
Приварить фитинг к трубе
Обновлено: 30.06.2024
Как соединить стальные трубы без резьбы и сварки. Компрессионное соединение GEBO
Такая необходимость очень часто возникает при ремонте в старых домах разводки или стояков из оцинкованной или "черной" стальной трубы.
Труба может быть настолько ветхой, что нарезать на ней новую резьбу или применять сварку уже страшновато, хотя сама труба еще достаточно прочная.
Труба может находиться в таком месте, где со сваркой или клуппом просто не подлезть. В некоторых случаях жалко портить сваркой дорогую отделку или обои, да много каких ситуаций возникает, когда ни заварить, ни резьбу нарезать не удаётся, а чинить, менять, или соединять стальные трубы необходимо.
Именно в таких случаях выручают компрессионные фитинги для стальных труб. Их называют ГЕБО, по названию немецкой фирмы Gebo-Armaturen GmbH, первой освоившей их производство. Тут произошло примерно так же, как и с копировальными аппаратами, которые все теперь ксероксы, вне зависимости от фирмы-производителя.
Покажу рекламный плакатик Gebo:
На самом деле ассортимент компрессионных фитингов для стальных труб более широкий, нежели представлен на этом плакате, но чтобы при необходимости вспомнить, как спрашивать в магазинах, плакат с визуальным рядом - самое то.
Кстати, справа на плакате представлены и хомуты-седелки, про монтаж и область применения которых у меня есть отдельная статья .
Но вернёмся к компрессионным фитингам:
Устроены они аналогично фитингам для полиэтиленовых труб. Разница только в материале корпуса и конструктивных особенностях уплотнительных элементов. У "родных" ГЕБО корпус и зажимная гайка выполнены из ковкого чугуна, у других фирм встречаются латунные корпуса и гайки.
Монтаж таких фитингов также аналогичен монтажу пластиковых фитингов для полиэтиленовых труб, особенности которого я подробно описал в этой статье.
7 Неравнопроходные тройники
Неравнопроходные тройники чаще всего изготавливают путем приварки редукционной муфты к одному из патрубков обычного прямоугольного равнопроходного тройника.
Однако если предполагается большой объем производства неравнопроходных тройников, лучше изготавливать их по другой схеме – как патрубок, приваренный к трубе большего диаметра (рис.29). Для этой цели производятся специальные цеховые машины (рис.30).
 | 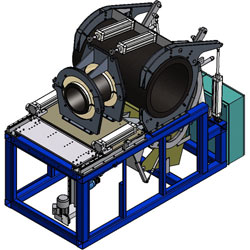 |
| Рис.29 Неравнопроходной тройник – труба с приваренным патрубком | Рис.30 Цеховая машина для сварки неравнопроходных тройников |
Такая схема производства неравнопроходных тройников менее трудозатратна. Вначале с помощью специальной радиусной ленточной пилы подготавливается профильный вырез на патрубке (рис.31). Затем в большей трубе вырезается отверстие, соответствующее внутреннему диаметру патрубка (рис.32). Затем патрубок приваривается к трубе. Труба и патрубок должны быть сделаны из одного материала и иметь одинаковый SDR.
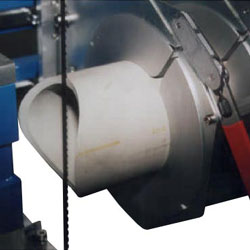 |  |
| Рис.31 Подготовка патрубка | Рис.32 Подготовка отверстия на трубе |
Современная сварочная машина (рис.30) позволяет вначале закрепить на ней трубу и патрубок, затем специальной фрезой вырезать отверстие в трубе, а затем приварить патрубок к трубе. Все операции выполняются машиной последовательно, без участия оператора. Такое объединение операций и полная автоматизация позволяют добиться точности совпадения оси отверстия и патрубка, а также уменьшить время цикла производства одного неравнопроходного тройника.
Технология сварки на такой машине – «контактная сварка встык профильным инструментом». Оптимальные параметры сварочного процесса подбираются отдельно для каждого сочетания диаметров трубы и патрубка, с учетом их SDR, и программируются в блок управления машины.
Кроме того, каждое сочетание диаметров трубы и патрубка требует своего комплекта насадок на нагреватель. Насадки имеют весьма специфическую геометрию, изготавливаются с очень малыми допусками, покрываются тефлоном и стоят приличных денег. Поэтому машина с комплектом оснастки для пары десятков сочетаний диаметров трубы и патрубка обходится в весьма приличную сумму. Тем не менее, при поточном производстве неравнопроходных тройников быстро себя окупает.
Как альтернатива дорогому оборудованию, патрубок к трубе приваривают методом экструзионной сварки. Это значительно более трудоемко. Но во всяком случае, угловое соединение стенок трубы и патрубка позволяет подобрать такую глубину сварного шва, которая гарантирует прочность сварного соединения не ниже прочности трубы и патрубка.
8 Размеры и пр. требования
В настоящее время в России нет государственного нормативного документа, описывающего геометрию фасонных изделий для стыковой сварки пластиковых труб. Предприятия, производящие фасонные изделия, заказывают разработку технических условий (ТУ) индивидуально, под собственные нужды. Популярна также такая услуга, как производство сварных фасонных изделий по техническому заданию (ТЗ) заказчика.
ГОСТы описывают только требования к фасонным изделиям, касающиеся безопасности их дальнейшей эксплуатации в составе готового трубопровода.
Длина патрубков, используемых для производства сварных фасонных изделий, выбирается из соображений удобства дальнейшего монтажа этих фасонных изделий с помощью существующего полевого сварочного оборудования.
Пара вполне очевидных положений для производства сварных фасонных изделий:
- Для гарантии качества сварных соединений все патрубки и литые фасонные изделия, предназначенные для одного сварного фасонного изделия, должны быть сделаны из одинакового материала;
- Для снижения гидравлического сопротивления все части сварного фасонного изделия должны иметь одинаковый SDR. Этот SDR, желательно, должен соответствовать SDR трубы, с которой будут свариваться фасонные изделия.
Другие требования – согласно нормативным документам, в зависимости от дальнейшего назначения фасонных изделий:
Полимерные трубы повсеместно вытесняет изделия из металлов во всех сферах, особенно это заметно в строительной отрасли. При этом перед монтажниками нередко встает задача, как соединить пластиковую трубу с металлической на участках, где полная замена трубопровода невозможна по разным причинам.
Соединение полимерных и металлических труб актуально как для специалистов строительной отрасли, особенно сантехников, так и для рядовых потребителей, проводящих различные виды ремонтных работ в своих квартирах или загородных домах. Чтобы получить герметичный и надежный стык, следует изучить разные способы соединения труб из разнородных материалов, знать применяемые для проведения работ комплектующие и необходимый для этого инструмент.

Рис. 1 Примеры того, как соединить пластиковую трубу с металлической
СодержаниеКогда производят соединение пластиковых труб с металлическими
Сопряжение разнородных труб в строительной и бытовой сфере производят:
- При врезании в стальной трубопровод, транспортирующий воду, газ, часто используют полимерное ответвление, отходящее от тройника.
- При прокладке подземных газовых трубопроводов из полиэтилена при выходе наверх его стыкуют со стальным отводом для входа в здания.
- При замене поврежденных участков стояка канализации или подземной канализационной линии чугунные секции меняют на пластмассовые, при этом их соединяют по разным технологиям.
- При замене стальных фрагментов водопровода ну улице и внутри помещений на полимерные.
- В особых случаях, когда один отрезок трубопровода располагается в зоне повышенных температур или существенных нагрузок, его делают из термостойкого и прочного железосодержащего сплава, а далее соединяют с линией из полимеров.

Рис. 2 Трубы из металлов (сталь, оцинковка, нержавейка, медь) для эксплуатации в системах водоподачи, отопления и канализации
Виды соединяемых труб
Для того, чтобы провести работы по состыковке качественно без возможного разрушения труб из разнообразных материалов, полезно знать их разновидности и физические свойства.
Металлические
Все металлы отличаются отличными прочностными характеристиками, высокой стоимостью, также сталь и чугун подвержены коррозии. Металлические трубы изготавливают из следующих сплавов:
Сталь. Во всех коммуникациях прокладывается по поверхности земли, обладает наивысшей прочностью и твердостью среди всех металлов и полимеров. Часто встречается ее оцинкованные разновидности, обладающие повышенной коррозионной стойкостью. Стали гибки и пластичны, на них относительно несложно нанести резьбу, однако из-за твердости и прочности они трудно поддаются обработке.
Чугун. Довольно популярный материал, трубные чугунные изделия большого диаметра изготавливают в настоящее время, отличается более высокой коррозионной стойкостью, чем сталь, однако имеет практически нулевую пластичность и раскалывается при деформации.
Нержавейка. Имеет аналогичные со сталью физические характеристики, в отличие от нее нержавейка обладает повышенной коррозионной стойкостью, но из-за значительной стоимости практически не встречается в бытовых и коммунальных линиях.
Медь. Дорогие трубопроводы из меди обладают пластичностью, гибкостью, соединяются между собой пайкой, их нередко используют для прокладки теплосетей индивидуальных домов в зоне отопительного котла.

Рис. 3 Полипропиленовые переходные фитинги
Полимерные
Поливинилхлорид ПВХ. Жесткий и хрупкий материал, из которого изготавливают канализационные трубы большого диаметра, трубопровод монтируют раструбным методом. ПВХ трубы имеют довольно тонкие стенки, поэтому трубопровод прокладывают на поверхности земли с незначительными нагрузками. Для подземной прокладки выпускают многослойные ПВХ трубы, которые имеют легкий вес и более высокие характеристики.

Рис. 4 Переходники с полиэтилена на металл – принцип работы и внешний вид
Непластифицированный поливинилхлорид НПВХ. Прочный, жесткий и хрупкий материал, обладающий сходными с поливинилхлоридом характеристиками, но более устойчивый к нагрузкам. Наружные НПВХ трубы для канализации выпускают рыжего цвета, при прокладке в траншеях под землей они выдерживают нагрузки земляного пласта высотой до 6 м.
Сшитый полиэтилен PEX. Трубопровод из сшитого полиэтилена обладает хорошими параметрами прочности, термостойкости и гибкости, из него прокладывают контуры теплых полов, которые затем заливают стяжкой. Трубы подключает коллектору, имеющему металлические патрубки, их концы надевают на штуцеры и зажимают компрессионными фитингами.
Металлопластик PE-AL-PE. Для укрепления оболочки и снижения температурного расширения пластиковые трубы упрочняют внутренними алюминиевыми оболочками. Встречаются следующие разновидности полимерных труб с фольгированным слоем, маркировка которых наносится на их поверхность:

Рис. 5 Канализационные НПВХ и ПВХ трубы
Способы соединения труб из пластика и металла
Трубопроводные магистрали, применяемые в системе отопления, водопровода, газоснабжения, находятся под довольно высоким давлением, поэтому к стыкам предъявляются повышенные требования по прочности и герметичности.
Так как металл и пластик являются разнородными материалами, не может быть речи об их совместной сварке, спайке, склеивании при монтаже, эффективны только механические варианты состыковки.
При помощи резьбовых фитингов

Рис. 6 Сопряжение фитингов с изделиями из ПЭ (НСПС), ПП (пайка), PEX (напрессовка) и PE-AL-PE (опрессовка)
В зависимости от материала труб используются следующие способы монтажа на их торцах резьбовых фитингов:
Полипропиленовые ПП. Переход с железной трубы на полипропилен состоит из металлической части с резьбой и короткого ПП патрубка, имеющего внутренний посадочный размер, равный внешнему трубной оболочки. При сборке переход со стальной трубы на полипропилен и внешняя стенка ПП-трубы нагреваются специальным паяльником и соединяются вместе на некоторое время до спайки полипропилена. При данном способе стыкования ответная деталь из металла должна иметь резьбовую нарезку.
Полипропиленовые трубы можно соединить с металлической, имеющей наружную резьбу чуть большего диаметра, чем внутренний полипропиленовый, более простым способом. Для этого паяльным утюгом разогревают внутреннюю полость ПП-трубы и быстро одевают ее на стальной резьбовой отвод, обжимая руками, после остывания полипропиленовую деталь можно вкручивать и выкручивать по своему усмотрению.
Полиэтиленовые ПЭ. Самое распространенное соединение водопроводных ПЭ труб с металлическими производится при помощи компрессионных фитингов, которые выполнены из пластика (полипропилена или полиэтилена). Принцип компрессионного фитинга заключается в обжиме муфты специальной цанговой шайбы, которая находится внутри фитинга. Эта цанга имеет обратные пазы, которые врезаются в тело трубы и не дают стыку разъединяться при высоких давлениях. Данным методом соединяются водопроводные трубы диаметром от 20 до 110 мм, а также скважинные адаптеры к водопроводной магистрали.
В промышленной сфере для сопряжения ПЭ-труб со стальными применяется неразъемное соединение полиэтилен-сталь НСПС, представляющее собой терморезисторную сварку под давлением двух коротких патрубков из указанных материалов.

Рис. 7 Принцип сопряжения компрессионной муфтой
Сшитый полиэтилен, металлопласт. Существует несколько технологий крепления переходных фитингов на трубы из сшитого полиэтилена и металлопласта:
- Компрессионная муфта. На пластиковую трубу одевается накидная гайка с внутренней резьбой, под которой находится зажимное кольцо с прорезью. Внутрь трубной оболочки вставляют переходную муфту с уплотнительными кольцами для обеспечения жесткости стенок. При прикручивании наружной резьбовой гайки к резьбе металлической трубы происходит прижимание ее стенок к внутреннему переходнику, что обеспечивает герметичность и одновременную стыковку.
- Опрессовка. Переходной металлический фитинг с уплотнительными кольцами или ребрами в виде елки вставляют внутрь трубы, сверху на трубную оболочку одевают гильзу, которую затем сдавливают специальным инструментом, прижимая внутренний штуцер к стенкам трубы. Ответная металлическая деталь может иметь любую форму и наружную или внутреннюю резьбу, американку – ассортимент опрессуемых фитингов весьма широк.
- Напрессовка. Переходной фитинг вставляют внутрь трубы, сверху на ее оболочку одевают гильзу. Далее с помощью специального инструмента гильзу сдвигают вперед, сдавливая тем самым трубную оболочку снаружи и прижимая ее к стенкам внутреннего переходника, имеющего различные форму, тип и размер резьбы.

Рис. 7 Варианты соединения труб с помощью специальных муфт

Рис. 8 Втулка полиэтиленовая и бурт из полипропилена в сборе для реализации флацевого соединения
Как соединить пластиковую трубу с металлической без резьбы
При прокладке трубопроводных магистралей большого диаметра промышленного назначения используется стыковка разнородных трубных участков с помощью фланцев, к примеру фланцевое соединение металлической трубы с полиэтиленовой или полипропиленовой. Для его реализации к стальным трубам приваривают фланцы, а к пластиковым специальные бурты. За бурт предварительно перед сваркой устанавливается ответный фланец. Стыкуется узел при помощи болтов, которыми стягиваются фланцы.

Соединение пластиковой трубы с металлической без резьбы можно провести следующими полукустарными методами, не гарантирующими приемлемое качество стыка:
При помощи хомутов. Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Если стальная и полимерная труба имеют приблизительно равные диаметры, можно вставить внутрь полимерной стальную гильзу для увеличения прочности ее стенок и соединить обе трубы сверху стальным накладным хомутом, прижав его четырьмя винтами. Правда при данном методе соединения придется хорошо подумать о герметизации стыка.
Переходных муфт. Переходные муфты из достаточно прочных и эластичных обрезков полимерных труб можно использовать как кустарный способ стыковки двух элементов. Для этого в отрезок муфты, имеющий внутренний диаметр стыкуемых полимерной и металлической деталей, вставляются обе соединяемых элемента и прижимаются по краям накладными хомутами.

Рис. 10 Gebo – внешний вид и принцип работы
Поэтому применение фитинга Gebo довольно грамотный ответ на вопрос, как соединить металлическую трубу с полипропиленовой, когда обе детали имеют гладкие стенки и одинаковые размеры в окружности.
Как соединить пластиковую трубу с металлической в канализации

Канализация обычно прокладывается трубами из чугуна и поливинилхлорида ПВХ, при необходимости их стыковки используют следующие варианты:
Присоединение посредством манжеты. Если в чугунной канализации имеется расширяющийся раструб на конце, в него вставляют ПВХ-трубу, герметизируя стык каучуковой манжетой. Аналогичным образом стыкуют чугун с ПВХ-трубами большего размера, просто вставляя их в последние и герметизируя щели уплотнительными кольцами.
Хомуты. Соединить канализационную пластиковую трубу с железной из чугуна можно посредством накладных хомутов подходящего размера, приобретенных в торговой сети, или сделанных самостоятельно.
Для изготовления хомутов своими руками вырезают лист из резины, оборачивают им место стыка двух труб и зажимают его хомутиками, вырезанными из полосок жести при помощи болтов с гайками. При отсутствии времени или желания можно просто обмотать место стыковки проволокой, плотно скрутив ее концы.
Переходники. Одна из методик, как соединить ПВХ трубу с металлической, является использование переходников в виде гофротруб с манжетами. Также для состыковки труб разных размеров выпускают пластмассовые фасонные изделия с переходом с большого на малый диаметр.
Соединительные муфты. Можно состыковать две трубы из чугуна и поливинилхлорида с помощью переходной муфты, вырезанный из отрезка жестяной или ПВХ-трубы. Ее одевают сверху на место стыкуемых элементов, а образовавшиеся щели запенивают монтажной пеной или забивают водонепроницаемыми эластичными прокладками.

Рис. 12 Сопряжение чугуна и ПВХ-труб переходниками
Правильное соединение металлической и пластиковой трубы достигается только при использовании резьбы на двух деталях. Безрезьбовое соединение металлических и пластиковых труб в бытовых условиях любыми способами относится к полукустарным методам и не обеспечивает условий герметичности и прочности соединений, необходимых при высоких давлениях в магистрали.
Что такое электросварные фитинги и как они соединятся с трубами
Электросварные фитинги предназначены для неразъемной сварки полиэтиленовых труб при строительстве систем водо- и газоснабжения. При сварке деталями с закладными электронагревателями, трубы соединяются между собой при помощи специальных полиэтиленовых соединительных деталей, имеющих на внутренней поверхности встроенную электрическую спираль из металлической проволоки. Получение сварного соединения происходит в результате расплавления полиэтилена на соединяемых поверхностях труб и деталей за счет тепла, выделяемого при протекании электрического тока по проволоке спирали.
Основное предназначение электросварных фитингов заключается в соединении труб из ПНД между собой, с запорной и регулирующей арматурой, в местах перехода на стальные трубопроводы, а также устройства необходимой конфигурации трубопровода. Электросварные фитинги особенно удобны в стесненных условиях, когда применение стыковой сварки не имеет возможности.
Электросварные фитинги являются универсальными деталями трубопровода и предназначены для использования с полиэтиленовыми трубами любой толщины и показателя SDR, в то время, как при стыковой сварке могут соединяться трубы только с одинаковой толщиной стенки.

Сварка деталями с закладным нагревательным элементом так же является основным видом сварки для ПЭ труб малых диаметров (менее 50 мм). При этом способе соединения увеличивается площадь сварного шва, а также обеспечивается определенная самоцентровка трубы.
Давление в зоне сварки создается за счет теплового расширения трубы. Цифрами «1» и «2» показаны «холодные» зоны, препятствующие вытеканию расплава из зоны сварки. Поскольку полиэтилен по своим реологическим свойствам относится к группе хорошо свариваемых материалов (температурный интервал вязкотекучего состояния ΔТ более 70 °С, минимальная вязкость расплава менее 103 Па·с), вышеописанные способы показали свое преимущество перед другими в силу своей технической простоты и достаточной надежности.


Сварка при помощи электросварных фитингов производится при помощи специального электромуфтового сварочного аппарата. Сварочный аппарат выполнен таким образом, чтобы весь процесс сварки произвести максимально автоматически. В комплекте с каждым фитингом имеется специальная наклейка или карточка со штрих-кодом. В данном коде зашифрована вся информация о времени необходимом для сварки и остывания фитинга, силы тока.
Сканер сварочного аппарата считывает все необходимые параметры для настрой и проведения сварочного процесса, самостоятельно настраивается и выполняет всю работу по нагреву спирали до необходимой температуры, выдерживает спираль в нагретом состоянии необходимое для этого времени, а затем остужает фитинг в течении того времени, которое устанавливает производитель.
В настоящее время все производители фитингов стараются использовать универсальные коды, работающие со сварочными аппаратами любых производителей. В свою очередь, производители сварочных аппаратов стараются закладывать в память аппарата всех известных производителей. В случае не правильного определения или неопределения параметров сварки, их можно ввести в аппарат в ручном режиме, введя данные, которые производитель прописывает на самом фитинге.
У современных сварочных аппаратов имеется функция ведения протоколирования сварочного процесса, что в современных условиях является необходимым требованием, особенно при сварке газовых труб. Протоколы сварки сохраняются в памяти сварочного аппарата или флэшнакопителя и потом могут быть распечатаны на принтере и приложены к документации на сдаваемый объект.
Электросварные фитинги выпускаются в широком ассортименте, различающимся по виду, конфигурации и размеру. Они могут быть соединительными или переходными. Соединительные электросварные фитинги включают в себя муфты, равносторонние тройники, отводы. Переходные электросварные фитинги включают в себя редукционные муфты, переходные тройники, переходы на резьбовое соединение и т.д.

В ассортимент электросварных фитингов также входят седловые отводы. Они очень удобны при устройстве врезки в основную трубу второстепенного трубопровода. Седелка хороша тем, что при ее установке, не нарушается целостность трубы. Седелка просто накладывается на поверхность трубы, а для вывода просто просверливается отверстие в трубе.
Стоит отметить, что сварка стальной трубы с протекающей по ней водой не является технически грамотным решением и технологически верным процессом проведения работ. Однако в некоторых аварийных, экстренных ситуациях знание различных способов сваривания трубопроводов со свободно или под давлением протекающей по ним водой может сильно помочь специалисту.

Рис. 1 Технология электродуговой сварки
СодержаниеОсобенности сваривания трубопроводов с водой
Под сваркой трубопровода с водой мы подразумеваем ту ситуацию, когда она тем или иным способом попадает в сварочную ванну. Этот фактор привносит в проведение сварных работ следующие нюансы:

Рис. 2 Дефекты в трубах и заделка их чопиками

Рис. 3 Таблица применяемых электродов для электродуговой сварки

Статья по теме:
Сварка оцинкованных труб в бытовых условиях – способы и методы. Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.

Как заварить трубу с водой
Перед работами проверяют удобство доступа к дефектному участку трубопровода, хорошо освещают место проведения сварочных операций. Если прямым электродом сложно проводить сварку или по нему будет стекать вода, его изгибают под удобным или безопасным углом. Для защиты сварщика при работе в помещениях с высокой влажностью используют водонепроницаемую одежду.

Рис. 5 Примеры наложения заплаток для заделки дефектов
При образовании трещины
Если вода капает через трещину, ее можно заваривать несколькими методами:
Прямым завариванием. Место проведения работ очищают от краски, слоя ржавчины и начинают сварку. Ток в аппарате устанавливают побольше, (для этого нужен опыт и практические навыки) и начинают заваривание щели в месте, наиболее удаленном от точки вытекания воды.
Электрод ведут елочкой, постепенно опускаясь к участку с течью. Можно пройти щель сразу по всей длине с одного конца до другого или сваривать попеременно с каждой стороны и закончить в точке вытекания воды.
Для гарантии прочности соединения после формирования основного шва его поправляют, обваривая по периметру. Ток в сварочном аппарате при этом устанавливают в обычный рабочий режим.
При помощи накладки. Для ремонта труб многие используют хомуты с резиновыми прокладками, накладываемые вокруг трубы и затягиваемые болтами. Если щель большая и через нее вытекает значительный объем воды, можно при помощи сварочного аппарата сделать подобие данного приспособления.
Для этого берут пластину нужный длины и ширины, изгибают ее вокруг трубы в месте утечки и привязывают проволокой. Далее по периметру приваривают элемент к трубной оболочке в обычном режиме работы сварочного аппарата. Сделанная таким методом заплатка хоть и отнимет чуть больше времени, чем непосредственное заваривание щели, гарантирует более высокое качество ее заделки.

Рис. 6 Примеры заварки свищей

Статья по теме:
Бандаж для труб, что это такое и как эффективно устранить течь в трубе. Если не знаете, как заварить трубу с водой, то возможно, будет интересно почитать отдельную статью про то, как можно заделать свищ в трубе при помощи специальных или подручных средств.
Со свищом
Под свищом обычно подразумевают дефект в трубе в виде сквозного отверстия, через которое под давлением наружу вытекает вода. Для его заваривания применяют следующие способы:
Прямая заделка. Есть свищ небольшой, его обваривают по периметру небольшими каплями при повышенном токе, а затем расплющивают их молотком, заделывая отверстие и предотвращая ток воды.
Затем поверх свища наваривают еще один слой металла, установив на сварочном аппарате обычный режим.
При большом свище еще один оригинальный вариант его обварки – вбивание деревянного чопика. Колышек загоняют до конца и обрезают почти заподлицо с трубной оболочкой. При отсутствующем водном потоке отверстие обваривают по периметру, постоянно сужая выходной канал до его полного закрытия.
При помощи болта. Если через свищ поступает значительный объем воды, можно воспользоваться подходящим по диаметру (точнее чуть большим) болтом. При помощи сверла, равного размеру резьбового штыря, в свище делают круглое отверстие правильной формы, в которое затем вкручивают болт.
Резьбовая ножка почти полностью перекрывает водный поток, поэтому шляпка без труда обваривается по периметру, тем самым полностью предотвращая течь.
При помощи гайки. Если под руками нет сверла и болта нужных диаметров, подбирают гайку по размерам чуть больше свища. Ее устанавливают по центру отверстия и обваривают по периметру. Затем берут подходящий болт, обрезают его на нужную длину болгаркой, делая фаску на кромках, и ввинчивают в гайку. Для герметизации резьбового соединения используют льняное волокно или подкладывают под резьбовой штырь на свищ маленький кусочек резины.

На стыке двух соединяемых труб
В практике опытного сварщика могут возникнуть ситуации, когда в трубопровод потребуется вставить новый трубный фрагмент или элемент с запорной, регулирующей арматурой. Для этого в старой трубе вырезают участок по длине нового, стачивают фаски на кромках всех труб для образования сварочной ванны и вставляют трубный отрезок в разрез трубопроводной магистрали.
Очень важно точно подогнать вставляемый трубный фрагмент к краям обрезанного трубопровода. В идеале, если кромки свариваемых труб плотно соприкасаются, течь может практически отсутствовать.
Затем вставленный фрагмент соединяют с основным трубопроводом сваркой с двух сторон в нескольких точках и приступают к полной заделке стыков.
Если труба расположена горизонтально, сварку ведут сверху вниз обычным (отрывным или безотрывным) способом попеременно с двух сторон или непрерывной дугой снизу-вверх, минуя участок с вытекающей водой. На расстоянии около 10 мм от точки вытекания воды увеличивают ток в аппарате и производят заваривание оставшегося участка с течью. Некоторые сварщики поступают наоборот, заделывая вначале участок с протечкой от точки на 10 мм выше.
Аналогичные сварочные операции проводят и с другим стыком.

Рис. 8 Как заварить трубу с водой на стыке
Врезка в трубопровод под давлением
Если давление воды в трубопроводе невелико (не более 6 бар, как в линии холодного водоснабжения коммунальных домов), не так сложно произвести врезку в трубопровод при помощи сварки. Для этих целей подбирают отрезок трубы с резьбой, подходящей к запорной арматуре: шаровому крану или вентилю. Сразу готовят герметизирующие материалы (сантехническую ленту, льноволокно, пасту), перфоратор со сверлом по металлу диаметром, соответствующему проходному каналу отвода.
Дальнейшие операции проводят в следующей последовательности:
- Стачивают нижние кромки переходной стальной муфты с резьбой болгаркой под полукруглый профиль трубопровода, делают по периметру фаску для сварочной ванны.
- Приставляют переходную муфту к трубе, фиксируют в нескольких точках каплями расплавленного металла и приступают к ее приварке по периметру в обычном режиме.

Рис. 9 Приварка муфтового бокового отвода с резьбой под шаровый кран

Статья по теме:
Какими электродами варить профильную трубу 2 мм, советы профессионала. На нашем сайте есть отдельная статья посвященная обзору методов и видов сварки тонкостенных профильных труб, выбор электродов, режимы сварки, почитайте, возможно будет интересно.
Важный нюанс. Чтобы выходящая из трубопровода вода при сверлении не попала в электроинструмент, на сверло одевают защитный экран – кусок плотной картонки, фанеры, пластика.

Рис. 10 Операции по врезке в трубопровод через шаровый кран
Все способы соединения стальной трубы с трубой ПНД со стоимостью!
Когда не было пластиковых труб, то использовали стальную или чугунную трубу.
Сейчас для наружных сетей практически везде применяется ПНД и ПВХ.
Часто возникают ситуации, когда существующая подходит стальной трубой, а Вам нужно продолжать полиэтиленовой.
Способов соединения существует достаточное количество – все зависит от бюджета и технических возможностей.
Следует отметить, что оптимальные способы соединения зависят еще и от диаметра трубы.
Первым делом рассмотрим диаметр от 50мм и выше.
Способ 1
Преимущества :
Наличие оборудования для сварки
Скорость монтажа ниже, чем при других способах соединения.
Фланцевое соединение – наиболее распространенный способ монтажа.
Как мы это делаем.
1. Устанавливаем фланец на трубу ПНД
2. Привариваем полиэтиленовую втулку
3. Привариваем стальной фланец к стальной трубе
4. Соединяем два фланца между собой болтами (устанавливаем резиновую прокладку между двумя фланцами)
Из оборудования нам потребуется:
1. Аппарат для стыковой или электромуфтовой сварки (тогда плюс соединительная электросварная муфта)
2. Аппарат для электросварки
Способ 1 применяется еще тогда, когда вы планируете установить задвижку в перспективе на этом месте. Хотя все равно придется какой-то из фланцев демонтировать, чтобы уменьшить длину трубы на рабочую длину задвижки.
Стоимость
Способ 2
Фланцевое соединение с помощью фланцевых адаптеров (ПФРК)
Преимущества :
Не требуется специального оборудования
Высокая стоимость по сравнению с первым способом.
Монтаж производится следующим образом:
1. Устанавливаем фланцевый адаптер специальный для ПЭ труб устойчивый к смещениям (фланцевый адаптер Aquafast мы предлагаем, хотя есть и другие производители).
2. Устанавливаем фланцевый адаптер на металлическую трубу (мы рекомендуем Maxidaptor, т.к. их продаем, но здесь предложений на рынке огромное количество)
3. Соединяем фланцы между собой с помощью болтов и прокладки.
Стоит отметить, что обычные стандартные ПФРК ставить на полиэтиленовые трубы нельзя.
Полиэтилен - очень пластичный материал, сужается и расширяется при изменении температуры и давления.
И, например, при минимальной температуре труба просто спокойно выйдет из фланцевого адаптера.
Для защиты от смещения в специализированных адаптерах есть металлическое кольцо, которое и препятствует продольным осевым смещениям.
Соединение сваркой и фитингами труб полиэтиленовых низкого давления
Трубы, изготовленные из полиэтилена низкого давления (ПНД), относятся к категории наиболее востребованных строительных материалов. Без них не обходится ни один процесс возведения современных зданий, где они применяются для создания систем водоснабжения и канализации. Лёгкость работы с этим материалом, его эластичность и наличие многих способов соединения полиэтиленовых труб позволяет выполнять монтаж трубопровода быстро и с минимальными затратами.

Соединение труб из полиэтилена бывает разъемным и неразъемным
Характеристики изделий
Достоинства труб ПНД определяются наличием у них следующих свойств:
- способность выдерживать колебания температуры окружающей среды в диапазоне -60 ≤ T ≤ +90˚С. Оптимальный температурный режим 0 ≤ T ≤40˚С;
- широкий выбор диаметров: минимальный – 10, максимальный -1600 мм. Трубы диаметром до 160 миллиметров поставляются бухтами либо катушками длиной в пределах 500 м. Изделия, у которых значение данного параметра превышает 160 миллиметров, выпускаются только отрезками мерной длины.
- допустимое давление рабочей среды — до 20 атмосфер;
- устойчивость к негативному воздействию агрессивных сред – щелочей, кислот и спиртосодержащих веществ;
- неподверженность коррозии;
- гладкая внутренняя поверхность. Это свойство обусловливает беспрепятственное прохождение жидкости.
Стойкость таких труб к разного рода разрушающим факторам обуславливает продолжительность срока службы – он составляет не менее 50 лет.

Свойства труб из полиэтилена позволяют эксплуатировать их длительное время без замены или ремонта
Полезная информация! Даже изначальная прочность ПНД не отменяет для каждого сорта и вида изделий проведение испытаний по таким характеристикам, как стойкость к высоким температурам, разрыву, повышению давления.
Особенности конструкции
Диаметр и толщина стенок оказывают непосредственное влияние на сферу применения, свойства и выбор метода соединения полиэтиленовых труб низкого давления. Индекс SDR, присутствующий в маркировке, указывает соотношение данных параметров этих изделий и их прочностные характеристики. В нижеприведённой таблице отображены допустимые давления рабочей среды для труб полиэтиленовых низкого давления с диаметром 10≤ D ≤1600 мм и толщиной стенок 2≤S≤60 мм. Изучив эти данные, вы сможете подобрать оптимальное соединение ПНД труб.
Таблица 1
Как соединяются полиэтиленовые трубы
Этот процесс во многом зависит от предназначения создаваемого трубопровода и может выполняться двумя способами. Ограничения также накладывают свойства самого материала. Иными словами, для стыковки полиэтиленовых труб должны использоваться технологические приёмы, отличающиеся от тех, которые традиционно применяются при работе с металлическими изделиями.

Метод соединения элементов трубопровода подбирается в зависимости от назначения магистрали
Неразъёмное соединение. Его формируют, если в период эксплуатации разбирать систему не предполагается. Для реализации этого метода используется сварочный аппарат: предварительно нагретые трубы свариваются встык. Но ведь не у всех домовладельцев в распоряжении есть такой агрегат. А покупать его может быть нецелесообразно, если выполнять эту работу в обозримом будущем не предполагается. Закономерно возникает вопрос, как соединяются трубы ПНД в таком случае? Домашних дел мастера могут использовать электромуфтовую сварку. В этом варианте прочное соединение образуется следующим образом: торцы труб нагреваются до температуры плавления, в результате чего материал смешивается, а после остывания формируется надёжный герметичный стык.
Полезный совет! Но такой метод имеет один серьёзный недостаток – высокая стоимость электромуфты. Если объём предполагаемых к выполнению работ достаточно большой и вы ищете вариант, как соединяются ПНД трубы при этом условии с наименьшими материальными затратами, остановите свой выбор на контактной сварке.
Разъёмное соединение. Этот метод не предусматривает применение сварки, поэтому при необходимости трубопровод может быть демонтирован без разрезания его элементов. Разъёмные соединения полиэтиленовых труб бывают следующих видов:
- фланцевые или фитинговые. Для них используются крепёжные элементы специальной конструкции;
- раструбные. Выполняются они при помощи уплотнителей из эластичных материалов.
Сборка трубопроводов любым из этих способов не требует применения специфических приспособлений и инструментов. В частности, для соединения ПНД трубы фитингами достаточно иметь в своём распоряжении простой ключ. С его помощью будут закручиваться и откручиваться присутствующие на этих деталях прижимные гайки.

Разъемное соединение труб можно получить, установив в месте их стыка простую муфту
Особенности контактной (стыковой) сварки
Это – один из самых распространённых методов соединения труб полиэтиленовых. При его выполнении концы свариваемых изделий должны быть зафиксированы в специальных зажимах. Располагаются эти фиксаторы на общих направляющих. Затем проводится операция торцевания с применением определённых пил. После этого обработанные торцы труб нагреваются с помощью электронагревателя. Данная процедура прекращается, когда полиэтилен станет достаточно вязким и пригодным для сжатия под действием гидравлики. Проникновение расплавленных частей друг в друга на молекулярном уровне обеспечивает стойкую и герметичную стыковку труб ПНД.
Контактная сварка сохраняет достаточную гибкость трубопровода не в ущерб его прочности. А качество соединения зависит от категории используемого оборудования. Конечный результат будет тем лучше, чем больше возможностей у сварочного аппарата контролировать процессы нагрева и плавления полиэтилена. Если вы не знаете, как соединяется ПНД труба контактной сваркой, следующая инструкция вам пригодится:
- Проверьте геометрию каждой трубы. Для обеспечения плотности прилегания срезов, их кромки зачистите и подровняйте.
- Корректно расположите в сварочном аппарате торцы стыкуемых изделий. Для этого произведите центровку их поперечных срезов на одной оси.
- В промежуток между кромками введите нагревательный элемент и подайте на него напряжение нажатием соответствующей кнопки на аппарате. После этого торцы труб начнут оплавляться.
- Удалите нагревательную плиту и прижмите торцы с некоторым усилием друг к другу. Удерживайте под давлением до тех пор, пока они полностью не остынут. При этом между свариваемыми трубами выдавливается расплавленный полиэтилен. Затвердев, он образует сварной шов.
Машины для такого типа сварки бывают механическими и гидравлическими. Последние считаются профессиональным оборудованием и требуют опыта подобной работы.

Стыковая сварка проводится при помощи механического или гидравлического сварочного агрегата
Важно! Выполнение этих действий требует определенной квалификации, поскольку проводиться они должны быстро и аккуратно с обязательным соблюдением правил технологии.
Соединение труб ПНД фитингами
Сегодня существует несколько способов соединения полиэтиленовых труб без сварки. Но наибольшее распространение получил фланцевый. Однако применение такого метода для труб небольшого диаметра (до 50 миллиметров) экономически невыгодно. В этом случае эксперты рекомендуют отдавать предпочтение соединению труб ПНД компрессионными фитингами. Состоят такие детали из 5 элементов:
- корпуса, оснащённого ограничителем для введения труб;
- фиксирующей гайки с внутренней резьбой;
- обжимного кольца. Оно предотвращает изменение диаметра труб;
- уплотнительной резиновой прокладки;
- втулки. Она предназначена для фиксации резиновой прокладки.
Для реализации компрессионного соединения полиэтиленовых труб используются следующие виды фитингов:
- тройник;
- крестовина;
- муфта;
- седловой отвод;
- заглушка;
- отвод.
С помощью таких соединений для полиэтиленовых труб допускается создание комбинированных магистралей.

Компрессионные фитинги — самый простой способ соединения труб без сварки
Например, обжимные муфты нашли широкое применение при замене сегментов стальных трубопроводов на полимерные. Срок службы ПНД труб во многом зависит от качества стыков.
Для соединения полиэтиленовых труб фитингами обладать специальными знаниями сантехника или сварщика не обязательно. Работы необходимо выполнять по следующей схеме:
- разметьте место среза;
- разрежьте трубопровод под прямым углом;
- выровняйте свободные концы труб, добившись идеально круглого сечения;
- насадите трубопровод в корпус фитинга до максимума, ориентируясь по отметке;
- на завершающем этапе закрутите накидную гайку без чрезмерных усилий.
При выборе способа соединения трубы ПНД необходимо учитывать следующие факторы: наиболее надёжными и долговечными является сварная технология. Но компрессионные фитинги более просты в обслуживании.
Читайте также: