
Регулятор тока для сварочного трансформатора по вторичке своими руками
Обновлено: 15.05.2024
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Регулировка тока по вторичке тиристорами.
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Регулировка тока по вторичке тиристорами.
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
регулятор сварочного тока по первичной обмотке трансформатора.
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Регулятор тока для сварочного аппарата

Введение в схему аппарата регуляторов для сварки положительно влияет на работу оборудования. Однако каждое устройство имеет недостатки, которые необходимо изучить заранее.
Любое отклонение настроек агрегата от нормы негативно сказывается на качестве шва. Существуют регуляторы, меняющие силу тока, направление магнитного потока, напряжение.

Общая информация
Требуется тонкая регулировка с точностью до ампера. Для этого в конструкцию аппарата включают дополнительное устройство. Его называют регулятором тока.
Как производится регулировка тока сварочного аппарата
Настройка параметров агрегата обеспечивает не только высокое качество шва, но и удобство выполнения работ. Регулировка дает возможность правильно выбрать тип и диаметр электрода для каждого случая.
Выбор режима работы меняют механически или автоматически.
Во втором случае нужны сложные симисторные или тиристорные схемы. При наличии таких компонентов ремонт аппарата вызывает затруднения, его можно выполнять только в условиях специальной мастерской.
Способы регулировки сварочного тока
Настраивать аппарат можно разными методами.
Самыми распространенными считаются:
- повышение индуктивной или резистивной нагрузки на обмотку агрегата;
- уменьшение или увеличение числа витков;
- перенаправление магнитного потока оборудования;
- введение полупроводниковых систем.
Вариантов реализации этих схем много. При самостоятельной сборке аппарата каждый сварщик выбирает регулирующее устройство по возможностям.
Рекомендуем к прочтению Как самому сделать сварочный стол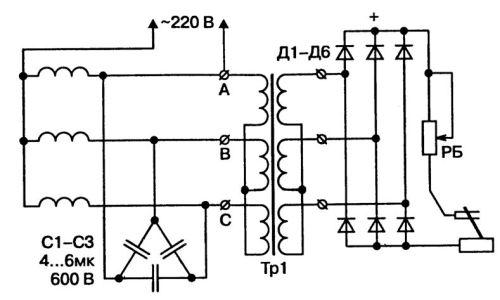
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.

Изменение количества витков
Такой способ действует благодаря повышению или уменьшению показателя трансформации. Для этого используют вспомогательные отводы вторичной обмотки.
Переключение между элементами помогает менять рабочее напряжение, мощность дуги. Регулятор способен работать с высокими силами электротока. Недостатками считают сложность приобретения коммутатора с требуемыми характеристиками, малый диапазон настроек.
.jpg)
Изменение магнитного потока аппарата для сварки
Метод предназначен для работы с трансформаторными агрегатами. Меняя магнитный поток, увеличивают КПД аппарата. Это помогает регулировать значение тока.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
Прежде аппараты снабжались специальной рукояткой. При ее повороте обмотка поднималась либо опускалась. Этот метод устарел и сейчас почти не применяется.
Мощные полупроводниковые приборы
Создание устройств, рассчитанных на высокие напряжение и силу тока, помогло разработать усовершенствованные сварочные аппараты. Регуляторы меняют не только сопротивление.
Рекомендуем к прочтению Как выбрать сварочный светофильтрОни позволяют влиять на значения электричества, улучшать характеристики дуги. В классическом сварочном трансформаторе применяют тиристорные регулирующие приборы.
.jpg)
Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
.jpg)
Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Лучшим вариантом считается нихромовая проволока. Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.

Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
Схема тиристорного и симисторного регулятора тока
Такие элементы использовались в старых сварочных аппаратах. Их встраивали в первичную или вторичную обмотку трансформатора.
Принцип действия приборов таков:
- Управляющий элемент тиристора получает сигнал от регулятора. Это способствует открытию полупроводника. Диапазон длительности сигналов широк.
- Увеличение параметра способствует изменению времени начала полупериода электротока. Из-за этого его средняя сила снижается или повышается.
Главным недостатком схемы является увеличение времени нулевых значений. Дуга укорачивается, гаснет в процессе сварки. Для устранения такого эффекта в цепь включают дроссели.
Рекомендуем к прочтению Как выбрать сварочный бензиновый генератор.jpg)
Способы измерения сварочного тока
Для оценки рабочих параметров аппарата требуются специфические устройства, которые редко применяются в быту.
Токоизмерительные клещи
Самый простой измерительный инструмент. Встраивать его в электрическую цепь не нужно. Силу тока меряют на расстоянии, не касаясь провода. Разводящийся контур инструмента охватывает кабель.
На корпусе расположен переключатель диапазонов измерения, максимальное значение составляет 500 А. Клещи можно использовать в любой ситуации.
Инструмент не воздействует на электрическую цепь аппарата. Он подходит только для измерения переменного тока. В остальных случаях клещи бесполезны.

Амперметр
Встраивание этого прибора в электрическую цепь помогает получать более точные результаты измерений.
При подключении учитывают такие особенности:
- В цепь встраивают не само устройство, а его шунт. Стрелочный указатель подключают к резистору параллельно.
- Шунт имеет собственное сопротивление. Однако замерить его стандартным омметром не получится.
- Для каждого амперметра предназначен резистор своего сопротивления. Чаще всего устройства продаются в комплекте.
- Амперметр не должен реагировать на колебания, возникающие при изменении параметров тока. В противном случае стрелка будет хаотично двигаться при горении дуги.
Дополнительная информация
При сборке регулятора для сварочного агрегата стоит использовать тонкое текстолитовое основание. Это упрощает процесс монтажа. Все электронные компоненты, спирали и проводники нужно изолировать друг от друга.
В противном случае повышается вероятность короткого замыкания. При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.
Как сделать сварочный трансформатор своими руками?
Сварочный аппарат просто обязателен, если вы хотите надежно соединить металлические детали. Ему под силу не только сварка, но и резка металлических заготовок. При этом состав и толщина металла могут быть неограниченными. Существует множество разновидностей сварочного оборудования, но на сегодняшний день особой популярностью пользуются трансформаторные, инверторные и полуавтоматические.
Многие домашние мастера хотели бы заняться сварочным делом для себя или в качестве подработки, но стоимость заводских аппаратов кажется им слишком высокой. Это не удивительно, ведь чтобы приобрести более-менее качественный аппарат вам придется выложить от 100 долларов и до бесконечности. Не все обладают такой возможностью.

В этой ситуации лучше сделать сварочный аппарат самому. Ну а если вы ничего в этом не смыслите, то начните с малого — со сборки трансформатор. Трансформатор — это буквально сердце сварочного аппарата. На этом этапе у многих могут возникнуть бесконечные вопросы: как намотать сварочный трансформатор? Как рассчитать сварочный трансформатор? Как сделать сварочный аппарат? Не беспокойтесь. В этой статье мы расскажем, как сделать сварочный трансформатор своими руками и получить отличную основу для дальнейшего изготовления самодельного аппарата.
Общая информация
Как мы сказали выше, трансформатор — это сердце сварочного аппарата. Он необходим для преобразования поступающего извне напряжения в переменный или постоянный ток, пригодный для сварочных работ. Представляет собой две обмотки (первичную и вторичную), которые связаны индуктивно. Обмотки располагаются на сердечнике, который является магнитопроводом и изготавливается из электротехнической стали.
Не важно, что вы собираете: сварочные трансформаторы для дома или мощный профессиональный аппарат. Он в любом случае должен обеспечить необходимые вам характеристики для выполнения сварки. Обычно при сборке самодельного аппарата наматывают трансформатор, рассчитанный на силу тока около 150-170 Ампер и способный выдержать напряжение около 50 В.
Этих характеристик достаточно для бытового применения. Вы сможете варить практически любые металлы и использовать электроды диаметром до 3 мм. При желании можно варить и «четверкой», но швы не будут такими же качественными. Под больший диаметр электрода нужно собирать более мощный аппарат.
Также при сборке трансформатора учитывайте его габариты. Размер трансформатора увеличится, если вы пожелаете сделать более мощный сварочный аппарат. Соответственно вес и габариты аппарат тоже увеличатся. Если для вас критичен вес и размер сварочника, то мы рекомендуем сделать аппарат с более слабыми характеристиками.
Особенности аппаратов с самодельным трансформатором
Сварочный аппарат из самодельного трансформатора не будет похож на стандартный заводской сварочник из магазина. Вы должны четко осознавать эту особенность. Не думайте, что сможете в домашних условиях собрать аппарат, идентичный заводскому. Это, конечно, возможно, но в таком случае действительно легче купить готовое устройство в магазине и не мучиться.
Обратите внимание
Какие же особенности стоит учитывать? Прежде всего, домашний аппарат на самодельном трансформаторе не сможет каждый раз выдавать одни и те же характеристики, даже если вы их вручную установите. Проще говоря, вы можете установить силу тока в 120 Ампер, а аппарат в большинстве случаев выдаст либо большее, либо меньшее значение. Погрешность будет всегда. В большинстве случаев она не критична, но если вам важно держать все под контролем, то лучше присмотритесь к покупным аппаратам, в которых все сделано по уму.
В домашних условиях трудно сделать точный регулятор, который позволит без погрешностей регулировать параметры сварки. Но если вам нужно сварить теплицу или забор, то не беспокойтесь об этом. Аппарат с самодельным трансформатором подойдет для этих задач. И погрешности не сильно повлияют на результат.
Если вы изготовите трансформатор, работающий на постоянном токе, то он будет существенно дешевле заводского. Но его надежность будет под вопросом, поскольку заводские аппараты оснащаются системой предохранителей, что редко встретишь в самоделках. Тем не менее, благодаря самостоятельно сборке вы можете намотать трансформатор с любыми характеристиками, а значит сделать как мощный, так и слабенький аппарат. Достаточно произвести расчет сварочного трансформатора для вашего аппарата.
Если вы решите использовать самодельный трансформатор для дальнейшей сборки аппарата, то его (и все остальные компоненты) можно поместить на металлический каркас или в корпус от какого-нибудь электроприбора (блок питания от ПК, например). Также вы можете использовать для сборки любые схемы и модернизировать их при конструировании. Но не забудьте проверить все узлы самодельного аппарата (и трансформатора в частности) перед тем как впервые включить устройство в сеть и приступить к сварке.
Это основные особенности, на которые вам нужно обратить внимание. Мы не упоминали необходимость наличия элементарных знаний в области электротехники. Это и так понятно. Но если вы ими не обладаете, то предварительно изучите тему и только затем приступайте к сборке трансформатора.
Трансформатор переменного тока
Самодельный сварочный трансформатор переменного тока — это классический тип трансформатора, который применятся в конструкции трансформаторного сварочного аппарата. Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Тем не менее, трансформатор на «переменке» — это основа трансформатора на «постоянке» (о котором мы расскажем далее), так что вам все равно придется научиться собирать его. И в этом нет ничего сложного.
Выбор проводов для обмотки
Для сборки сварочного трансформатора переменного тока вам необходимы провода для намотки первичной и вторичной обмотки. Также вам нужно сделать так называемый сердечник. Для этого нужна специальная электротехническая сталь, чтобы на этот сердечник уже намотать обмотки.
Определимся с техническими характеристиками, которые должен обеспечить наш трансформатор. Мы в качестве примера возьмем напряжение в 60 В и сварочный максимальный сварочный то от 120 до 160 Ампер. При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.

Но мы рекомендуем использовать провода сечением 7 кв.мм., это оптимальный вариант. При использовании таких проводов ваш самодельный трансформатор не будет бояться перепадов напряжения. Ну а что касается диаметра медной жилы для первичной обмотки, то в данном случае оптимальным вариантом будет значение в 3 мм.
Подбирая провода обратите внимание на их оболочку. Она обязательно должна быть тканевой. Ни в коем случае не полимерной. Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе.
Но учитывайте, что в такой ситуации обмотка увеличиться в размерах и трансформатор будет нуждаться в большем корпусе. Габариты аппарата и его вес так же увеличатся. Вся эта информация применима к первичной обмотке. Для вторичной обмотки можно использовать более толстые провода. Вроде тех, с помощью которых подключается держатель электрода.
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.

Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Трансформатор постоянного тока
Из трансформатора можно собрать не только аппарат переменного тока, но и сварочник на постоянном токе. Соответственно, для этих целей нужно изготовить трансформатор постоянного тока. Такой трансформатор будет полезен для полуавтомата или инвертора. Он позволяет получить стабильную, легко поджигающуюся дугу. Подобному аппарату под силу сварка любых металлов, в том числе нержавеющей стали или чугуна.
Для сборки трансформатора постоянного тока вам понадобится всего 10-15 минут. Поскольку мы будем просто модернизировать трансформатор переменного тока, сделанный ранее. Вам необходимо подключить выпрямитель к вторичной обмотке. Выпрямитель должен быть собран на диодах.
У диодов должно быть нормальное охлаждение и они должны быть рассчитаны на ток с силой около 200 Ампер. Мы рекомендуем использовать диоды типа Д161. Также нам необходимо выровнять ток. Для этого нужно взять два конденсатора С1 и С2. Их основные характеристики должны быть такими: 15000 мкФ, напряжение 50В. Все компоненты собираются по схеме, которую вы можете видеть ниже. L1 — это дроссель, он нужен для регулировки тока. Х4 — это контакты, предназначенные для подключения держака электрода. А х5 — это контакты для подключения массы.
Данная схема сварочного трансформатора проверена временем и отлично себя зарекомендовала. Вполне рабочая схема, при этом очень удобная.
Вместо заключения
Чтобы собрать трансформатор для сварки своими руками не обязательно обладать специфичными навыками. Но желательно иметь хотя бы базовые знания в области электротехники и понимать, как их применить. Если у вас нет этих знаний, то потратьте буквально неделю на изучение темы. В интернете есть множество бесплатных учебников и наглядных видеороликов. После такого краткосрочного самостоятельного обучения вы уже будете больше понимать и сможете попытать свои силы в сборке трансформатора. А после соберете полноценного сварочного аппарат.
Ведь у самодельного аппарата есть множество достоинств. Он экономичный, недорогой, функциональный и ремонтопригодный. Вы сами выбираете, какие детали и какого качества использовать для сборки. Благодаря такой особенности дальнейший ремонт и техническое обслуживание самодельного сварочника не будет проблемой. И уж точно не «влетит в копеечку».
Словом, желаем вам удачи в изучении темы и в сборке самодельного аппарата! Делитесь своим опытом и советами в комментариях ниже. Это будет полезно для многих читателей.
Как сделать регулятор тока для сварочного аппарата своими руками
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.

Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.

В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Схема тиристорного регулятора
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.


Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.

Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Вместо заключения
Регулирование сварочного тока на полуавтомате — это не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными знаниями в области электротехники, то сможете без проблем собрать своими силами регулятор тока для сварочного аппарата на тримисторах, сэкономив на покупке этого прибора в магазине. Самодельные регуляторы особенно важны для домашних мастеров, которые не готовы к дополнительным тратам на оборудование. Расскажите о своем опыте изготовления и использования регулятора тока в комментариях и делитесь этой статьей в своих социальных сетях. Желаем удачи в работе!
Читайте также: