
Как заварить трубу в недоступном месте
Обновлено: 07.07.2024
Сварка труб в труднодоступных местах
Прокладка и ремонт трубопроводов зачастую ставят перед сварщиком сложные задачи. Особенно сложно работать с водопроводными трубами, трубами отопления газоснабжения. Это связано с близкой установкой таких труб к стенам. Часто те же трубы отопления прячут полностью в стене, что еще сильнее осложняет возможные работы. Есть ряд практических рекомендаций, которые должны помочь сварщикам при сварке труб в труднодоступных местах.
Газопроводные трубы обычно имеют небольшой диаметр. Это позволяет хорошо осматривать трубы даже при близкой установке к стене. Работы в этом случае проводятся сравнительно свободно.
Дополнительной помощью при сварке труб в труднодоступных местах будет использование зеркал. Зеркало устанавливается у стенки или под углом к месту сварки. В результате хорошо видно, как нужно двигать электрод и какой получается шов.
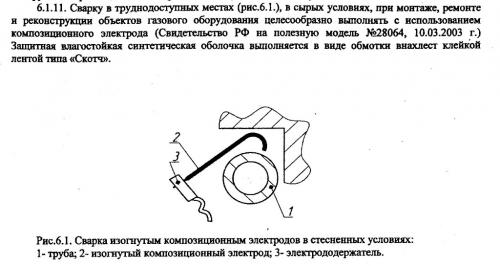
Если возникают проблемы с доступность задних частей труб, вариантом решения проблемы будет использование изогнутого композиционного электрода. Он имеет форму крючка и свободно заходит за трубу. В этом случае перед началом работ важно правильно выбрать параметры сварочного тока, чтобы соблюсти необходимые свойства дуги.
Если невозможно достать место сварки изогнутым электродом, можно выполнить внутренний или операционный шов. Для этого вырезается часть трубы на передней стороне, и сварка ведется через полученное отверстие. После окончания работ отверстие заваривается отдельно.
TIG-сварка может проводиться аналогичным образом, но при этом достаточно сделать небольшое отверстие – чуть больше размера присадочного материала. Горелка подводится с обратной стороны к месту сварки, а присадочная проволока подается через зазор. Соответственно сварщик наблюдает за процессом через полученный зазор. Отверстие также заваривается после работы.
Еще одним вариантом сварки труб в труднодоступных местах является использование метода газосварки. В отличие от электрода газовую горелку удобнее подносить к месту сварки даже возле стены.
Дополнительные сложности возникают при необходимости сварки труб под потолком. В этом случае важно перед началом работ предусмотреть место для размещения сварочного аппарата. Он должен быть установлен таким образом, чтобы не мешать свободному перемещению сварщика и в то же время не было необходимости тянуть кабели соединения электродов.
Рекомендуется использовать все доступные способы для проведения сварки труб в труднодоступных местах. Например, работать изогнутым электродом и контролировать работу с помощью зеркала. Или провести сварку через зазор, а после – дополнительно сделать «заплатку» с помощью изогнутого электрода. Контроль результата с помощью зеркала нужно проводить в любом случае.
Как сварить трубу в неудобном положении❓| Показываю нюансы "операционного шва"
Приветствую гостей и подписчиков канала Euro Welder - канале о сварке и сварщиках!
В сегодняшней статье обсудим такой полезный вид сварочно-слесарных работ, как "операционный шов". Этот вид работ применяется в большинстве случаем при замене труб водоснабжения и его должен уметь выполнять каждый сварщик.
Бывают такие случаи, когда труба смонтирована слишком низко или впритык к полу и к ней никак не подлезть, чтобы заварить снизу - в этом случае и прибегают к "операционному шву".
Я подготовил два куска 89-й трубы, чтобы на ней показать все тонкости и нюансы. Левый кусок трубы неподвижный, а правый нам нужно приварить к левому, не имея доступа к нижней части. Я подготовил два куска 89-й трубы, чтобы на ней показать все тонкости и нюансы. Левый кусок трубы неподвижный, а правый нам нужно приварить к левому, не имея доступа к нижней части.Этот вид шва мне когда-то показал опытный сварщик, когда я работал в городской "Теплосети". С тех пор мне приходилось периодически его выполнять и он всегда получался надёжным и выручал в таких сложных ситуациях. Настало время поделиться опытом и с Вами! Поехали! ;)
1. Подготовка
Первое, что нужно сделать это ровно состыковать обе трубы, снять фаски и почистить околошовную зону. В моём случае задача немного сложнее, потому что труба мало чего тонкостенная (3 мм), так ещё и оцинкованная (горит, как фольга), поэтому фаски я снимал совсем немного, оставив побольше притупление кромок, а также зазор делал совсем небольшой - 1 мм.
После стыковки и чистки - рисуем на трубе, которую будем стыковать треугольник или квадрат. Через такое "вскрытие" и будет проходить наша "операция".
Два способа заварить трубу в труднодоступном месте
Работа сварщика трудна — порой приходится варить «на коленке» и в самых труднодоступных местах. Вода и треск раскалённого металла, едкий, почти, что удушливый дым, все это сопряжено со сваркой трубопроводов.
И если сварить забор или калитку это одно дело, то вот приварить трубу, да ещё и в труднодоступном месте — совсем другая история. Здесь сварщикам приходится изощряться, кто как может, и у них есть свои секреты, о которых вы сможете узнать ниже.
Что представляет собой композиционный электрод
Чтобы подобраться в труднодоступное место для сварки трубы, сварщики прибегают к различным хитростям. Одни из них используют огрызки электродов, другие сгибают стержни как им надо и с успехом заваривают трубу у стены или там, где совсем не подлезть.
Многие из них знают и о композиционном электроде, который по своей форме чем-то напоминает крюк. Такая форма композиционного электрода была выбрана неспроста, ведь именно данным электродом можно заварить трубу даже в самом труднодоступном месте.
Само собой разумеется, что при сварке в котлах или электропечах, в общем, закрытых емкостях, существуют свои правила безопасности. Во-первых, в стеснённом пространстве крайне важно обеспечить достаточную циркуляцию воздуха.
Иногда сварщикам и вовсе, приходится варить в противогазах, поскольку иначе дышать нет возможности. Кроме этого, важно обеспечить хороший свет и позаботиться об электробезопасности.
Сварка в труднодоступных местах

- Новичок
- Cообщений: 5
Привет всем, свариваю трубы постоянно в таких местах неудобных это дело опыта и через зеркало сваривал и так просто , там уже на слух варишь , на моем опыте еще не одна труба не свистела главное чтоб рука твердая была.
- Участник
- Cообщений: 36
Прикрепленные файлы
- Сварка_в_труднодоступных_местах.doc506,5К 139175 скачиваний
чегой то документик не грузится((
Приходи,покажешь.А то никто не хочет пароход на стапеле переворачивать(гады),а меня вверх ногами-тошнит.Если попадается горизонтальный стык близко от пола встаю на голову и получается обычный стык под потолком.Вообще тема благодатная не знаю почему не развитая, многие молодые сварщики смотрят на стык и не знают как к нему подойти, а здесь можно накидать кучу житейских хитростей.
Метод сварки труб от аргонщиков: делается зазор чуть больше диаметра присадочного прутка, горелка подводится снизу, а присадка подается через зазор к корню; сварщик наблюдает только провар в корне через зазор.
Метод от сантехников: газовым ключом труба малого диаметра скручивается вдоль оси так, чтобы недоступная точка кольцевого стыка была видна сварщику, по мере заварки упруго деформированная труба возвращается в исходное положение; закрутка в другую сторону дает возможность сварки второй половины стыка.
тубопроводы с газом,в местах сварки должно обеспечиваться предельно доступным удобством для проведения робот, для воды удобства придумываем сами,стоять на голове ,не лучший выход,развальцовкой труб пользовались стандартно и в промышленных масштабах,если это не предусматривалось проектировкой, развальцовку делали сами при помощи самодельных приспособлений,"операцмонный стык" работа маятная,и всем известно что лучше всего проводить ее газосваркой,единственнное неудобство, грееся сопло,реже применяли не значительное смещение стыка,при давлении в 4 атм все выглядело как хотелось нам и заказчику.
Предлагаемый специалистами ГУП "МОСГАЗ" способ сварки в труднодоступных местах (см. в прикрепл.файлах)
Пожалуйста объясните, во-первых, что это за "композиционный электрод", а во-вторых где можно ознакомиться (или скачать) РД 01-001-06, на который Вы ссылаетесь.
pofigist
Пришлось как-то встречать лосиноостровские электроды, которые можно было завязать в узел (не тугой ) без повреждения обмазки.
Пришлось как-то встречать лосиноостровские электроды, которые можно было завязать в узел (не тугой ) без повреждения обмазки.

Кстати приходилось варить вертикальные стояки (труба 50), от стены, наблюдая за процессом через зазор. Вроде прокатывало, хотя перекрывал на второй слой, уже не глядя согнутым электродом, после проверял качество визуально через зеркало, подсвечивая фонариком. А на счет скручивания трубы газовым ключом, так это только на мелких трубах. Тут удобнее варить в нахлест (в стаканчике)Метод сварки труб от аргонщиков: делается зазор чуть больше диаметра присадочного прутка, горелка подводится снизу, а присадка подается через зазор к корню; сварщик наблюдает только провар в корне через зазор.
Метод от сантехников: газовым ключом труба малого диаметра скручивается вдоль оси так, чтобы недоступная точка кольцевого стыка была видна сварщику, по мере заварки упруго деформированная труба возвращается в исходное положение; закрутка в другую сторону дает возможность сварки второй половины стыка.
Сварка в труднодоступных местах

Ребята,хорошие вы специалисты и чуткие товарищи.А вот никто не посоветовал голову сплющить,чтобы пролезла между двумя трубами и переборкой.Очки и зеркало любое(нерж,стекло)хороши на аргоне и новых трубах.Правильно заметил Morgmail про сгнившие ХВС и ГВС (чаще паровые-острая или конденсатная),иногда их нужно наплавлять,а не сваривать.Послойно,несколько раз.После каждого прохода смотреть через зеркало с фонариком-"попалли-непопалли-промахнулли".Заменять кусками нет смысла,траншеи набиты "покойниками".Нужное место высвободил,уонятку загнул в три колена и полез на ощупь искать дырку.Заварил и ждёшь.Или рядом лопнет или предприятие в Кронштадт переведут-что раньше произойдёт.
А кто тебе голову плющит?
Слушатели Лесо-Технической Академии,конечно.Готовы и шею намылить да руки коротки.При развитом коммунизме проложили силовые кабельтрассы и паро-водопроводы в одну траншею с перемычкой в один кирпич (80 mm?),а теперь удивляются чего так аварийность увеличивается из года в год.В "лесопилках" ведь про гальванопары и коррозионностойкость не преподают.
По-поводу очков давно размышляю, но в магазинах пока не встречал очки годные для электросварки. Сегодня вызывали на работу - сломалась труба, в одном месте, по резьбе. Место неудобное, да и как на-зло электроды в колчане совсем сырые были (с середины декабря в отгулах), прошелся на раз, козырек на электроде в сантиметр, да и на трубе (20) поры в потолке. Но шов на удивление не потёк. Я к тому, что на отоплении часто косяки даром проходят. Так, например, однажды вваривал конвектор на лестничной площадке и неправильно рассчитал порядок монтажа и остался один шов до которого, ну никак не достать электродом. Так, что делать: я состыковал два электрода вместе, изогнул, и просто, не глядя, прошелся от стены. Шов, конечно, намок, но когда началась циркуляция, то мгновенно все косяки затянулись и шов стал сухим.Купил себе вот такие сварочные очки - хамелеон
По-поводу очков давно размышляю, но в магазинах пока не встречал очки годные для электросварки. Сегодня вызывали на работу - сломалась труба, в одном месте, по резьбе. Место неудобное, да и как на-зло электроды в колчане совсем сырые были (с середины декабря в отгулах), прошелся на раз, козырек на электроде в сантиметр, да и на трубе (20) поры в потолке. Но шов на удивление не потёк. Я к тому, что на отоплении часто косяки даром проходят. Так, например, однажды вваривал конвектор на лестничной площадке и неправильно рассчитал порядок монтажа и остался один шов до которого, ну никак не достать электродом. Так, что делать: я состыковал два электрода вместе, изогнул, и просто, не глядя, прошелся от стены. Шов, конечно, намок, но когда началась циркуляция, то мгновенно все косяки затянулись и шов стал сухим.
Как заварить трубу в труднодоступном месте

Работа сварщика трудна — порой приходится варить «на коленке» и в самых труднодоступных местах. Вода и треск раскалённого металла, едкий, почти, что удушливый дым, все это сопряжено со сваркой трубопроводов.
И если сварить забор или калитку это одно дело, то вот приварить трубу, да ещё и в труднодоступном месте — совсем другая история. Здесь сварщикам приходится изощряться, кто как может, и у них есть свои секреты, о которых вы сможете узнать ниже.
Что представляет собой композиционный электрод
Чтобы подобраться в труднодоступное место для сварки трубы, сварщики прибегают к различным хитростям. Одни из них используют огрызки электродов, другие сгибают стержни как им надо и с успехом заваривают трубу у стены или там, где совсем не подлезть.
Многие из них знают и о композиционном электроде, который по своей форме чем-то напоминает крюк. Такая форма композиционного электрода была выбрана неспроста, ведь именно данным электродом можно заварить трубу даже в самом труднодоступном месте.

Само собой разумеется, что при сварке в котлах или электропечах, в общем, закрытых емкостях, существуют свои правила безопасности. Во-первых, в стеснённом пространстве крайне важно обеспечить достаточную циркуляцию воздуха.
Иногда сварщикам и вовсе, приходится варить в противогазах, поскольку иначе дышать нет возможности. Кроме этого, важно обеспечить хороший свет и позаботиться об электробезопасности.

При напряжении свыше 36 вольт, на месте сварки обязательно должен присутствовать диэлектрический коврик.
Сварка «операционки»
Второй способ заварить трубу в труднодоступном месте, возможно используя технику операционного шва. Это как варить через окно в трубе, которое впоследствии заваривается вырезанным куском металла.

Сварка операционных швов наиболее востребована именно при ремонте и замене трубопроводов. Например, когда труба идёт вплотную к стене и к полу, таким образом, что с другой стороны никак нельзя подлезть электродом.
В таком случае, порядок сварки «операционки» выглядит следующим образом:
- Сварщик посредством болгарки вырезает квадратное или прямоугольное окошко в трубе;
- Затем используя электрод, он заваривает трубу с обратной стороны, откуда нет подхода;
- После этого он вставляет вырезанный ранее кусок металла в трубу и несколько раз его обваривает.
Варить операционные швы могут далеко не все сварщики. Это если можно так сказать, «ювелирная работа», которая требует особых навыков. Главное при этом не заузить внутренний диаметр трубопровода и нормально наложить шов.

Помимо всего вышеперечисленного, для сварки в труднодоступных местах используются различные приспособления. Все они предназначены для сварщиков, помогая им в решении самых трудных задач.
Стоит отметить, что сварка стальной трубы с протекающей по ней водой не является технически грамотным решением и технологически верным процессом проведения работ. Однако в некоторых аварийных, экстренных ситуациях знание различных способов сваривания трубопроводов со свободно или под давлением протекающей по ним водой может сильно помочь специалисту.

Рис. 1 Технология электродуговой сварки
СодержаниеОсобенности сваривания трубопроводов с водой
Под сваркой трубопровода с водой мы подразумеваем ту ситуацию, когда она тем или иным способом попадает в сварочную ванну. Этот фактор привносит в проведение сварных работ следующие нюансы:

Рис. 2 Дефекты в трубах и заделка их чопиками

Рис. 3 Таблица применяемых электродов для электродуговой сварки

Статья по теме:
Сварка оцинкованных труб в бытовых условиях – способы и методы. Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.

Как заварить трубу с водой
Перед работами проверяют удобство доступа к дефектному участку трубопровода, хорошо освещают место проведения сварочных операций. Если прямым электродом сложно проводить сварку или по нему будет стекать вода, его изгибают под удобным или безопасным углом. Для защиты сварщика при работе в помещениях с высокой влажностью используют водонепроницаемую одежду.

Рис. 5 Примеры наложения заплаток для заделки дефектов
При образовании трещины
Если вода капает через трещину, ее можно заваривать несколькими методами:
Прямым завариванием. Место проведения работ очищают от краски, слоя ржавчины и начинают сварку. Ток в аппарате устанавливают побольше, (для этого нужен опыт и практические навыки) и начинают заваривание щели в месте, наиболее удаленном от точки вытекания воды.
Электрод ведут елочкой, постепенно опускаясь к участку с течью. Можно пройти щель сразу по всей длине с одного конца до другого или сваривать попеременно с каждой стороны и закончить в точке вытекания воды.
Для гарантии прочности соединения после формирования основного шва его поправляют, обваривая по периметру. Ток в сварочном аппарате при этом устанавливают в обычный рабочий режим.
При помощи накладки. Для ремонта труб многие используют хомуты с резиновыми прокладками, накладываемые вокруг трубы и затягиваемые болтами. Если щель большая и через нее вытекает значительный объем воды, можно при помощи сварочного аппарата сделать подобие данного приспособления.
Для этого берут пластину нужный длины и ширины, изгибают ее вокруг трубы в месте утечки и привязывают проволокой. Далее по периметру приваривают элемент к трубной оболочке в обычном режиме работы сварочного аппарата. Сделанная таким методом заплатка хоть и отнимет чуть больше времени, чем непосредственное заваривание щели, гарантирует более высокое качество ее заделки.

Рис. 6 Примеры заварки свищей

Статья по теме:
Бандаж для труб, что это такое и как эффективно устранить течь в трубе. Если не знаете, как заварить трубу с водой, то возможно, будет интересно почитать отдельную статью про то, как можно заделать свищ в трубе при помощи специальных или подручных средств.
Со свищом
Под свищом обычно подразумевают дефект в трубе в виде сквозного отверстия, через которое под давлением наружу вытекает вода. Для его заваривания применяют следующие способы:
Прямая заделка. Есть свищ небольшой, его обваривают по периметру небольшими каплями при повышенном токе, а затем расплющивают их молотком, заделывая отверстие и предотвращая ток воды.
Затем поверх свища наваривают еще один слой металла, установив на сварочном аппарате обычный режим.
При большом свище еще один оригинальный вариант его обварки – вбивание деревянного чопика. Колышек загоняют до конца и обрезают почти заподлицо с трубной оболочкой. При отсутствующем водном потоке отверстие обваривают по периметру, постоянно сужая выходной канал до его полного закрытия.
При помощи болта. Если через свищ поступает значительный объем воды, можно воспользоваться подходящим по диаметру (точнее чуть большим) болтом. При помощи сверла, равного размеру резьбового штыря, в свище делают круглое отверстие правильной формы, в которое затем вкручивают болт.
Резьбовая ножка почти полностью перекрывает водный поток, поэтому шляпка без труда обваривается по периметру, тем самым полностью предотвращая течь.
При помощи гайки. Если под руками нет сверла и болта нужных диаметров, подбирают гайку по размерам чуть больше свища. Ее устанавливают по центру отверстия и обваривают по периметру. Затем берут подходящий болт, обрезают его на нужную длину болгаркой, делая фаску на кромках, и ввинчивают в гайку. Для герметизации резьбового соединения используют льняное волокно или подкладывают под резьбовой штырь на свищ маленький кусочек резины.

На стыке двух соединяемых труб
В практике опытного сварщика могут возникнуть ситуации, когда в трубопровод потребуется вставить новый трубный фрагмент или элемент с запорной, регулирующей арматурой. Для этого в старой трубе вырезают участок по длине нового, стачивают фаски на кромках всех труб для образования сварочной ванны и вставляют трубный отрезок в разрез трубопроводной магистрали.
Очень важно точно подогнать вставляемый трубный фрагмент к краям обрезанного трубопровода. В идеале, если кромки свариваемых труб плотно соприкасаются, течь может практически отсутствовать.
Затем вставленный фрагмент соединяют с основным трубопроводом сваркой с двух сторон в нескольких точках и приступают к полной заделке стыков.
Если труба расположена горизонтально, сварку ведут сверху вниз обычным (отрывным или безотрывным) способом попеременно с двух сторон или непрерывной дугой снизу-вверх, минуя участок с вытекающей водой. На расстоянии около 10 мм от точки вытекания воды увеличивают ток в аппарате и производят заваривание оставшегося участка с течью. Некоторые сварщики поступают наоборот, заделывая вначале участок с протечкой от точки на 10 мм выше.
Аналогичные сварочные операции проводят и с другим стыком.

Рис. 8 Как заварить трубу с водой на стыке
Врезка в трубопровод под давлением
Если давление воды в трубопроводе невелико (не более 6 бар, как в линии холодного водоснабжения коммунальных домов), не так сложно произвести врезку в трубопровод при помощи сварки. Для этих целей подбирают отрезок трубы с резьбой, подходящей к запорной арматуре: шаровому крану или вентилю. Сразу готовят герметизирующие материалы (сантехническую ленту, льноволокно, пасту), перфоратор со сверлом по металлу диаметром, соответствующему проходному каналу отвода.
Дальнейшие операции проводят в следующей последовательности:
- Стачивают нижние кромки переходной стальной муфты с резьбой болгаркой под полукруглый профиль трубопровода, делают по периметру фаску для сварочной ванны.
- Приставляют переходную муфту к трубе, фиксируют в нескольких точках каплями расплавленного металла и приступают к ее приварке по периметру в обычном режиме.

Рис. 9 Приварка муфтового бокового отвода с резьбой под шаровый кран

Статья по теме:
Какими электродами варить профильную трубу 2 мм, советы профессионала. На нашем сайте есть отдельная статья посвященная обзору методов и видов сварки тонкостенных профильных труб, выбор электродов, режимы сварки, почитайте, возможно будет интересно.
Важный нюанс. Чтобы выходящая из трубопровода вода при сверлении не попала в электроинструмент, на сверло одевают защитный экран – кусок плотной картонки, фанеры, пластика.

Рис. 10 Операции по врезке в трубопровод через шаровый кран
Как заварить протекающую трубу электросваркой

Сварка труб является самым надежным из всех способов соединения. Сварка позволяет добиться не только герметичного, но и максимально надежного соединения, которое будет хорошо противостоять, как давлению, так и механическим нагрузкам.
К сожалению, черный металл подвержен коррозии в процессе эксплуатации. И как бы металлическая труба не защищалась от неё, время всё равно возьмёт своё. Через время в трубе может образоваться свищ и течи, которые часто приходится устранять под давлением.
Не каждый сварщик способен качественно заварить протекающую трубу. Помимо навыков в сварке здесь важны знания и опыт выполнения подобного рода работ. Как заварить протекающую трубу электросваркой, и что нужно знать в первую очередь, вы сможете узнать из статьи.
Основные сложности сварки труб под давлением
Варить трубу под давлением возьмётся не каждый сварщик. Кроме того, есть большие риски испортить сварочное оборудование, а при несоблюдении техники безопасности, получить удар током.

Основные сложности, которые возникают при сварке труб под давлением, связаны со следующим:
- Напор воды, который присутствует в трубах, не дает нормально плавиться металлу;
- При сварке протекающей трубы образуется много пара, который устремляется вверх, в лицо сварщику. Всё это доставляет массу неудобств: сварочная маска запотевает и ничего не видно, дышать становится трудно;
- Если трубы расположены под потолком, то варить становится еще труднее. Помимо того, что сварка потолочных швов и так сама по себе трудная, так еще и стекающая вниз вода, прямо на сварщика, доставляет массу проблем.

Ну и, конечно же, расценки на сварку труб под давлением совершенно другие, они на порядок выше. Рассмотрим основные нюансы, которые требуется учесть при сварке протекающих труб электросваркой.
Как заварить протекающую трубу электросваркой
Конечно же, в первую очередь нужно придерживаться правил и техники безопасности. Если рядом вода, то она будет проводить электричество. Недопустимо чтобы вода попала в сварочный аппарат, чтобы руки и ноги сварщика были мокрые в процессе выполнения сварочных работ.

Второй момент связан непосредственно с самой технологией сварки протекающих труб:
- Первое что нужно учесть, так это величина тока. Сварочный ток придётся увеличить с той целью, чтобы добиться сильной и стабильной сварочной дуги;
- Перед выполнением сварочных работ стоит заранее прокалить электроды;
- Следует знать, что «варить по воде» лучше переменным током, а не постоянным. Именно переменный ток в данном случае выигрывает перед постоянным током, поскольку он способен формировать устойчивую сварочную дугу даже под внушительным потоком воды.
Ну и несколько слов о расходных материалах, а именно, об электродах для сварки труб с водой. Чтобы сформировать качественный и надежный шов, лучше использовать только проверенные электроды с основным покрытием. Лучшими в своём роде электродами для сварки труб являются электроды УОНИ 13/55.

Данная марка электродов позволяет варить металлические трубы из стали, вне зависимости от степени её легирования и процентного содержания углерода. Также для сварки труб под давлением неплохо себя зарекомендовали электроды МГМ-50К, которые как раз и оптимизированы для работы с трубами.
Пайка полипропиленовых труб в труднодоступных местах: советы и рекомендации
При этом очень важно сделать правильный выбор инструмента и знать наиболее часто встречающиеся ошибки у новичков.

Рис.1 Промышленный аппарат для пайки ППР стыковым способом – принцип работы
СодержаниеСпособы сварки полипропиленовых труб
Для соединения полипропиленовых труб используются несколько способов сваривания в зависимости от их диаметра, толщины стенок и области применения:
-
. Методика применяется для стыковки элементов трубопроводов большого диаметра, используемых в промышленной и коммунальной сфере. Процесс происходит путем одновременного нагревания плоским диском предварительно обрезанных под углом 90 градусов трубных торцов, после чего их кромки с усилием прижимаются друг другу на специальном станке. . Технология практически не используется в при сварке полипропиленовых труб (в основном с ПНД), соединение происходит с помощью электросварных муфт, в которую вставляются оба конца трубных элементов. При пропускании электрического тока внутренний корпус разогревается, становится более мягким и теряет свою жесткость. В результате этого процесса он сжимается под давлением внешней оболочки, образуя прочный неразъемный стык между соединяемыми элементами (активное упрочнение). После охлаждения эффект активного упрочнения остается, плотно прижимая муфту к трубам. . Широко применяемый в быту и во всех сферах промышленности метод, состоит в соединении двух концов полипропиленовой трубы с помощью полипропиленовых фитингов. Для нагревания в быту и промышленности используются специальные сварочные аппараты (утюги) и нагревательные насадки, которые одновременно нагревают поверхность трубы и внутреннюю часть фитинга, после чего элементы состыковываются.

Необходимый инструмент для пайки полипропиленовых труб малого диаметра
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
-
. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.

Рис. 3 Инструменты для работы с ППР
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
Ситуацию, когда спаиваемые отрезки должны быть определенной длины, но при сварке их паяльником в линию одну из частей придется обрезать на ширину двух насадок и греющего утюга, можно решить другим способом. Приобретается аналогичная насадка, закрепляется на нагревающей платформе и производится одновременная пайка каждого из отрезков в разных плоскостях, после чего они соединяются. Таким методом можно монтировать не только прямые участки, но и повороты на стенах, обеспечивая тем самым более плотное прилегание линии к огибаемой поверхности.

Рис. 4 Пайка полипропиленовых труб в труднодоступных местах утюгом с двумя насадками
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Особенности пайки в углах
Спаивание в таких условиях не отличается от проведения подобных работ на других участках стен за исключением некоторых факторов.

Рис. 5 Последовательность пайки трубопровода из ППР
Последовательность и важные правила пайки полипропилена
Хотя оборудование для спаивания полипропилена не слишком сложно в эксплуатации, при работе с ним следует соблюдать в следующие правила:
Технология спайки ППР состоит из следующей последовательности подготовительных и монтажных операций:

Рис.6 Технология правильной пайки полипропилена
При сварке на стенах неудобно держать детали на весу, поэтому трубу фиксируют в клипсах или муфтах, сдвигая на нужное расстояние.

Рис. 7 Пайка полипропиленовых труб в труднодоступных местах с врезкой крана
Часто возникает ситуация, когда необходимо привести врезку в трубопровод для вставки фитинг-крана или муфты при ремонте поврежденного участка. При проведении работ по установке крана лучше сваривать несколько участков в такой последовательности:
- Вначале разрезают трубопровод, вырезав из него сегмент нужной длины ножницами по предварительно рассчитанным меткам, сливают воду и очищают насухо свариваемые поверхности от жира, грязи и влаги.
- Оттягивают правый отрезок трубы от стены, вставляют его в насадку предварительного подготовленного к работе паяльника, с другой стороны подсоединяют фитинг открытого крана (это необходимо для стравливания воздуха).
- Производят сварку по приведенной выше технологии, затем переходят к другой стороне. Перед работой необходимо подготовить упор для паяльного прибора (ножницы, разводной ключ), так как спаивание будет проходить на весу.
- Отгибают левую трубу в сторону и производят прогрев раструба крана на несколько секунд больше, после чего быстро вставляют в насадку трубный конец, прогревая его на несколько секунд меньше.
- Затем состыковывают элементы, плотно прижимая их друг другу с соблюдением стандартных временных интервалов.

Статья по теме:
Как заварить трубу с водой – несколько проверенных вариантов. Если столкнулись с проблемой протечки стальной трубы, а возможности отключить воду нет, то на нашем сайте есть отдельная статья, рассказывающая про варианты сварки трубы под давлением с водой.
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.

Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:

Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.

Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:

Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Чтобы пайка полипропиленовых труб в труднодоступных местах была качественной, нужно выбрать правильный паяльник – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Читайте также: