
Укладка и закрепление арматуры и арматурных изделий в опалубке
Обновлено: 28.04.2024
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Технологическая карта разработана на установку арматуры монолитных ленточных фундаментов отдельными стержнями.
1.2 Армирование ленточных фундаментов отдельными стержнями применяют при небольших объемах работ и невозможности изготовления армокаркасов на стройплощадке.
1.3 Подача всех арматурных изделий к месту их установки в проектное положение осуществляется пучками, подаваемыми гусеничным краном РДК-25 с длиной стрелы 17,50 м. При использовании грузоподъемного механизма другой марки карта должна быть привязана к местным условиям специализированной организацией.
В качестве примера принято армирование ленточных фундаментов, устраиваемых в выкопанных траншеях и котлованах.
1.4 Привязка технологической карты к конкретным объектам и условиям производства работ состоит в уточнении объемов работ, потребности в трудовых и материально-технических ресурсах и корректировке графика производства работ и может быть использована согласно СНиП 3.01.01-85* в составе ППР.
1.5 Форма использования технологической карты предусматривает обращение ее в сфере информационных технологий с включением в базу данных по технологии и организации строительного производства автоматизированного рабочего места технолога строительного производства (АРМ ТСП), подрядчика и заказчика.
2 ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1 До начала производства работ по армированию ленточных фундаментов необходимо выполнить следующие работы:
- закончить отрывку траншеи под фундаменты с устройством бетонной подготовки;
- выполнить подъездные дороги и укладку дорожных плит под стоянки крана;
- завезти оборудование, механизмы, инвентарь в соответствии с приведенной ведомостью;
- разбить, закрепить и принять по акту оси здания;
- выполнить опалубку ленточных фундаментов;
- организовать площадки складирования в зоне действия крана с размещением на них пучков арматурных стержней в количестве, обеспечивающим бесперебойную работу звена арматурщиков в течение 3 - 5 дней;
- провести мероприятия, обеспечивающие безопасность производства работ.
2.2 Транспортирование и хранение арматурной стали следует осуществлять в соответствии с требованиями ГОСТ 7566-94 . Поступающая на строительную площадку арматура транспортируется на трейлерах КАМАЗ-55111, КАМАЗ-65115 и других, указанных в ППР, транспортных средствах.
2.3 Установку отдельных арматурных стержней в проектное положение следует осуществлять вручную с подачей пучков арматуры в рабочую зону гусеничным краном РДК-25 с длиной стрелы 17,5 м или другими кранами с аналогичными техническими характеристиками.
2.4 Установку арматурных стержней следует осуществлять в соответствии с требованиями рабочих чертежей и соблюдением правил производства и приемки работ согласно СНиП 3.03.01-87 «Несущие и ограждающие конструкции», а также рекомендаций, данных в настоящей карте.
Схема организации работ по установке арматурных стержней дана на рисунках 1 , 2 .
Рисунок 1 - Схема организации работ по установке арматурных стержней
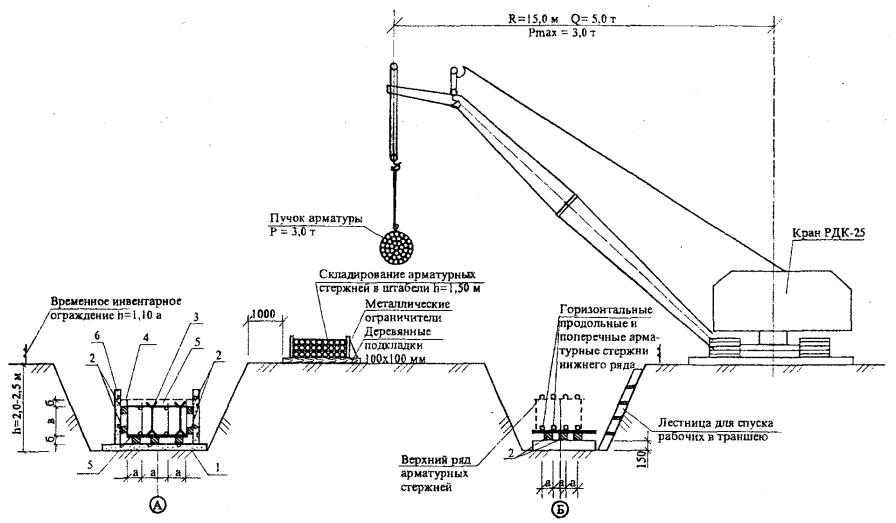
1 - бетонная подготовка; 2 - фиксаторы защитного слоя; 3 - приспособление для раскладки арматурных стержней; 4 - линия поверхности бетона; 5 - защитный слой бетона; 6 - щит опалубки.
а - шаг установки арматурных стержней; б - защитный слой бетона; в - расстояние между горизонтальными стержнями.
Рисунок 2 - Схема раскладки арматуры и подачи ее краном. Разрез 1-1
2.5 Все арматурные стержни при поступлении на стройплощадку упаковываются в пачки (или связки) с разделением их на марки и классы (стержневая арматура - классы А- I , А- II и арматурную проволоку класса В- I ).
Масса пачек, транспортируемых автотранспортом на стройплощадку, должна соответствовать грузовым характеристикам кранов, имеющимся у строительной организации на данной стройплощадке.
2.6 Правка, резка и чистка арматурных стержней производится на приводных станках, расположенных на стройплощадке. При малых объемах работ допускается обработка арматуры вручную. На объект арматура поставляется комплектно соответственно с утвержденным графиком.
2.7 Арматурные стержни должны храниться раздельно по маркам, при этом должны приниматься меры против их коррозии, загрязнения, а также обеспечиваться сохранность металлических бирок поставщика и доступ к ним. Всю поступающую арматуру необходимо размещать на стеллажах и подкладках, а арматурную проволоку, электроды, флюс хранить под навесом.
2.8 В данной карте рассматривается технология производства работ при армировании ленточных фундаментов из отдельных стержней.
2.9 Армирование ленточных фундаментов из отдельных стержней выполняется в следующей последовательности:
- установить боковые щиты опалубки;
- установить пластмассовые фиксаторы (для образования защитного слоя бетона);
- уложить нижний ряд арматурных стержней с жесткой фиксацией их между собой вязальной проволокой в продольном и поперечном направлении;
- установить и закрепить временные металлические подставки (приспособления для раскладки арматурных стержней);
- уложить верхний ряд арматурных стержней в продольном и поперечном направлениях.
В местах пересечения все стержни арматуры соединять пластмассовыми фиксаторами, показанными на рисунке 4 , или в отсутствии таковых - вязальной проволокой.
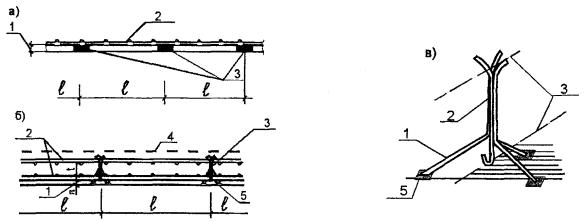
а) при горизонтальном одиночном армировании: 1 - защитный слой бетона (по проекту); 2 - арматурная сетка (каркас); 3 - фиксаторы защитного слоя бетона (лягушки-подкладки из бетона или пластмассы); l - шаг подкладок (по проекту);
б) при горизонтальном двойном армировании: 1 - защитный слой бетона; 2 - арматурные сетки; 3 - приспособление Арбузова; 4 - поверхность бетона после бетонирования; l - расстояние между стержнями (сетками);
в) приспособление Арбузова: 1 - арматурный стержень; 2 - сварной шов; 3 - оси рабочей арматуры; 5 - подкладка
Рисунок 3 - Фиксаторы защитного слоя бетона для горизонтальной арматуры
а) - соединение параллельных стержней; б) - соединение пересекающихся стержней
Рисунок 4 - Пластмассовые фиксаторы для вязки арматуры
Схема раскладки и установки арматуры показана на рисунке 2 .
Размеры нахлесток и перепуска стержней арматуры должны соответствовать ГОСТ 10922-90.
Для образования бокового защитного слоя бетона между сетками каркасов и стенами опалубки выставить пластмассовые фиксаторы с шагом 0,8 - 1,0 м. Конструкция и формы фиксаторов даны на рисунке 5 .
Рисунок 5 - Фиксаторы для обеспечения защитного слоя
2.10 Фиксирование расстояния между опалубкой и арматурными стержнями каркаса при двойном армировании устанавливают фиксаторами на стержнях в соответствии с рисунком 6 .
Шаг фиксаторов принимают 1,5 - 2,0 мм.
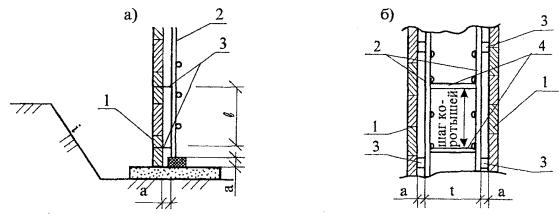
а) при вертикальном одиночном армировании: 1 - опалубка; 2 - арматурные стержни; 3 - пластмассовый фиксатор; а - защитный слой бетона (по проекту);
б) при вертикальном двойном армировании: 1 - опалубка; 2 - арматурные стержни; 3 - пластмассовый фиксатор; 4 - арматурные коротыши; а - защитный слой бетона (по проекту), t - расстояние между сетками.
Рисунок 6 - Схема установки фиксаторов защитного слоя бетона для вертикальной арматуры
2.11 Арматура монтируется из отдельных стержней и в местах пересечения должна быть перевязана вязальной проволокой или сварена. Арматурные стержни диаметром до 16 мм должны скрепляться перевязкой вязальной проволокой, а диаметром от 16 мм и выше - прихваткой дуговой сваркой, если проектом не предусмотрены иные способы скрепления.
2.12 Вязку арматуры диаметром 16 мм и более следует производить в исключительных случаях, когда невозможны другие способы соединения, при отсутствии сварочного оборудования или при незначительных объемах арматурных работ. Для вязки арматуры вручную применяется отожженная проволока диаметром 0,8 - 1 мм, длиной 8 - 10 см, связанная пучком или заготовленная в виде мотков. Вязку узла производят при помощи кусачек с притупленными губками и выправленными ручками, чтобы во время вязки они не откусывали проволоку. Арматурщик держит кусачки в правой руке, а отрезок проволоки - в левой.
Применяют следующие приемы труда:
а) вязка узлов без подтягивания:
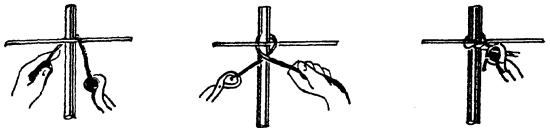
левой рукой проволоку вынимают из пучка и указательным пальцем загибают ее вокруг пересечения стержня, оба конца проволоки захватывают губками кусачек, проворачивая их на два оборота;
б) вязка угловых узлов с подтягиванием:
конец проволоки просовывают за продольный стержень под хомуты, направляют большим пальцем левой руки вверх и загибают за хомуты около стержня, конец проволоки захватывают кусачками и подтягивают их под проволоку в левой руке, кусачками переносят вправо и захватывают ими пересечение с обоих концов проволоки около узла, кусачки держат в правой руке тремя пальцами, подтягивают на себя и поворачивают на два оборота.
Бессварочные соединения стержней следует производить:
- стыковые - внахлестку или обжимными гильзами и винтовыми муфтами с обеспечением равнопрочности стыка;
- крестообразные - вязкой отожженной проволокой. Допускается применение специальных соединительных элементов (пластмассовых и проволочных фиксаторов).
2.13 Расход стальной проволоки для вязки 1 т арматуры составляет 4 - 5 кг.
2.14 Электроды, применяемые для сварки, должны быть просушены до нормальной влажности, а хранение их должно производиться в сухих помещениях.
Марки и типы электродов должны соответствовать проекту, действующим ГОСТам и классу арматурной стали. Все сварные соединения, выполняемые при установке арматуры, проверяют на месте путем выборочного испытания образцов, вырезанных из конструкций (до 1 % от общего количества сварочных соединений), ультразвуком или просвечиванием гамма-лучами.
Результаты контрольных обмеров и осмотров арматуры, а также контроля прочности сварных стержней заносят в журнал. Сварка должна производиться при температуре окружающего воздуха не ниже -30 °С.
При отрицательной температуре воздуха при сварке применяют сварочный ток повышенной величины: при температуре до минус 15 °С - на 5 %, при температуре до минус 30 °С - на 10 %.
2.15 При приеме установленной арматуры проверяют соответствие ее проектным размерам, а также наличие и расположение подкладок, обеспечивающих защитный слой, прочность сборки арматурных стержней, которые должны обеспечивать их формы при бетонировании.
3 ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
3.1 Контроль качества работ должен осуществляться специальными службами строительных организаций. При установке арматур из готовых сеток, каркасов и блоков при устройстве ленточных фундаментов следует выполнять входной, операционный и приемочный контроль, руководствуясь требованиями СНиП 3.01.01-85* .
3.3 Арматурная сталь и сортовой прокат, арматурные изделия и закладные элементы должны соответствовать проекту, требованиям соответствующих стандартов и сертификатам соответствия.
В процессе заготовки арматурных стержней и их установки контролируются:
- качество арматурных стержней;
- правильность изготовления и сборки арматурных стержней;
- качество стыков и соединений арматуры;
- качество смонтированной арматуры.
3.4 Поступающие на строительную площадку арматурная сталь, закладные детали и анкера при приемке должны подвергаться внешнему осмотру и замерам, а также контрольным испытаниям в случаях, оговоренных в проекте или специальных указаниях по применению отдельных видов арматурной стали, а также в случаях сомнений в правильности характеристик арматурной стали, закладных деталей и анкеров, отсутствия необходимых данных в сертификатах или паспортах заводов-изготовителей, применения арматуры в качестве напрягаемой.
3.5 Для обеспечения правильности положения арматуры в бетоне должны использоваться специальные фиксаторы, которые обеспечивают заданную толщину защитного слоя, расстояния между отдельными арматурными сетками и каркасами.
При устройстве арматурных конструкций следует соблюдать требования, приведенные в таблице 1 .
Таблица 1 - Требования, предъявляемые к арматурным работам
СП 70.13330.2012 Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87 (с Изменениями N 1, 3, 4)
5.16.1 Основными работами с арматурой при возведении монолитных железобетонных конструкций, устройстве конструкций узлов их сопряжения является резка, правка, гнутье, сварка, вязка, выполнение бессварных стыков с опрессованными или резьбовыми муфтами и другие процессы, требования к которым приведены в действующей нормативной документации.
5.16.2 Арматурная сталь (стержневая, проволочная) и сортовой прокат, композитная полимерная арматура, арматурные, закладные и соединительные изделия должны соответствовать проекту и требованиям соответствующих стандартов. Поставляемую для использования арматуру следует подвергать входному контролю, включающему проведение испытаний на растяжение и изгиб не менее двух образцов от каждой партии. Для арматурного проката, поставленного с указанием в документе о качестве статистических показателей механических свойств, испытания образцов на растяжение, изгиб или изгиб с разгибом допускается не проводить. Расчленение пространственных крупногабаритных арматурных изделий, должны быть согласованы с проектной организацией.
5.16.3 Транспортирование и хранение арматурной стали следует выполнять по ГОСТ 7566, для композитной полимерной арматуры по ГОСТ 31938.
5.16.4 Продолжительность хранения высокопрочной проволочной арматуры, арматурных и стальных канатов в закрытых помещениях или специальных емкостях - не более одного года. Допускаемая относительная влажность воздуха не более 65%.
5.16.5 Контрольные испытания высокопрочной арматурной проволоки следует производить после ее правки.
5.16.6 Заготовку стержней мерной длины из стержневой и проволочной арматуры и изготовление ненапрягаемых арматурных изделий следует выполнять в соответствии с требованиями СП 130.13330, а изготовление несущих арматурных каркасов из стержней диаметром более 32 мм - согласно разделу 10.
5.16.7 Изготовление пространственных крупногабаритных арматурных изделий следует производить в сборочных кондукторах.
5.16.8 Арматурные и закладные изделия изготавливаются и контролируются по ГОСТ 10922.
5.16.9 Заготовку (резку, образование анкерных устройств), установку, натяжение напрягаемой арматуры в построечных условиях необходимо выполнять по проекту и в соответствии с требованиями СП 130.13330. Натянутая арматура должна быть заинъецирована, обетонирована или покрыта антикоррозионными составами, предусмотренными проектом, в сроки, исключающие ее коррозию.
Предварительное напряжение композитной полимерной арматуры следует выполнять этапами:
- напряжение до 10% проектного, с выдержкой в течение 5 мин для проверки правильности установки приспособления для натяжения;
- напряжение 50% проектного, с выдержкой в течение 10 мин для осмотра и контрольных измерений;
- напряжение на 100% проектного с перетяжкой на 5%, с выдержкой в течение 5 мин и последующим снижением до проектного.
5.16.10 Запрещается в процессе установки напрягаемой арматуры приваривать (прихватывать) к ней распределительную арматуру, хомуты и закладные детали, а также подвешивать опалубку, оборудование и т.п. Непосредственно перед установкой напрягаемых арматурных элементов каналы должны быть очищены от воды и грязи продувкой сжатым воздухом. Арматуру, натягиваемую на бетон, следует устанавливать непосредственно перед натяжением в сроки, исключающие возможность ее коррозии. При протягивании арматуры через каналы следует принимать меры по предотвращению ее повреждения.
5.16.11 Запрещается электрической дугой резка высокопрочной арматурной проволоки, канатов и стержневой арматуры, газовая резка канатов на барабане, а также выполнение сварочных работ в непосредственной близости от напрягаемой арматуры без защиты ее от воздействия повышенной температуры и искр, включение арматуры в цепь электросварочных аппаратов или заземления электроустановок.
5.16.12 Монтаж арматурных конструкций следует производить преимущественно из крупноразмерных блоков или унифицированных сеток заводского изготовления с обеспечением фиксации защитного слоя согласно таблице 5.10.
5.16.13 Установку на арматурных конструкциях пешеходных, транспортных или монтажных устройств следует осуществлять в соответствии с ППР, по согласованию с проектной организацией.
5.16.14 Бессварные соединения стержней следует производить:
стыковые - обжимными гильзами или винтовыми муфтами с обеспечением равнопрочности стыка;
крестообразные и нахлесточные - вязкой отожженной проволокой. Допускается применение специальных соединительных элементов (пластмассовых и проволочных фиксаторов).
5.16.15 Сварные соединения следует выполнять в соответствии с требованиями раздела 10.
Укладка и закрепление арматуры и арматурных изделий в опалубке
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
ИЗГОТОВЛЕНИЕ, СБОРКА И УСТАНОВКА АРМАТУРНОГО КАРКАСА В ОПАЛУБКУ СТЕН ПОДВАЛА
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (именуемая далее по тексту ТТК) - комплексный организационно-технологический документ, разработанный на основе методов научной организации труда для выполнения технологического процесса и определяющий состав производственных операций с применением наиболее современных средств механизации и способов выполнения работ по определённо заданной технологии. ТТК предназначена для использования при разработке Проектов производства работ (ППР) и другой организационно-технологической документации строительными подразделениями. ТТК является составной частью Проектов производства работ (далее по тексту - ППР) и используется в составе ППР согласно МДС 12-81.2007.
1.2. В настоящей ТТК приведены указания по организации и технологии производства работ по изготовлению, сборке и установке арматурных каркасов в опалубку стен подвала.
Определён состав производственных операций, требования к контролю качества и приемке работ, плановая трудоёмкость работ, трудовые, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
1.3. Нормативной базой для разработки технологической карты являются:
- строительные нормы и правила (СНиП, СН, СП);
- заводские инструкции и технические условия (ТУ);
- нормы и расценки на строительно-монтажные работы (ГЭСН-2001, ЕНиР, ВНиР, ТНиР);
- производственные нормы расхода материалов (НПРМ);
- местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТК - описание решений по организации и технологии производства строительно-монтажных работ по изготовлению, сборке и установке арматурных каркасов в опалубку стен подвала с целью обеспечения высокого качества, а также:
- сокращения продолжительности строительства;
- обеспечения безопасности выполняемых работ;
- организации ритмичной работы;
- рационального использования трудовых ресурсов и машин;
- унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов строительно-монтажных работ по изготовлению, сборке и установке арматурных каркасов в опалубку стен подвала.
РТК регламентируют средства технологического обеспечения и правила выполнения технологических процессов при производстве работ. Конструктивные особенности их выполнения решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ.
РТК рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации.
1.6. ТТК можно привязать к конкретному объекту и условиям строительства. Этот процесс состоит в уточнении объёмов работ, средств механизации, потребности в трудовых и материально-технических ресурсах.
Порядок привязки ТТК к местным условиям:
- рассмотрение материалов карты и выбор искомого варианта;
- проверка соответствия исходных данных (объемов работ, норм времени, марок и типов механизмов, применяемых строительных материалов, состава звена рабочих) принятому варианту;
- корректировка объемов работ в соответствии с избранным вариантом производства работ и конкретным проектным решением;
- пересчёт калькуляции, технико-экономических показателей, потребности в машинах, механизмах, инструментах и материально-технических ресурсах применительно к избранному варианту;
- оформление графической части с конкретной привязкой механизмов, оборудования и приспособлений в соответствии с их фактическими габаритами.
1.7. Типовая технологическая карта разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, выполняющих работы в III температурной зоне, с целью ознакомления (обучения) их с правилами производства строительно-монтажных работ по изготовлению, сборке и установке арматурных каркасов в опалубку стен подвала, с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ.
Технологическая карта разработана на следующие объёмы работ:
-·монолитные стены подвала - 100,0 м.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на комплекс строительно-монтажных работ по изготовлению, сборке и установке арматурных каркасов в опалубку стен подвала.
2.2. Строительно-монтажные работы по изготовлению, сборке и установке арматурных каркасов в опалубку стен подвала выполняют в одну смену, продолжительность рабочего времени в течение смены составляет:
2.3. В состав последовательно выполняемых строительно-монтажных работ по изготовлению, сборке и установке арматурных каркасов в опалубку стен подвала входят следующие технологические операции:
- изготовления арматурных сеток;
- сборка каркасов из арматурных сеток в опалубке;
- закрепление арматурного каркаса стен в опалубке.
2.4. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном в составе: автомобильный стреловой кран КС-45717 (=25 т); станок для гибки арматуры ICARO P-36 (N=3 кВт, =36 мм, габариты 1056182 см, Р=450 кг); станок для резки арматуры ICARO C-55 (N=3 кВт, =36 мм габариты 869085 см, Р=362 кг); однопостовый бензиновый сварочный генератор (Honda) EVROPOWER ЕР-200Х2 (Р=200 А, Н=230 В, вес m=90 кг); седельный тягач КамАЗ-54115-15 с бортовым полуприцепом СЗАП-93271 (=25,0 т); монтажный гусеничный кран МКГ-25.01 (=25,0 т); электрическая шлифовальная машинка PWS 750-125 фирмы Bosch (Р=1,9 кг; N=750 Вт).
Рис.1. Грузовые характеристики автомобильного стрелового крана КС-45717
Рис.2. Грузовые характеристики монтажного гусеничного крана МКГ-25.01
Арматурные работы: советы профессионала, приёмы и секреты
В этой статье мы расскажем о разных видах армирования конструкций и откроем некоторые секреты профессии арматурщика. Также будут приведены упрощённые расчёты, описания документации, схемы армирования. В статье вы найдёте практические советы и рекомендации по ведению арматурных работ.
Виды армирования
Армирование — неотъемлемая часть конструкции, материал которой предусматривает переход из жидкого состояния в твёрдое. Этот процесс называют схватыванием или твердением. По способам армирования различают:
- Дисперсное — добавление в жидкий раствор фибровых волокон или металлической стружки. Придаёт монолитному участку жёсткость и стойкость к истиранию. Применяют в устройстве полов, стяжек. Может применяться в комбинации со стержневым способом.
- Стержневое — в объём бетона или раствора включают систему стержней (сетку, каркас), которая распределяет нагрузку внутри конструкции. Применяют для несущих и отдельно стоящих элементов зданий.
- Слоевое (укрепление слоя) — в слой жидкого раствора или шпатлёвки включают сетку для придания стабильности отделочного слоя. Применяют при отделке и ремонте плоскостей.
В данной статье мы рассмотрим армирование конструкций при помощи каркаса и сеток.
Армирование конструкций
Отвердевший бетон выдерживает высокие нагрузки на сжатие — до 1000 кг/см², но неустойчив на излом, разрыв и растяжение. При этом его производство — относительно недорогое.
Арматурный стержень воспринимает значительные нагрузки на растяжение, но неустойчив к сжатию и изгибу. К тому же стоимость производства высока, учитывая, что в неё входят расходы на добычу металла .
Поскольку любая несущая конструкция подвергается комбинированным нагрузкам, необходим материал, удовлетворяющий нескольким требованиям. Комбинация арматурных стержней и бетона даёт комбинацию их свойств. В результате получается железобетон, устойчивый к сжатию, изгибу и излому.
Поскольку все ж/б изделия условно подразделяются на заводские и местного производства, арматура работает в них по-разному. Большинство заводских изделий производится с использованием предварительно напряжённой арматуры. Перед укладкой бетона в форму стержни предварительно растягивают (напрягают) специальным устройством. После отвердения напряжение в стержнях остаётся — арматура как бы «поджимает» весь элемент вдоль них, что значительно улучшает механические свойства детали. Например, балка или плита с предварительно напряжённой арматурой выдерживает большие нагрузки (+ 40–60%) на изгиб, чем обычные.
В высотных зданиях арматурный каркас служит основой всей конструкции. Стержни переходят из одного элемента в другой, что делает их взаимосвязанными между собой и придаёт требуемую жёсткость каркасу здания. Этот эффект даёт возможность возводить небоскрёбы на относительно малой площади.
Армирование СНиП
При строительстве ответственных зданий и сооружений расчёт сечения и количества стержней — один из основных. Нормы армирования регламентируются документами — СНиП 2.03.01–84 «Бетонные и железобетонные конструкции» и приложением к нему «Армирование элементов монолитных железобетонных зданий. Пособие по проектированию». В этих документах подробно описаны расчёты, допуски и требования к конструкциям, в которых применено армирование.
Условия эксплуатации и требования к самим стержням нормируются документом ГОСТ 10884–94 «Сталь для железобетонных конструкций» .
Глубокие расчёты необходимы при строительстве крупных и сложных объектов — высотных зданий, мостов, башен, плотин. Для расчёта армирования конструкций в частном строительстве достаточно придерживаться основных правил, которые актуальны для всех случаев применения арматуры.
Сортамент арматуры
Ещё одним полезным документом является сортамент. В нём приведены все возможные характеристики арматурных изделий — вес погонного метра и зависимость его от диаметра, площадь сечения стержня и марки стали и многие другие. Эти данные необходимы при более сложных расчётах — монолитных перекрытий, резервуаров или зданий, имеющих более 3-х этажей.
Класс арматуры
Как правило, в частном порядке используют самые распространённые марки и диаметры стержней. Условно этот набор можно назвать «оптимальным разрядом». В него входят стержни диаметром от 6 до 18 мм. Классы арматуры оптимального разряда по ГОСТ 5781:
- А1 (А240). Гладкий прут Ø 6–12 мм — в бухтах (бобинах, мотках), 12–40 мм — в прутах (круг).
- А2 (А300). Имеет винтовые рёбра. Диаметр 10–12 мм — в бухтах, 12–40 мм — в прутах.
- А3 (А400). Поперечные рёбра расходятся «ёлочкой» от продольного ребра. Ø 6–12 мм — в бухтах, 12–40 мм — прутах.
Другие марки встречаются редко — в основном на объектах с высокими требованиями, эти изделия изготавливают на заказ из более качественной стали.
Армирование бетона бывает только двух видов по конструкции — плоская сетка (может быть изогнута) или пространственный каркас. Сетку применяют для лежачих плит и стяжек, пространственный каркас — для объёмных элементов — балок, перемычек, армопояса , колонн, стен и др. При этом две сетки, устроенные на стабильном расстоянии друг от друга, уже представляют собой каркас (например, стеновой).
Расчёт армирования
Когда определена форма изделия (элемента) и его размер, дело остаётся за малым — определить диаметр и шаг ячейки каркаса. В строительстве с невысокими требованиями оптимально применить эффективную систему адаптированного расчёта. Принцип применения арматуры разного диаметра прост — чем больше нагрузки несёт элемент, тем толще необходимы стержни.
Показатели каркасов и сеток для разных конструкций:
В адаптированном расчёте можно применить общий принцип — достаточный шаг ячейки будет равен диаметру стержня, умноженному на 10. В ответственных местах — примыкания и соединения элементов — следует добавлять усиления, т. е. устанавливать дополнительные стержни.
Схема армирования
Как правило, из железобетона устраивают два вида элементов — балки и плиты. В 80% случаев для выполнения каркаса любой сложности достаточно будет двух позиций:
- рабочие стержни — пруты арматуры Ø 12–18 мм, устроенные вдоль конструкции;
- распределительные (конструктивные) элементы — изделия из проволоки Ø 6–8 мм, которые распределяют в пространстве и фиксируют рабочие стержни с заданным шагом.
Разумеется, понадобится вязальная проволока.
Схема армирования балки: 1 — армирование лежачих, фундаментных балок и армопояса; 2 — армирование висячих балок, фундамента; 3 — защитный слой 40 мм; 4 — вспомогательные рабочие стержни; 5 — основные рабочие стержни; 6 — хомут Схема армирования балки: 1 — армирование лежачих, фундаментных балок и армопояса; 2 — армирование висячих балок, фундамента; 3 — защитный слой 40 мм; 4 — вспомогательные рабочие стержни; 5 — основные рабочие стержни; 6 — хомутЕсли балка предполагается висячая, все стержни в ней должны быть одинакового сечения (не менее 16 мм). Для лежачей балки вспомогательные стержни могут быть меньшего диаметра.
Схема армирования плиты: 1 — лежачая плита; 2 — висячая плита; 3 — «лягушка»; 4 — распределительная арматура; 5 — рабочая арматура Схема армирования плиты: 1 — лежачая плита; 2 — висячая плита; 3 — «лягушка»; 4 — распределительная арматура; 5 — рабочая арматураКаркас висячей плиты представляет собой две зеркально расположенные сетки. Равное расстояние между ними удерживается с помощью ограничителей.
Станок для арматуры
Для того чтобы изготовить элементы типа «хомут» или «лягушка» потребуется специальное приспособление — гибочный станок. Если предполагается ощутимый объём бетонирования, начать следует именно с изготовления этого станка из подручного материала. Он представляет собой верстак на стальной раме, надёжно установленный в горизонтальном положении.
Чтобы собрать станок для арматуры на месте, вам понадобится подручный материал — обрезки металла, среди которых должны быть два уголка 40х40 или 45х45.
- Основной элемент станка — упор со втулкой. В середине верстака привариваем вертикально стержень длиной 8–10 мм и подбираем стальную трубку, которая свободно на него наденется.
- К трубке привариваем рычаг — лучше всего уголок горизонтальной полкой к трубке. Если уголка нет, тогда упор в 100 мм от приваренного стержня.
- К наружному краю рычага привариваем удобную ручку.
- Укладываем арматуру наибольшего диаметра (но не более 18 мм), которую необходимо гнуть параллельно длинному краю верстака.
- Привариваем к верстаку упор — лучше всего уголок.
Станок может иметь произвольную конструкцию. Основная идея — сила прикладывается в трёх точках через рычаги.
В продаже часто можно встретить заводские ручные приспособления для загиба арматуры, но они редко выдерживают интенсивные нагрузки и предназначены для домашнего использования. Для больших объёмов можно приобрести электрический гибочный станок 220 или 380 В. При помощи электрического станка можно выгибать довольно сложные элементы, которые используют в том числе и в художественной ковке. Цена нового электрического гибочного станка до 40 мм начинается от 70 000 руб.
Сварка арматуры
Самая распространённая ошибка при выполнении арматурных работ — применение электросварки для соединения элементов каркаса. Причины, по которым этого делать нельзя:
- Перегрев металла. При производстве арматуры классов А1, А2, А3 используется сталь с относительно высоким содержанием углерода. Это значит, что после нагрева она теряет до 50% свойств по прочности. Это особенно важно для соединений под углом.
- Неправильное распределение нагрузки. Жёстко зафиксированный (приваренный) участок стержня как бы вычленяется из него и работает отдельно от остальной его части. По этой причине возникают ненормальные напряжения, сосредоточенные в местах жёсткой фиксации (сварки) вместо того, чтобы распределяться по всей длине.
- Неправильно собранный каркас останется только выбросить (невозможно переделать).
- Опасность для других рабочих — возможно случайное поражение током.
- Затраты на электричество.
Однако есть случаи, когда сварка не только незаменима, но и обязательно требуется:
- Установка закладных деталей (ЗД). ЗД — приоритетные элементы, на которых сосредотачивается большая нагрузка. Они ввариваются в каркас для лучшей передачи нагрузки на стержни.
- Сварка продольных стыков (перехлёстов). Перегретая арматура сохраняет до 70% свойств на растяжение. К тому же на перехлёсте она сдвоена. Сварка продольных стержней «в стык» лишена смысла.
- Крепление по месту к уже существующим ЗД или стальным элементам (при реконструкции зданий).
Вязка арматуры
Скрепление пересекающихся стержней между собой — кропотливая и трудоёмкая работа. Но её нельзя избежать при армировании конструкций. Для этого используют мягкую вязальную проволоку толщиной от 0,5 до 2,5 мм. Приспособление для работы — крючок арматурщика — каждый специалист подбирает себе сам. Есть небольшой ассортимент заводских моделей, но в подавляющем большинстве случаев крючок изготавливают на месте из прута проволоки Ø 8–12 мм. Для этого необходимо выгнуть его в удобной форме и заточить с одного конца. На обратном конце стержня крючка можно надеть пластиковую трубку. Также крюк можно установить в аккумуляторный шуруповёрт, что значительно облегчит работу.
Для облегчения труда арматурщика есть развитые формы вязального крючка:
- Заводской арматурный крючок. Между ручкой и стержнем крюка установлен подшипник.
- Автоматический крюк. Вращается за счёт пружины в рукояти, соединённой с жалом.
- Вязальное устройство (пистолет). Операция автоматизирована, пистолет сам поджимает стержни и вяжет проволоку.
При создании каркасов для разных элементов применяют разный шаг вязки. Чем более ответственный участок — тем плотнее будут расположены узлы.
Шаг узлов в разных каркасах:
Арматурные работы часто сопряжены с установкой опалубки, которую часто смазывают маслом для облегчения демонтажа. Внимательно следите за тем, чтобы масло не попадало на стержни — это приведёт к отсутствию сцепления между бетоном и арматурой. Использование сильно окисленной арматуры категорически нежелательно.
СП 70.13330.2012 Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87 (с Изменениями N 1, 3, 4)
5.17.1 Опалубка должна соответствовать требованиям ГОСТ 34329 и обеспечивать проектную форму, геометрические размеры и качество поверхности возводимых конструкций в пределах установленных допусков.
5.17.2 При выборе типа опалубки, применяемой при возведении бетонных и железобетонных конструкций, следует предусматривать:
точность изготовления и монтажа опалубки;
качество бетонной поверхности и монолитной конструкции после распалубки;
Опалубка должна быть сертифицирована на соответствие ГОСТ 34329 предприятием-изготовителем.
5.17.3 Нагрузки и данные для расчета опалубки приведены в приложении Т.
5.17.4 Установка и приемка опалубки, распалубливание монолитных конструкций, очистка и смазка производится по СП 48.13330 и ППР.
5.17.5 Подготовленную к бетонированию опалубку следует принимать по ГОСТ Р 52752 и акту.
5.17.6 Поверхность опалубки, соприкасающаяся с бетоном, должна быть перед укладкой бетонной смеси покрыта смазкой. Смазку следует наносить тонким слоем на тщательно очищенную поверхность.
Поверхность опалубки после нанесения на нее смазки должна быть защищена от загрязнения, дождя и солнечных лучей. Не допускается попадания смазки на арматуру и закладные детали. Допускается для смазки деревянной опалубки использовать эмульсол в чистом виде или с добавкой известковой воды.
Для металлической и фанерной опалубки допускается применять эмульсолы с добавлением уайт-спирита или поверхностно-активных веществ, а также другие составы смазок, не влияющие отрицательно на свойства бетона и внешний вид конструкций и не уменьшающие сцепление опалубки с бетоном.
Смазку из отработанных машинных масел случайного состава применять не допускается.
5.17.7 Опалубка и арматура массивных конструкций перед бетонированием должны быть очищены сжатым (в том числе горячим) воздухом от снега и наледи. Очистка и нагрев арматуры паром или горячей водой не допускаются.
Все открытые поверхности свежеуложенного бетона после окончания бетонирования и при перерывах в бетонировании должны быть тщательно укрыты и утеплены.
5.17.8 Технические требования, которые следует выполнять при бетонировании монолитных конструкций и проверять при операционном контроле, включая допустимую прочность бетона при распалубке, приведены в таблице 5.11.
Контроль (метод, объем, вид регистрации)
1 Допускаемые отклонения положения и размеров установленной опалубки
Измерительный (теодолитная и нивелирная съемки и измерение рулеткой)
2 Предельные отклонения расстояния: между опорами изгибаемых элементов опалубки и между связями вертикальных поддерживающих конструкции от проектных размеров:
Измерительный (измерение рулеткой)
От вертикали или проектного наклона плоскостей опалубки и линий их пересечений:
Секреты выбора и преимущества применения арматурной сетки для монолитных конструкций
В первую очередь, нужно понимать зачем выполняется армирование. Бетон характеризуется очень высокой прочностью на сжатие, при этом на растяжение работает плохо. Именно поэтому в него закладывается арматура. В данном случае такая арматура считается рабочей и применяется для усиления бетона в зоне растяжения.
Рабочая арматура
Для создания монолитных конструкций в качестве рабочей арматуры применяются тяжелые сварные арматурные сетки , изготовленные по ГОСТ 23279-2012 из углеродистой стали с диаметрами стержней 6-40 мм. Такие сетки могут выполняться из продольной и поперечной рабочей арматуры или иметь рабочую арматуру в одном направлении и связующую – в перпендикулярном.
Применение готовых к укладке арматурных сеток значительно упрощает и ускоряет процесс строительства, сокращая трудозатраты. В отличие от сварных арматурных каркасов, изготавливаемых непосредственно на строительной площадке, арматурные сетки отличаются надежностью сварных соединений, которые выполняются в заводских условиях.
Как выбрать арматурную сетку
Подбор необходимой сетки производится в зависимости от площади поперечного сечения проектируемой конструкции, ее длины, ширины и глубины в соответствии с требованиями СНиП 52-01-2003. Не вдаваясь в подробности, которые важны для возведения многоэтажных высоток, для частного строительства достаточно придерживаться минимальных допусков:
- общая площадь сечения арматурного заполнения (продольных рабочих стержней) должна составлять не менее 0,1% от площади поперечного сечения конструкции;
- ширина и длина сетки подбирается исходя из размеров опалубки с учетом защитного слоя бетона со всех сторон (не менее диаметра арматуры и не менее 10 мм).
Расстояние между стержнями в готовой арматурной сетке уже учтено, что значительно облегчает задачу.
Укладка арматурной сетки в опалубку
Располагать арматурную сетку следует ближе к той поверхности, которая находится в зоне растягивающих усилий с соблюдением защитного слоя бетона. Нарушение расположения арматуры приведет к снижению прочности конструкции в целом или к преждевременной коррозии арматуры из-за недостаточного защитного слоя.
Чтобы правильно расположить арматурную сетку в опалубке, зафиксировав ее на необходимом уровне, применяют пластиковые фиксаторы. Эти простые детали в виде стоек и звездочек позволяют не просто обеспечить правильное расположение арматуры, но и исключить ее сдвиг при заполнении опалубки бетоном.
При формировании арматурного скелета монолитной конструкции всегда возникает необходимость соединения арматурных элементов. Соединять сетки можно 2 способами – сваркой или вязальной проволокой. Сварное соединение более надежное, но требует наличие сварочного аппарата и электрификации строительного объекта. Связывание арматурных сеток производится с учетом растягивающих нагрузок. Все связи должны соединять элементы сеток, перпендикулярные к оси растягивания.
Сцепление арматуры с бетоном
Наибольшая эффективность работы Ж/Б монолитной конструкции достигается при достаточном сцепление арматуры с бетоном. Для этого необходимо выполнить виброуплотнение с помощью погружных вибраторов. Как альтернатива, используется ручной способ трамбовки, но его эффективность на порядок ниже. Вибрация позволяет вытеснить из бетонной смеси пузырьки воздуха и уложить бетон, обеспечивая плотное сцепление с арматурой.
Читайте также: