
Электрическая схема дуговой печи
Обновлено: 12.05.2024
Устройство и принцип работы электродуговых печей
Дуговая печь постоянного или переменного тока предназначена для плавки металлов. Перед началом работ или покупкой печи требуется знание основных теоретических моментов.
Содержание:Дуговая электропечь в промышленности начала широко использоваться в середине прошлого века. Конструкция постоянно усовершенствовалась и уже именно дуговые печи вытесняют традиционные мартены и домны со сталелитейного производства.
Кто изобрел?
Дуговая электрическая печь, а именно эффект плавления металла с помощью электрической дуги был впервые показан отечественным ученным Поповым в начале 19 века. Такие опыты показали, что с помощью электродуговой установки можно не только расплавлять металл и стали, но и восстанавливать новые материалы из окислов при нагревании совместно с углеродистыми восстановителями. Эти опыты стали прародителем электрической дуговой сварки.
Но параллельно с Поповым, исследования проводились и зарубежными ученными. Уже 1810 году Дэви Гемфри была показана первая экспериментальная установка горения дуги, а в 1853 была осуществлена попытка построения первой плавильной печи Пишоном. 1878 – год, когда Вильгельмом Сименсом был получен патент на изобретение первой печи, работающей на электродуге. Но первая в мире сталеплавильная дуговая установка появилась только 1899 году. Поэтому, споры кто изобрел это устройство тянутся до наших дней.
Широкое применение в сталеплавильной промышленности таких устройств началось после окончания 2 Мировой войны.Несколько фото электродуговых печей:
Принцип работы

Электрическая печь для плавки металла способна успешно работать на сталелитейном производстве и в домашней мастерской. Принцип работы любой конструкции работающей с использованием электрической дуги разбит на 3 этапа:
- Процесса плавки шихтового материала. На этом этапе, поверхность расплава закрывается пленкой, препятствующей поступлению различных вредных газов. Происходит поглощение фосфора, серы и других химических элементов, влияющих на качество стали и сплавов.
- Окисления металлов. На этом этапе корректируется содержание в металле вредных веществ. Максимальный уровень фосфора или серы, не должен превышать 0,15% от общей массы. Для формирования марки сталей важно обеспечить корректировку содержания в ней азота, водорода. Уровень температуры в печи на этом этапе поддерживается выше предела плавления основного вещества на 120 0 . В качестве окислителя используется кислородный или слой окалины.
- Этапа восстановления. В этот период удаляются серные включения, и структура металла доводится до заданного уровня по содержанию легирующих добавок и углерода.
Это общий принцип работы печей, но в зависимости от вида приборов, печь будет работать по определенной схеме. Разберем этот вопрос подробнее.
Постоянного тока
Электродуговые печи постоянного тока – устройства для использования в литейном деле и металлургической промышленности. С помощью поддержания дуги по центру увеличивается срок службы внутреннего слоя огнеупорных кирпичей в камере нагрева металлов. Такая работа приводит к экономии электроэнергии, повышению уровня производительности печей. Такие устройства состоят:
- наружного корпуса камеры нагрева металлов;
- свода из огнеупорного материала;
- нагревательного электрода, который монтируется в своде;
- в поде камеры установлены 2 электрода;
- три мощных электромагнита для корректировки положения электродуги;
- системы контроля над работой установки. В нее входят термодатчики, термопары и другое оборудование для управления процессом. Термопары устанавливают в верхней полости свода, над верхним пределом расплавленного металла, на минимальном расстоянии в 500 мм;
- блока управления электромагнитами;
- установлен дополнительный источник тока, с напряжением в 24 В.
Электромагниты удерживают дугу на центре камеры. Они устанавливаются так, чтобы угол отклонения по осям не составляло более 120 0 .
Переменного тока
Дуговые печи переменного тока – их принцип действия основан на пронизывающем эффекте переменного магнитного потока, который проходит через замкнутый контур камеры. В нее помещены материалы, которые под действием магнитного поля расплавляются. Внутренняя камера заключена в металлический корпус из жаропрочной стали. Все внутреннее пространство до определенного уровня заполняется расплавленным металлом с легирующими добавками.
Сталь доводится до определенной температуры, проходит все три этапа приведенные выше и после окончания процесса плавки выводится в отдельный канал. При выпуске металла из печи, ток размыкается и расплавленная, готовая сталь сливается в ковши.
Устройство
Дуговая печь с подовым электродом или другой конструкции имеют единый принцип устройства таких агрегатов:
- графитированные электроды для электродуговых печей – 3 шт. их устанавливают в специальные держатели, к которым подключены кабели подводящие электроэнергию;
- корпус печи выполняется цилиндрической формы. Нижняя часть выполнена в виде сферы, в нее укладывается шихта. В пространстве между электродами, после подачи нагрузки, возникает дуга, и плавильный материал постепенно расплавляется и доводится до жидкого состояния. Внутренняя часть пода выкладывается из огнеупорного материала, способного выдерживать длительное воздействие высоких температур;
- наружная часть закрывается при помощи стального корпуса, в плоскостях которого закреплена управляющая автоматика с множеством датчиков и термопар. Модели печей могут дополнительно оснащаться системой водяного охлаждения;
- для слива расплава изготовлен специальный желоб;
- на лицевой стороне выполнены несколько полостей с дверками для контроля над ходом плавки, забора проб для химического анализа готовности и качества стали;
- в корпусе делается несколько полостей для удаления шлаков и добавления легирующих добавок и внесения корректировки в состав стали.

Для нормальной работы потребуется оснастить конструкцию высоковольтным понижающим трансформатором, подключенным к линии ЛЭП, ковшами для слива готовой стали и кранами для загрузки шихты и других добавок. Для обеспечения работы агрегатов устанавливается предохранительная арматура и система аварийного отключения питания, а также блок автоматического управления работой печи.
Такое общее устройство имеет дуговая плавильная печь. Но конструкция может изменяться при разных вариантах печей.
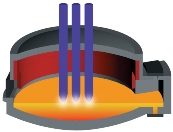
На рисунке указана общая схема электродуговой печи.

Размер электродуговой печи может повлиять на выбор мощности трансформатора, габариты электродов и толщину стен, но общий принцип конструкции остается неизменным.
Размеры электродов подбираются согласно данным установочных документов.
Какие стали можно получить в дуговых печах?
На вопрос, какие стали можно получить в дуговых печах, опытный металлург, не задумываясь, ответит – всевозможные и даже чугун. Даже в сетевых играх «space engineers» и «immersive engineering» вы найдете способы постройки таких печей и производства различных сплавов и сталей. Электродуговые конструкции используются для производства в промышленных и лабораторных или домашних масштабах:
- конструкционной или легированной стали с различными уровнями содержания углерода и легирующих добавок;
- тугоплавких сплавов;
- расплава золота, серебра и других металлов в небольших количествах для ювелирной или домашней мастерской;
- изготовление всех марок чугуна и для переплавки его в легированную сталь;
- высокотемпературные стали используются для выращивания монокристаллов, плавки оптического стекла и волокон.
Производители
Рынок сталеплавильной электродуговой техники завален предложениями о поддельных, кустарных моделях по низкой цене. Поэтому планируя покупку, найдите в интернете сайт производителей подобной техники и закажите печи напрямую или через официальных дилеров. Покупая агрегаты у непроверенного продавца, вы рискуете приобрести некачественную и недолговечную конструкцию, пускай и за небольшие деньги.
Приведем краткий список компаний производителей электродуговых печей:
Цены указывать нет смысла, они очень быстро меняются. Поэтому, советуем обратиться к производителям напрямую и узнать стоимость на интересующую вас технику.
Особенности эксплуатации
Работа на таких печах в первую очередь требует соблюдения правил ТБ и охраны труда. Весь цикл работ выполняется в несколько основных этапов:
- В первую очередь перед началом работ осматривается состояние огнеупорных кирпичей на своде и поде печи. Все пострадавшие или поврежденные участки ремонтируются. Обязательна проверка исправности системы вентиляции и водяного охлаждения.
- Завалка шихты. Для завалки современных производственных установок используется верхняя система с помощью загрузочных бадей или специальной завалочной машины с ковшом. Такую технику применяют для внесения легирующих добавок или необходимых компонентов для корректировки состава металла в период плавки. На дно пода укладывается мелкий лом, так удается избежать повреждения огнеупорных кирпичей при выполнении этой операции.
- Для раннего образования шлака и защиты ванны от вредных газов в состав шихты добавляется 2% извести от весы полной загрузки камеры.
- Печь закрывается сводом с электродами и на них подается питание.
- На этапе выполнения плавки стали может произойти внезапная поломка одного или нескольких электродов. В основном это происходит при недостаточной проходимости электрического тока, при несоблюдении минимального зазора от кончика электрода до верхней кромки шихты.
- Регулировка мощности и скорости плавления осуществляется, если изменить положение нагревательного элемента. Тогда изменяется длина электрической дуги. Изменяется нагрузка и при повышении или понижении величины нагрузки поступающего тока.
- Шихта расплавилась, образовался слой шлаков и расплава металла. Шлак удаляется по специальному каналу на протяжении всего периода работы печи. Это способствует удалению вредных веществ из состава стали. Для этого слой шлака вспенивают с помощью углеродосодержащих материалов, которые прерывают работу электрической дуги.
- Периодически проводится забор пробы и проведение лабораторного анализа по составу и готовности стали. В домашних условиях эту операцию придется выполнять на глаз. При необходимости можно визуально контролировать ход работы через специальную полость, которая может служить и как леток для добавления и корректировки качества стали или других видов металлов или сплавов.
- После готовности материала, его выводят через специальные каналы в стальной ковш или выпуск производится при наклоне корпуса печи.
- После окончания работ выключается питание. Работа и производство одной закладки шихты окончена. Поверхности очищаются от налета и дефектов после остывания печи и только после этого можно производить следующую плавку.
Такая работа должна выполняться на любом предприятии, независимо от размера или объема печи.
Электрооборудование дуговых сталеплавильных печей

Основное назначение дуговых печей – плавка металлов и сплавов. Существуют дуговые печи прямого и косвенного нагрева. В дуговых печах прямого нагрева дуга горит между электродов и расплавленным металлом. В дуговых печах косвенного нагрева – между двумя электродами. Наибольшее распространение получили дуговые печи прямого нагрева, применяемые для плавки черных и тугоплавких металлов. Дуговые печи косвенного нагрева применяются для плавки цветных металлов и иногда чугунов.
Дуговая печь представляет собой футерованный кожух, закрытый сводом, сквозь отверстие в своде внутрь опущены электроды, которые зажаты в электрододержателях, которые соединены с направляющими. Плавление шихты и обработка металла ведется за счет тепла электрических дуг, горящих между шихтой и электродами.
Для поддержания дуги подается напряжение от 120 до 600 В и ток 10-15 кА. Меньшие значения напряжений и токов относятся к печам емкостью 12 тонн и мощностью 50000 кВА.
Конструкция дуговой печи предусматривает слив металла через сливной насос. Скачивание шлака осуществляется через рабочее окно, вырезанное в кожухе.
Дуговая сталеплавильная печь: 1 – стальной кожух; 2 – огнеупорная футеровка; 3 – свод печи; 4 – электроды; 5 – механизм подъема электродов; 6 – дуга
Технологический процесс плавки металла в дуговой печи
Обработка загруженной в дуговую печь твердой шихты начинается со стадии расплавления, на этой стадии в печи зажигается дуга и начинается расплавление шихты под электроды. По мере расплавления шихты электрод спускается вниз, образуя колодцы для ускорения. Особенностью стадии расплавления является неспокойное горение электрической дуги. Низкая устойчивость дуги объясняется низкой температурой в печи.
Переход дуги с одной шихты на другие, а также многочисленное обрывание дуги эксплуатационными короткими замыканиями, которые вызываются обвалами и перемещениями проводящих кусков шихты. Другие стадии обработки металла находятся в жидком состоянии и характеризуются спокойным горением дуг. Однако требуется широкий диапазон оперативного регулирование и высокая точность поддержания мощности, вводимой в печь. Регулирование мощности обеспечивает требуемый ход металлургической реакции.
Рассмотренные особенности технологического процесса требуют от дуговой печи:
1) Способности быстро реагировать на эксплуатационные короткие замыкания и обрывы дуги, быстро восстанавливать нормальный электрический режим, ограничивать до допустимых пределов токи эксплуатационных замыканий.
2) Гибкость управления мощностью, вводимой в печь.
Электрооборудование дуговых печей

Установка дуговой печи включает в свой состав, кроме собственно печи и ее механизмов с электро- или гидроприводом, также комплектующее электрооборудование: печной трансформатор, токопроводы от трансформатора к электродам дуговой печи — так называемую короткую сеть, распределительное устройство (РУ) на стороне высшего напряжения трансформатора с печными выключателями; регулятор мощности; щиты и пульты управления, контроля и сигнализации; программирующее устройство для управления режимом работы печи и др.
Установки дуговых печей — крупные потребители электроэнергии, их единичные мощности измеряются тысячами и десятками тысяч киловатт. Расход электроэнергии на расплавление тонны твердой завалки достигает 400—600 кВг-ч. Поэтому питание печей производится от сетей 6, 10 и 35 кВ через понизительные печные трансформаторы (максимальные значения вторичного линейного напряжения трансформаторов лежат обычно в пределах до 320 В у печей малой и средней емкости и до 510 В у крупных печей).

В этой связи для установок печей характерно наличие специальной печной подстанции с трансформатором и РУ. В новых установках применяются шкафы комплектных распределительных устройств (КРУ), выполненных по унифицированным схемам. Печные подстанции располагают в непосредственной близости от печей. Щиты и пульты управления для установок дуговых сталеплавильных печей емкостью до 12 т размещают в пределах печной подстанции с обслуживанием пультов из цеха (с рабочей площадки). Для более крупных печей могут предусматриваться отдельные пультовые помещения с удобным, обзором рабочих окон печей.
Электрические дуговые печи потребляют значительные токи, измеряемые тысячами и десятками тысяч ампер. Такие токи создают большие падения напряжения даже на малых активных и индуктивных сопротивлениях цепей питания электродов. Вследствие этого печной трансформатор размещают в непосредственной близости от печи в специальной печной подстанции. Цепи, соединяющие печной трансформатор и электроды печи и имеющие малую длину и сложную конструкцию называют короткой сетью.

Короткая сеть дуговой печи состоит из ошиновки в трансформаторной камере, гибкой кабельной гирлянды, трубошин, электрододержателя и электрода, перемещающихся вместе с кареткой. На дуговых печах емкостью до 10 т используют схему «звезда на электродах», когда вторичные обмотки печного трансформатора соединены в треугольник на выходе из камеры. Другие схемы короткой сети, позволяющие уменьшить ее реактивное сопротивление, применяют на более мощных печах.
В электроприводах механизмов печи применяют обычно асинхронные двигатели с короткозамкнутым ротором напряжением 380 В на мощности от 1—2 кВт в небольших печах до 20—30 кВт в более крупных печах. Двигатели приводов перемещения электродов — постоянного тока с питанием от электромашинных или магнитных усилителей, а также от тиристорных преобразователей. Эти приводы входят в состав самостоятельного агрегата — регулятора мощности печи.

В печах емкостью более 20 т с целью увеличения производительности и облегчения труда сталеваров предусматриваются устройства для перемешивания жидкой ванны металла, основанные на принципе бегущего магнитного поля. Под днищем печи из немагнитного материала размещается статор с двумя обмотками, токи которых- сдвинуты по фазе на 90°. Создаваемое статорными обмотками бегущее поле приводит в движение слои металла. При переключении обмоток возможно изменение направления движения металла. Частота тока в статоре перемешивающего устройства от 0,3 до 1,1 Гц. Питание устройства производится от электромашинного преобразователя частоты.
Двигатели, обслуживающие механизмы дуговых печей, работают тяжелых условиях (пыльная среда, близкое расположение сильно нагретых конструкций печи), поэтому они имеют закрытое исполнение с теплостойкой изоляцией (краново-металлургических серий).
Печные трансформаторные агрегаты

В установках дуговых печей используются специально предназначенные для них трехфазные- масляные трансформаторы. Мощность печного трансформатора является после емкости вторым важнейшим параметром дуговой печи и определяет длительность расплавления металла, что в значительной степени сказывается на производительности печи. Полное время плавки стали в дуговой печи составляет до 1—1,5 ч для печей емкостью до 10 т и до 2,5 ч для печей емкостью до 40 т.
Напряжение на дуговой печи в ходе плавки требуется изменять в довольно широких пределах. На первом этапе плавки, когда происходит расплавление скрапа, в печь должна вводиться максимальная мощность, чтобы ускорить этот процесс. Но при холодной шихте дуга неустойчива. Поэтому для увеличения мощности необходимо повышать напряжение. Продолжительность этапа расплавления составляет 50% и более от общего времени плавки, при этом потребляется 60—80% электроэнергии. На втором и третьем этапах — при окислении и рафинировании жидкого металла (удалении вредных примесей и выжигании лишнего углерода) дуга горит спокойнее, температура в печи выше, длина дуги увеличивается.
Во избежание преждевременного выхода из строя футеровки печи дугу укорачивают, снижая напряжение. Кроме того, для печей, в которых могут выплавляться разные марки металла, соответственно изменяются условия плавки, а значит, и требуемые напряжения.

Для обеспечения возможности регулирования напряжения дуговых печей питающие их трансформаторы выполняют с несколькими ступенями низкого напряжения, обычно с переключением отпаек обмотки высокого напряжения (12 ступеней и более). Трансформаторы мощностью до 10000 кВ-А снабжены переключающим устройством ПБВ. Более мощные трансформаторы имеют переключающее устройство РПН. Для небольших печей применяют две — четыре ступени, а также простейший способ регулирования напряжения — переключение обмотки высокого напряжения (ВН) с треугольника на звезду.
Для обеспечения устойчивого горения дуги переменного тока и ограничения толчков тока при коротких замыканиях между электродом и шихтой 2—3-кратным значением номинального тока электрода общее относительное реактивное сопротивление установки должно составлять 30—40%. Реактивное сопротивление печных трансформаторов равно 6—10%, сопротивление короткой сети для малых печей 5—10%. Поэтому со стороны ВН трансформатора для печей емкостью до 40 т предусматривают предвключенный реактор с сопротивлением около 15—25%, входящий в комплект трансформаторного агрегата. Реактор выполнен как дроссель с ненасыщающимся сердечником.

Все трансформаторы для питания дуговых печей снабжают газовой защитой. Газовая защита, как основная защита печного трансформатора, выполнена двухступенчатой: первая ступень воздействует на сигнал, вторая отключает установку.
Автоматическое регулирование мощности дуговых печей. Для обеспечения нормальной и высокопроизводительной работы дуговые печи оборудуются автоматическими регуляторами мощности (АР), которые осуществляют поддержание постоянства заданной мощности электрической дуги. Работа автоматического регулятора мощности дуговой печи основана на изменении положения электродов относительно загрузки — в дуговых печах прямого нагрева или относительно друг друга в дуговых печах косвенного нагрева, т. е. в обоих случаях используется регулирование длины дуги. Испонительными устройствами чаще всего являются электродвигатели.
Регулирование электрических режимов дуговой электрической печи

Рассмотрение конструкций позволяет показать на возможные способы регулирования её электрического режима:
1) Изменение подводимого напряжения.
2) Изменение сопротивления дуги, т.е. изменение ее длины.
В современных установках используются оба способа. Грубая регулировка режима осуществляется переключением ступеней вторичного напряжения трансформатора, точное – с помощью механизма перемещения. Управление механизмами перемещения электродов осуществляется с помощью использования автоматических регуляторов мощности (АРМ).
АРМ дуговых печей должны обеспечивать:
1) Автоматическое зажигание дуг
2) Автоматическое устранение обрывов дуги и эксплуатационного короткого замыкания.
3) Быстродействие около 3 секунд при устранении обрывов дуги эксплутационного короткого замыкания
4) Апериодический характер процесса регулирования
5) Возможность плавно изменять мощность, вводимую в печь, в пределах от 20-125% от номинальной и поддерживать ее с точностью 5%.
6) Остановка электродов при исчезновении напряжения питания.
Апериодический характер процесса регулирования необходим, чтобы исключить опускание электродов жидкий металл, что может науглеродить его и испортить плавку, а также исключить поломку электродов при контакте их с твердой шихтой. Выполнение этого требования обеспечивает защиту от перечисленных выше режимов при аварийном или рабочем отключении печи.
Дуговые сталеплавильные печи как потребители электроэнергии

Дуговые сталеплавильные печи являются мощным и неприятным потребителем для энергосистемы. Она работает с низким коэффициентом мощности = 0,7 – 0,8, потребляемая из сети мощность меняется в течение плавки, а эл. режим характеризуется частыми толчками тока, вплоть до обрыва дуги эксплуатационных коротких замыканиях. Дуги генерируют высокочастотные гармоники, нежелательные для других потребителей и вызывающие дополнительные потери в питающей сети.
Для повышения коэффициента мощности можно включать конденсаторы на шины главной питающей подстанции, питающие группы печей, т.к. при толчках тока реактивная мощность колеблется в больших пределах, необходимо обеспечить возможность быстрой смены этой емкости. Для такого регулирования можно использовать высоковольтные тиристорные ключи, управляемые схемой поддержания КМ близким к 1. Для борьбы с высшими гармониками используются фильтры, настроенные на наиболее интенсивные гармоники.
Широко применяется выделение печных подстанций на самостоятельное питание, связанное с другими потребителями на напряжение 110, 220 кВ. В этом случае искажение кривых тока и напряжения у других потребителей удается удержать в допустимых пределах.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Схемы индукционных печей

Схема индукционной канальной печи
Почти все конструкции промышленных индукционных канальных печей выполняются с отъемными индукционными единицами. Индукционная единица представляет собой электропечной трансформатор с футерованным каналом для размещения расплавленного металла. Индукционная единица состоит из следующих элементов, кожуха, магнитопровода, футеровки, индуктора.
Индукционные единицы выполняются как однофазными, так и двухфазными (сдвоенными) с одним или двумя каналами на один индуктор. Индукционная единица подключается ко вторичной стороне (стороне НН) электропечного трансформатора с помощью контакторов, имеющих дугогасящие устройства. Иногда включаются два контактора с параллельно работающими силовыми контактами в главной цепи.
На рис. 1 приведена схема питания однофазной индукционной единицы канальной печи. Реле максимального тока РМ1 и РМ2 служат для контроля и отключения печи при перегрузках и коротких замыканиях.
Трехфазные трансформаторы используются для питания трехфазных или двухфазных печей, имеющих либо общий трехфазный магнитопровод, либо два или три отдельных магнитопровода стержневого типа.
Для питания печи в период рафинирования металла и для поддержания режима холостого хода служат автотрансформаторы для более точного регулирования мощности в период доводки металла до нужного химического состава (при спокойном, без бурления, режиме расплавления), а также для начальных пусков печи при первых плавках, которые проводятся при малом объеме металла в ванне для обеспечения постепенной сушки и спекания футеровки. Мощность автотрансформатора выбирают в пределах 25—30% мощности основного трансформатора.
Для контроля температуры воды и воздуха, охлаждающих индуктор и кожух индукционной единицы, устанавливают электроконтактные термометры, выдающие сигнал при превышении температуры свыше допустимой. Питание печи автоматически отключается при повороте печи для слива металла. Для контроля положения печи служат конечные выключатели, сблокированные с приводом электропечи. У печей и миксеров непрерывного действия при сливе металла и загрузке новых порций шихты отключение индукционных единиц не производится.
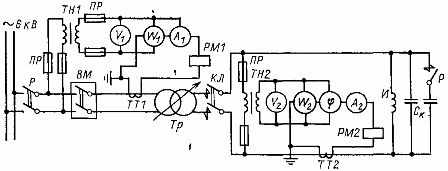
Рис. 1. Принципиальная схема питания индукционной единицы канальной печи: ВМ — выключатель мощности, КЛ — контактор, Тр — трансформатор, С — конденсаторная батарея, И — индуктор, ТН1, ТН2 — трансформаторы напряжения, 777, ТТ2 — трансформаторы тока, Р — разъединитель, ПР — предохранители, РМ1, РМ2 — реле максимального тока.
Для обеспечения надежного питания при эксплуатации и в аварийных случаях приводные двигатели механизмов наклона индукционной печи, вентилятора, привод загрузочно-разгрузочных устройств и системы управления питаются от отдельного трансформатора собственных нужд.
Схема индукционной тигельной печи
Промышленные индукционные тигельные печи емкостью более 2 т и мощностью свыше 1000 кВт питаются от трехфазных понижающих трансформаторов с регулированием вторичного напряжения под нагрузкой, подключаемых к высоковольтной сети промышленной частоты.
Печи выполняют однофазными, и для обеспечений равномерной нагрузки фаз сети в цепь вторичного напряжения подключают симметрирующее устройство, состоящее из реактора L с регулированием индуктивности методом изменения воздушного зазора в магнитной цепи и конденсаторной батареи Сс, подключаемых с индуктором по схеме треугольника (см. АРИС на рис. 2). Силовые трансформаторы мощностью 1000, 2500 и 6300 кВ-А имеют 9 - 23 ступени вторичного напряжения с автоматическим регулированием мощности на желаемом уровне.
Печи меньших емкости и мощности питаются от однофазных трансформаторов мощностью 400 - 2500 кВ-А, при потребляемой мощности свыше 1000 кВт также устанавливают симметрирующие устройства, но на стороне ВН силового трансформатора. При меньшей мощности печи и питании от высоковольтной сети 6 или 10 кВ можно отказаться от симметрирующего устройства, если колебания напряжения при включении и выключении печи будут находиться в допустимых пределах.
На рис. 2 приведена схема питания индукционной печи промышленной частоты. Печи снабжаются регуляторами электрического режима АРИР, которые в заданных пределах обеспечивают поддержание напряжения, мощности Рп и cosфи путем изменения числа ступеней напряжения силового трансформатора и подключения дополнительных секций конденсаторной батареи. Регуляторы и измерительная аппаратура размещены в шкафах управления.
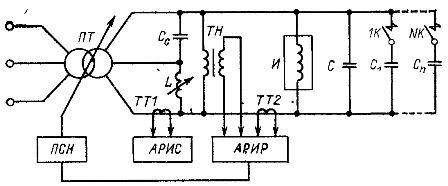
Рис. 2. Схема питания индукционной тигельной печи от силового трансформатора с симметрирующим устройством и регуляторами режима печи: ПСН — переключатель ступеней напряжения, С — симметрирующая емкость, L — реактор симметрирующего устройства, С-Ст - компенсирующая конденсаторная батарея, И — индуктор печи, АРИС — регулятор симметрирующего устройства, АРИР — регулятор режима, 1K—NK — контакторы управления емкостью батареи, ТТ1, ТТ2 — трансформаторы тока.
На рис. 3 приведена принципиальная схема питания индукционных тигельных печей от машинного преобразователя средней частоты. Печи оснащены автоматическими регуляторами электрического режима, системой сигнализации «проедания» тигля (для высокотемпературных печей), а также сигнализацией о нарушении охлаждения в водоохлаждаемых элементах установки.
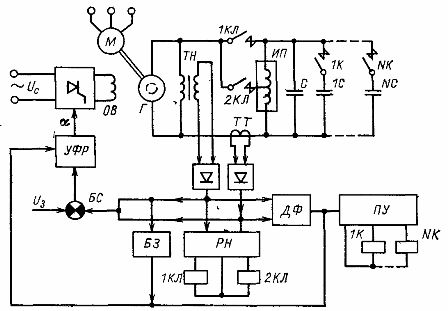
Рис. 3. Схема питания индукционной тигельной печи от машинного преобразователя средней частоты со структурной схемой автоматического регулирования режима плавки: М — приводной двигатель, Г —генератор средней частоты, 1K—NK — магнитные пускатели, ТИ — трансформатор напряжения, ТТ — трансформатор тока, ИП — индукционная печь, С — конденсаторы, ДФ — датчик фазы, ПУ — переключающее устройство, УФР — усилитель-фазорегулятор, 1КЛ, 2КЛ — линейные контакторы, БС — блок сравнения, БЗ — блок защиты, ОВ — обмотка возбуждения, РН — регулятор напряжения.
Схема индукционной закалочной установки
На рис. 4 приведена принципиальная электрическая схема питания индукционного закалочного станка от машинного преобразователя частоты. Помимо источника питания М—Г схема включает в себя силовой контактор К, закалочный трансформатор ТрЗ, на вторичную обмотку которого включен индуктор И, компенсирующую конденсаторную батарею Ск, трансформаторы напряжения и тока ТН и 1TT, 2ТТ, измерительные приборы (вольтметр V, ваттметр W, фазометр) и амперметры тока генератора и тока возбуждения, а также реле максимального тока 1РМ, 2РМ для защиты источника питания от коротких замыканий и перегрузок.
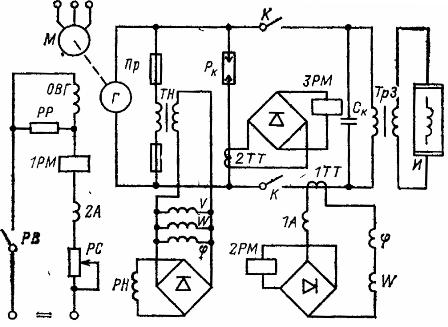
Рис. 4. Принципиальная электрическая схема индукционной закалочной установки: М —приводной двигатель, Г — генератор, ТН, ТТ — трансформаторы напряжения и тока, К — контактор, 1PM, 2РМ, ЗРМ — реле тока, Рк — разрядник, А, V, W — измерительные приборы, ТрЗ — закалочный трансформатор, OВГ —обмотка возбуждения генератора, РР — разрядный резистор, РВ — контакты реле возбуждения, PC — регулируемое сопротивление.
Для питания старых индукционных установок для термообработки деталей используют электромашинные преобразователи частоты — приводной двигатель синхронного или асинхронного типа и генератор средней частоты индукторного типа, в новых индукционных установках - статические преобразователи частоты.
Схема промышленного тиристорного преобразователя частоты для питания индукционной закалочной установки показана на рис. 5. Схема тиристорного преобразователя частоты состоит из выпрямителя, блока дросселей, преобразователя (инвертора), цепей контроля и вспомогательных узлов (реакторов, теплообменников и пр.). По способу возбуждения инверторы выполняются с независимым возбуждением (от задающего генератора) и с самовозбуждением.
Тиристорные преобразователи могут устойчиво работать как с изменением частоты в широком диапазоне (при самонастраивающемся колебательном контуре в соответствии с изменяющимися параметрами нагрузки), так и при неизменной частоте с широким диапазоном изменения параметров нагрузки в связи с изменением активного сопротивления нагреваемого металла и его магнитных свойств (для ферромагнитных деталей).
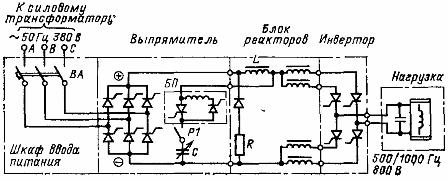
Рис. 5. Принципиальная схема силовых цепей тиристорного преобразователя типа ТПЧ-800-1: L — сглаживающий реактор, БП — блок пуска, ВА — выключатель автоматический .
Преимуществами тиристорных преобразователей являются отсутствие вращающихся масс, малые нагрузки на фундамент и малое влияние коэффициента использования мощности на снижение КПД, КПД составляет 92 - 94% при полной нагрузке, а при 0,25 снижается только на 1 - 2%. Кроме того, поскольку частота может быть легко изменена в определенном диапазоне, нет необходимости регулирования емкости для компенсации реактивной мощности колебательного контура.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Электрооборудование шахтной электропечи сопротивления СШОД
Электропечь шахтная лабораторная косвенного нагрева СШОД-1.1,6/12-МЗ-У4.2 предназначена для плавки и термообработки различных материалов при температуре до 1100°С в стационарных лабораториях. Печь имеет следующие параметры:
мощность, потребляемая при разогреве - 2,5 кВт;
мощность, потребляемая для поддержания рабочей температуры - 1,5 кВт;
номинальная рабочая температура - 1100 °С;
время разогрева до номинальной рабочей температуры незагруженной печи -150 мин;
неравномерность температуры в рабочем пространстве при номинальной температуре незагруженной печи - 5 °С;
точность автоматического регулирования при номинальной температуре - 2 °С.
Электропечь сопротивления СШОД-1.1,6/12-МЗ-У4.2 представляет собой прямоугольный корпус, выполненной из тонколистовой стали, в котором размещены камера нагрева и блок управления (рис. 1).

Рис. 1. Конструкция электропечи
Нагреватель выполнен в виде керамической трубы, на которой высокоглиноземной обмазкой закреплена проволока из сплава с высоким удельным сопротивлением. Внутренняя поверхность трубы нагревателя образует рабочее пространство электропечи.
Блок управления электропечи служит для автоматического поддержания заданной температуры с точностью, указанной в технической характеристике.
Элементы блока управления - регулирующий милливольтметр 5, электронная приставка, тиристор, сигнальная лампа 6 и выключатель расположены на передней панели 8, которая крепится на боковых стенках корпуса камеры нагрева четырьмя винтами 9. Для уменьшения тепловых потерь через отверстие рабочей камеры последнее закрывается крышкой 10.
Функциональная схема электропечи приведена на рис. 2.
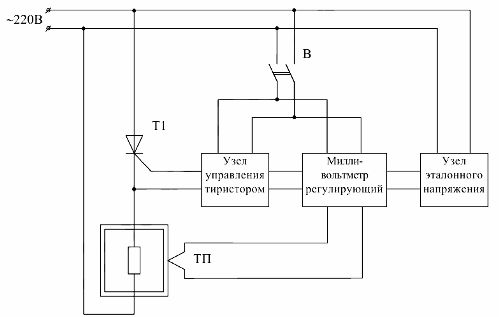
Рис. 2. Функциональная схема шахтной лабораторной печи
К шинам питания непосредственно или через выключатель подключены: электропечь последовательно с тиристором, узел управления тиристором, регулирующий милливольтметр и узел эталонного напряжения.
Тиристор выполняет функцию бесконтактного выключателя. Измерение и регулирование температуры осуществляется посредством термопары Тп и регулирующего милливольтметра.
Узел управления тиристором предназначен для выработки управляющих сигналов, поступавших в цепь управления тиристора по командам от регулирующего милливольтметра.
Узел эталонного напряжения служит для выработка эталонного напряжения, необходимого для работы регулирующего милливольтметра.
Принципиальная схема шахтной лабораторной печи
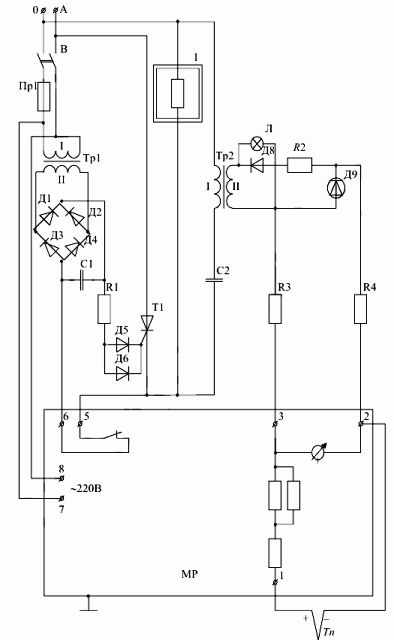
Рис. 3. Схема электрическая принципиальная электропечи сопротивления СШОД-1.1-1,6/12-М3-У4.2
Электропечь 1 через тиристор Т1 подключена непосредственно к входным шинам источника питания напряжением 220 В. Узел управления тиристором выполнен на основе трансформатора Tp1, выпрямительного моста на диодах Д1-Д4, конденсатора С1, резистора R1 и диодов Д5, Д6.
Регулирующий милливольтметр состоит из собственно милливольтметра, включенного в диагональ моста, образованного термопарой Тп, резисторами R2-R7 и узлом эталонного напряжения. К зажимам 5, 6 подключены размыкающие контакты, установленные на механизме задания температуры. Эти контакты размыкаются упором, связанным со стрелкой милливольтметра.
Узел эталонного напряжения выполнен на трансформаторе Тр2, в первичную обмотку которого включен токоограничивающий конденсатор С2, а во вторичную - выпрямитель на диоде Д8. Резистор R2 является токоограничивающим и служит для задания рабочей точки стабилитрона Д9. Напряжение, снимаемое со стабилитрона, является выходным для узла эталонного напряжения.
Работа схемы шахтной лабораторной электропечи сопротивления
При выключенном выключателе В (см. рис. 3) на зажимы печи подается напряжение 220 В. Указатель заданной температуры устанавливают на требуемое значение. Тиристор Т1 заперт, так как в цепи его управляющего электрода не протекает ток. Нагрев печи не происходит.
При включении выключателя В тиристор отпирается, так как через его управляющий электрод начинает протекать ток по цепи: катоды диодов Д1, Д3 - резистор R1 - диоды Д5, Д6 - управляющий электрод тиристора Т1 - катод тиристора Т1 - размыкающий контакт регулирующего милливольтметра - аноды диодов Д2, Д4. Электропечь начинает нагреваться.
В момент времени t1 размыкающий контакт регулирующего милливольтметра разрывает цель управляющего электрода тиристора Т1. Тиристор запирается, и печь отключается. Температура начинает понижаться. В момент времени t2 электропечь включается, и ее температура начинает повышаться. В результате температура электропечи колеблется около заданного значения, как это показано на рис. 4.
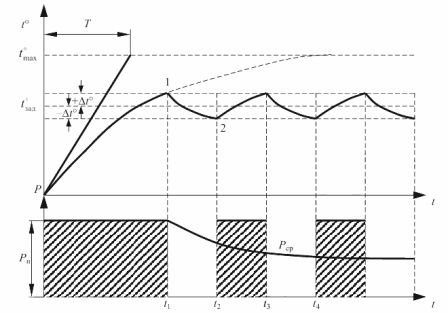
Рис. 4. Зависимости температуры и потребляемой мощности электропечи во времени
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Читайте также: