
Зачем нужно снимать фаску на канализационных трубах
Обновлено: 08.07.2024
Новичкам на заметку. Вдруг вы не знаете. Как резать канализационную трубу. Показываю нюансы
Да что там уметь? Режешь чем попало и все, так думают простые обыватели. Но не все так просто. Есть мелочи о которых не стоит забывать.
Для того чтоб ровно отрезать трубу, если вы не куда не торопитесь и у вас мало опыта, то настоятельно рекомендую использовать малярный скотч.
Наносите его по окружности, ровнёхонько и по этой полосе ориентируетесь.
Берете любой режущий инструмент. Это может быть ножовка по дереву, а лучше по металлу.
Для этих целей я иногда использую реноватор , обычно в труднодоступных местах:
Но основной инструмент для резки, это аккумуляторная болгарка, ушм.
Ею отрезать ровно, не проблема, если делать как сказано выше.
Но что же делать дальше? Сразу соединять? НЕТ. Следует провести кое какие манипуляции прежде чем стыковать отрезанную трубу. Необходимо провести зачистку и создание наружного конуса, торца трубы.
Конусный торец в канализационной трубе необходим для легкого входа патрубков в ответную часть фитинга и предотвращения соскальзывания (заминания) уплотнительной прокладки с посадочного места.
Первый способ это снятие внешнего слоя, торца трубы под углом с помошью ножа.
Второй способ это стирания с помощью БЕТОНой поверхности!
Для этого требуется торец трубы, потереть под углом об бетон, ЧТОБ ПОЛУЧИЛСЯ КОНУС.
Важная информация
При резке трубы любым инструментом, необходимо убирать заусенцы внутри трубы.
Делается это обычным ножом. Если упустить этот момент, то вероятность засоров в канализации многократно возрастает, из-за цепляющихся волосинных покровов смытых в канализацию, обязательно учитываете этот нюанс!
Как снимать фаску у мп труб и надо ли вообще?
Собираюсь поменять трубы на металлопластиковые трубы (фитинги с разрезным кольцом). Друг дал спец. ножницы для резки труб и кусок круглого алюминиевого стержня. Ну с ножницами все понятно. Режут. А вот дальше. Он мне сказал, что просто стержень в трубу вставить и довести форму трубы до круглой, перед тем как в фитинг пихать. Видел, что слесарь местный вообще эту операцию проделывает рукояткой газового ключа. Я слышал, что еще там как-то нужно фаску снимать, хотя у нас никто не снимает. Но все же для себя делаю. Действительно ли надо снимать фаску, и если надо, расскажите пожалуйста чем можно сделать из подручных средств? Ну и как ее вообще снимать, поподробнее, сколько примерно мм, у всех слоев или только у внутреннего пластика до алюминия?
Фаскосниматели для труб: конструктивные особенности и правила использования
Чтобы обеспечить герметичное соединение трубам, а также долговечность и целостность конструкции в целом, в работе используются различные изделия и материалы. Наряду с ними, для подготовки элементов системы к монтажу применяются разного рода приспособления и инструменты. К категории подобной продукции стоит отнести фаскосниматели для труб.


Устройство и предназначение
Качественная сварка труб в системе играет огромную роль, поскольку влияет на надежность коммуникаций и срок службы всей конструкции. Единожды выполнив работу с учетом всех требований, можно снизить риск прорыва газопровода или водопровода, для ликвидации которого потребуются серьезные затраты. Однако для металлических труб, чей диаметр составляет более 3 мм, выполнить надежное соединение бывает довольно сложно, а изделия с диаметром 530 мм или же 20 мм часто используются для различных коммуникаций.
Чтобы решить проблему подобного рода, специалисты используют специальный метод обработки элементов системы, будь то металлические, пластиковые или другие изделия. Суть работы с трубами заключается в использовании приспособления для зачистки, которое позволяет снять с элемента фаску под сварку. Для данных работ применяется фаскосъемный станок или как его еще называют фаскорез.


Назначением такого инструмента является снятие с торцов труб фаски с внутренней и наружной стороны, благодаря чему можно подготовить изделие к дальнейшей работе, сняв возможные заусенцы, которые могли возникнуть после резки или какой-либо другой механической обработки.
Именно фаскосниматели представляют собой основной инструмент для подготовительных работ с пластиковыми, медными, стальными, полипропиленовыми, металлопластиковыми трубами, которые повсеместно используются для обустройства трубопровода различного назначения, например, водоснабжения, канализации, системы отопления и всевозможных строительно-монтажных работ по обеспечению строений жилого и общественного назначения обязательными коммуникациями



Почти все разновидности кромкорезов выполняют обработку изделия очень быстро, за один прогон по ширине можно снять намеченный слой кромки и полностью подготовить рабочее основание для будущего сварочного шва. По окончании манипуляций с трубой ее основание становится гладким, без различных дефектов.
Кроме того, при выборе способа соединения труб при помощи фитингов лучшего инструмента для обработки, чем фаскосниматель, найти сложно. Подготовка фаски дает возможность изделиям герметично и легко стыковаться при сохранении всех внутренних уплотнителей, гарантирующих хорошее соединение стыков изделий.
Принимая во внимание конструктивные особенности инструмента, стоит отметить, что он состоит из корпуса, который в зависимости от модели может быть выполнен из разных материалов, а также роликового режущего механизма, за счет которого выполняется снятие фаски под углом.


Кроме того, приборы в своей комплектации имеют ряд вспомогательных элементов:
- специализированные самоцентрирующиеся зажимы;
- центратор со сменными кулачками;
- микрометрические винты и резцы из стали;
- исходя из разновидности – с пневматическим приводом либо электроприводом.




Резцы являются главными составляющими фаскореза, обеспечивающими разделку кромок.
Специалисты выделяют два основных типа резцов, используемых в аппаратах:
- фасонные элементы, предназначенные для внутренних, наружных и торцевых оснований, которые отличаются сложной геометрией;
- торцевые элементы – их сфера применения состоит в обслуживании простых по форме деталей.


Сменные режущие составляющие фаскоснимателей для труб дают возможность аппарату выполнять фаски под разными углами:
- плоские виды резцов обрабатывают кромку под углом 0°C;
- конические элементы могут работать под углом 15°C, 30°C, 35°C, 37,5°C, 60°C;
- внутренние конические – 15°C.



Машины для обработки металлических изделий, фаскосниматель для труб ПНД, а также изделий из другого сырья, имеют возможность работать с деталями, имеющими разные диаметры и толщину. Устройства, которые используются в производственной сфере, часто имеют возможность цветовой разметки, что исключает риск ошибок оператора при работе с прибором.
Существуют разновидности кромкорезов для труб, которые имеют ударопрочную предохранительную гильзу, могут одновременно выполнять торцевание, калибрование, нарезку фаски и снятие заусенцев на изделиях. В некоторых случаях, когда не требуется максимального соответствия определенным размерам, в роли фаскоснимателя используются зенковки.


Достоинства и недостатки
Для того чтобы работа сварщика была выполнена на высоком уровне, кроме квалифицированного персонала, существует необходимость в качественном и полностью подготовленном к работе материале. Для снятия фаски с трубы в некоторых случаях используют углошлифовальные машины, однако этот процесс занимает довольно много времени и является трудозатратным мероприятием.
Именно поэтому в бытовой и промышленной сфере получили широкое распространение фаскосниматели, которые с положительной стороны зарекомендовали себя в ходе выполнения поставленных задач.


Востребованность устройств объясняется присущими им преимуществами.
Среди них стоит выделить следующие моменты:
- устройства просты в управлении и выполнении поставленных задач;
- большая часть продукции отличается мобильностью и эргономичностью;
- благодаря работе с фаскоснимателями появляется возможность торцевания и образования широкой фаски;
- аппараты успешно справляются с обработкой торцевых частей стальных изделий, которые отличаются большими объемами;


- устройства отличаются высокой скоростью работы и регулирования настроек – вид фаски боковых стыков, размер и глубина среза;
- возможность оперативно выполнять смену пластин своими руками без использования специализированного инструмента;
- в процессе работы устройства не издают много шума;
- аппараты не выделяют в окружающую среду вредных веществ, поэтому полностью безопасны для здоровья и окружающей среды;
- в ходе обработки изделий на приборе полностью сохраняется их химический состав.


Среди минусов механизированных либо же ручных фаскоснимателей для труб стоит отметить необходимость в некоторых случаях дополнительно обрабатывать кромки изделий перед последующими работами.
На современном рынке производители предлагают потребителю большой выбор подобных инструментов. Классификация продукции происходит исходя из предназначения и типа используемого материала.
- Фаскосниматели для работ с трубами из пластика. Поскольку пластиковые трубы все чаще стали использовать для обустройства различных коммуникаций, заменяя ими стальные изделия, монтаж и обслуживание пластиковых трубопроводов также нуждается в использовании специальных устройств. За счет того, что применение подручных средств для развальцовки края может привести к деформации края изделия, для работ с трубами принято использовать подобные специализированные инструменты, которые смогут уберечь от деформации уплотнитель и снизить риск образования течи в трубопроводе в ходе эксплуатации.


- Устройства для работы с трубами, выполненными из металла. Продукция широко используется в строительстве и монтаже разного рода систем, поскольку трубный кромкорез для металлических изделий отличается некоторыми особенностями: небольшие размеры, за счет чего его можно установить и использовать почти везде, небольшой вес – порядка 20 кг, возможность работать с изделиями, которые отличаются большими диаметрами.


- Аппараты для обработки труб из полиэтилена. Подобный инструмент располагается на слесарном верстаке, трубы устанавливаются в устройство и вращаются в определенную сторону. Благодаря встроенному в корпус резцу производится удаление заусенцев на изделиях.


Кроме того, исходя из сложности выполняемых функций фаскосниматели для труб делятся на несколько групп устройств.
- Приборы гидравлического типа – чаще всего используемые в промышленных масштабах. Задачей устройства является механическая обработка труб перед сваркой. С аппаратом довольно просто работать, выбор ширины и угла фаски задается в настройках машины.
- Пневматические аппараты – примечательны устройства возможностью проведения работ, не привязываясь к наличию электроэнергии и риска повредить провод. Помимо этого, часто возникают условия, в которых необходимо выполнять обработку кромок труб в местах, где использование электроэнергии запрещается, например, на взрывоопасных участках строительных объектов, в нефтяной, газовой или химической промышленности. В таких случаях пневматика будет незаменимым помощником. Однако к минусам продукции стоит отнести необходимость в дополнительном оборудовании, чаще всего в его роли выступает компрессор.


- Электрические приборы – главным преимуществом является повсеместное использование электричества, благодаря чему подключить устройство к питанию не составит труда. В промышленной области именно такие устройства используются чаще всего, поскольку кромкорезы отличаются высокой скоростью работы и отличным качеством обработанного края трубы. Прибор может работать в нескольких режимах, кроме того, лезвия в устройстве можно легко и быстро заменить. Минусом агрегата является необходимость в строгом соблюдении мер предосторожности, поскольку оператор в ходе неаккуратного обращения с фаскоснимателем электрического типа может получить удар током.


- Кромкорезы ручного типа – эти агрегаты отличаются минимальным весом в сравнении с вышеперечисленными разновидностями и небольшими габаритами. Используются они для снятия фасок в отверстиях, инструмент отлично справляется с задачей обработки прямых и радиусных кромок. Кроме того, ручные кромкорезы могут быть использованы для работы не только с трубами, но и с листовыми изделиями из металла. Аппараты востребованы для проведения подготовительных манипуляций с трубами, выполненными из разного типа сырья, а оснащение ручного кромкореза позволяет выполнять разный цикл задач. Область применения устройства не сводится только к выполнению мелкосерийных работ бытовой сферы, поскольку фаскосниматель хорошо себя зарекомендовал в процессе эксплуатации на строительных объектах средних масштабов.


Среди достоинств ручного инструмента стоит выделить следующие особенности:
- простота управления – для работ нет необходимости в наличии специальной квалификации, угол и ширина снимаемой фаски очень просто регулируются;
- небольшой вес и размеры, благодаря чему устройство отличается мобильностью;
- в ходе работы устройство потребляет минимальное количество электричества в сравнении со стационарными фаскоснимателями;
- нет необходимости в обустройстве специального места для установки и работы с аппаратом;
- для большего комфорта использования модели ручного типа имеют специальные эргономичные рукоятки с прорезиненым покрытием, которые снижают скольжение и вибрацию в ходе снятия фасок.


Стоит также отметить некоторые минусы устройств: агрегат не предназначен для работы с изделиями большого размера, что снижает сферу его эксплуатации, ручные кромкорезы имеют более низкий уровень производительности в сравнении со стационарным инструментом, необходимо фиксировать рабочую деталь в процессе работы с ней, а трубы дополнительно обрабатывать перед их сваркой.
Критерии выбора
Производители фаскоснимателей для труб предлагают свою продукцию в большом многообразии, поэтому вопрос поиска устройства сегодня не особо актуален. Но к вопросу подбора инструмента для работы стоит подойти со всей ответственностью, поскольку выбор в пользу того или иного товара будет зависеть не только от финансовых возможностей, но и от ряда важных нюансов.
Специалисты рекомендуют детально изучить ассортимент представленной продукции для подготовки труб к сварочным работам, основывая свой выбор исходя из критериев, которые будут в каждом случае индивидуальны.


- Объемы работы – в случаях, если планируются небольшие масштабы, то в приобретении стационарных и дорогостоящих инструментов смысла не будет. Для решения подобных задач можно ограничиться ручным фаскоснимателем, который прекрасно справится с обработкой кромки для образования хорошего склеивания при сварке изделий.
- Необходимая мощность и скорость выполнения работ – ручные и мобильные машины имеют более низкий показатель производительности, однако исходя из масштабов объекта этот параметр может быть некритичным. Для крупного производства маломощные устройства не подойдут.


- Тип материала, с которым предстоят работы – принимая во внимание этот критерий, агрегаты имеют свою классификацию, поэтому вопрос является основополагающим при выборе. Если планируются работы с металлом, в частности, со стальными элементами, то предпочтение при покупке стоит отдавать более мощным устройствам.
- Ассортимент имеющейся продукции – модельный ряд, а также функциональные возможности кромкорезов для труб регулярно пополняются и совершенствуются. За счет чего в продажу поступают товары с новой оснасткой и функциональными возможностями. Однако в погоне за агрегатом последнего поколения важно отметить для себя целесообразность приобретения устройства с массой дополнительных функций, которые могут не понадобиться в работе, но их наличие существенно отразится на стоимости фаскоснимателя для труб.


Особенности эксплуатации
В ходе использования электрических машин для снятия фаски следует учитывать, что устройство в обязательном порядке должно быть заземлено. Кабель, обеспечивающий питание, необходимо надежно защитить от механических повреждений, возникновение которых возможно в процессе работы с трубами.
Поскольку большая часть фаскоснимателей имеет подвижные детали, в ходе работ необходимо соблюдать технику безопасности, поскольку нарушение правил эксплуатации устройства и порядка работы с ним могут привести к несчастному случаю.


Переносные агрегаты ставят и закрепляют на основании при помощи кулачков и маховика, после чего он выравнивается на заготовке. Выбираются специальные резцы для работы исходя из требуемого угла обработки. При помощи вращения маховика резцы располагаются в нужном положении относительно элемента. После чего вручную разводятся резцы, устройство выключается и снимается с изделия.
Существуют модели трубных универсальных фаскорезов для работы с изделиями, имеющими небольшой диаметр. Они мобильны и очень удобны в работе. Могут без труда срезать фаску с труб, выполненных из разных типов сырья в соответствии с ГОСТ. Для выполнения задачи достаточно закрепить в суппорт аппарата трубу, подвести вручную режущие пластины и начать работу с устройством в режиме резки.


Кромкорезы довольно неприхотливы в обслуживании. Основной частью механизма, которая более всего подвержена износу, является фреза с режущими пластинами, срок службы которой варьируется в зависимости от модели и типа материала, используемого для изготовления детали.
Далее смотрите обзор переносного фаскоснимателя для труб.
Как произвести монтаж пластиковых канализационных труб, полная инструкция
Монтаж пластиковых канализационных труб предполагает следовать определенным правилам. Перед сборкой трубопровода необходимо убедиться, что отрезанный край трубы имеет фаску и в раструбе есть уплотнительное кольцо.
Очистить от загрязнения уплотнительное кольцо, внутреннюю часть раструба и конец трубы со снятой фаской.
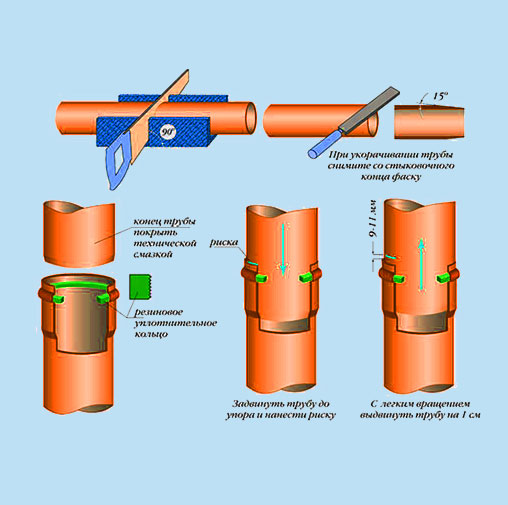
Нанести смазку на гладкий конец трубы или фасонной части (паста на силиконовой основе способствует более длительному сохранению механических свойств резинового уплотнения и облегчает разборку при демонтаже).

Гладкий край трубы или фасонной детали помещается в раструб до упора и помечается место контакта гладкого края трубы и раструба. Затем гладкий край трубы необходимо выдвинуть из раструба на 10 мм и так оставить для фиксации.
Зазор 10 мм необходим для компенсации изменения длины трубы, возникающей в результате температурных удлинений. Это позволит избежать возникновения внутренних напряжений в системе и, как следствие, деформации труб.
Раструбы труб и фасонных частей, кроме двухраструбных муфт, должны быть правлены против движения воды.
В период монтажа открытые концы трубопроводов и водосточные воронки необходимо временно закрывать заглушками.
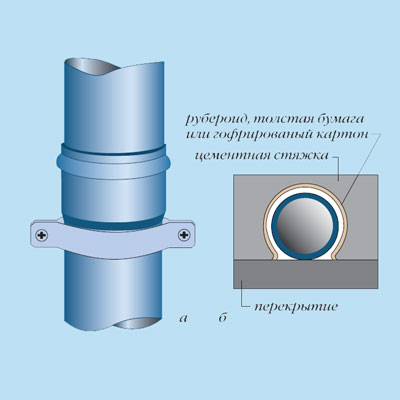
Трубопровод может быть заложен в бетонную стяжку без всякой изоляции. Тем не менее, лучше накрыть его перед заливкой толстой бумагой или картоном, либо заключить в гофрированную трубу, что обеспечит возможность расширения трубы. Перед заливкой стяжки на трубопроводе должно быть произведено гидравлическое испытание и устранены течи.
При гидравлическом испытании трубопровод должен работать всем своим сечением, для этого его выпускной конец закрывают заглушками. На трубопроводах с ревизиями (прочистками) крышка ревизии должна быть выведена на уровень верха стяжки.
Как правильно проводить монтаж канализационных труб ПВХ
Несмотря на то, что монтаж канализационных труб ПВХ с раструбным соединением с первого взгляда кажется очень простым, все равно необходимо соблюдать определенные правила и иметь некоторые навыки работы с пластиковыми трубами.
Содержание1. Разгрузка и хранение канализационных труб ПВХ
Монтаж канализационных труб ПВХ начинается с разгрузки полученных труб и фитингов и организацию их тщательного складирования. Любая труба после перевозки должна быть проверена на наличие дефектов. Разгрузка труб, вручную или с помощью механизмов, должна осуществляется с большой осторожностью, чтобы их не повредить.
Недопустимо при разгрузке бросать замерзшие ПВХ трубы на холодную землю или пол. Трубу вообще никогда нельзя бросать, несмотря на то, что труба из ПВХ достаточно эластична, в случае неправильного обращения она может треснуть даже при теплой погоде. Причем, трещина может быть незаметной, но при эксплуатации трубопровода, она может вызвать протечки.
2. Укладка труб ПВХ
При монтаже труб ПВХ их необходимо располагать так, чтобы гладкий конец был направлен в сторону движения стоков. В траншее, если земля мокрая или грязная, трубу следует положить на водонепроницаемое покрытие, например, на брезент. Трубы и фитинги всегда должны быть чистыми и сухими, так как к протечкам может привести вода или грязь, попавшая в соединение.
При рытье траншеи необходимо соблюдать меры безопасности. Глубокие траншеи должны быть ограждены. Траншею необходимо поддерживать, по возможности, сухой, а ее стенки должны быть твердыми и крепкими.
Необходимо принять во внимание, что труба из ПВХ, проложенная в траншее, может всплывать по мере повышения уровня воды. Эту проблему можно решить, если траншею засыпать по специальной технологии. Эмпирическое правило: необходимая высота засыпки должна не менее чем в 1,5 раза превышать диаметр трубы. Например, труба диаметром 110 мм для предотвращения ее всплытия при затоплении должна быть засыпана, по крайней мере на 165 мм грунта.
3. Резка канализационных труб ПВХ
Трубы ПВХ довольно легко резать, однако методы резки зависят от ее диаметра. Трубы малого диаметра иногда разрезают ручным роликовым резаком или можно использовать обычную ножовку, ручную пилу, электрический инструмент различных типов. Ключевым требованием при этой процедуре является перпендикулярность сечения среза трубы ее оси и отсутствие неровностей на срезе. Кроме того, необходимо снять фаску. Ее можно снять при помощи напильника под углом 150 градусов. Эти меры позволят избежать повреждения уплотнительного кольца при монтаже.
4. Соединение канализационных труб ПВХ
- Перед тем, как производить Монтаж канализационных труб пвх необходимо убедиться, что край трубы имеет фаску и в раструбе есть уплотнительное кольцо.
- Очистить от загрязнений уплотнительное кольцо, внутреннюю часть раструба и конец трубы со снятой фаской.
- Нанести смазку на гладкий коне трубы или фасонной части. Смазка необходима только для облегчения введения торца трубы. поэтому должна применяться только на самом конце трубы и заканчиваться на половине расстояния до соединения. В том месте, где соединение формируется, в зоне раструба никакой смазки быть не должно.
- Гладкий край трубы или фасонной части помещается в раструб до упора и помечается место контакта гладкого края трубы и раструба. Затем гладкий край трубы необходимо выдвинуть из раструба на 10 мм и так оставить для фиксации. Зазор 10 мм необходим для компенсации изменения длины трубы, возникающего в результате температурных удлинений. Это позволит избежать внутренних напряжений в системе и, как следствие, деформации труб.
Важно!
Важной частью процесса является введение торца трубы в зону раструба. Если труба большого диаметра, для обеспечения качественного соединения необходимо использовать различные подсобные механические устройства. Если труба малого диаметра, то эта работа обычно выполняется вручную.
Раструбное соединение считается выполненным качественно, если конец трубы и раструб выстраиваются по одной линии, совпадающей с направлением прокладки трубопровода. Если при монтаже возникают сомнения в качестве соединения труб, необходимо проверить материал уплотнителя и оценить его рабочее состояние. Уплотнитель с дефектами и повреждениями должен быть заменен на качественный материал, а соединение следует выполнить повторно.
При использовании, в процессе монтажа раструбных соединений большого диаметра, дополнительных механических приспособлений необходимо соблюдать несколько дополнительных условий.
Монтажники выполняя монтаж канализационных труб ПВХ должны убедиться, что конец трубы не вставлен в раструб слишком далеко, так как если при монтаже прилагаются слишком большие механические усилия, возможен риск повреждения уплотнений. При чрезмерно прилагаемых усилиях прокладка может завернуться, и соединение окажется недостаточно герметичным. Такие чрезмерные усилия могут создать множество проблем: например, сам раструб может быть раздавлен, а поэтому уже собранный трубопровод может не выдержать опрессовку воздухом.
Чем трубу ПНД режем и фаску снимаем?
С "квадратными" мне ещё показались не такими многоразовыми.
Перебирал тут, переставлял. так что то потекли пара. Оказались оба с квадратными.
Не понял почему, просто заменил на другие фитинги.
Для смачивания взял как то баллончик смазки силиконовой - мне понравилось.
Но это всё актуально пожалуй для неудобных мест. Когда всё вот оно удобно - в принципе не важно и как фаска снята и остальное.
Квадратные просто зажимает неудачно и действительно начинает подтекать, у меня тоже так было. офф.результат потом покаж )Кстати. если тебе надо, то могу дать поиграть.
Забирать в Бутово. Тока найти надо в темной комнате.
Хороший инструмент - быстрый и качественный монтаж.
Сорри, но резать ПНД труборезом -это изврат обычные ножницы для полимерных труб, такие же, как и для полипропилена. Пяток -другой резов можно сделать обычной ножовкой по металлу.Фаска элементарно снимается острым канцелярским ножом.
У него серийное производство, что-ли, и постоянный монтаж, чтоб инструментарий закупать?
В общем то согласен. Поэтому и предложил
попользоваться:)
Себе купил, т.к. руки не особо прямые, мне с инструментом как то сподручнее.
Да и покупал когда ещё и не пробовал.

Ножницы мне как то не очень, рез всё время какойто наклонный, уж не знаю почему, но я про эти

Такие не пробовал, может лучше
У меня сейчас какие-то недорогие, но не эстремальное овно из комплекта леруяшный паяльников :),уже черти сколько лет -режут ок. Ессно, подтачиваю.
Коллега цеплял у поставщика полипропилена по акции какие-то профессиональные, баксов за сто -полный шлак. Солидно, типа, мощно и железно, но косили с самого начала, тугие, неудобные, на 40-м полипропилене пн 20 крякнули на втором резе :).
Ясно. Думал я совсем кроворукий.
Ладно когда спешишь, но специально вот. берешь аккуратно, не торопливо, мягко давишь - бац и криво всё.
И на нож то смотрю - не ровно он стоит. Но думал это спецом так и должно быть.
Потому мне роликовый и ближе:)
Не, у меня то и роликовый может "убежать", но это скорее редкость.
А вот ПП ножницами. совсем как то туго. 20 ещё нормально, но уже 25 тяжко, а 32 - кажется что сломаю щас.
Зачем снимать фаску с полипропиленовых труб
Какой нужен инструмент для полипропиленовых труб и как его использовать при монтаже
Монтаж тех или иных труб либо прочих изделий всегда требует наличия соответствующего набора инструментов, без которых большинство технических работ становятся невозможными. Это касается и труб из полипропилена, для работы с которыми также необходимо присутствие надлежащего оборудования.

Сфера применения различного инструмента
Полипропиленовые трубные изделия находят широкое применение во многих сферах, но наибольшую востребованность и значение они имеют при монтаже водопроводных линий. Популярность полипропиленовых труб связана в первую очередь с тем, что они отличаются лёгкостью и удобством в работе, отличными технологическими характеристиками, долговечностью и дешевизной. В то же время, зачастую профессиональный монтаж водопроводов обходится значительно дороже, чем расходы на материалы.

Избежать подобных затрат можно, если взяться за эту работу собственными силами. Дело это несложное: обладая минимальными навыками и ознакомившись с инструкцией по сборке, осуществить его может едва ли не каждый. Всё, что потребуется для этого: немного желания и старания, наличие необходимых материалов и, конечно же, инструменты для монтажа полипропиленовых труб.
В работе с трубами из полипропилена требуется производить различные действия, поэтому и инструменты, с которыми приходится работать, тоже разные.
Нарезка труб
Процесс нарезки полипропиленовых труб может осуществляться двумя способами. Первый: предварительное отмеривание всех необходимых участков и разрезка в соответствии с этими измерениями. Второй способ: отрезание по месту соединения непосредственно при монтаже.

Снятие фаски
Нередко перед соединением труб с фитингами требуется снять с них фаски на торцах с наружной стороны. Это делается для того, чтобы трубы после оплавления на концах вставлялись в фитинг легко, не цепляясь краями. В противном случае материал разогретой трубы может очень легко деформироваться.

Инструментом для снятия фаски с полипропиленовых труб может служить обычный стальной нож. Всё, что требуется в таком случае – это как следует заточить фаскорез для труб перед работой. Другой вариант – воспользоваться для снятия фасок с полипропиленовых труб обтачиванием их краёв на наждачном диске либо диске турбинки.
Зачистка наружной поверхности и торцов
Заменить эти приспособления домашним оборудованием не получится, однако любой из этих инструментов для полипропиленовых труб легко найти в продаже. Цена их является очень дешёвой, поскольку в составе отсутствует сложная механика либо существенное количество дорогих сортов стали.
Монтаж труб
Основным инструментом для монтажа труб из полипропилена служит специальный паяльник. Состоит он из нагревательного элемента и сменяемых насадок, посредством которых производится одновременный разогрев трубы и фитинга.
Фактически, паяльник для полипропиленовых труб работает по принципу утюга. Нагреваясь, он разогревает и расплавляет насаженные на него полипропиленовые изделия, позволяя затем соединять их между собой методом пайки. Если требуется работа с трубами различных диаметров, тогда в наличии должен иметься комплект с большим количеством насадок.

Процесс монтажа полипропиленовых труб посредством паяльника осуществляется следующим образом:
- Подбирается соответствующая насадка для монтируемого трубопровода, которая устанавливается на паяльник, после чего устройство разогревается до 260 °C.
- Труба надевается на насадку с широкой стороны, а фитинг – с узкой (поскольку труба насаживается со стороны внешнего диаметра, а фитинг – внутреннего).
- После оплавления соединяемых поверхностей изделия снимаются с насадок. Труба вставляется в фитинг, и происходит сплавление изделий друг с другом.
- Выжидается примерно полминуты для полного застывания и фиксации соединения. В течении этого времени изделия не следует подвергать движениям относительно друг друга.
По завершении указанных этапов, процесс сварки (пайки) можно считать завершённым.
Крепление полипропиленовых трубопроводов
Если же стены каменные, кирпичные или бетонные, тогда дополнительно понадобятся ударная дрель либо перфоратор и молоток для забивания дюбелей (деревянных либо пластиковых) в стену.
Соединение с вентилями, смесителями и фильтрами
В большинстве случаев соединения полипропиленовых труб с упомянутыми изделиями и приспособлениями осуществляются резьбовым способом. Если для монтажа используются накидные гайки, то герметизация в них достигается за счёт наличия внутри прокладок из резины; в противном же случае резьбовому соединению требуется дополнительная подмотка из льняной пряди с пропитками, сантехнической нити, фум-ленты, пакли и т. д.

Само осуществление резьбовых соединений потребует наличия разводного или гаечного ключа, либо набора рожковых ключей различного размера.
Перечисленный комплект инструментов является достаточным при монтаже полипропиленовых труб в домашних условиях, и если они есть под рукой, вполне можно браться за сборку домашнего водопровода собственными силами.
О зачистках для полипропиленовой трубы: как сделать самому
Для повышения надежности и максимального давления трубы из полипропилена имеют армированный слой. Но он мешает формированию качественного сварного соединения. Выход – зачистка для полипропиленовых труб перед их установкой.
Зачем нужна зачистка?

Принцип сварки трубопроводов pprc заключается в разогреве полимерного материала до вязкого состояния. Затем происходит контакт горячего патрубка с муфтой, результат – спайка соединения. Однако надежность может снизиться, если в зоне соприкосновения будет алюминиевая фольга, применяемая для армирования. В этом месте не будет контакта полимеров, что может привести к разгерметизации.
Выход – выполнить зачистку армированных труб. Ее особенности заключаются в следующем:
Подобная технология используется для всех видов полипропиленовых трубопроводов. Исключение – применение изделий с армированием стекловолокном. При нагреве оно частично расплавляется и не снижает надежность пайки. Но для таких моделей нужно увеличить время нагрева в зависимости от диаметра.
Особенности материала

При выборе способа зачистки нужно рассмотреть торец трубы. В стандартных разводках для холодного и горячего водоснабжения, отопления армирующий слой находится посередине, между наружной и внутренней прослойками. В старых моделях он расположен ближе к наружной части, защищен от внешних воздействий тонким слоем полимера. Его основная функция заключается не в повышении надежности, а в уменьшении теплового расширения трубопровода.
Исходя из этого можно выделить следующие особенности зачистки для полипропиленовых труб:
- Внутренняя армирующая прослойка не удалится, а только зачищаются торцы. Это нужно для пайки полипропилена.
- При внешнем слое алюминия необходима полная зачистка поверхности на глубину до 2 мм. Фольгированный слой в месте соединения с муфтой удаляется полностью.
- Трубы без армирования зачищать или торцевать не надо.
Удаление части алюминиевой фольги нужно для всех типов покрытий – однородных и с перфорацией. Причина – металл нагревается и остывает быстрее, чем пластик. В зоне контакта может возникнуть неоднородная кристаллизация на границе с алюминием, что приведет к потере механической стойкости.
Какие бывают инструменты для зачистки полипропиленовых труб
Правильная зачистка для труб начинается с выбора инструмента. Его вид и конструкция зависит от типа армирования (наружный, внутренний), диаметра. Для торцевой пайки необходимо использовать специальные машины для удаления кромки. Но изделия из полипропилена редко делают диаметром свыше 60 мм. Для этого используют трубопроводы из полиэтилена.
Насадки для дрели
Для обустройства трубопровода своими руками можно купить несколько ручных зачисток для стандартных диаметров – 16, 20, 25 и 32 мм. Пример инструмента для внешней обработки – серия моделей MasterProf или Newton. Каждая рассчитана для двух диаметров, например – 20х25 или 16х20. Ножи располагаются вертикально, возможна их замена, регулирование положения.

Ручное удаление удобно для небольшого объема работ. Если это нужно сделать массово, рекомендуется приобрести специальные насадки для дрели. Они также отличаются размерами, но все рассчитаны для крепления в стандартном патроне дрели. Это оптимальные инструменты зачистки для полипропиленовых труб 20-25 мм.
Как выбрать очистку ручного типа или для дрели:
- изготовлена из инструментальной стали;
- поверхность рифленая для удобства фиксации;
- для ручных моделей длина воротка от 15 см, есть возможность его замены;
- насадки для дрели (шейвер) могут быть разных диаметров. Это достигается регулированием положения лезвий.
Дополнительный инструмент – тиски или струбцина для фиксации патрубка. Так будет удобнее обрабатывать поверхность, для удаления не нужно будет прилагать большие усилия.
Работа с торцевателем

Торцеватель необходим для зачистки торцов. Он отличается от насадок и шейверов расположением ножей. Их плоскость находится в горизонтальном положении под небольшим углом. Снимается фаска до 1 мм алюминиевой прослойки. Преимущество этого инструмента – универсальность. Он используется для выравнивания плоскости патрубков, что сказывается на точности пайки.
Особенности торцевателей:
- возможность регулировки расположения ножей, что позволит применять одну насадку для труб нескольких диаметров;
- есть модели для ручной обработки или устанавливаемые в дрели;
- стандартные диаметры – 20/25, 32/40 и 50/63.
Глубина снятия фаски зависит от ровности реза патрубка. Часто торцеватель используется сначала для выравнивания плоскости торца, а затем для зачистки поверхности. Убирается лишь небольшая часть фольгированного слоя, что исключает его появление в месте спайки.
Зачистка наружного и внутреннего слоя: устраняем все лишнее

Для выполнения работ помимо торцевателя или устройства зачистки потребуются дополнительные инструменты – карандаш (маркер), линейка (рулетка), нож для резки полимерных трубопроводов. Зачистка для армированных труб выполняется только после составления схемы монтажа и подготовки заготовок.
- Обрезка торца. Рез должен быть строго перпендикулярным плоскости.
- Обезжиривание. Очистить поверхность можно слабым раствором чистящего средства.
- Перед зачисткой нужно измерить посадочную глубину фитинга. Это можно сделать линейкой или рулеткой. На поверхности фитинга есть внешний показатель глубины.
- На трубе отметить высоту обработки, она должна быть на 1-1,5 мм больше, чем глубина фитинга.
- Торцевание выполняется прокруткой инструмента так, чтобы он был зафиксирован на внешней плоскости патрубка. Лезвия должны быть параллельны торцу.
Перед началом работ рекомендуется сделать несколько пробных паек. Для этого можно использовать трубные обрезки ППР. Фитинги должны быть той же марки, что и для всей системы магистралей. После сварки проверяется положение патрубка относительно плоскости фитинга, герметичность соединения.
Из-за особенностей расположения слоя фольги не всегда универсальные устройства зачистки подойдут для труб от конкретного производителя. Выход – купить торцевать у изготовителя труб или его официального представителя.
Как зачистить полипропиленовую трубу без специального инструмента
Самостоятельное изготовление зачистных устройств для полипропиленовых трубопроводов нерентабельно. Проще купить готовый инструмент. Аналогичная ситуация – делать метчик для формирования резьбы самому. Причина – сложность производства в домашних условиях.
Попытки зачистить наружный слой фольги ножом или аналогичным инструментом не приведут к желаемому результату. Невозможно вручную снять слой ПНД одинаковой толщины 2-3 мм. Нарушение геометрии патрубка приведет к неправильной сварке – сформируются полости, зазоры.
Варианты выхода из ситуации:
- отложить монтаж и заказать специальный инструмент;
- взять трубы, армированные стекловолокном, их не нужно зачищать;
- при расположении фольги внутри сечения не зачищать поверхность.
Последнее получило название «ленивая пайка». Но для ее выполнения нужно соблюдать все технологии формирования стыков – выдерживать точное время нагрева, ровно отрезать трубу, сохраняя перпендикулярность плоскостей торца и поверхности трубы. На практике это можно сделать дома, но лучше использовать все преимущества правильной обработки.
Какую муфту использовать после зачистки трубы
После обработки внешней поверхности патрубка его диаметр уменьшается на 2 мм. Поэтому становится неясно, какую муфту можно использовать после зачистки трубы и подойдут ли стандартные модели. Для решения понадобится линейка, а лучше штангенциркуль.

Перед началом обработки замеряется внешний диаметр трубы. Если он большое от нормированного на 1,5-2 мм, то они будут удалены после зачистки. Пример: изначально внешний диаметр патрубка составил 22 мм, после обработки он стал 20 мм. Значит можно паять его в муфту со стандартным внутренним сечением.
Как исключить ошибки при подборе комплектующих для трубопровода:
- покупать элементы от одного производителя, желательно одной серии;
- изучить чертеж каждого элемента с линейными размерами;
- перед приобретением замерить внешние диаметры трубопроводов, внутренние муфт;
- методом проб узнать толщину снимаемого слоя для имеющейся модели инструмента зачистки.

С торцеванием таких проблем не возникнет, так как наружный радиус патрубка после обработки останется неизменным. Независимо от способа подготовки перед началом работ нужно сделать несколько контрольных паек. Это поможет избежать неточностей и ошибок при монтаже водопроводной системы или отопления.
В видеоматериале рассказывается об особенностях обработки полимерных трубопроводов, их видах:
Читайте также: