
Как спаять пнд трубу
Обновлено: 07.07.2024
Технология пайки труб из полиэтилена низкого давления (ПНД)
Полиэтиленовые трубы прочно вошли в нашу современную жизнь. Без них не обходится ни одна сфера промышленности и строительства. Нашли они широкое применение и в быту. Для образования трубопроводных линий различного назначения, используют несколько вариантов.
Способы соединений ПЭ
Существует несколько типов подсоединений полиэтиленовых труб.
Они подразделяются на несколько групп:
- разъемные;
- неразъемные.
Первый позволяет разобрать готовую конструкцию. Его используют в случае необходимости разборки после использования. Для соединения используют металлические фланцы. Самым прочным считается неразъемное соединение. Оно достигается пайкой или методом сварки, которая подразделяется на муфтовую, стыковую.
Сварка ПНД труб встык
Работы проходят на сварочном оборудовании, предназначенном для сваривания полиэтиленовых деталей. Максимальный эффект достигается при пайке труб, изготовленных из ПНД. Этот метод применяется для прокладки открытого трубопровода, а также траншейного способа. Чтобы достичь высокой прочности стыковой сварки, общее подсоединение выполняют одним швом. В случае сварки несколькими швами, прочность соединения иногда может получиться слишком низкой.
Муфтовая сварка ПНД труб
Работа осуществляются особым сварочным оборудованием (паяльником), укомплектованным специальными разнообразными насадками, определенного диаметра.
Для получения прочного соединения, монтажники пользуются всевозможными фитингами:
- уголками;
- тройниками;
- муфтами.
Сварку ПНД изделий паяльным оборудованием, легко выполнить самостоятельно.
Для этого требуется соблюдать определенные правила:
- специальными ножницами заготавливают заготовки определенного размера;
- очищают торцы соединяемых деталей;
- чтобы исключить попадание грязи, пробками закрывают трубы, которые, не будут свариваться в это время;
- проводят чистку нагреваемых деталей паяльника.
После проведения подготовительных работ, выполняют пайку в определенной последовательности:
- Паяльник нагревают до нужной температуры. Индикатор покажет максимальный разогрев.
- В специальную гильзу вставляют заготовку.
- До упора с силой насаживается фитинг.
- Через пять секунд, разогретые заготовки снимаются. Т
- Трубы соединяют с фитингом, создавая плотное соприкосновение с образовавшимся гратом (кольцевой валик на концах нагретых деталей).
- Сваренные трубы должны полностью остыть. В этот момент они не должны испытывать внешних воздействий.
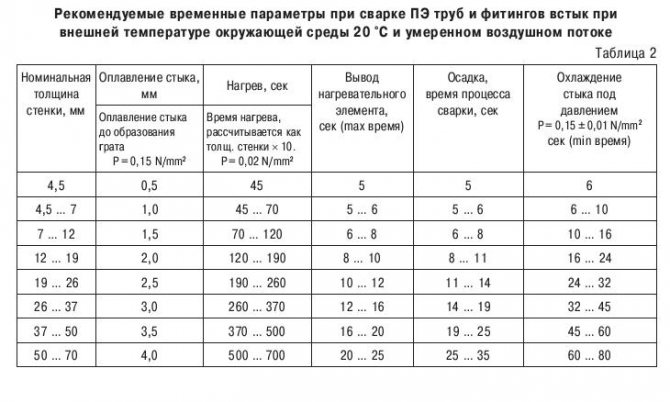
Процесс пайки доступен любому человеку. Но существует несколько тонкостей, которые необходимо учитывать. Продолжительность процесса пайки определяется по специальным таблицам в зависимости от диаметра трубы.
В случае муфтовой пайки, надавливание, вставляемых деталей, необходимо прекратить, если они коснулись упора. Если это правило игнорировать, прочность соединения будет очень низкой. Так как, довольно сложно определить величину погружения детали при сварке, глубину необходимо предварительно измерить, на поверхности детали нанести яркую метку.
Электрическая муфтовая сварка

Этот вариант используется для образования соединений, отличающихся повышенной прочностью. При работе пользуются особой электрической муфтой, комплектуемой нагревательными (закладными) деталями. Во время сварки пользуются фитингами, оборудованными нагревательными спиралями. Частичное расплавление позволяет получить монолитную конструкцию.
Основным преимуществом электромуфтовой сварки считается отсутствие образования грата. Детали можно сваривать в наиболее труднодоступных местах — не требуется устанавливать большие сварочные аппараты.
Технологический процесс электрической муфтовой сварки
- Специальными ножницами нарезаются заготовки труб (выдерживается определенный размер).
- Электромуфту, а также поверхность заготовок, тщательно очищают. Удаляют жир, скопившуюся грязь, пыль.
- Чтобы контролировать нужную глубину вставки заготовки в муфту, необходимо нанести на нее яркую метку.
- Отверстия не свариваемых труб, закрываются заглушками. Это позволяет избежать охлаждения.
- С помощью кабелей, электромуфту подключают к сварочному аппарату.
- Для запуска сварочного процесса, необходимо нажать кнопку «Пуск». Аппарат выключается автоматически после окончания сварки.
- Чтобы сварное соединение можно было начать эксплуатировать, необходимо подождать один час, пока не произойдет окончательного затвердения деталей.
Чтобы достичь высокого качества сварки, детали должны оставаться неподвижными, как в момент работы, а также во время последующего остывания.
К показателю качества, полученного сварного соединения, относится толщина валика. Она должна составлять 1/3 от половины размера толщины трубы. Грат обязательно должен закрывать метку, предварительно нанесенную на поверхность заготовки.
Допускаемое смещение свариваемых участков, должно быть не более 10% толщины стенки детали.
Какой способ выбрать
Каждый из выше перечисленных вариантов, отличается положительными, а также отрицательными сторонами. При определенных условиях не каждым способом можно воспользоваться, чтобы сваривать напорные ПНД трубы. Существует несколько важных факторов, оказывающих влияние на создание сварных соединений ПЭ труб в зависимости от конкретных условий.
К примеру, чтобы достичь гибкого соединения по всей длине трубопровода, исключить образование жестких участков, оптимальным способом считается стыковая сварка. К ее дополнительным положительным качествам можно отнести высокую экономичность, простоту работы и обслуживания.
Для выполнения пайки в труднодоступных участках, когда невозможно получить осевые смещения, когда сложно воспользоваться другим оборудованием, идеальным, единственно приемлемым, считается муфтовое соединение.
Когда необходимо выполнить работу на ограниченном пространстве, труднодоступном участке, сварку ПНД изделий осуществляет электромуфтовым способом. Важным преимуществом такого способа считается его быстрота. Это особенно важно при выполнении срочных работ.
Если при исполнении краткосрочной работы, не требуется использовать пайку, когда достаточно создать одноразовое соединение, можно воспользоваться временным, специальным разъемным соединением.
6 способов сварки полиэтиленовых труб: какой лучше и почему + пошаговая технология пайки своими руками
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы. Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой). Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.

Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.

Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.

Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.

Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.

Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками. Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому. Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
6 способов сварки полиэтиленовых труб: какой лучше и почему + пошаговая технология пайки своими руками

Трубы, изготовленные из полиэтилена ПНД, используются практически во всех современных коммуникационных системах, начиная с подачи воды и заканчивая газопроводами и каналами для протяжки кабеля. Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Типы соединений труб из ПЭ

Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки. Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка. Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.






Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.

Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Рекомендации для правильной сварки труб ПЭ

Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
Обзор сварочных аппаратов для полиэтиленовых труб
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Важно: перед выполнением раструбной сварки необходимо запастись нужным количеством фитингов плюс небольшой запас на случай брака в работе.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Важно: следует избегать чрезмерного перегрева труб. Иначе при соединении двух элементов пластик просто сложится в гармошку, что нарушит и внутренний просвет труб, и качество соединения.
Совет: после выполнения каждой процедуры сварки нужно обязательно счищать плавленый полимер с тефлоновой поверхности насадок. Иначе он будет мешать следующему процессу сварки. Причём снимать пластик нужно исключительно деревянным шпателем. Так можно сохранить тефлон целым и невредимым. Убирать пластик в холодном виде и металлическими предметами запрещено.
Стыковая сварка

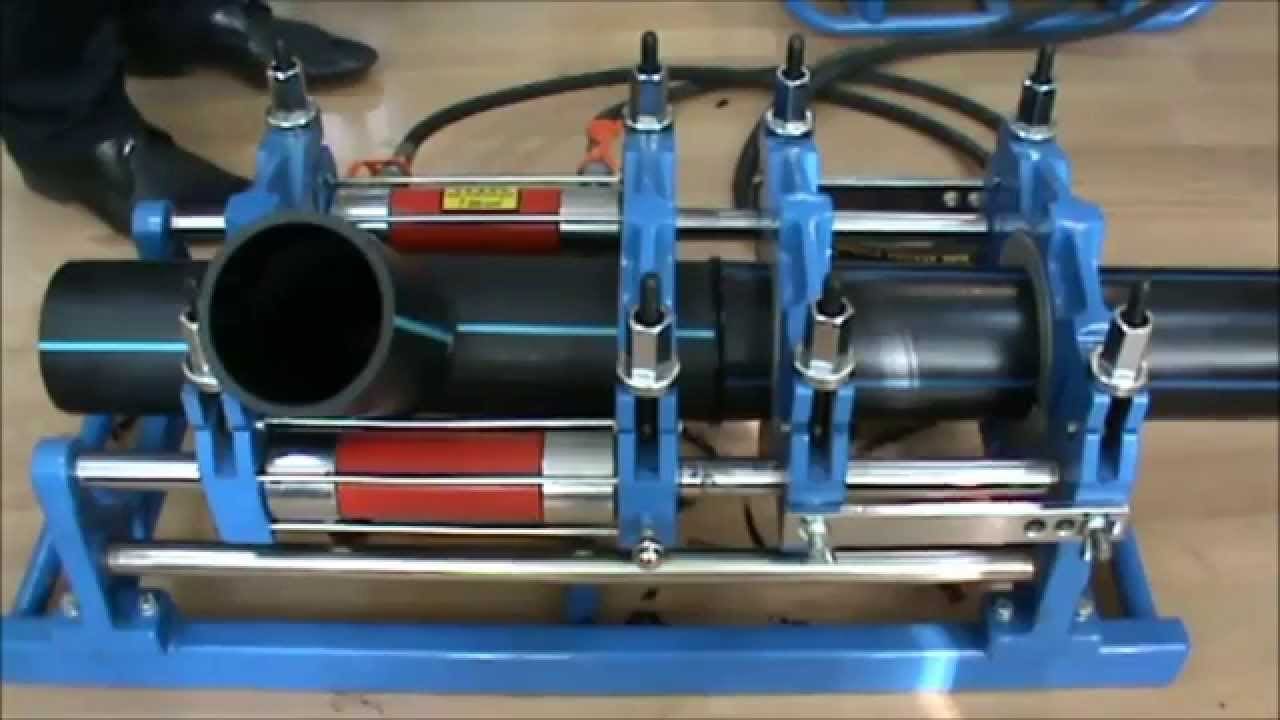
Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Важно: для стыковой сварки пригодны тубы, толщина стенок которых не менее 5 мм, а диаметр превышает 50 мм.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Описание методов сварки труб из ПВХ
Важно: при разметке туб и их резке стоит брать во внимание техническое уменьшение длины трубы после сварки. Для того чтобы правильно высчитать коэффициент сокращения длины, можно воспользоваться данными ниже:
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.






Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
- Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
- После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты. После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления; Фото – стыковка
- Далее, нужно отводы установить в муфту. Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;

Фото – соединение
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото – фланец пнд
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Важно: сваренная таким образом ПНД труба должна оставаться недвижимой до полного остывания. Иначе есть риск нарушить геометрию сварного шва.
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.

При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.

Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.

Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Контролируем качество работ

Сварка полиэтиленовых труб — дело хоть и не сложное, все же требует тщательного контроля над качеством сварного шва. Поскольку полимер имеет повышенную вязкость при плавлении, то и шов может получиться не всегда ровным. Поэтому при выполнении работ следует внимательно осматривать результаты:
- Полученный сварной шов должен быть приблизительно ровным. Исключается чрезмерная впалость или выпусклость шва.
- Сам шов не должен критично смещаться относительно уровня магистрали в целом. Смещение вовнутрь (прогиб) допустимо в пределах 10% от толщины стенок свариваемой тубы. Выпуклость допускается в пределах 2,5 мм для трубы со стенками 5 мм. Для толщины стенок тубы 6-20 мм допускается толщина выпуклости в пределах 5 мм.
Соответствие этим параметрам контроля позволит получить рабочую и правильно сваренную магистраль, которая прослужит не одно десятилетие.
Как соединить ПНД трубу с полипропиленовой?
Соединить трубы из ПНД и полипропилена — непростая задача. Она актуальна при прокладке новой магистрали, ремонте или модернизации существующей линии.
Сегодня мы рассмотрим виды соединения полипропиленовых труб, расскажем, как спаять ПНД муфту, использовать фланцы и подобрать цангу. Статья будет полезна опытным монтажникам и начинающим мастерам.

Можно ли спаять трубы напрямую?
Многие «умельцы» предлагают спаять ПНД и ПВХ трубу. Данный вид соединения не является безопасным. Прямое смешивание разнородных полимеров приводит к охрупчиванию соединения, появлению трещин и деформаций.
При объединении полиэтилена низкого давления и ПВХ рекомендуется использовать переходные модули. Это обеспечит высокую герметичность стыков, исключит проблемы в работе магистрали.

Монтаж ПНД трубы посредством цанги
Применение цанги обеспечит быструю подготовку соединения. Элемент относится к креплениям модульного типа. Он состоит из корпуса, стопорного кольца, прижимного модуля и ответной муфты. Одна часть цанги фиксируется паяльником, другая притягивается прижимным механизмом.
При подборе цанги учитывается диаметр труб и состав транспортируемой среды.
Фланцевое соединение
Использование фланцев при соединении полипропиленовых труб — распространенное решение. Работы проходят в несколько этапов:
- на обе части линии надеваются фланцы;
- торцы труб усиливаются ограничительными втулками;
- фланцы притягиваются друг к другу посредством болтов.
Фланцы являются прочными металлическими элементами. Они устойчивы к перепадам температур, коррозии, механическому воздействию.
Прокладка магистрали посредством муфт
Соединить ПНД трубу с металлопластиком или полипропиленом помогут муфты. Это простые и надежные фитинги, ориентированные на базовые операции.
Производители предлагают несколько видов муфт:
- муфта с внешней либо внутренней резьбой;
- муфта с резьбой под ключ;
- разъемные соединительные модули;
- муфта с накидной гайкой.
При работе с резьбовыми муфтами следует соблюдать осторожность. Применение излишней физической силы может повредить резьбу. Это приведет к образованию течи, исключит дальнейшую эксплуатацию изделия.
К достоинствам муфт относятся:
- удобство подключения;
- быстрая замена при необходимости;
- низкая стоимость.
Изделия используются в рамках жилых, коммерческих и производственных объектов. Они обладают длительным сроком службы, имеют значительный запас прочности.

Теперь Вы знаете, как соединить ПНД трубу с полипропиленовой. Это упростит монтаж и подбор комплектующих.
Покупка фитингов для ПНД труб
Приобрести продукцию для линий из ПНД, ПВХ и металлопластика поможет компания «ЭкоМонтаж». Организация предлагает муфты, переходники, заглушки, запорные механизмы. Товар сертифицирован, отгружается со склада предприятия.

Для оформления заявки свяжитесь с менеджерами компании. Они помогут с подбором продукции, расскажут о действующих расценках.
Как паять трубы ПНД?
Полимерные трубы получили широкое распространение. Они используются при прокладке отопительных сетей, магистралей горячего и холодного водоснабжения. Изделия долговечны, практичны и надежны.
Преимущества полиэтиленовых труб:
- стойкость к коррозионному поражению;
- невосприимчивость к воздействию микроорганизмов, малый шанс развития патогенной микрофлоры;
- гладкая внутренняя поверхность;
- ремонтопригодность.
Полиэтиленовые изделия задействуются на промышленных, коммунальных и хозяйственных объектах. С их помощью прокладываются новые и модернизируются существующие линии.
Выбор способа пайки ПНД труб
Как правильно паять ПНД трубу? Актуальный вопрос для начинающих мастеров. Существует три технологических решения:
- стыковая сварка;
- муфтоваясварка;
- электромуфтовая пайка ПНД труб.
Каждый способ имеет уникальные особенности, заслуживает отдельного рассмотрения.
Стыковая сварка полиэтиленовых труб
Перед тем как спаять трубу встык, потребуется приобрести сварочную машину для ПНД. При подборе оборудования учитывается:
- диаметр полиэтиленовых труб, с которыми возможна работа;
- мощность установки;
- количество функций, доступных оператору.
Покупка сертифицированного оборудования — залог высокого качества стыков.

Пайка ПНД труб выполняется в следующем порядке.
- Свариваемые участки устанавливаются в центраторе.
- Элементы надежно фиксируются зажимами.
- Торцы деталей очищаются от инородных частиц. Перед тем, как паять полиэтиленовые трубы, рекомендуется произвести обезжиривание.
- Стыкуемые поверхности обрабатываются торцевателем.
- Нагревательные элементы машины разогреваютторцы труб.
- По достижении нужной температуры нагрев прекращается и заготовки соединяются.
После остывания сварного шва выполняется его проверка. Мероприятие проводят специалисты ОТК, использующие профильное оборудование и инструменты.
Требования к сварному соединению:
- однородность;
- высокая прочность;
- герметичность.
Машины для стыковой сварки имеют высокую стоимость. Как правило, их применяют крупные подрядные организации.
Муфтовая сварка ПНД труб
Трубы ПНД малого диаметра можно соединить в домашних условиях. Достаточно располагать паяльником и вспомогательным оборудованием.
Пайке предшествует подготовительный процесс:
- мастер приобретает необходимые фитинги и трубы;
- торцы труб подвергаются очистке;
- концы линии, не подключенные к сети, временно герметизируются (это исключает отвод тепла, предотвращает попадание грязи внутрь линии);
- поверхность нагревательных элементов очищается и обезжиривается.
От качества подготовительных работ зависит надежность и долговечность соединений.

Пайка ПНД труб проходит в несколько этапов:
- Труба и муфта фиксируются в нагревательных чашках. Важно, чтобы элементы были вставлены до упора.
- По достижении рабочей температуры производится соединениефитинга и трубы. Излишний полиэтилен выдавливается за пределы стыка, не оказывая влияния на его характеристики.
- На некоторое время детали фиксируются в неподвижном положении.
- Остывшее соединение труб проверяется на герметичность.
В пайке ПНД труб нет ничего сложного. Достаточно использовать качественные материалы и соблюдать технологию.
Электромуфтовая сварка
Электромуфтовая сварка — промышленный способ соединения труб. Получаемые конструкции отличаются высокой прочностью, устойчивы к вибрационному, ударному и изгибающему воздействиям.
Использование электромуфтовой сварки оправдано в ограниченном пространстве, в сейсмически нестабильных районах, на ответственных и опасных объектах.
Получаемые узлы имеют высокую стоимость, что ограничивает сферу применения технологии.

Сварка при помощи электрических муфт выполняется в определенной последовательности.
- Трубы обрезаются посредством специального инструмента.
- Свариваемые участки проходят очистку, с их поверхности удаляется жир, грязь, органические соединения.
- На поверхность трубы наносятся метки, отражающие глубину ее погружения в муфту.
- Концы труб, не задействуемые при сварке, временно герметизируются.
- Труба устанавливается в муфту.
- Муфта подключается к сварочному оборудованию при помощи клемм в верхней части.
- Процесс сварки запускается тумблером на аппарате. Он прекращается автоматически, по истечении заданного периода.
- Трубы находятся в неподвижном положении до полного остывания.
Стык проходит визуальный осмотр. Претензии к его качеству возникают в единичных случаях. Обычно они вызваны использованием некондиционной муфты.
Приобретение ПНД труб и оборудования для их пайки
Компания «ЭкоМонтаж» реализует продукцию для прокладки полимерных линий. В ассортименте трубы, фитинги, сварочное оборудование, вспомогательные инструменты. Подобрать подходящие изделия смогут частные мастера, коммерческие и государственные подрядчики.

- Высокое качество . В продаже сертифицированные изделия отечественного и зарубежного производства. Товар комплектуется набором документов, соответствует международным стандартам качества.
- Индивидуальный подход . Подобрать подходящие изделия помогут менеджеры «ЭкоМонтаж». Они расскажут о характеристиках оборудования, действующих расценках, условиях оплаты.
- Оперативное решение поставленных задач . Продукция отправляется в любую точку РФ. Компания сотрудничает с ведущими российскими перевозчиками, использующими морской и сухопутный транспорт.
Ассортимент изделий периодически расширяется. Регулярно появляются новые прогрессивные решения.
Читайте также: