
Трубы как клеить как правильно
Обновлено: 07.07.2024
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Галерея изображений В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием Раструбное или муфтовое соединение полимерных труб Пайка полипропиленовых труб и фитингов Крепление фитинга для запорной арматуры Стыковая пайка труб большого диаметраОбщее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
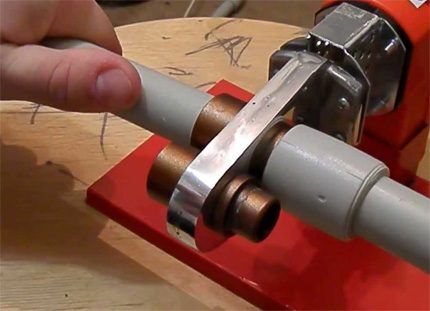
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
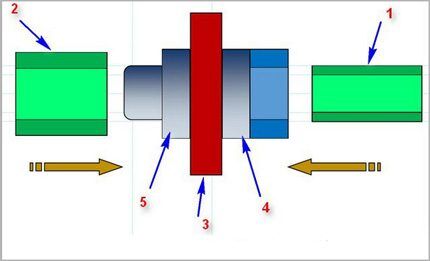
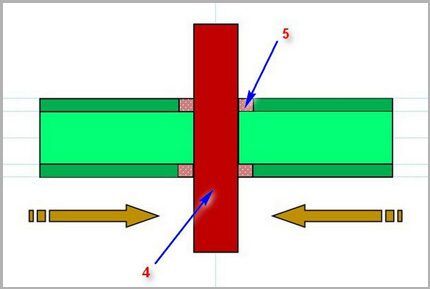
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.

Кроме паяльников, мастеру также потребуются:
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагревПервым делом необходимо подготовиться к работе:
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Галерея изображений Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки - отрезок трубы, который будет соединен со свариваемой деталью Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки Шаг 1: Резка полимерной трубы перед пайкой Шаг 2: Разметка глубины прогрева трубы Шаг 3: Нагрев соединяемых деталей на утюжке Шаг 4: Быстрое соединение после нагреваПри условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
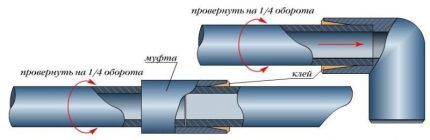
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя - полимерный и алюминиевый Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой Швейер - инструмент для подготовки армированных ПП труб Удаление двух наружных слоев Подготовленная к пайке полипропиленовая труба Обработка перед пайкой неармированной ПП трубыТакое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Как и чем клеить ПВХ трубы?

ПВХ трубы вот уже несколько десятков лет занимают лидирующие позиции среди прочей продукции для проектов коммуникаций. И потому в этой статье мы расскажем про монтирование магистралей из таких коллекторов клеевым способом.

Прежде, чем клеить ПВХ трубы, следует приобрети специальный клеящий состав. Если правильно выбрать клей для поливинилхлорида, полученное с его помощью соединение по надежности не уступит сварке. Обычно используют такой метод монтажа при обустройстве магистралей подачи холодной воды.
Особенности выбора клеевых составов
Интересуясь, какая клеевая смесь лучше подойдет для соединения ПВХ труб, нужно знать особенности такой продукции. В первую очередь, в его составе должна быть комбинация из поливинилхлорида, химических веществ для его растворения (метилэтилкетон, тетрагидрофуран, циклогексанон) и прочих присадок. Процесс склеивания такими смесями осуществляется за счет испарения растворителей и соединения полимерных молекул материалов, в результате чего получается крепкая цельная конструкция.
Чтобы получить в процессе склеивания поливинилхлоридных труб именно такие соединения, следует покупать продукцию надежных производителей с проверенной репутацией. Среди таких отлично зарекомендовали себя на рынке монтажных средств зарубежные компании:
- немецкая Tangit;
- голландская Griffon;
- и французская – Gebsoplast.

Приобретая клей для ПВХ изделий, обязательно ознакомьтесь с информацией, которая имеется на упаковке. Наиболее важными показателями смеси считаются: ее предназначение (область применения), свойства состава и время его высыхания, плотность и вязкость вещества, а также технология нанесения. Не менее важен срок изготовления и условия хранения продукта.
При выборе необходимого клея следует обратить внимание также на тип вещества. Вся линия подобных химических веществ для быстрого монтажа труб ПВХ делится на два вида:
- Клей для холодной спайки.
- Средства для сплавления материалов при высокой температуре.
Клеевое соединение методом холодной спайки – наиболее простой и популярный вариант сращивания ПВХ труб. Такая технология монтажа применяется при обустройстве магистралей холодного и горячего водоснабжения, систем вентиляции и прочих проектов. Швы, полученные таким путем, получаются монолитными и достаточно крепкими.
Клеевые составы для горячей спайки коллекторов применяются в ходе прокладки канализационного канала, водопровода, воздухоотводных путей и т. п. Если правильно клеить трубы ПВХ таким способом, можно получить очень надежное соединение и, соответственно, создать герметичную систему. Технология применения таких клеящих веществ требует дополнительного использования специального паяльника. Сам процесс спайки происходит за счет воздействия высокой температуры на смесь и, непосредственно, склеиваемые материалы. Такой клей и метод сращивания подойдет тем, кто интересуется, чем клеить трубы ПВХ для канализации.

Подготовительные работы
Выбрав подходящий клеевой состав, можно приступать к следующему этапу. Перед тем, как клеить ПВХ трубы, необходимо тщательно подготовить детали. От этого напрямую зависит качество соединения. При этом, не важно, какой способ (холодная или горячая спайка) будет выбран Вами для проведения монтажа.
Подготовка элементов должна осуществляться обязательно в сухой комнате, температура воздуха в которой будет не менее +5⁰С и не больше +35⁰С. Условия окружающей среды не желательно менять на протяжении всего процесса полимеризации. В среднем она занимает от 12 до 24 часов. Только по истечении данного срока можно будет произвести тестирование узла, пропустив через соединенные трубы ПВХ носитель.
Процесс подготовки заключается не только в организации оптимальных условий, но и в других нюансах. Порядок подготовительных работ заключается в следующем:
- Разметка труб на отрезки нужной длины.
- Нарезка труб (осуществляется с помощью специальных ножниц либо трубореза).
- Выравнивание краев у отрезков.
- Шлифовка и зачистка торцов (необходима, чтобы узел получился максимально герметичным).
- Снятие фаски (применяется для армированные коллекторов с толстой оболочкой).
- Обезжиривание соединяемых поверхностей (при раструбном соединении обрабатываются торцы труб и внутренняя часть раструба).

Процесс склеивания поэтапно
По завершении подготовки, можно начинать клеить трубы ПВХ (видео с инструкцией прилагается). Для склеивания ПВХ изделий понадобится, в первую очередь, клей, а также кисть для его нанесения. Зачастую кисточка продается вместе с клеем. Но, если производителем не предусмотрена такая комплектация, приобретите инструмент отдельно, учитывая, что он должен быть с натуральной щетиной. Если Вы решили практиковать склеивание горячим способом, подготовьте также специальный паяльник («утюг») для труб из пластика, но может использоваться и сварочный аппарат.
Метод холодной спайки
Клеевое соединение труб методом холодной пайки осуществляется по принципу «мама-папа». Соединяемые изделия имеют раструб, гладкие поверхности внутри которого стоит обязательно обезжиривать перед склейкой. Если не очень качественно подготовить плоскости перед склейкой, герметичность и прочность узла будет значительно сниженной. Если же перед проведением работ узнать, как правильно клеить трубы ПВХ, результат превзойдет все Ваши ожидания.
Видео с описанием процесса склейки:
Чтобы с помощью клея соединить детали трубопровода, нужно края подготовленных отрезков смазать клеем. Наносить его рекомендуется ровным и не очень толстым слоем. После этого можно склеить элементы, исключая их вращение и смещение в течение 10-2 секунд. Именно столько требуется клеевому составу, чтобы сцепить поверхности.
Сразу же нужно устранить избыток клея, выступивший за края меток. Затем необходимо оставить изделия еще минут на 10-15.
В некоторых ситуациях для повышения гидроизоляции трубопровода используют специальную клеевую ленту. Перед тем, как клеить поливинилхлоридную ленту на трубу ПВХ, нужно нанести на участок возле узла грунтовку, способную усилить сцепление материалов. Далее наклеивается лента ПВХ. Мотки должны располагаться спиралевидно, с небольшим нахлестом на предыдущий виток. Следует избегать зазоров между полосками и образования пузырьков воздуха между плоскостью и клейкой лентой.

Соединение горячим методом
Таким методом пользуются, если необходимо соединить водопроводные либо канализационные коллекторы, вентиляционные проходы и прочие системы из труб ПВХ. Такой способ монтажа весьма прост, несмотря на то, что осуществляется он при использовании дополнительного нагревающего оборудования.
Чтобы соединить две трубы горячей спайкой, нужно купить подходящий клеевой состав и, подготовить надлежащим образом соединяемые участки труб. Далее действовать можно по той же схеме, что и в предыдущем случае. Смазав клеевым составом торцы изделий, их нужно соединить и нагреть до оптимальной температуры спайки. При какой именно температуре схватывается тот или иной клей, обычно указывает производитель смеси на упаковке. Такие узлы высыхают за 30-50 минут, а процесс полной полимеризации завершается уже через 2,5-3 часа.
При этом, Вы получаете монолитную конструкцию с малозаметными, но очень прочными и герметичными узлами.
Как монтируется трубопровод методом горячей пайки, можно посмотреть на видео:
Оба этих метода, как ранее упоминалось, применяются при обустройстве водопроводов в квартирах и на дачах, в системах канализации и вентиляции. Для тех же, кто желает знать, как клеить трубы ПВХ для бассейна, стоит обратить внимание все же на второй способ соединения трубопровода. Основное требование, которому полностью соответствуют полученные в ходе холодной пайки узлы – это абсолютная гидроизоляция. Так как при строительстве бассейнов трубы могут укладываться в цементный раствор или бетон, они должны быть надежно смонтированными, чтобы исключить подтеки.
Очень важно при осуществлении подобного рода монтажных работ соблюдать меры предосторожности. Так как в составе клеевых растворов имеются легковоспламеняющиеся компоненты, в процессе их нанесения не стоит курить.А для того, чтобы кожные покровы Ваших рук не пострадали от воздействия химических составляющих, предварительно рекомендуется надевать перчатки. Хранить клей для труб ПВХ необходимо подальше от источников возможного воспламенения.
Как правильно выбрать клей для соединения ПВХ труб и герметик для ремонта

Современный рынок строительных материалов наполнен полимерной продукцией для создания водопроводных и канализационных систем. Среди технологий для создания прочных и герметичных узловых соединений выделяется метод, где применяется клей для ПВХ труб. Рассмотрим особенности способа холодной или горячей сварки. Ознакомимся с причинами и методами устранения неисправностей пластикового трубопровода. После прочтения статьи устройство коммуникаций будет выполнено в короткие сроки на высоком качественном уровне.

Обзор свойств и методик скрепления труб ПВХ
Изделия из непластифицированного поливинилхлорида характеризуются жесткостью и высокой прочностью. Полые с круглым сечением материалы также выделяются герметичностью, сроком службы свыше 50 лет (достигает векового показателя). Для монтажа коммуникаций чаще применяется клей для полипропиленовых труб.
Краткое техническое описание
ПВХ трубы обладают инертностью к коррозии, большинству химических реагентов и биологической активности. Подобные свойства пользуются спросом в обустройстве водопроводных и канализационных систем. Здесь полезны и другие характеристики, такие как:
- механическая устойчивость к гидроударам и давлению до 1,6 МПа;
- сохранение качества при температуре от -15 до +66 градусов по Цельсию (ХПВХ до +100 градусов);
- стойкость к окружающим условиям (ультрафиолетовое излучение, перепады влажности, температур в допустимых пределах);
- гладкость стенок обуславливает низкое гидравлическое сопротивление, отсутствие налета и наростов от солей с жирами (снаружи легко выполнять уборку);
- безопасность для человека, животных и растений.

Также стоит отметить доступные цены и простой монтаж. Последнее подразумевает легкий раскрой, эластичность и способ скрепления отдельных элементов. Здесь достаточно иметь набор недорогих фитингов и клей для канализационных или водопроводных труб ПВХ.
Монтаж изделий
Сборка коммуникационных магистралей выполняется тремя способами: посредством раструбов, болтов или с использованием сопутствующих деталей. В первом случае применяются трубы для канализационных систем. С одной стороны они выполнены с утолщением, внутренний диаметр при этом совпадает с наружным основной части. То есть каналы или углы с тройниками просто вставляются друг в друга. Для герметичности соединений дополнительно стенки промазывают клеем для пластиковых труб.
В случае с вентиляционными системами склеивание не обязательно, можно ограничиться уплотнительными средствами. Здесь актуально иное соединение – фланцевое. Методика применима к трубам большого диаметра (ввод в здание, установка клапанов, задвижек, кранов).

Вторая методика распространяется на водопроводные изделия относительно малого диаметра. Здесь дополнительно используются фитинги. К ним относятся соединители (под разным углом), тройники, переходники с разными торцевыми диаметрами. Здесь для монтажа может понадобиться не только клей, но специальный утюжок для работ с полимерными трубами и фаскосниматель. За счет прочного и герметичного соединения (при соблюдении правил) метод иначе называется химической сваркой.
Виды клея для труб ПВХ
Различаются не только полимерные изделия между собой. Для монтажа труб также применяются средства с разными свойствами и правилами использования. Рассмотрим, чем склеить канализационную пластиковую трубу или водопроводную.
Принцип действия
Клеящий состав содержит химически активный растворитель. Он вступает в реакцию с полимерной основой изделий, за счет чего поливинилхлорид размягчается. Такие стенки между собой в процессе быстрого затвердевания полимеризуются образуя монолитное соединение.


Каталог компаний, что специализируются на водоснабжении, канализации и сопутствующих работах
Здесь нужно отметить разнородный состав клеевых средств. Чтобы не ошибиться с выбором, можно обратиться к рекомендациям производителя конкретного типа труб. Как правило, различия сводятся к трем вариантам: для ПВХ или хлорированного поливинилхлорида, полипропилена.
Обзор материалов для склейки ПВХ
Классификация клеевых средств ведется наряду с назначением относительно состава изделий и их прочности. Здесь к мягким основам относят водонапорные образцы и гофрированные. Другой вариант – твердый. Это могут быть фитинги или сифоны.
Второй критерий выбора клея для ПВХ труб и фитингов – условия рабочих температур при монтаже. Так, существуют варианты для горячего сплавления и холодной сварки. Первые материалы относятся к группе легковоспламеняемых и горючих, небезопасных для кожного покрова.
Технология монтажа здесь предполагает использование паяльника и сварочного оборудования для полимерных изделий круглого сечения. С помощью первого выполняется нагрев торцевых частей труб до +260 градусов по Цельсию.
Для холодной сварки могут применяться универсальные или специализированные составы.

Первые рассчитаны на работу со всеми полимерными изделиями (например, линолеум), вторые только на ПВХ и его модификации. Такая методика больше подходит для раструбного типа соединений. Здесь особенно важно проследить за чистотой контактирующих стенок, чтобы адгезия была равномерной, результат оказался прочным и герметичным.
Еще один критерий выбора – время схватывания материалов. Так, к средствам для холодной сварки можно отнести клей момент для полипропилена. Для формирования соединений здесь достаточно 4-х минут при комнатной температуре или одной при +40 градусах по Цельсию. Составы для горячего склеивания высыхают за 30 минут, затвердевают за 2,5 часа. На завершение процесса полимеризации требуются сутки.
Видео описание
В видео представлен краткий обзор клея для ПВХ востребованной марки Bailey:
Видео описание
В этом видео демонстрируется эффективность средства Аккора:

Способы и средства для ремонта трубопровода из ПВХ
Во время эксплуатации трубопровода или проведения монтажных работ полностью исключить вероятность образования протечек невозможно. В таком случае нужно найти решение срочного ремонта изделий либо восстановления герметичности в соединительных узлах. Рассмотрим, какой клей или герметик момент для полипропилена подойдут для таких целей.

Причины и следствия протечек
Для поиска проблем и решений часто помогает определение первопричин. Чаще это разгерметизация стыковочного шва. Чтобы предупредить или минимизировать риски появления «просветов», нужно проследить за:
- температурным режимом в процессе пайки;
- степенью надежности фиксации гаечного крепежа или обжимных фитингов;
- правильностью подготовки элементов к пайке, сварке или иному соединению (угол среза, ровность кромки, чистота стенок);
- применимостью клеящего средства для конкретного участка трубопровода;
- допустимостью использования герметизирующих и уплотняющих материалов.
Своевременно определить проблемы в полимерных трубопроводах не сложно. В местах разгерметизации появляется конденсат (роса), подтеки или в системе меняется давление в меньшую сторону. Без срочного вмешательства ситуация может оказаться аварийной. Это касается не только самого водопровода или канализации, но соседних помещений, квартиры, дома, предметов мебели и интерьера, бытовой техники, электропроводки.

Обзор методик и материалов для ремонта или восстановления трубопровода
Алгоритм действий включает три этапа: отключение воды, устранение проблем, тестирование системы на предмет исправности. Только после этого можно возвращаться к полноценной эксплуатации коммуникаций.
Для прекращения транспортировки жидкости не всегда требуется отключение центрального стояка в том или ином доме. Сегодня сантехники стараются устраивать отдельные контуры или байпасы путем встраивания в систему запорной арматуры или крановых фитингов. Так можно будет обесточить только часть трубопровода и продолжать пользоваться остальными в прежнем режиме.
Перед выполнением восстановительных мероприятий нужно определиться, чем заклеить пластиковую трубу для воды. Здесь главные критерии выбора средств:
- эффективность;
- быстродействие;
- простота использования.
Чаще соединения полимерных изделий выполняются с созданием условий для полимеризации. В этом случае монолитный узел разобрать и создать обратно невозможно. Поэтому требуется вырезание части контура и вставка нового по аналогичной технологии (какая была применена ранее).


Если условия не позволяют реализовать горячую сварку, можно рассмотреть иные методики:
- Зажимхомутом. Это временный, но эффективный способ. На место протечки накладывается эластичный водонепроницаемый отрез, который с двух сторон надежно фиксируется двумя металлическими пластинами посредством болта.
- Установка клеевого бандажа. Схожая с предыдущей методика отличается только заплаткой. Здесь можно использовать бинт в цементном растворе (для сточной системы), резина или кусок полимерной трубы с двухкомпонентным клеем. Существует одно ограничение – метод недопустим для магистралей высокого давления. Но можно не отключать воду.
- Холодная сварка. В этом случае применяется не клей, а пластичный состав. После разминания его наносят на зачищенный и обезжиренный неисправный участок. После затвердевания массы поток рабочей жидкости по каналу восстанавливается.
- Заделка герметиком. Пластичная масса хорошо заполняет микротрещины, не пропускает воду. Но это временное мероприятие из-за относительно слабой устойчивости сухой массы к механической нагрузке (давлению).
- Герметизация лентой. Этот способ далеко не всегда эффективен, но иногда всё же применяется.

Такой вариант рассматривается при невозможности использования герметика. Здесь достаточно выполнить плотную обмотку участка в несколько слоев.
Герметики и клей-герметики выпускаются в трех вариантах в зависимости от основы. Нейтральный универсален относительно основы и практически не имеет запаха. Кислотный недопустим для материалов с низкой прочностью и каналов с аналогичной средой. Силиконовый на фоне аналогов обладает меньшей прочностью на отрыв, но проявляет лучшую пластичность после высыхания.
Видео описание
О том, как самостоятельно устранить течь в труднодоступном месте рассказано в видео:

Коротко о главном
Прочное и герметичное соединение ПВХ изделий получается благодаря процессу полимеризации. Один из способов замоноличивания стыков – применение средств с химически активными компонентами.
Клей для полимерных труб и фитингов применяется для холодной или горячей химической сварки.
Составы наряду с герметиками также пригодны для восстановления герметичности и ремонта трубопровода.
Как правильно паять полипропиленовые трубы
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
В Telegram-канале «Лайфхакер» только лучшие тексты о технологиях, отношениях, спорте, кино и многом другом. Подписывайтесь!
В нашем Pinterest только лучшие тексты об отношениях, спорте, кино, здоровье и многом другом. Подписывайтесь!
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Клей для труб ПВХ: обзор лучших составов и инструкция по применению
На смену металлическим и керамическим трубам приходят полимерные изделия. Они становятся все популярнее благодаря своим очевидным преимуществам – долговечности, легкости, устойчивости к коррозии и воздействию агрессивных веществ. При бережном обращении пластиковый трубопровод способен прослужить не менее полувека.
В статье обозначены преимущества клеевого способа соединения пластиковых труб, приведен обзор лучших производителей, а также даны рекомендации по выбору подходящего состава. Пошаговая инструкция склеивания ПВХ-изделий поможет самостоятельно собрать трубопровод и избежать возможных ошибок.
Преимущества клеевого соединения труб
Трубы из полимеров сваривают, склеивают или соединяют между собой механически. Первый способ самый популярный. Для сварки используют специальное оборудование и насадки, подобранные по диаметру трубопровода.
Такую работу лучше поручить профессиональным мастерам. Вариант – арендовать или купить сварочный аппарат. Это дорого, зато поможет освоить еще один полезный навык.

Метод соединения с помощью клея менее распространенный, однако не менее эффективный. Его принято называть «холодной сваркой». Клеевые швы получаются настолько же (а иногда даже более) надежными, как и сварные.
Единственный нюанс: практически все типы клеев для пластиковых труб рассчитаны на системы холодного водоснабжения и могут быстро утратить свои свойства под воздействием высоких температур.
Плюсы склеивания ПВХ-труб с помощью специальных композиций:
- Снижение рисков возникновения протечек. При склеивании отрезков трубопровода детали соединяются на молекулярном уровне. Швы абсолютно герметичны, а начать протекать они могут начать только под воздействием высокой температуры или давления.
- Минимальные трудозатраты. Для склеивания труб не нужны какие-то дополнительные сложные процессы. Это простой метод, не требующий особых навыков.
- Быстрый и дешевый монтаж. Все операции можно выполнить своими руками. Достаточно только купить материалы и подобрать правильный клеевой состав. Не нужно искать сварочный аппарат.
- Малый расход энергоресурсов. Аппарат для сварки полимерных труб работает от электросети, а для склеивания деталей оборудование не требуется. Это дополнительная экономия на материалах и энергоресурсах.
- Универсальность. Метод подходит для соединения деталей трубопровода любого диаметра – от 6 до 400 мм. Его можно применять при монтаже водопроводной и канализационной систем.
Холодная сварка – дешевый и удобный способ монтажа трубопровода. Для его применения не нужно ничего, что способно привести к удорожанию работ: не приходится тратиться на дополнительные соединительные элементы или спецоборудование.

Принцип действия всех видов клея для полипропиленовых труб примерно одинаков. Составы частично растворяют полихлорвинил и прочно связывают частицы.
В композиции входят присадки, улучшающие адгезию. При склеивании растворитель быстро испаряется, а состав отвердевает, набирает прочность. В результате получается высокопрочное соединение.

На рынке можно найти продукцию для создания высокопрочных соединений и зарубежных, и отечественных производителей.
Обзор лучших марок
Во всех рейтингах клеев для труб ПВХ лидируют торговые марки Tangit (Германия), Genova (США), Griffon (Нидерланды), Gebsoplast (Франция). Покупатели неплохо отзываются о клеях «Феникс», «Винилит», «Марс» и других, но они не настолько востребованы и популярны.
Все виды клея для полимерных труб действуют по одному принципу, выпускаются в упаковках различного объема, а выбирать подходящий состав следует в зависимости от назначения и технических характеристик.
Читайте также: