
Как варить 57 трубу аргоном
Обновлено: 07.07.2024
Сварка черного металла
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Сварка аргоном для начинающих - советы для качественной сварки
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют - сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки. Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.

Содержание
В статье о сварке аргоном есть подробное объяснение почему сварку неплавящимся (вольфрамовым) электродом называют:
- TIG
- РАД
- аргонная сварка
- аргоновая сварка
- аргонодуговая сварка
Аргонодуговая сварка создает ряд трудностей, которые впоследствии влияют на качество и прочностные характеристики сварного шва, поэтому соблюдение данных семи советов существенно уменьшат вероятность попадания в затруднительную ситуацию.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого метала
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Стандартный диаметр электродов из вольфрама и допуск (ISO 6848)
| Диаметр, мм | Допуск, мм |
|---|---|
| 0,25 | ±0,02 |
| 0,30 | |
| 0,50 | ±0,05 |
| 1,0 | |
| 1,5 | |
| 1,6 | |
| 2,0 | |
| 2,4 | ±0,1 |
| 2,5 | |
| 3,0 | |
| 3,2 | |
| 4,0 | |
| 4,8 | |
| 5,0 | |
| 6,3 | |
| 6,4 | |
| 8,0 | |
| 10,0 |
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
Ознакомится с сортаментом электродов по ГОСТ можно перейдя по ссылке ГОСТ 23949.
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы при выборе типа, в зависимости от вида присадки каждый вольфрамовый электрод имеет цветовую маркировку на конце.
Химический состав и цвет маркировки согласно ISO 6848
Химический состав и цвет маркировки по ГОСТ 23949
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого метала
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.

В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки <30°:
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
Машинка для заточки вольфрамовых электродов позволяет выполнить идеальную заточку.
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление. Особенно это важно при TIG сварке дорогостоящих металов, таких как титан, алюминий и медь.
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам. При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем.
Из-за высокой температуры сварочной дуги хлор испаряется и попадает в легкие сварщика.
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов
Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Зажимайте детали в нескольких местах для предотвращения линейных деформаций и следите за соблюдением зазоров и углов применяя при этом магнитные угольники, угловые струбцины, клещи для сварки и другой инструмент.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.

Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Процесс подготовки может показаться трудоемким, и в некоторых случаях занимать больше времени, чем сама сварка, но он очень важен для изготовления качественной сварной конструкции.
Использовать газовую линзу
Качественная защита газом имеет прямое влияние на металл сварного шва. Использование газовой линзы для TIG горелки, которая изменяет вид потока газа из сопла (турбулентный на ламинарный) для улучшения покрытия (обволакивания) защитным газом металла сварного шва, является одним из способов обеспечения наилучшего качества сварного соединения.
Расходные материалы для газовой горелки включают в себя:
- керамическая чашка
- цанга
- колпачок
Газовая линза заменяет корпус цанги, который является стандартным в горелке TIG. Стандартная цанга обычно имеет 4 отверстия для распределения газа, а газовая линза представляет собой мелкоячеистую сетку. Поток защитного газа проходя через газовую линзу равномерно распределяется вокруг вольфрамового электрода, сварочной дуги и сварочной ванны, подобно аэратору на кране, который рассекает поток воды на множество мелких.

Газовая линза обеспечивает намного лучшую защиту расплавленного металла сварочной ванны, что является очень важным при аргонодуговой сварке таких металлов как нержавеющая сталь, титан. Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода. Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой.

Предварительно сварить образец
Чтобы убедиться, что все подготовительные операции сделаны правильно, если это возможно, необходимо произвести сварку аргоном тестового образца в идентичных условиях. Чем более ответственное является изделие и чем дороже свариваемый материал, тем важнее проводить TIG сварку тестового образца. Затратив время для этого вначале, можно избежать многих проблем в будущем, особенно для уникальных деталей или ответственных сварных швов. Применение идентичных сварочных материалов поможет понять, какое влияние оказывает изменение режимов на поведение сварочных материалов и основного металла в процессе сварки.
Сварка корня труба 57*3,5 неповоротка
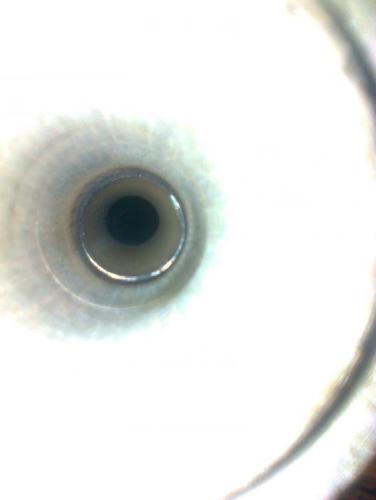
Мужики подскажите пожалуйста,у меня не получается провар корня на трубе и пластинах,материал ст3,зазор 2мм,после сварки радиография без нареканий на поры и не провары,единственный косяк внутренний валик,который всегда с утяжиной идёт по всей длинные шва с потолка до горизонта,какой ток и зазор не ставил,все равно утяжина. Как быть? Сварка без поддува.
денис федотовмастерская сварки,пайки в самаре89270247227
Мужики подскажите пожалуйста,у меня не получается провар корня на трубе и пластинах,материал ст3,зазор 2мм,после сварки радиография без нареканий на поры и не провары,единственный косяк внутренний валик,который всегда с утяжиной идёт по всей длинные шва с потолка до горизонта,какой ток и зазор не ставил,все равно утяжина. Как быть? Сварка без поддува. IMG_20170126_085716.jpg IMG_20170126_085652.jpg IMG-20170125-WA0003.jpg
тиг сваркой сколько занимаетесь.поддув обеспечивает формирование обратного валика при отработанной моторики подачи присадки и скорости.
Прикрепленные изображения
тиг сваркой сколько занимаетесь.поддув обеспечивает формирование обратного валика при отработанной моторики подачи присадки и скорости.
4года варю,ну тут задача именно без поддува заварить,нержавейку варил валик получается,она продавливается хорошо,а вот с чернухой никак не выходит. Пробую в нижнем положении пластина 5мм скос 30 градусов.и то или кромки заподлицо сплавляются или утяжина по всему шву. Увеличивая ток увеличивается ширина валика обратного но утяжина сохраняется.
денис федотовмастерская сварки,пайки в самаре89270247227
Для чего вам нужен обратный валик? Если сплавление внутренних кромок по всей длине шва есть, значит провар хороший, если пропуски, то дорабатываем настройки тока и скорости сварки.



для чего вам нужен обратный валик.если сплавление внутренних кромок по всей длине шва есть значит провар хорошии.если пропуски то дорабатываем настройки тока и скорости сварки.
Денис,я имею ввиду что обратный валик получается втянутым то есть вогнутым до 1,5мм именно с потолка до выхода на вертикал. Это недопустимо.
Прутки для сварки использую Tigrod цыфры забыл,2мм омедненые. Часто бывает такое что после прохода корня появляется поверхностные шлаки,я думаю это от омеднения прутка,хотя кромки пройдены щёткой. Как от них избавиться,мешают лицо формировать.
swarnoy_23rus, 1.Обрати внимание на положение присадочного прутка относительно кромок .
2. Притупление и зазор .
Немного по сути . Варишь потолок - пруток находится чуть выше кромки (вглубь трубы , т.е. ) . Физику никто не отменял . Расплавленный металл течёт вниз , а дугой много не удержишь . Можно вести пруток вровень с кромкой , "наваливая" присадку , но тут есть вероятность , при недостаточной толщине стенки трубы , что св.ванна не удержится . Это если пытаться сделать усиление . Если же оно не принципиально и достаточно сделать корень вровень со стенкой или незначительным усилением , то самое оптимальное положение - по границе кромки . В общем , физика . Тоже самое и по верхнее положение , чтобы не было провиса , пруток - чуть выше кромки ( при достаточной скорости сварки - вровень ) .
Зазор , чтобы присадка ходила без подкусывания , но и не болталась при этом .
Притупление и разделка - для стабильности св.ванны ( контроль , провар , доступ и прочее не беру во внимание ) . Под разные толщины свои нюансы . Толстая стенка (от 4 и выше ) можно "под нож" , то что тоньше - с притуплением .
swarnoy_23rus, 1.Обрати внимание на .
Но на сколько я понимаю, что при этих движениях и скорость относительно высокая должна быть. Т.е. сплавление + расплавление присадка и тут же далее. Если шов широкий, то как глубоко (высоко) не утапливай присадок, ванна будет провисать. Либо низкочастотный импульс включить, который и будет давать время на перемещение горелки с одновременным остывание шва.
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
swarnoy_23rus, 1.Обрати внимание на положение присадочного прутка относительно кромок .
2. Притупление и зазор .
Немного по сути . Варишь потолок - пруток находится чуть выше кромки (вглубь трубы , т.е. ) . Физику никто не отменял . Расплавленный металл течёт вниз , а дугой много не удержишь . Можно вести пруток вровень с кромкой , "наваливая" присадку , но тут есть вероятность , при недостаточной толщине стенки трубы , что св.ванна не удержится . Это если пытаться сделать усиление . Если же оно не принципиально и достаточно сделать корень вровень со стенкой или незначительным усилением , то самое оптимальное положение - по границе кромки . В общем , физика . Тоже самое и по верхнее положение , чтобы не было провиса , пруток - чуть выше кромки ( при достаточной скорости сварки - вровень ) .
Зазор , чтобы присадка ходила без подкусывания , но и не болталась при этом .
Притупление и разделка - для стабильности св.ванны ( контроль , провар , доступ и прочее не беру во внимание ) . Под разные толщины свои нюансы . Толстая стенка (от 4 и выше ) можно "под нож" , то что тоньше - с притуплением .
Спасибо за такой четкий расписанный ответ,осмысливать буду. Я не совсем понял,а пруток что подаётся сверху через зазор в разделке? Я подарю сбоку вдоль кромок. Даже когда с потолка свариваю.
Так я понимаю?
Абсолютно верно . Если зазор велик , то стоит - или уменьшить его , или присадку толще брать , или скорость/наклон горелки менять , или же пульс ( как вариант , вкл/выкл ) .
Я не совсем понял,а пруток что подаётся сверху через зазор в разделке? Я подарю сбоку вдоль кромок. Даже когда с потолка свариваю.
В принципе , его можно подавать хоть откуда , лишь бы было удобно и сварочной ванны достигал . Относительно тех советов , что давал , то пруток подаётся по-человечески , вдоль кромок . И вот в этом положении его стоит держать чуть выше кромки . На верикале - вровень , ну на нём можно хоть как , в принципе , держать , а требуемое усиление формировать количеством подаваемой присадки и скоростью сварки , равно как и наклоном горелки .
В общем , для всех положений функционал действий широк . Экспериментируйте . Удачи !
Абсолютно верно . Если зазор велик , то стоит - или уменьшить его , или присадку толще брать , или скорость/наклон горелки менять , или же пульс ( как вариант , вкл/выкл ) .
В принципе , его можно подавать хоть откуда , лишь бы было удобно и сварочной ванны достигал . Относительно тех советов , что давал , то пруток подаётся по-человечески , вдоль кромок . И вот в этом положении его стоит держать чуть выше кромки . На верикале - вровень , ну на нём можно хоть как , в принципе , держать , а требуемое усиление формировать количеством подаваемой присадки и скоростью сварки , равно как и наклоном горелки .
В общем , для всех положений функционал действий широк . Экспериментируйте . Удачи !
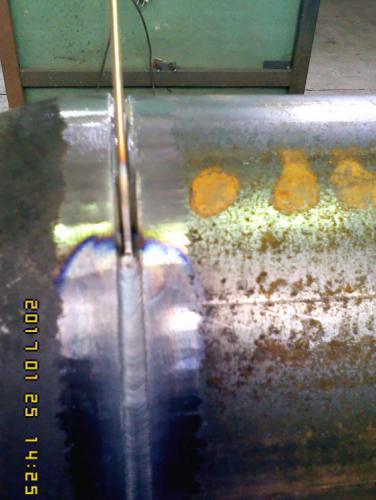
Я горелкой веду относительно шва не под 90градусов,а немного поднаклоном,увеличил зазор до 2,5мм,легче стало продавливать,но скорость подачи прутка возрасла,сейчас отнесу токарю разрезать сделаю фото изнутри трубы.
swarnoy_23rus,У вас металл выгорел . Неправильный выбор зазор - присадка , медленная скорость сварки , широкая сварочная ванна ( или большая амплитуда движений , или неправильно подготовлен стык - зазор , притупление и т.д. ). Облицовка это дело усугубила . Чтобы вывести на требуемые параметры облицовку , вместо того , чтобы пройти пару раз ( или на корне сделать побольше заполнение ) , вы забили разделку за один проход да ещё и усиление сформировали . Сделайте снимок собранного стыка , корень ( с обеих сторон ) , ну и , не плохо бы , сами катушки - фаску , притупление .
Труба 159х4. Фаска-притупление . Прихватка-зазор . ф присадки - 2,4мм




Облицовка и корень после облицовки


Облицовка РДС , но , тем не менее , следов сильного пережога нет . Обратите внимание на ширину шва , имею ввиду , корень - он не выползает за свои , изначально заданные габариты . Чисто сплавление кромок , тело трубы плавить незачем .
денис федотовмастерская сварки,пайки в самаре89270247227
Прутки для сварки использую Tigrod цыфры забыл,2мм омедненые. Часто бывает такое что после прохода корня появляется поверхностные шлаки,я думаю это от омеднения прутка,хотя кромки пройдены щёткой. Как от них избавиться,мешают лицо формировать.
эсаб тиг род хорошая расходка .После корневого прохода зачистку не проводиш ?хотябы щеткой.
Мне ЕСАБ не понравился . Довольно часто , при сварке корня , муть в сварочной ванне появляется . А если чуть тормознулся , то 99% . Bohler в этом плане в разы лучше .
денис федотовмастерская сварки,пайки в самаре89270247227
Я горелкой веду относительно шва не под 90градусов,а немного поднаклоном,увеличил зазор до 2,5мм,легче стало продавливать,но скорость подачи прутка возрасла,сейчас отнесу токарю разрезать сделаю фото изнутри трубы.
правильная подготовка стыка и техника сварки это 100% положительный результат.кромку притупления зделай чють по больше.Токда корень не будет так размазан.Угол атаки галерки на монтаже не всегда 90 градусов особенно с потолка и доступности.
swarnoy_23rus, 1.Обрати внимание на положение присадочного прутка относительно кромок .
2. Притупление и зазор .
Немного по сути . Варишь потолок - пруток находится чуть выше кромки (вглубь трубы , т.е. ) . Физику никто не отменял . Расплавленный металл течёт вниз , а дугой много не удержишь . Можно вести пруток вровень с кромкой , "наваливая" присадку , но тут есть вероятность , при недостаточной толщине стенки трубы , что св.ванна не удержится . Это если пытаться сделать усиление . Если же оно не принципиально и достаточно сделать корень вровень со стенкой или незначительным усилением , то самое оптимальное положение - по границе кромки . В общем , физика . Тоже самое и по верхнее положение , чтобы не было провиса , пруток - чуть выше кромки ( при достаточной скорости сварки - вровень ) .
Зазор , чтобы присадка ходила без подкусывания , но и не болталась при этом .
Притупление и разделка - для стабильности св.ванны ( контроль , провар , доступ и прочее не беру во внимание ) . Под разные толщины свои нюансы . Толстая стенка (от 4 и выше ) можно "под нож" , то что тоньше - с притуплением .
Подскажите оптимальный зазор для такой трубы пожалуйста, пробовал и 1,5мм и 2,5мм.на 2м варианте легче задавить валик,но он без усиления получается,вровень.
эсаб тиг род хорошая расходка .После корневого прохода зачистку не проводиш ?хотябы щеткой.
Нет я не могу залезть в 57 трубу.
swarnoy_23rus,У вас металл выгорел . Неправильный выбор зазор - присадка , медленная скорость сварки , широкая сварочная ванна ( или большая амплитуда движений , или неправильно подготовлен стык - зазор , притупление и т.д. ). Облицовка это дело усугубила . Чтобы вывести на требуемые параметры облицовку , вместо того , чтобы пройти пару раз ( или на корне сделать побольше заполнение ) , вы забили разделку за один проход да ещё и усиление сформировали . Сделайте снимок собранного стыка , корень ( с обеих сторон ) , ну и , не плохо бы , сами катушки - фаску , притупление .
Примерно , так .
Труба 159х4. Фаска-притупление . Прихватка-зазор . ф присадки - 2,4мм
Облицовка и корень после облицовки
Облицовка РДС , но , тем не менее , следов сильного пережога нет . Обратите внимание на ширину шва , имею ввиду , корень - он не выползает за свои , изначально заданные габариты . Чисто сплавление кромок , тело трубы плавить незачем .
Толщина 3,5м стенка ,когда корень прохожу стык почти заполнен до верха.Мне ЕСАБ не понравился . Довольно часто , при сварке корня , муть в сварочной ванне появляется . А если чуть тормознулся , то 99% . Bohler в этом плане в разы лучше .
Сварка труб (чёрный металл) аргоном под фреон
Я же указал выше что зачистка трубы изнутри проблематично, поэтому и ацетон там нужен, и проблемы возникали только на корне там где грязь внутри в порах. Да еще и после фрезеровки отверстий.Valeriy31, да не . ацетоны особо не нужны. Как правило зачистки хватает, если кипит на "белом металле" причина не в зачистке. То ли газ, то ли присадка.. перегрев.. да мало ли. Иногда приходится варить "через присадку", тоже гасит кипение, правда не знаю насколько это технически правильно.
Valeriy31, ацетон кроме обезжиривания ничем не поможет. С коррозией и окислами он не справляется.
Бывают на Е,бывают на Ё.Если уж начали варить аустенитом,так и продолжать надо было тем же.
Именно так.Valeriy31, ацетон кроме обезжиривания ничем не поможет. С коррозией и окислами он не справляется.
Почему все так уверенны что черный метал нельзя варить нержавейкой?Бывают на Е,бывают на Ё.Если уж начали варить аустенитом,так и продолжать надо было тем же.
Варил и неоднократно, никаких вредных последствий не наблюдал. Да может быть ответственные изделия по технологии и запрещено, но это не значит что оно не варится, варится хорошо. Ударятся в сплавы не буду, но водогазопроводные трубы варятся хорошо.Варил даже под газ (природный) на подводе к котлу, стоит уже больше десяти лет без проблем. Когда меня учили то предупреждали что соединение чорного металла нержавейкой стоит без проблем с сухих условиях, во влажной среде пропадает. Если что не так спорить не собираюсь. Я изложил по теме.
.Если уж начали варить аустенитом,так и продолжать надо было тем же.
Не найду фото микрошлифа. На границе "черного" и "нержавейки" есть своеобразный слой(в сотых миллиметра) который может устроить облом, и чем больше углерода в черняге, тем вероятнее косячок.Почему все так уверенны что черный метал нельзя варить нержавейкой?
Мартенсит?А варить "чёрным" по "цветному" значит нормально?
АВН,
Звиняйте, не применял(и в теории слаб)
Лет пять уже варю "чёрный металл" аргоном и имело место кипение только в самом начале "карьеры". Большей частью виной этому являлся перегрев.Малый зазор -попытка "продавить корень",как следствие перегрев."Топтание на месте" -опять же или малый зазор,или, наоборот,большой или стык корявый - такая же ситуевина.Присадка имеет не последнее слово.ESAB,кстати,очень чувствительна.
У Вас,Valeriy31,на фото на заглушках,при такой толщине очень сомнительный "зазор".Да и патрубки кстати,не по ГОСТу врезаны.ЧТО касается ацетона и грязи,очень это сомнительно.Если могу зачистить изнутри-чищу,нет -не чищу и никаких пор,кипений и подобного.А ацетон оставьте на нержавейку.Грязный газ скорее скажется на вольфраме.
Вольфрам покажет его. (кисточка на конце и чёрный электрод)Грязный газ скорее скажется на вольфраме.
Вольфрам покажет его. (кисточка на конце и черный электрод)
У Вас,Valeriy31,на фото на заглушках,при такой толщине очень сомнительный "зазор".Да и патрубки кстати,не по ГОСТу врезаны.ЧТО касается ацетона и грязи,очень это сомнительно.Если могу зачистить изнутри-чищу,нет -не чищу и никаких пор,кипений и подобного.А ацетон оставьте на нержавейку.Грязный газ скорее скажется на вольфраме.
Может и сомнительный для кого как. Зазор при стенке 8 мм. в корне 0,5 сверху 8 мм. Как раз на заглушках проблем и не было очистка доступна.Я описывал о патрубках и применял ацетон внутри 219 трубы для обезжиривания. Грязный газ- это чтобы развить тему.
Сварка труб (чёрный металл) аргоном под фреон
Здесь,наверное,более уместно под интересующий металл трубы (черняги) правильно подобрать присадку (чернягу) и варить с соблюдением технологии,а уж что там будет бежать по этим трубам - без разницы.Сварка-она и есть сварка.Нержавейкой "чернягу" вроде как не варят,тем более нагруженные вещи.Более продвинутые коллеги могут подробнее расписать и про аустениты с их зернистостью,и про химсоставы,и про всякие другие мудрёные вещи.Есть ли опыт сварки труб под фреон аргоном?
Нельзя " сваривать нержавейкой" Надо конкретно знать химсостав присадочного материала и для чего он предназначен. Опять же, чёрная труба, это что? Она разная бывает. Если трещина по околошовной зоне пошла, значит материал трубы содержит много углерода, возможно еще и какие-то добавки. Тут надо вопрос со скоростью охлаждения решать, возможно, подогрев нужен. Если по шву, это гораздо проще, значит присадка не та. Либо поискать присадку, которая для сварки в аргоне подходит, (обычная ,черная, с кремнием и марганцем в аргоне пенится), либо варить нержавейкой, но не абы какой. (где то в интернете я такие прутки видел) У меня сварка Х18Н10 с чёрной трубой ВПГ - штатная ситуация. Для этого необходимо использовать присадку с ниобием - 08Х18Н10Г2Б, или что то близкое по составу. Это наши электроды ЦТ 15, ЦЛ 11, ОЗЛ 7.
Или фирменные прутки с таким составом. Какого диаметра труба? Толщина стенки? Есть еще вариант, втулку одеть и серебросодержащим припоем запаять. Им кондиционерные трубки паяют, но не уверен, что он по стали без флюса ляжет, а попадание флюса в систему с фреоном, как я понимаю, нежелательно. Тут пробовать надо.
Очень интересная тема. Разве фреон химически активен настолько что может вызвать трещины или коррозию металла? Насколько я понимаю если варят малоуглеродистую сталь аустенитной то в месте перехода шов/основной металл возникает гальваническая пара если это место смачивается токопроводящей жидкостью. Ну и коррозия идёт намного активней, чем на самой трубе. Может фреон ещё и едучий сам? Если есть спецы по холодильному оборудованию интересно их мнение.
Я то например водопроводную трубу из Ст2 всегда варил присадкой из п/а проволоки св08г вроде проблем никогда не возникало.
Не пользуюсь услугами аргонщика, свариваю алюминий в домашних условиях быстро и дешево
Чтобы спаять или сварить алюминий нужно специальное оборудование, которое стоит немало и к тому же требует навыков в работе с этим.
Поэтому варить алюминий в домашних условиях сложно и обычно алюминиевые детали соединяют при помощи крепежа.
В данной статье я покажу способ, который не требует аргона, чтобы сварить алюминий даже в домашних условиях, причем шов получается крепким и надежным. В целях экономии таким способом можно заваривать алюминиевые радиаторы, которые долго служат после ремонта и не протекают.
Чтобы проверить способ, я взял небольшой Ш-образный алюминиевый профиль и заранее его просверлил, чтобы заварить отверстие. Далее попробую приварить к нему отрезок алюминия и попробовать разорвать шов. (Листаем галерею).
Проверенная техника сварки трубы встык Ø 57мм электродом с основным покрытием
Толщина стенки может быть от 3мм до 6мм. У теплоустойчивых труб до 12мм. В работах рассказываю самую суть. «Текстовой водой» не полощу.
Рекомендую электрод – 2,5(2,6) мм. Естественно, что торцы труб разделываются. Угол разделки 27−30 градусов. Зазор минимальный или вообще без зазора. Электрод зажигается не в стыке, а рядом, миллиметрах в 7−10 от шва (потом точки болгаркой зачистят). Край обмазки вплотную к основному металлу.
Авторская картинка Авторская картинкаПодвели к стыку. Упёрлись дугой в разделку. Не забываем, что покрытие основное и сварка ведётся непрерывно! Не задерживаемся на месте и не наплавляем лишний металл на точку. Двигаем электрод по окружности.
По отношению к ванне угол электрода 75−90 градусов. Ток 65−80А. Сильнее ток – короче дуга! В приделах 2мм. Не более!. Манипуляции электродом минимальные. Но на месте не держим. И уплотняем, уплотняем, уплотняем , чтобы выдавить поры и прочие включения!
Такой техникой решаются три задачи:
1. Провар стыка с обратным валиком.
2. Плотная внутренняя структура шва.
3. Наполнение и усиление стыка.
Не переживайте, обратный валик будет. УЗК или РК покажет! Проверено на стыках паровых и водогрейных котлов лично мной!
Вот, что происходит, когда грамотно свариваешь стык 57-ой трубы электродом с основным покрытием Ø 2,5(2,6) мм: дуга проплавляет скос и притупление, капля с электрода попадает в разделку. При правильно выбранной скорости прожога не будет. Зато будет красивый и плотный шов!
Сварка аргоном нерж. трубы
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Требуется совет специалистов, сварка нержавеющих труб
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Читайте также: