
Как приварить чугунную муфту к трубе
Обновлено: 07.07.2024
Как варить чугун
Белый чугун на изломе имеет белый или светло-серый цвет, отсюда и название данного вида. Углерод находится в белом чугуне в виде цеменита. Белый чугун не поддается механической обработке из-за своей хрупкости и высокой твердости; в производстве различных изделий применяется редко; сварке не подлежит.
Из белого чугуна посредством отливки и длительной термообработки при температуре 1000°С получают ковкий чугун. Данный вид благодаря своим технологическим и механическим свойствам используется при производстве различных деталей, способных выдерживать ударные и вибрационные нагрузки. Ковкий чугун применяется при строительстве автомобилей, сельскохозяйственных машин, судов, станков и т.д. Поэтому исполнителям важно знать, как варить ковкий чугун.
Высокопрочные чугуны получают посредством добавления в сплав легирующих добавок; используются при изготовлении ответственных деталей в машиностроении, высокопрочных труб.
Излом серого чугуна обладает серебристо-серым цветом, весь углерод в его составе содержится в виде графита. Данный вид отлично обрабатывается режущим инструментом; широко применяется как конструкционный материал; характеризуется хорошими литейными свойствами; высокой износостойкостью; обладает способностью гасить вибрации.
Недостатки: пониженная прочность и высокая хрупкость.
Особенности сварки чугуна

На фото: пора в сварочном валике
Чугун обладает рядом специфических характеристик, которые влияют на сварочный процесс:
Несмотря на множество трудностей сварка чугуна распространена как при ремонте изделий, так и при исправлении брака чугунного литья, а также при изготовлении сварно-литых конструкций. Наличие специфических характеристик требует того, чтобы исполнитель точно знал, чем можно варить чугун. Ведь от этого зависит не только удобство и комфорт во время сварочных работ, но и получение качественного и надежного соединения.
Сварка по чугуну: подготовка

Технология сварки чугуна должна включать грамотный этап подготовки, предотвращающий появление дефектов в будущем.
Трещины в чугунных изделий имеют глубокую и тонкую структуру. Для достаточной проварки дефекта необходимо разделать трещины на всю глубину. Разделка может осуществляться вырубкой или шлифованием (механические способы); дуговой или кислородной строжкой или резкой (термические способы).

Чтобы предотвратить перекалку чугуна следует произвести грамотную разделку кромок, которая способствует равномерному нагреву рабочей поверхности. Скосы кромок толстостенных деталей должны составлять 45 градусов.
Важно! Кромки не должны иметь острых углов.Зачистка свариваемой поверхности от загрязнений проводится наждачной бумагой, болгаркой, щеткой с металлическими ворсинками, пескоструйкой. Устойчивые и сильные загрязнения можно удалить с помощью пламени горелки.
При работе с тонким металлом требуется применять графитовые формы. Они выполняют функцию подкладки под изделие. Это позволяет поддержать прогретый участок и сохранить первоначальную форму детали.
[ads-pc-2][ads-mob-2]
Технологии сварки чугуна
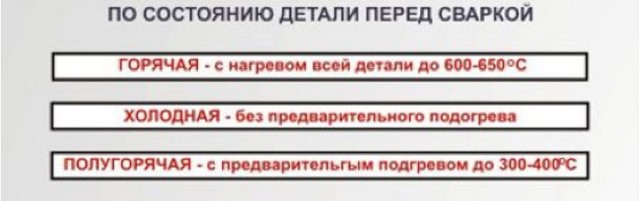
В зависимости от отсутствия или наличия предварительного подогрева, а также величины температуры прогрева выделяют следующие технологии сварки чугуна:
Горячая сварка применяется, в основном, в промышленных и производственных условиях. В домашних условиях очень сложно прогреть изделие до температуры в 600-650°C, так как для этого необходимо специальное оборудование. Данная технология помогает избежать образования трещин в наплавленном металле.
Исполнитель должен стараться равномерно нагревать чугунные детали. Разница температур основного изделия и шва может привести к разломам. Перед нагреванием свариваемые конструкции нужно закрепить для устранения напряжения, которое может привести к образованию трещин. Следует избегать нагрева свыше 750°C. При воздействии таких высоких температур металл переходит в стадию расплавления.
Видео
Посмотрите ролик, где профессионал сваривает развалившуюся на части чугунную деталь используя электрод УОНИ-13/55.
Полугорячая сварка применяется как в промышленных, так и в домашних условиях. Предварительный нагрев составляет до 400-450°C.
Согласно технологии холодной сварки предварительный подогрев не требуется. Холодная сварка активно используется в быту, когда специальное оборудование отсутствует, а потребность в сваривании носит эпизодический характер. Однако, соединение, созданное по такой технологии, отличается невысоким качеством. Если только не используется высококачественный специальный электрод, как, например, Zeller 855 на нижеследующем видео.
Способы сварки чугуна
1. Ручная дуговая сварка может проводиться по горячей, полугорячей и холодной технологиях. В зависимости от выбранного метода, разнятся виды используемых электродов.
Ручная дуговая сварка горячим методом осуществляется в несколько этапов:
- подготовка изделия;
- предварительный нагрев детали;
- сваривание;
- постепенное охлаждение.

Горячая ручная дуговая сварка может выполняться плавящимися и угольными электродами. К первому типу относятся чугунные стержни, электроды с медной и никелевой основой.
Сварка ковкого чугуна осуществляется расходниками марок ОЗЧ-2 и ОЗЧ-6, МНЧ-2, ЦЧ-4.
Для работы с серым чугуном предназначены электроды ОЗЖН-1 и ОЗЖН-2, МНЧ-2, ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6.
Для высокопрочных чугунов подойдут сварочные материалы ОЗЖН, ОЗЧ-3, ОЗЧ-4, МНЧ-2.
Сваривание проводится непрерывно на больших величинах тока. Каким током варить чугун зависит от марки выбранного расходника. Однако, сваривание угольными электродами осуществляется на постоянном токе прямой полярности.
Основные недостатки данной технологии:
- трудоемкость сварочного процесса;
- сложность обеспечения равномерного нагрева конструкции;
- значительная продолжительность работ;
- высокая стоимость всего спектра необходимого оборудования.
В некоторых случаях к металлу шва предъявляются менее жесткие требования. В подобных ситуациях целесообразно применять полугорячую и холодную ручную дуговую сварку. Применяемые виды электродов: чугунные, с медной и никелевой основой, расходники общего назначения (обычные/стальные).
2. Сварка чугунных изделий может проводиться с применением неплавящихся электродов: вольфрамовых, угольных, графитовых.
Суть процесса МИГ/МАГ: сварочная проволока (например, ПП-АНЧ-1, ПП-АНЧ-2, ПП-АНЧ-3) механизированным способом подается в зону электрической дуги, там она расплавляется и образует сварное соединение. В зону дуги подается газ, который защищает сварочную ванну от взаимодействия с атмосферным воздухом.
Горячий метод сварки полуавтоматом применяется в тех случаях, когда необходимо качественное соединение с высокими показателями сопротивления разрыву и излому. Для минимизации количества трещин изделие необходимо охлаждать постепенно.
Полугорячая технология используется для сварки изделий, испытывающих некоторые нагрузки при эксплуатации.
Холодный метод сварки чугуна полуавтоматом отличается простотой, применяется для сваривания неответственных деталей, которые не будут подвергаться нагрузкам.

Непрерывная подача проволоки позволяет выполнять большой объем работ за достаточно короткое время. Результат носит удовлетворительный характер.
4. Аргонодуговая сварка чугуна (технология TIG) отличается сложностью процесса. Средой, защищающей сварочную зону от воздействия окружающего воздуха, является газ аргон. В качестве присадочного материала используются чугунные, никелевые или алюминиево-бронзовые прутки. Последний тип присадки не рекомендуется использовать, если свариваемое изделие будет подвергаться тепловому воздействию. Также исполнителю понадобятся вольфрамовые электроды.
Данный способ требует выполнения некоторых требований:
- изделие перед сваркой необходимо нагреть, это предотвратит возможность появления трещин;
- нужно применять небольшие величины переменного тока;
- для контроля температуры следует осуществлять соединение короткими участками;
- каждый шов нужно простукивать (проковывать) молотком для снятия напряжений;
- изделие после сварки должно остывать постепенно и медленно.
- защита сварочной ванны от окисления;
- перевод тугоплавких окислов в легкоплавкие шлаки;
- улучшение сплавляемости;
- повышение жидкотекучести металла ванны и шлаков.
Сварочное пламя должны быть нормальным или науглероживающим. Сваривание выполняется в нижнем положении. Для обработки крупных деталей желательно использовать две горелки.
Медленное остывание чугунных изделий после газовой сварки осуществляется под слоем асбеста.
[ads-pc-3][ads-mob-3]
- Лазерная сварка с индукционным нагревом, который осуществляется предварительно или во время сварочных работ. Нагрев позволяет повысить контроль рабочего процесса, в частности снять переходные напряжения; ограничить возникновение трещин; уменьшить излишнюю твердость наплавленного металла; повысить скорость сваривания.
- Лазерная сварка с присадкой эффективна не только при соединении чугунных изделий друг с другом, но и для надежной сварки чугуна и различных типов сталей: конструкционные, цементованные, закаленные. Данная технология подходит для сварки корпусов, элементов шестерен, осей и других деталей в автомобильной промышленности и машиностроении.
8. Контактная сварка применяется для работы с чугунными трубами, подразумевает оплавление и предварительный нагрев концов конструкции. Это предупредит образование закалочных структур. Сварные швы характеризуются достаточно высокой плотностью.
Наплавка чугуна

Наплавка чугуна может производиться с помощью специальных электродов следующих марок:
Газовая наплавка осуществляется с помощью теплоты, выделяемой при горении смеси ацетилена (заменителей ацетилена) и кислорода. В качестве расходных материалов используются литые прутки и флюсы.
Техника безопасности
Выполнение сварки в производственных условиях требует, чтобы исполнитель был аттестован для осуществления соответствующего вида работ.
Участок горячей сварки должен быть оснащен специальным оборудованием, которое выполняет функцию удаления пыли, выделяющейся при сварке.
Также существуют общие правила, которых необходимо придерживаться как профессиональным сварщикам, так и домашним мастерам:
Сварка чугуна со сталью: какими электродами и как варить
Сварка разных металлов не редкость, особенно таких, как сталь с чугуном. Данные металлы очень близки по своему химическому составу, но варить их друг с другом, достаточно сложно, из-за сильной разницы процентного содержания углерода (в чугуне его больше).
Но это еще не значит, что нельзя варить чугун со сталью. Просто чтобы добиться качественного выполнения работ, придется соблюдать определенные технологии и использовать подходящее оборудование для этих целей.
Технология сварки чугуна со сталью
Существует несколько основных технологий, используя которые, можно добиться качественной сварки чугуна со сталью:
- Горячий и полугорячий метод — при горячем способе соединения чугуна со сталью, заготовки нагреваются до высоких температур (свыше 500 градусов), при полугорячем способе соединения, температуры нагрева несколько ниже.
- Холодный метод — без предварительного нагрева заготовок.
Основная сложность сварки чугуна и стали заключается в том, что структура у этих металлов разная. У чугуна, в отличие от стали, верхний слой не такой плотный, поэтому его важно не только обезжирить перед сваркой, но и максимально хорошо счистить, до появления плотного слоя.
Какими электродами варить сталь с чугуном
Электроды ЦЧ-4 — используются для достижения отличного результата при сварке стали с чугуном, как по горячей, так и по холодной технологиям. Сварка электродами ЦЧ-4 ведётся на постоянном токе с обратной полярностью, и, как правило, только в нижнем положении.
Как заварить протекающую трубу электросваркой? Ремонт водопровода под давлением!
Сварка водопроводных труб электросваркой – один из самых надежных способов добиться необходимой герметичности контура циркуляции. Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
К сожалению, даже при соблюдении всех требований, трубы могут дать течь в процессе эксплуатации. Это происходит из-за внешних нагрузок, на которые металлические конструкции попросту не рассчитаны, а также вследствие естественного старения и износа материала.
В такой ситуации приходится действовать незамедлительно, устранять течи на уже использующемся трубопроводе.
Необходимость работы
Сварка трубы с водой может потребоваться в следующих случаях:
- Течи, образовавшиеся вследствие превышения нормативных нагрузок или некачественно проведенных работ по монтажу. Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
- Необходимость врезки. Слив жидкости из всей системы предполагает существенные временные потери, так что дело зачастую ограничивается отключением циркуляционных насосов. Данная мера способствует снижению давления в контуре, работа упрощается.
Основные сложности
Сварка труб под давлением – непростая задача, за ее выполнение возьмется не каждый специалист.

Проблемы связаны со следующими явлениями:
- напор жидкости не дает достичь необходимой температуры сварочной ванны, крайне трудно добиться необходимого коэффициента сцепления наплавляемого металла с основой;
- когда вода контактирует с раскаленным материалом, образуются большие объемы пара. Сварщику приходится работать в условиях ограниченной видимости, маска запотевает, приходится постоянно протирать ее, отвлекаться, терять время;
- очень сложно работать в случае, когда трубы расположены на высоте, под потолком. Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.

Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.

Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Полезное видео для новичков, как варить трубу с водой, при ремонте теплотрасы:
Устранение свища
Как заварить трубу с водой электросваркой с максимальной степенью надежности? Точная инструкция зависит от характера повреждения. Начнем с того, как устранить свищ в водопроводной трубе, то есть круглое отверстие, из которого сочится жидкость.

В таком случае нужно занять позицию, позволяющую четко наблюдать границы повреждения, а электроды держат перпендикулярно основанию, чтобы минимизировать объемы воды, попадающей на них. Работа ведется сверху вниз, пока отверстие полностью не будет скрыто наплавленным металлом.
Порядок действий выглядит следующим образом:
- металл наплавляется на верхнюю часть свища;
- молотком делается 2 удара сразу после того, как дуга погасла. Это способствует уплотнению материала, исключает порообразование;
- цикл повторяется сверху вниз;
- если имеет место истончение стенок по краям отверстия, они усиливаются по методу, описанному выше;
- когда пар перестает сочиться наружу, стенка трубы усиливается. Ток выставляется минимальный, чтобы исключить сквозное прожигание. Постепенно наплавляется нужный объем материала;
- для повышения прочности сформированный шов простукивается.
На этом видео подробно показано, как заварить свищ в трубе (нижнее положение):
Формирование врезки
Сварка под давлением пара может выполняться и в том случае, если нужна установка вспомогательного канала для его отвода.
Установке врезки должен предшествовать монтаж шарового крана. Это поможет не перекрывать систему полностью, но остановить поступление пара или воды на отдельный ее участок, что упростит дальнейшую работу.

Процесс выглядит следующим образом:
- на определенный участок трубопровода подгоняется патрубок, оснащенный шаровым краном и резьбой соответствующего типа;
- наложенная деталь обваривается, при этом сохраняется изначальная целостность трубопровода;
- кран открывается, сквозь него происходит сверление отверстия в основной трубе;
- сверло вытаскивается, подача воды останавливается перекрытием крана;
- монтируется сгон, оснащенный обмоткой, новая ветка трубопровода замыкается;
- кран открывается.
Уровень давления в системе в данном случае может быть любым. При работе следует придерживаться минимального тока, чтобы исключить повреждение главной магистрали.
При подборе диаметра сверла нужно иметь в виду, что сформированное отверстие должно быть достаточно широким для обеспечения эффективной работы новой ветки трубопровода.
Смотрите видео про врезку в стальную водопроводную трубу под давлением:
Заключение
Главное – придерживаться указанных рекомендаций, а также соблюдать технику безопасности, учитывать, что температура транспортируемой среды может быть достаточно высокой. А также использовать средства защиты во избежание ожогов.
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
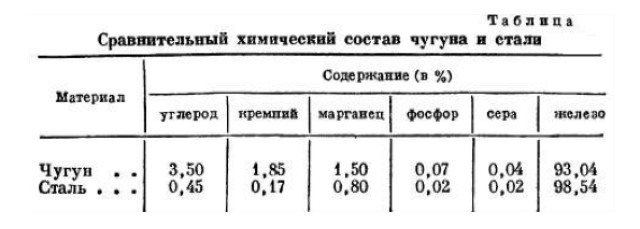
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Как варить чугун электросваркой
Чугун — это особый сплав железа и углерода, который имеет температуру плавления гораздо меньше чем у стали. При всем этом, расплавленный чугун, очень быстро затвердевает, образуя на поверхности крупные поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну , но и определённые знания.
Что касается электродов для сварки чугуна, то они имеют в составе обмазки особые компоненты, которых нет в рутиловых электродах . В состав электродной обмазки входят такие компоненты, как: термит, ферросилиций, алюминий, жидкое стекло, и, некоторые другие компоненты. Отличной альтернативой электродам для чугуна, являются графитовые электроды. Они позволяют варить чугун электросваркой, точно так же, как угольные и вольфрамовые электроды.
Подготовка чугуна к сварке
Чтобы сварить чугун его нужно должным образом подготовить. Свариваемые поверхности необходимо зачистить наждаком или болгаркой, можно использовать для этого и щетку по металлу. Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.
В первую очередь, трещины необходимо немного расширить, делается это чаще всего механическим путём (вырубкой металла). Разделка трещин должна быть осуществлена, таким образом, чтобы дефект увеличился в разменах, не менее чем на 5 мм с обеих сторон. Концы трещин после разделки необходимо засверлить, чтобы остановить их дальнейшее распространение.
Электроды для сварки чугуна
Для того чтобы варить чугун электросваркой потребуются следующие виды электродов:
- Для сварки ковкого чугуна — электроды ЦЧ-4, ОЗЧ-2 и ОЗЧ-6 или электроды МНЧ-2;
- Для сварки серого чугуна, применяются электроды ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2, а также электроды МНЧ-2;
- Для сварки высокопрочного чугуна, можно использовать электроды МНЧ-2, ОЗЧ-3 или электроды ОЗЖН.
Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Как варить чугун электросваркой
Сварка чугуна электродами осуществляется за несколько этапов, включая этап подготовки свариваемых изделий.
Для того чтобы варить чугун в домашних условиях, потребуются следующие инструменты для сварки :
- Сварочный инвертор;
- Электроды, рекомендуется брать электроды не более 3 мм диаметром;
- Болгарка или щетка по металлу;
- Маска сварщика;
- Молоток для удаления шлака и проковки сварного шва.
Как и положено, сначала производится подготовка изделия. На данном этапе чугун зачищается, осуществляется распил трещин и других дефектов.
Затем следует нагревание чугунной детали и её сваривание. На данном этапе очень важно избежать не только перегрева поверхности, но и не допустить её резкого остывания. По этой причине, силу тока для сварки чугуна следует выбирать несколько меньших значений, чем при сварке стали.
Для заваривания трещин в чугуне, как было сказано ранее, вести корневой шов нужно непрерывно, то есть, без колебаний. При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80°С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
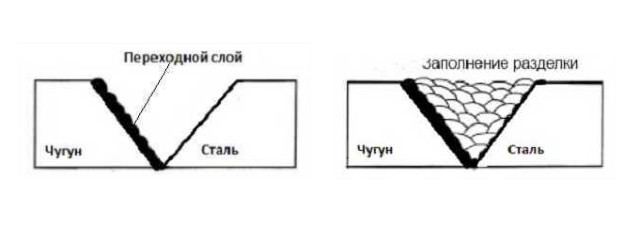
Чтобы сварить чугун, сначала необходимо выполнить наплавку металла с краёв фаски, затем, по мере расплавления металла, заполнить им сварочный шов. Обязательно после каждого прохода необходимо не забывать, и делать «по горячему» проковку валика.
Сварка чугуна в домашних условиях электродом и способы сварки
Чугун — это сплав железа с углеродом, содержащий большое количество различных примесей. Изделия из чугуна пользуются широким спросом, как в промышленной области, так и в быту. Именно активное использование чугуна последние 50 лет, привело к тому, что все чаще возникает необходимость что-то ремонтировать. При этом сварка чугуна остаётся одним из самых практичных способов привести изделие в работоспособное состояние.
Основные сложности при сваривании чугуна
Чугун обладает гораздо большей текучестью, чем у стали, поэтому варить различные изделия из чугуна в домашних условиях, рекомендуется только в нижнем положении. Если сильно перегреть чугун во время сварки, то это приведёт к образованию больших пор и напряжения в сварочном шве. Поэтому не рекомендуется сильно перегревать чугун и подвергать его быстрому остыванию.
Основные дефекты при сварке чугуна связаны именно с неравномерным нагреванием и охлаждением свариваемых изделий. Появление трещин при этом, самый сложный дефект, от которого очень трудно избавиться в дальнейшем. Кроме того, при сварке чугуна очень важно осуществлять правильную подготовку материалов.
Подготовка чугуна к сварке
Чтобы получить качественное сварное соединение, поверхность чугуна перед сваркой должным образом подготавливается. Во-первых, её нужно очистить от любых загрязнений, после чего обезжирить, например, ацетоном или растворителем.
Если необходимо варить тонкий чугун, то обязательно следует предусмотреть специальные теплоотводящие подкладки под места сварки. Обязательным условием при сварке чугуна, является и разделка кромок изделий. Для этих целей ещё перед свариванием, их кромки обрабатываются напильником или УШМ с диском по металлу.
В том случае, когда нужно заварить трещину в чугуне, то она обязательно засверливается по краям, после чего, как и с кромками, разделывается по всей своей длине. Некоторые сварщики сначала вырезают трещины, после чего засверливают края, чтобы не допустить их дальнейшего распространения.
В зависимости от выбранного способа сварки чугуна, а их бывает всего лишь три (горячий, полугорячий и холодный метод), требуется нагрев изделия. Рассмотрим более подробно технологический процесс сваривания чугунных изделий в домашних условиях.
Способы сварки чугуна
Существует три способа сварки чугуна:
Горячий способ — требует нагревания чугунных изделий перед соединением до температуры не менее 600°С.
Полугорячий способ — мало чем отличается от горячего способа сварки чугуна, за исключением температуры, которая почти что вполовину ниже (300-350°С).
Холодный способ — осуществляется штучным электродом без предварительного прогрева чугунных заготовок. Сварка чугуна в домашних условиях осуществляется как раз данным методом соединения.
Сварка чугуна электродом
Для сварки чугуна в домашних условиях потребуется инвертор и электроды со специальным стержнем. В составе электродов по чугуну содержится медь и никель. Ну а о том, как сделать самодельные электроды для чугуна уже рассказывалось в прошлых выпусках сайта.
Самыми популярными заводскими электродами для сваривания чугуна, являются:
- Электроды ОЗЖН-1, ОЗЧ-2, а также ОЗЧ-3, ОЗЧ-4, ОЗЧ-6;
- Электроды МНЧ-2;
- Электроды ЦЧ-4.
При этом очень важно выбрать правильный режим сварки для всех вышеперечисленных марок электродов. Для электродов ЦЧ-4 (3 мм), сила тока должна быть выставлена на инверторе в пределах 70А. Для электродов ОЗЧ-2, порядка 90А. Для электродов ОЗЖН-1 диаметром в 3 мм, примерно 100А, а для электродов МНЧ-2 такого же самого диаметра, силу тока на инверторе следует выставлять в районе 90А.
Технологические особенности сварки чугуна заключаются вот в чем:
- Варить чугун нужно короткими швами, длиной не более 5 см;
- Следует избегать сильного перегрева чугунных изделий при сварке. Поэтому помимо сварки коротким швом, следует давать заготовкам достаточное количество времени на охлаждение;
- При сварке чугуна электродом, инвертор следует переключать в обратную полярность.
Если придерживаться всех вышеперечисленных правил, то можно будет варить чугун в домашних условиях, без особых трудностей.
Сварка чугуна электродом в домашних условиях

Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
Методы сварки

Специалисты выделяют 3 метода сварки чугуна:
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.

Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
Также следует выделить следующие технологические особенности:
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.

1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.

2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
[ads-pc-3][ads-mob-3]
Сварка неплавящимися электродами

Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
Читайте также: