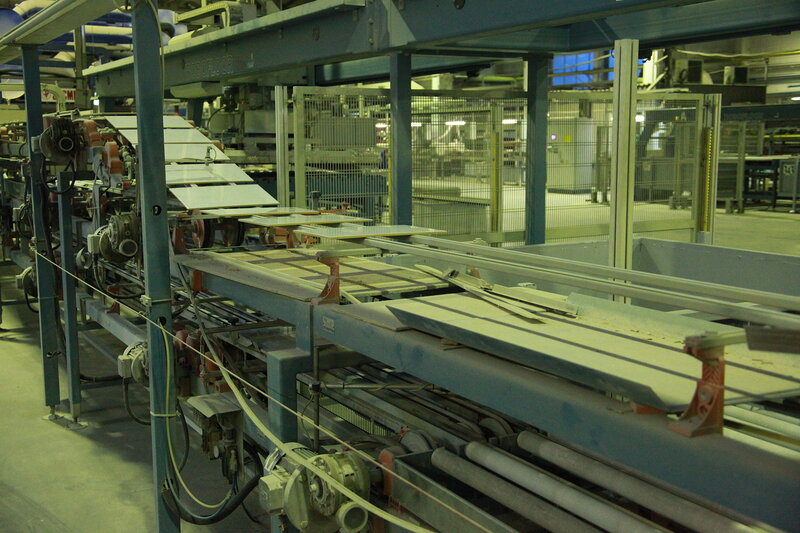
Затем по ленте роликов плитки уезжают в печь для утильного обжига. Вот там, где лампа горит, находится вход в печь.


Вдоль всей полосы конвейера протянут трос аварийной остановки. В случае чего достаточно дернуть за него и все остановится. На фотографии он внизу.


Обжиг плитки происходит при температуре 1050 градусов. Тоннельная печь обеспечивает непрерывность процесса обжига. В середине максимальная температура, на входе и выходе - минимальная. Плитки сначала медленно нагреваются, а потом также медленно остывают.
На выходе они уже не серые, а привычного терракотового цвета.

Дальше по конвейеру они поступают к роботу-укладчику, который складывает их в большие контейнеры. Он слева, в клетке, в конце ленты транспортера.

К подъехавшей плитке он присасывается вакуумными захватами и переносит ее в контейнер.
Сложенную в контейнеры плитку увозит другой робот. Он управляется компьютером и движется строго по определенной траектории. Вон он, на фотке везет 337 контейнер. А вот он уже пустой куда-то поехал:
После того, как один робот передает контейнер с утильными плитками другому роботу, другой робот тоже присасывается к ним и выкладывает их на новую ленту конвейера.

И плитки мчатся дальше, навстречу новому обжигу.

Самое завораживающее в этом процессе - это поворот плитки вокруг своей оси. Можно вечность скоротать, наблюдая за этим чудом.
Хотя нет. Там еще много всего завораживающего, пойдемте дальше.
Плитки очищаются от пыли,


и попадают в камеру ангобирования. Эта занавеска вовсе не занавеска, а самый обыкновенный белый ангоб, которым льется на проезжающую плитку. Быстро и ровно плитка покрывается белоснежным ангобом.

А следом уже поджидает такая же завеса глазури. Вжжик и плитка покрыта белоснежной глазурью.

Те, кто не до конца потратил свою вечность на процессе поворота плитки могут добить ее на процессе полива:
Век бы любовался.
Потом резиновые колесики бережно удаляют с краев плитки глазурь. Сначала с широкой стороны, потом с узкой.
Следующий пункт программы - камера с клеем. Он распыляется на глазурь, укрепляя ее.

Он очень даже не повредит, потому что дальше плитку ждут предобрые валы. Ну, это для тех, кто еще помнит о чем сказка "Городок в табакерке".

Сверху на вал стекает краска. Голубенькая, тоненькой струйкой, видите? А чуть подальше к валу прижимается резинка, которая распределяет красочку по поверхности вала равномерно. На валу имеется рисунок, который пропечатывается на проезжающую мимо плитку. Длина окружности вала кратна размеру плитки, и расстояние между валами тоже. Это чтобы рапорт орнамента не нарушался и мы могли наслаждаться однообразием симметрии. Ну или унынием повтора - кому что по душе. Обратите внимание на трос с надписью STOP на предыдущем снимке. Это все тот же трос, что и в начале был.

Если снять с ленты плитку сразу после валов, то увидим вот что:

Потом плитки проносятся через камеру аэрографа. В нем наносятся разные фактурные рисунки, но в данный момент она бездействует.

Все. Полет окончен. Теперь плитки собираются в огромный ролл-бокс. Или роллер-бокс? Ну, как-то так он называется. Укладывает, разумеется, робот. Неолудитам тут есть где порезвиться ))


Роллер-боксы к печи увозит кто? Ко-нечно Вааася, тын-тыры-дырым, Вааася, тын-тыры-дырым, Ва-ся, ну кто его не знает?

Пошутил. Нет тут никакого Васи. Робот по строгой траектории подъезжает, поднимает и увозит. Вон какую тропку протоптал уже.
В нужный момент робот подает роллер-бокс к ленте, ведущей на второй уровень печи. Той же самой, где и утиль обжигается, но повыше. Видите нашу старую знакомую лампочку? Там мы уже были, прессованые плитки в обжиг провожали.


Печь, как я уже говорил, итальянская и вся линия тоже. Хотя нет, не вся. Тут еще есть одна штуковина засекреченая. Фотографировать ее нельзя. И она, штуковина эта, испанская. По секрету расскажу вам, что это крутейший принтер, который может печатать прямо по сырой глазури. ОООчень крутая вещь. Представляете? Никаких деколей и шелкографии! Прямая печать из файла. Крутотень крутотеньская. Причем головки там плавающие настолько, что оплывают даже рельеф. То есть печатать можно не только на плоскости, но и на НЕ плоскости. Я там для marinni гротески печатал.
Но вернемся на линию. Первый человек.

Она сидит и смотрит, как из печи выезжают плитки. Целую смену смотрит. Раньше я думал, что нет ничего однообразнее работы смотрителя эскалатора, но теперь я так не думаю. Там хоть люди живые шевелятся, а тут. Я бы уснул минуты через две такой деятельности, наверно.
Чуть позади стоит центр управления полетами.

Дальше плитки бегут уже блестящие. 1050 градусов бесследно не проходят.
И, о чудо, снова люди! Они выбраковывают и сортируют. Делают пометочку маркером на плитке, если ее надо в какой-нибудь сорт отложить или в помойку сбросить.

А дальше снова робот.

Он лазером считывает иероглифы сортировщиц.

Не видно как, но как-то он сбрасывает брак в отвал.

А дальше угадаете что? Правильно. Робот.

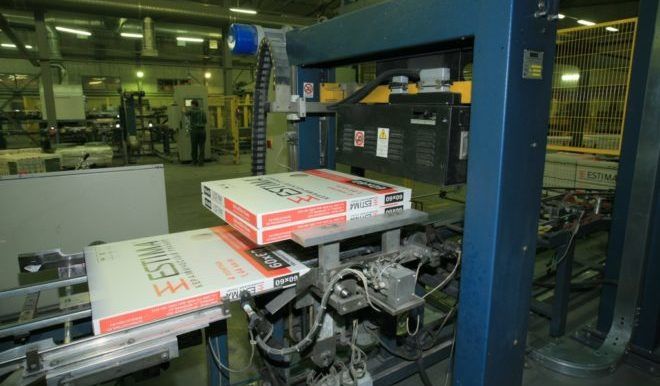
Он готовит стопочки для упаковки.
И вот, финишная прямая. Тут снова робот. Он раскладывает по паллетам коробочки с плиткой. Человек за кадром тоже присутствует. Когда робот зацепился лапкой за паллету, он беспомощно завис. И только Человек мощным нажатием на кнопку сенсорного монитора вернул его к жизни.
Вот и все. Я забрал свои бочки с глазурью и коробки с утильной плиткой и уезжаю.

Я керамист и глазурь мне нужна для работы. Чтобы сделать вот такие майоликовые откосы, например:

Такие тоже сделаны на основе этой глазури.
И камин покрыт той же глазурью:

И даже эти ручки:

Я много чего делаю с использованием именно этой глазури. Если интересно, то в журнале керамиста по тэгу "работы моей мастерской" можно посмотреть все варианты применения.
Но вернемся на производство. В этот момент внимательный читатель должен воскликнуть: "Как это все?!"
Есть тут внимательный читатель?
Специально для внимательных - цех заготовки глазури. Его то мы не посмотрели, верно?
Тут стоят здоровенные шаровые мелницы.

Эти барабаны изнутри выложены уралитовыми блоками (чтобы не было контакта глазури с железной оболочкой и чтобы барабаны не протирались быстро). Ингридиенты глазури перемалываются уралитовыми циллиндрами, которые начинают перекатываться в тот момент, когда барабан начинает вращаться. Вращается он долго. Очень долго. А потом глазурь пропускается через вибросито.

Отсюда глазурь отправляется к тем завесам, помните? Ну, где сначала ангоб, а потом глазурь на плитку льется. Приятно, когда читатель внимательный и все помнит :)
Теперь вы знаете кунг-фу, как делается кафель.
Хотите узнать, как делают тарелки, чайники и чашки в промышленных масштабах и почти без роботов?
kak_eto_sdelano
Как это сделано, как это работает, как это устроено
Самое познавательное сообщество Живого Журнала
Как делают керамическую плитку ручным способом aslan wrote in kak_eto_sdelano March 10th, 2017Считается, что керамическая плитка появилась в древнем Египте – ею украшали дворцы фараонов. И сегодня это один из самых распространенных отделочных материалов. Декорированные плиткой кухни и ванные комнаты есть, пожалуй, в каждой российской квартире. Во всем мире плитка давно массово изготавливается на заводах, но изделия ручной работы тоже не редкость.

На этом производстве в Суздале плитку изготавливают из так называемой шамотной глины. В строительстве вообще шамотная глина применяется для кладочных, отделочных и штукатурных работ, но также подходит для изготовления керамики, декоративной плитки и архитектурных изделий. Это прочный материал, который хорошо переносит температурные нагрузки (например, при обжиге).
Глина в виде порошка смешивается с водой и сбивается в специальной машине. Мешка просеянного шамота (примерно 13 килограммов) хватает приблизительно на 100 плиток.

Готовую глиняную массу помещают в экструдер, где она разминается, избавляется от воздуха. Через формующее отверстие экструдера глина выходит в виде толстой плоской ленты, ширина которой соответствует ширине будущей плитки. Затем глиняную «ленту» с помощью струны нарезают на квадратные кусочки – заготовки.

Заготовки закладывают в гипсовые формы – вручную или с помощью ручного пресса. Глиняные обрезки, которые остаются после формовки плитки, идут в дело. Они помещаются обратно в машину, которая замешивает массу для следующей партии изделий.

Тыльная сторона плитки должна иметь шершавую или ребристую поверхность для лучшего сцепления с раствором при кладке. В одних случаях форму перед помещением под пресс накрывают тканью – на глине отпечатывается соответствующая текстура и рисунок «пятки» пресса. В других случаях на тыльной стороне делают насечки «расческой», и поверхность становится ребристой.

Далее плитки вынимают из форм и укладывают на стеллажи, чтобы глина подсохла, «прихватилась». Затем мастер обрабатывает края подсохших плиток, чтобы на них не было «бородок».

После этого плитки отправляются в печь на первый обжиг, который называется «утильный» - это обжиг без глазури. После первого обжига изделия приобретают прочность.

На этом производстве есть разные печи: большая и несколько маленьких (с горизонтальной и вертикальной загрузкой). Они загружаются в зависимости от тиража изделий. Одна загрузка печи называется «садка». В большую печь заезжает целый стеллаж – это довольно большая садка, в маленькой печи можно одновременно обжечь всего около 40 плиток.
Большая печь набирает температуру приблизительно за 10 часов, маленьким требуется меньше времени. Чем больше печь, тем плавней набор температуры. Для плитки температура первого обжига составляет 1050 градусов.

Когда плитка после первого обжига остывает, ее покрывают глазурью. Майоликовые глазури бывают разных цветов, ими можно расписывать, можно просто покрывать плитку.

Глазурь на плитку наносят двумя способами: ею либо поливают изделие, либо распыляют ее из пульверизатора. Кистью ровно нанести глазурь на плитку очень сложно.


До обжига глазурь всегда матовая, и в сыром виде часто имеет не тот цвет, который предполагается. На нижнем снимке плитку полили глазурью, которая после обжига станет зеленой.

Приблизительно вот такой:

После полива или распыления глазури края и тыльную часть плитки вытирают мокрой губкой.


Иногда плитки покрывают светлой или бесцветной глазурью. После обжига они будут белыми, бежевыми, молочными - в зависимости от поставленной задачи.

После глазуровки плитка снова отправляется в печь. Второй обжиг - уже с глазурями - называется «политой». Название говорящее, поскольку плитку изначально именно поливали глазурью (этот метод, как видите, используется и сейчас). Во время второго обжига температура в печи задается зависимости от того, какая на плитку нанесена глазурь. Минимальная температура плавления глазури 980 градусов, максимальная – 1200.
Нередко на одну плитку наносят глазури разных цветов, и тут важно, чтобы они имели одинаковые характеристики. Иначе хорошего результата не будет. Если для одной глазури требуется минимальная, а для другой максимальная температура плавления, то потеря качества неизбежна. Или одна глазурь не приобретет глянца и останется матовой, или вторая вскипит и выгорит.
Плитку можно просто покрыть глазурью, а можно расписать. Для этого она сначала покрывается эмалью, по которой наносится роспись майоликовой глазурью. Плитки с росписью обычно имеют светлый фон. Майоликовые цветные глазури отличаются полупрозрачностью, ими почти невозможно прорисовать четкие линии, контуры. Для этого используют пигменты - краски для керамики, которые перед обжигом нужно припылять бесцветной глазурью. Но чаще всего плитки расписывают все-таки майоликой.
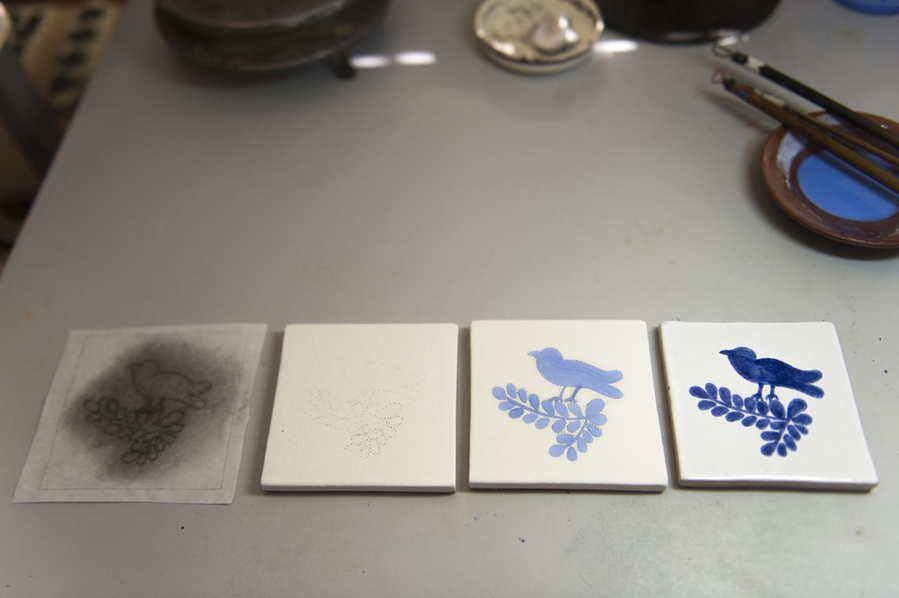
Делают это следующим образом. Сначала берут готовую обожженную плитку, уже покрытую светлой глазурью. Из специальной бумаги изготавливают трафарет: наносят карандашом рисунок и по контуру прокалывают бумагу иголкой. Затем накладывают трафарет на плитку и затирают поверхность толченым грифелем. Через иголочные проколы грифельный порошок попадает на плитку, обозначая контур будущего рисунка.

Затем художник кисточкой наносит рисунок цветной глазурью.

Когда рисунок готов, плитка отправляется в печь на обжиг. Сырая глазурь имеет светлый, пастельный цвет, а после обжига она темнеет.

Наконец, последний этап - готовые плитки отправляются на прилавки магазинов.
kak_eto_sdelano
Как это сделано, как это работает, как это устроено
Самое познавательное сообщество Живого Журнала
Как производят керамическую плитку kostello_irq wrote in kak_eto_sdelano January 10th, 2016Пересматривал на днях фоточки из поездки в Испанию в 2013 году, в том числе и с производства керамической плитки. Решил что стоит в общих чертах рассказать о технологии, да и фоточки с современного предприятия небезинтересны.
Визит на завод начался с шоу-рума. В ну очень большом помещении комфортно расположился весь ассортимент компании. Ключевые коллекции представлены в интерьере. Такая вот Икея, но про керамику и без посетителей — всё это построено только для партнёров компании.
Далее визит в офисные помещения. Кабинет части дизайнеров компании. Всё очень мило, на оборудовании не экономят, узкие окна — особенность солнечной Испании.
Главный дизайнер немного рассказал о появлении новых коллекций. Изначально тенденции мирового дизайна появляются в fashion-индустрии, поэтому компания работает напрямую с модельерами, чтобы производить плитку актуальных тенденций быстрее конкурентов.
Далее — непосредственно производство. Весь завод расположен в двух зданиях: основном цеху и цеху полировки. Особенность компании — линейка плитки с сильным глянцем.
Цех настолько большой, что рабочие разъезжают по нему на велосипедах.
Готовая керамическая масса (состав которой является коммерческой тайной) поступает в пресс. Именно здесь и рождается плитка.
И сразу же первый этап контроля качества. Контроль производится после каждой значимой операции, ведь чем позже будет выявлен брак — тем дороже он обойдётся для производителя.
После этого заготовки попадают в сушильную машину. Сушка — это не обжиг, но сухую заготовку уже можно взять в руки и она не деформируется.
С двух сторон плитки снимаются фаски.
После чего заготовка поворачивается и операция повторяется.
Начинается этап, делающий заготовку непосредственно плиткой — нанесение эмали. Поверхность плитки промывается, ведь каждая песчинка испортит эмалированную плоскость, после чего на плитку наносится праймер.
Конвеер проходит под фонтанчиком эмали.
И снова сушильная машина, а после неё длинный «перегон» чтобы плитка остыла.
С торцов плитки срезаются излишки эмали.
После этого плитка укладывается на стеллажи, которые по территории перемещают автоматические погрузчики. Которые, кстати, бесшумно перемещаются на электротяге и если вы встанете на маршруте его движения - останавливаются и начинают требовательно пищать. После чего вы обязательно оглянётесь и отпрыгнете, думая что на вас едет куб со стороной в 3 метра. Всё производство максимально автоматизировано. До этого этапа на конвеере стоит только человек, производящий выборочный контроль заготовок после прессования. Промежуточное хранение на стеллажах нужно потому, что дальше пути заготовок разделяются: какие-то пойдут сразу в обжиг и станут фоновой белой плиткой, а какие-то уйдут на линию печати.
Печатный станок расположен в отдельном павильоне внутри цеха. Как я понял это нужно для того, чтобы очищать воздух в зоне печати. Технология — офсетная, цветовая модель — стандартный CMYK + готовые цвета.
Естественно цветопробы печатаются прямо на плитке.
После печати плитка опять уходит на стеллажи.
Всё потому что сушка перед обжигом происходит прямо на стеллажах, 2 стеллажа с плиткой закатываются в сушильную камеру.
После камеры стеллажи разгружаются на конвер, который уходит в печь для обжига. Вот это длинное сооружение слева — она и есть.
В печи температура вначале плавно растёт до 1200 градусов, затем так же плавно опускается. На выходе температура плитки — как у посуды из посудомойки.
И сразу же три этапа выходного контроля: геометрический контроль.
Автоматический контроль качества поверхности.
И пост ручного контроля поверхности. На нём обнаруженные дефекты отмечаются маркером и тут же, прямо на плитке, пишутся комментарии. Всё это нужно для того, чтобы понять на каком этапе производства образовался данный дефект и можно было отладить процесс. Это, кстати, второй человек на пути плитки.
Далее этап упаковки. Тут плитку ждёт третий и последний человек, который не принимает непосредственного участия в работе машины, но следит за наличием расходных материалов.
Тут плитка опять делится на два потока: матовые разновидности упаковываются в картонные коробки и отправляются на склад готовой продукции, а будущие глянцевые — стягиваются в пачки.
И укладываются на палеты.
Которые автоматически затягиваются в плёнку.
И тоже помещаются на складскую площадку, рядом с готовой плиткой. Компания производит множество коллекций, плитка отличается по размерам, рисунку, глянцу поверхности. Соответственно изменение размера требует замены пресс-форм и переналадку пресса, изменение рисунка — это замена валиков печатной машины и её калибровка. Поэтому в начале года составляется план производства и колекции выпускаются не одновременно, а поочерёдно, складируются прямо под открытым небом (климат позволяет) и отгружаются дилерам по мере поступления заказов.
Полировальный цех — гораздо меньшее по размерам помещение.
Плитка разгружается из палет на линию, конечно же проходит входной контроль.
Моется и уезжает в полировальную машину, где обрабатывается абразивными головками разных фракций. Каждый номер в круге сверху — это этап полировки.
Вот так выглядят сами головки. Каждый камень на них стоит несколько сотен евро.
На выходе мы получаем плитку со «стеклянным» глянцем, которого не может добиться ни одна другая испанская фабрика.
Далее вновь сушка, автоматический выходной контроль и упаковка.
Что интересно, вода в полировальных машинах (а полировка ведётся «по мокрому») фильтруется, вновь поступает в дело, а осадок — добавляется в свежую глину и вновь уходит в производство.
Именно так и производят отделочный материал, который практически вечен, отличается разнообразием фактуры, износостоек, а его рисунок — настоящее произведение искусства.
Читайте также: