
Форма сварочной ванны при различных способах сварки
Обновлено: 07.07.2024
Форма сварочной ванны при различных способах сварки
ОСНОВНЫЕ МЕТОДЫ И СПОСОБЫ СВАРКИ
Сварка это процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. В настоящее время создано очень много методов сварки. Все известные виды сварки принято классифицировать по основным физическим, техническим и технологическим признакам. По физическим признакам, в зависимости от формы используемой энергии, предусматриваются три вида сварки: термическая сварка, термомеханическая сварка и механическая сварка.
Термический вид сварки включает все методы с использованием тепловой энергии (дуговая сварка, газовая сварка, плазменная сварка и т. д.).
Термомеханический вид объединяет все методы сварки, при которых используются давление и тепловая энергия (контактная сварка, диффузионная сварка)
Механический nbsp;вид включает методы сварки, осуществляемые с помощью механической энергии (холодная сварка, сварка трением, ультразвуковая сварка, сварка взрывом).
Методы сварки классифицируются по следующим техническим признакам:
• по типу защитного газа (в активных газах, в инертных газах);
• по способу защиты металла в зоне сварки (на воздухе, в среде защитного газа, в вакууме, под слоем флюса, с комбинированной защитой);
• по степени механизации (ручная, механизированная, автоматизированная, автоматическая);
• по характеру защиты металла в зоне сварки (со струйной защитой, в контролируемой атмосфере).
НАИБОЛЕЕ РАСПРОСТРАНЕННЫЕ МЕТОДЫ СВАРКИ
Дуговая (электродуговая) сварка. Дуговая сварка металла это сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплом электрической дуги. Наибольшее применение получили четыре способа дуговой сварки.
Ручная дуговая сварка металла

Может производиться двумя способами:неплавящимся электродом и плавящимся электродом.
При ручной дуговой сварке неплавящимся электродом свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся (угольным или графитовым) электродом и изделием возбуждают дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления, образуется ванночка расплавленного металла. После затвердевания металл в ванночке образует сварной шов. Этот способ используется при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов.
При ручной дуговой сварке плавящимся электродом используется так называемый штучный электрод с покрытием-обмазкой. Этот способ является основным при ручной сварке. Электрическая дуга возбуждается аналогично первому способу, но расплавляет и электрод и кромки изделия. Получается общая ванна жидкого металла, которая, охлаждаясь, образует шов.
Автоматическая и полуавтоматическая сварка металла под флюсом
Автоматическая и полуавтоматическая сварка металла под флюсом выполняется путем механизации основных движений, выполняемых сварщиком при ручной сварке металла - подачи электрода в зону дуги и перемещения его вдоль свариваемых кромок изделия. При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производит сварщик вручную. При автоматической сварке металла механизированы все операции, необходимые для этого процесса. Жидкий металл в ванночке защищают от воздействия кислорода и азота воздуха расплавленным шлаком, образованным от плавления флюса, подаваемого в зону дуги. Такая сварка металла обеспечивает высокую производительность и хорошее качество сварного шва.
Дуговая сварка металла в защитном газе
Дуговая сварка металла в защитном газе выполняется неплавящимся (вольфрамовым) или плавящимся электродом. В первом случае сварной шов формируется за счет металла расплавленных кромок изделия. При необходимости в зону дуги подается присадочный материал. Во втором случае подаваемая в зону дуги электродная проволока расплавляется и участвует в образовании шва. Защиту расплавленного шва от окисления и азотирования осуществляют струей защитного газа, оттесняющего атмосферный воздух из зоны дуги.
Электрошлаковая сварка металла
Электрошлаковая сварка металла осуществляется путем плавления металла свариваемых кромок изделия, расположенных вертикально или под углом 45 о , и электрода теплотой, выделяемой током при прохождении через расплавленный шлак. Кроме того, шлак защищает расплавленный металл от воздействия воздуха. Снизу к свариваемым изделиям приваривается вручную поддон. По обе стороны зазора между изделиями прижимаются формирующие шов медные ползуны с водяным охлаждением. Затем на поддон насыпается специальный флюс, над которым располагаются одна или две электродные проволоки. Дуга возбуждается под флюсом между электродами и поддоном. В зону горения дуги электродная проволока подаётся специальным механизмом. За счёт тепла дуги электродная проволока и флюс расплавляются, в результате образуется ванна расплавленного металла и над ней шлаковая ванна. В дальнейшем необходимое тепло образуется за счёт прохождения тока через расплавленный шлак, обладающий высоким сопротивлением (согласно закону Ленца-Джоуля). По мере накопления в ванне жидкого металла и шлака медные ползуны вместе с механизмом подачи электродной проволоки и флюса перемещаются автоматически снизу вверх со скоростью подъёма жидкого металла.
Особые виды сварки металла
В промышленности и строительстве все более широкое распространение получают тугоплавкие и химически активные металлы и сплавы. Они применяются в особо ответственных узлах. Для получения высококачественных швов в этих случаях используют источники с высокой концентрацией теплоты и осуществляют сварку в среде с очень низким содержанием кислорода, азота и водорода. Наиболее часто применяются электронно-лучевая и плазменная сварки.
Электронно-лучевая сварка металла осуществляется путем использования кинетической энергии концентрированного потока электронов, движущихся с большой скоростью в вакууме. Устройство для электронно-лучевой сварки похоже на устройство кинескопа (катод, ускоряющий электрод, магнитная линза, напряжение 30-100 кВ).
Плазменная сварка металла основана на использовании струи ионизированного газа - плазмы, содержащего электрически заряженные частицы и способного проводить ток. Энергия дуговой плазменной струи зависит от сварочного тока, напряжения, расхода газа и др. факторов. Источники питания дуги должны иметь рабочее напряжение более 120 В. Плазмообразующий газ служит также защитой расплавленного металла от окружающего воздуха.
КЛАССИФИКАЦИЯ МЕТОДОВ СВАРКИ ПЛАВЛЕНИЕМ
Существующие методы сварки плавлением могут быть классифицированы по виду источников теплоты, способы сварки - по характеру защиты ванны и свариваемого металла от взаимодействия с атмосферой воздуха, особенности введения теплоты, степени автоматизации процессов и другим признакам. По виду источника теплоты могут быть выделены методы сварки плавлением: дуговая электрошлаковая; электронно-лучевая; свето-лучевая; газовая; плазменная; термитная.
По характеру защиты свариваемого металла и сварочной ванны от окружающей атмосферы могут быть выделены способы сварки со шлаковой, газошлаковой и газовой защитой.
По особенностям введения теплоты различают способы сварки с непрерывным нагревом и импульсным.
По степени автоматизации процесса существующие способы сварки могут быть разделены на ручную, механизированную и автоматическую.
Характеристика наиболее широко применяемых в промышленности методов и способов сварки плавлением, учитывающая отмеченные технологические признаки, приведена в таблице
Классификация методов и способов сварки плавлениемОтличительные признаки способов сварки
Дуговая сварка
Электрошлаковая сварка
Теплота, выделяющаяся при бомбардировке поверхности нагрева заряженными частицами, и теплота плазмы столба дуги
Теплота, выделяющаяся при прохождении тока через расплавленный шлак
Газошлаковая и газовая инертными и активными газами. Местная и общая. При нормальном внешнем и повышенном давлениях и в вакууме
Ручная, механизированная и автоматическая
Автоматическая и механизированная
Отличительные признаки способов сварки
Лазерная сварка
Электронно-лучевая сварка
Теплота, выделяющаяся при бомбардировке поверхности нагрева электронами, получившими ускорение в поле высокого напряжения
Теплота, выделяющаяся при поглощении поверхностью нагрева индуцированного излучения с определенной длиной волны
Общая в вакууме
Газовая инертными газами. Местная и общая. При нормальном и повышенном давлениях и в вакууме
Отличительные признаки способов сварки
Газовая сварка
Плазменная сварка
Термитная сварка
Теплота, полученная при сжигании горючего газа в кислороде
Теплота, содержащаяся в ионизированном газовом потоке
Теплота, содержащаяся в перегретом жидком расплаве
Газовая и газошлаковая
Газовая, инертными и активными газами. Местная и общая
Ручная и автоматически
СВАРИВАЕМОСТЬ И ПАЯЕМОСТЬ МЕТАЛЛОВ
Одним из важнейших свойств металлов является их способ-ность подвергаться той или иной обработке. Можно говорить о способйости металлов пластически деформироваться в холодном или горячем состоянии, обрабатываться резанием, изменять свои свойства под влиянием термической обработки и т. д.. Очевидно, можно и необходимо говорить о способности металлов соединяться в процессе сварки и пайки - о их свариваемости и паяемости. Что следует понимать под свариваемостью и паяемостью металлов и как их оценивать?
Содержание понятия свариваемость металлов не оставалось неизменным. Впервые оно было сформулировано в конце 20-х, в начале 30-х годов прошлого века. В соответствии с уровнем развития сварки и встречающимися затруднениями под свариваемостью понимали отношение металлов к тепловому воздействию. При сварке сталей с повышенным содержанием углерода в то время наибольшие затруднения вызывало предупреждение появления трещин в околошовных участках.
В последующие годы, с одной стороны, резко расширилась номенклатура металлов и сплавов, используемых в сварных, конструкциях, с другой, - были разработаны и применены на практике многие новые методы сварки, значительно усовершенствована технология сварочных процессов, достигнуты большие-успехи в разработке теоретических основ сварки. В этих условиях изменились и те затруднения, с которыми приходилось, иметь дело при сварке.
Очевидно, что при определении понятия свариваемости металлов необходимо исходить из физической сущности сварки и отношения к ней металлов. Сварку целесообразно рассматривать как сочетание нескольких одновременно протекающих; процессов: взаимная кристаллизация металлов, тепловое воздействие на металл в околошовных участках и плавление, металлургическая обработка и кристаллизация металла шва. Под свариваемостью, следовательно, необходимо понимать отношение металлов к этим основным процессам.
Если металлы однородны, то взаимная кристаллизация любой формы между ними принципиально возможна. Однако своеобразные условия протекания сварки (высокая температура, рост дендритов от поверхностей частично оплавленных зерен, большая скорость кристаллизации, значительная степень деформации и др.) в некоторых случаях могут вызвать понижение свойств сварных соединений в области взаимной кристаллизации.
Понижение свойств металла в области взаимной кристаллизации возможно и при неправильном подборе присадочного-металла. Например, при сварке алюминиевых сплавов часто-используют присадочные прутки из алюминиевокремниевого-сплава с 5% Si марки АК- Однако при сварке сплавов, содержащих магний, магний взаимодействует с кремнием присадочного металла, образуя Mg2Si, включения которого неблагоприятно влияют на свойства сварного соединения.
При сварке однородных металлов процесс взаимной кристаллизации принципиально возможен. Следует лишь оценивать в необходимых случаях степень возможного понижения свойств соединения в области взаимной кристаллизации.
При соединении разнородных металлов процесс взаимной кристаллизации далеко не всегда возможен. Например, эта имеет место тогда, когда металлы образуют химические соединения. В этих случаях внутрикристаллическая форма связи,
между металлами возникнуть не может. Очевидно, такие металлы принципиально сварены быть не могут. Это дает право ввести понятие о принципиальности свариваемости металлов. Принципиальная свариваемость есть способность пары металлов в условиях сварки образовать соединения на основе взаимной кристаллизации (внутрикристаллическая форма связи).
В тех относительно редких случаях, когда разнородные металлы могут быть сварены, необходимо оценивать свойства •сварных соединений в области взаимной кристаллизации - степень их принципиальной свариваемости.
Поскольку существуют два различных вида процесса сварки (сварка с расплавлением металлов и сварка в пластическом состоянии), то принципиальную свариваемость необходимо соответственно подразделять для каждого из этих видов процесса.
Условия протекания второго и третьего процессов определяются методом сварки и его режимами. Поэтому отношение к ним металлов называется технологической свариваемостью. Технологическая свариваемость, в свою очередь, подразделяется на тепловую свариваемость (отношение металлов к тепловому воздействию) и металлургическую свариваемость (отношение металлов к плавлению, металлургической обработке и последующей кристаллизации).
Оценка тепловой свариваемости производится по отношению к вполне определенному свариваемому металлу. Несколько сложнее с оценкой металлургической свариваемости.
Если свариваются детали из одного металла и применяется аналогичный присадочный металл (или последний отсутствует), оценка металлургической свариваемости производится для вполне определенного металла. Если же свариваются неодинаковые металлы или присадочный металл иной, то оценку металлургической свариваемости необходимо производить с учетом образующихся сплавов в металле шва, что несколько усложняет вопрос. С другой стороны, путем соответствующего подбора присадочного металла, обеспечивающего получение оптимального состава металла шва, можно улучшить металлургическую свариваемость металлов.
Оценку технологической свариваемости необходимо производить применительно к конкретному методу сварки, а иногда и к определенным технологическим режимам. Очень часто металл хорошо сваривается одним методом и неудовлетворительно другим. Например, дуралюмин удовлетворительно сваривается точечной сваркой и плохо - газовой.
Технологическая свариваемость не есть нечто присущее металлам и сплавам. С развитием технологии сварки плохо сваривающиеся металлы и сплавы часто становятся хорошо сваривающимися. Правильная оценка технологической свариваемости требует глубокого анализа процесса сварки и хорошего изучения свойств свариваемого металла.
В настоящее время разработано много методик определения тепловой свариваемости металлов. Несколько сложнее определение металлургической свариваемости. Большое число факторов, влияющих на металлургическую свариваемость, требует для ее определения более сложных экспериментальных исследований. На практике этот вопрос решается путем проверки химического состава металла шва, его механических свойств, чувствительности к образованию трещин и газовой пористости и т. д.
До настоящего времени еще не сформулировано понятие о паяемости металлов - об их способности образовывать соединения при пайке. Очевидно, решение этого вопроса должно быть аналогичным определению свариваемости металлов. Под паяемоетью металлов и сплавов необходимо понимать их отношение ко всей совокупности процессов, происходящих при пайке. Последние, аналогично сварке, могут быть подразделены, как уже указывалось выше, на три обобщенных процесса. Следовательно, паяемость и есть отношение металлов и сплавов к этим процессам.
Однако следует отметить, что с помощью пайки могут быть соединены любые однородные и разнородные металлы. Поэтому введение понятия о принципиальной паяемости металлов вряд ли имеет практический смысл. Правильный подбор припоез позволяет обеспечить в подавляющем большинстве случаев вполне удовлетворительные свойства соединения в области непосредственного взаимодействия припоя с паяемым металлом.
ФОРМИРОВАНИЕ СВАРОЧНОЙ ВАННЫ
Образование сварочной ванны является важнейшим этапом получения соединения при сварке плавлением. От формы и размеров сварочной ванны зависят форма и размеры сварных швов. Последние во многом определяют эксплуатационные характеристики получаемых соединений.
Форму и размеры сварочной ванны определяют границами изотермической поверхности объемного теплового поля, соответствующие температуре плавления металла ТПЛ. Однако такой подход является несколько идеализированным, поскольку формирование объема расплавленного металла учитывает лишь эффект распространения теплоты вглубь металла за счет теплопроводности. В реальных условиях сварки сварочная ванна формируется под действием целого ряда сил, действующих в ней, в первую очередь силы тяжести жидкого металла, поверхностного натяжения его и давления самого источника нагрева. Дуга, обеспечивающая местный нагрев и расплавление кромок соединяемых элементов, оказывает на расплавленный металл давление, за счет которого он вытесняется из передней части ванны, т. е. из области с наибольшей интенсивностью нагрева в ее хвостовую часть. Это ведет к уменьшению толщины жидкой прослойки под дугой и создает условия для углубления ванны. В результате изменяются очертания зоны расплавления (рис. 4.1). Давление на расплавленный металл определяется разностью его уровней h в ванне. Изменение условий сварки, в свою очередь, существенно отражается на формировании сварочной ванны, соотношении ее геометрических размеров.

Рис. 4.1. Параметры формы сварочной ванны

При сварке в вертикальном положении (рис. 4.2, а) процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем). В обоих случаях сила тяжести направлена вниз. При сварке на подъем сварочная ванна удерживается только силой поверхностного натяжения. При этом глубина проплавления резко возрастает. Для удержания расплава приходится ограничивать тепловую мощность дуги и размеры ванны. При сварке на спуск удержанию жидкого металла способствует давление дуги, а глубина проплавления уменьшается.
При сварке в потолочном положении (рис. 4.2, в) сварочная ванна удерживается силами поверхностного натяжения и давлением источника нагрева. Для удержания ванны в потолочном положении также необходимы меры по ограничению ее объема. Особенно неблагоприятные условия формирования ванны создаются при выполнении горизонтальных швов (рис. 4.2, г). Расплавленный металл натекает на нижнюю кромку. Это приводит к образованию несимметричной выпуклой формы шва, а также подрезов. Требование к сокращению размеров сварочной ванны в этом случае особенно жесткое.
Важным фактором, влияющим на работоспособность сварных соединений и также связанным с образованием сварочной ванны, является формирование проплавления корня шва. На рисунке 4.3 показаны силы,
действующие на ванну. Ванна удерживается на весу силой поверхностного натяжения Рп, определяемой по формуле:
Условие равновесия ванны в положении на весу можно записать так:
Из этой формулы следует, что удержание ванны облегчается при уменьшении радиуса кривизны проплава, определяющегося его размерами в поперечном r1 и продольном r2 сечениях. С увеличением ширины и протяженности ванны возрастают радиусы кривизны поверхности жидкого металла в двух взаимно перпендикулярных направлениях. В момент достижения одним из радиусов величины, большей критической, металлостатическое давление расплавленного металла и сила давления дуги превысят силу поверхностного натяжения, удерживающую сварочную ванну. Произойдет разрыв поверхностного слоя в корне шва, и жидкий металл вытечет из ванны, образуя прожог. Особенно часто это наблюдается при сварке металла малой толщины, когда сварочная ванна по ширине значительно превышает толщину свариваемого металла. Наиболее распространенной мерой предупреждения прожогов и обеспечения формирования проплава требуемой формы является правильный выбор сварочных режимов и применение сварочных подкладок.
Формы сварочной ванны при различных способах сварки
При электрошлаковой сварке также можно получить минимальное проплавление основного металла, но для ведения шлакового процесса с целью получения достаточного выделения теплоты необходим зазор, который затем должен быть заполнен присадочным металлом. Сварочная ванна может быть мелкой или глубокой в зависимости от скорости сварки и мощности источника. Форма ванны при электрошлаковой сварке зависит от соотношения между количествами теплоты, поступающими в основной металл непосредственно от шлака и от опускающегося в металлическую ванну перегретого электродного металла.
При использовании дуговых, плазменных и газопламенных источников теплоты при сварке встык листов металла небольшой толщины форма ванны близка к форме изотермы, которая соответствует температуре плавления, рассчитанной для схемы движущегося линейного источника в пластине. С ростом толщины листов металла разница в размерах ванны на верхней и нижней поверхностях листа становится все более значительной, а при некоторой толщине полное проплавление уже не достигается, как показано на рис. 7.6. Для увеличения проплавляющей способности указанных источников используют разделку кромок. Проплавляющую способность различных источников теплоты обычно оценивают экспериментальным путем, расплавляя поверхность массивного тела или толстой пластины.
Формирование сварочной ванны и шва
Важным фактором, влияющим на геометрические размеры шва и глубину проплавления, является пространственное расположение шва при сварке. При вертикальном расположении создаются особенно благоприятные условия для глубокого проплавления металла благодаря удалению расплавляющегося металла из-под дуги в результате давления источника и под действием силы тяжести ( рис. 2.3, а ).
В связи с этими же обстоятельствами при сварке изделий в наклонном положении на подъем глубина проплавления возрастает, при сварке на спуск — снижается. В первом случае металл под действием силы тяжести перетекает в хвостовую часть ванны, уменьшая толщину расплавленной прослойки в пятне нагрева, во втором случае под действием силы тяжести металл затекает в головную часть ванны, опережая источник теплоты, и увеличивает толщину расплавленной прослойки ( рис. 2.4 ).
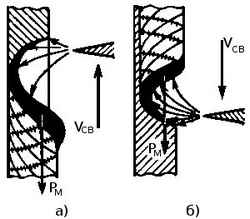
Рис. 2.3. Сварка вертикальных соединений со свободным формированием швов:
а — снизу вверх (на подъем); б— сверху вниз (на спуск); Рм - сила тяжести расплавленного металла
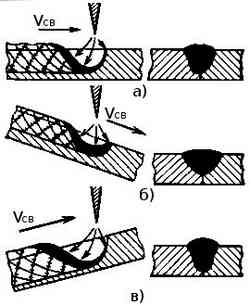
Рис. 2.4. Сварка в нижнем положении
а — без наклона; б — наклон по направлению сварки (на спуск); в — наклон против направления сварки (на подъем)
Формирование швов на спуск и на подъем имеет место при сварке кольцевых поворотных швов, расположенных в вертикальной плоскости. Условия формирования швов зависят от смещения источника нагрева относительно верхней точки окружности (рис. 2.5). При смещении источника нагрева в сторону, противоположную вращению изделия, происходит формирование шва на спуск; по направлению вращения изделия — на подъем.
При сварке кольцевых швов изделий небольшого диаметра возникает опасность стекания расплавленного металла из сварочной ванны . Предупредить стекание можно сокращением ее размеров, изменяя режим или смещая источник против вращения. Обычно используют оба пути; сварку поворотных стыков колцевых швов малых диаметров, как правило, ведут на спуск при небольшой глубине проплавления.
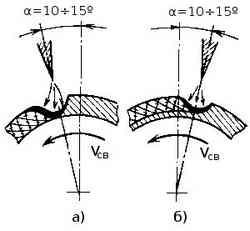
Рис. 2.5. Формирование швов при сварке кольцевых соединений (а — угол смещения источника нагрева): а — на подъем; б — на спуск
Удержание ванны приобретает особенно важное значение при сварке в вертикальном и потолочном положениях.
При сварке в вертикальном положении процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем) ( см. рис. 2.3 ). В обоих случаях сила тяжести ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны способствует давление источника. При сварке на подъем ванна удерживается только силами поверхностного натяжения. При сварке в вертикальном положении для удержания ванны приходится ограничивать тепловую мощность и размеры ванны. Большой эффект достигается с применением импульсного введения теплоты, когда размеры ванны особенно ограничены.
Большое распространение получила сварка вертикальных соединений с двусторонним принудительным формированием шва. Сварку ведут снизу вверх с расположением источника нагрева в направлении оси шва. Сварку с двусторонним принудительным формированием (электрошлаковую, дуговую) применяют для соединения толстостенных элементов.
Выполнение сварных соединений в потолочном положении ( рис. 2.6 ) осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением источника. Для удержания ванны в потолочном положении такженеобходимымеры по ограничению ее объема.
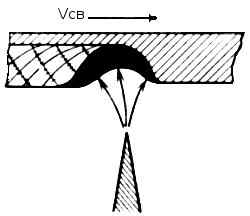
Рис. 2.6. Формирование ванны и шва при сварке в потолочном положении
Примером формирования шва во всех пространственных положениях, в том числе и промежуточных, может служить сварка неповоротных стыков кольцевых швов ( рис. 2.7 ). В различных участках создаются неодинаковые условия существования ванны и соответственно меняется ее форма. Наибольшая глубина проплавления сварочной ванны достигается при угле поворота источника нагрева, равном 270°. При этом формирование шва осуществляется на подъем. Наименьшая глубина соответствует повороту источника на 90° и формированию шва на спуск. Для поддержания постоянства параметров ванны и шва в процессе сварки необходимо изменять режим, например, сварочный ток, скорость сварки, давление защитного газа над сварочной ванной и др.
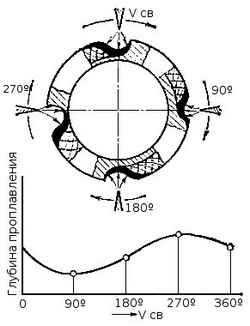
Рис. 2.7. Формирование шва и зависимость глубины проплавления от положения ванны в пространстве при сварке неповоротных кольцевых соединений
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении горизонтальных сварных соединений в вертикальной плоскости ( рис. 2.8 ). Расплавленный металл ванны натекает на нижнюю свариваемую кромку. Это приводит к образованию несимметричной выпуклости шва, а в ряде случаев и подрезов. При сварке горизонтальных швов требования к сокращению размеров сварочной ванны особенно жесткие.
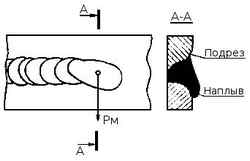
Рис. 2.8. Формирование горизонтального шва при сварке в вертикальной плоскости
Большая Энциклопедия Нефти и Газа
Форма сварочной ванны при дуговых процессах характеризуется длиной, шириной и глубиной проплавления основного металла. Время нахождения металла в жидком состоянии в различных ее участках неодинаково. [2]
Возможности управления формой сварочной ванны практически неограничены. Хорошо известно, что, изменяя параметры режима сварки ( ток, напряжение дуги, скорость сварки при дуговой сварке; ширину зазора, глубину шлаковой ванны, напряжение на ванне, скорость сварки при злектрошлаковой сварке; ускоряющее напряжение, ток, скорость сварки при электроннолучевой сварке), можно в самых широких пределах, изменять форму ванны. [3]
Статистический металлографический анализ позволил выявить возможные пределы изменения формы сварочной ванны и все многообразие фронтов кристаллизации описать аналитически, в общем виде, несколькими уравнениями с использованием частных решений для различных диапазонов изменения способов и режимов сварки. [5]
Остальные составляющие режима электрошлаковой сварки незначительно влияют на форму сварочной ванны и, следовательно, на образование в металле шва осевых трещин. Исключение составляет величина зазора между свариваемыми кромками. Уменьшение этого зазора при неизменных сварочном токе и напряжении сварки заметно сужает шов ( см. рис. 124), что ухудшает форму ванны жидкого металла и тем самым увеличивает вероятность появления осевых трещин. [7]
В поперечном сечении в зависимости от режима и условий сварки форма сварочной ванны изменяется в широких пределах. Наиболее характерной для дуговой сварки является форма провара, приближающаяся к полуокружности. При лучевых способах сварки форма ванны напоминает острый клин-кинжал. [9]
На характер кристаллизации и соответственно на образование горячих трещин сильно влияет форма сварочной ванны . Особенно сильно это влияние заметно при автоматической сварке. В последнем случае получается удлиненная ванна с неблагоприятной направленностью роста кристаллов, что вызывает появление горячей трещины по оси шва. Желательно получать широкую и короткую форму ванны. Это достигается уменьшением скорости сварки. [10]
Гидродинамические процессы в сварочной ванне оценивают в установившемся состоянии, когда форму сварочной ванны можно считать не изменяющейся, а ее стенки - проницаемыми для жидкости. На фронте плавления жидкость втекает в сварочную ванну, поверхность которой деформируется под действием давления источника теплоты, на фронте кристаллизации - вытекает. [11]
Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой сварочной ванны . Выпуклая поверхность ванны ( рис. 119, а) говорит о плохом соединении. [13]
Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой сварочной ванны . Выпуклая поверхность ванны ( рис. 104, а) говорит о плохом соединении. [15]
Технология соединения с помощью ванной сварки

Ванная сварка используется для соединения сплошных металлических изделий по всему сечению. В результате получают прочную конструкцию без слабых мест.
.jpg)
Требования и ГОСТ
- Запрещено выполнять работы в условиях нестабильного электроснабжения, при отклонении напряжения от номинального более 5%, на неисправном оборудовании (п. 1.15).
- Соединение сдвоенных арматурных стержней данным методом могут проводить только сварщики с соответствующим удостоверением.
Механизированную сварку прутков производят под флюсами следующих марок (п. 3.4.1):
Сфера применения
Ванную технологию используют в следующих отраслях:
- В строительстве. Чаще всего сварку ванным способом используют для сращивания арматуры диаметром более 20 мм и изготовления закладных деталей для железобетонных конструкций.
- В транспортных сетях и трубопроводах. Так варят рельсы и крупноразмерные фланцы, набираемые из нескольких пластин.
- В машиностроении. Изготавливают составные валы и другие детали.
Основные особенности ванной сварки
В качестве источника энергии для нагрева заготовок используют электричество.
Соединение выполняют за 1 раз в полном объеме. Работу нельзя приостановить, чтобы продолжить спустя некоторое время.
По сравнению с традиционным ванный способ сварки менее требователен к подбору диаметра электрода по толщине соединяемых изделий. Часто используют расходник максимально возможного для данного аппарата сечения.
Технология сварочной ванны
Соединение арматурных стержней и других элементов сплошного сечения осуществляют следующим образом:
- Их устанавливают в кондукторе с некоторым зазором.
- Ограничивают пространство между заготовками с 3 сторон специальными накладками или U-образной скобой.
- Плавящимся электродом нагревают торцы до разжижения. Их необходимо постоянно поддерживать в таком состоянии, перемещая инструмент от одного изделия к другому. Постепенно зазор между ними заполнится расплавленным металлом.
Различают ванную и ванно-шовную технологии. Во втором случае накладку приваривают к заготовкам фланговыми швами. В результате она усиливает стык, воспринимая часть нагрузки.
С использованием одного электрода
Для заполнения сварочной ванны 1 расходника не хватает. Так, для соединения арматуры диаметром 28 мм требуется 3 электрода толщиной 4 (мм).
Поскольку работу прерывать нежелательно, расходники приходится быстро менять (допустимая пауза составляет 3-5 секунд).

Многоэлектродная сварка
После выполнения сварного шва огарки отбивают и используют пластину повторно.
Техника исполнения не отличается от 1-электродного способа.

Плюсы и минусы метода
К достоинствам ванной сварки относят:
- Высокую прочность, надежность и долговечность соединения.
- Возможность вести работу в любом пространственном положении.
- Простоту реализации. Не требуется сложное и дорогостоящее оборудование, используют традиционные сварочные аппараты. Скобы выпускают в широком ассортименте под любой диаметр арматуры.
- Возможность изготовить жесткий арматурный каркас любых размеров. Альтернативный способ крепления стержней с применением вязальной проволоки в случае с крупногабаритными конструкциями не способен обеспечить такой результат.
Рекомендуем ознакомитьсяПоследний недостаток можно нивелировать, используя многоразовые формы из графита или керамики.
Как выполнять ванную сварку
Соединяемые заготовки очищают от грязи и ржавчины. В противном случае шов будет иметь много дефектов.
Необходимое оборудование
Рекомендуем к прочтению Нюансы использования газовой сварки.jpg)
В качестве аппарата можно применять самый простой сварочный трансформатор. Более удобен в работе инвертор. Он обладает следующими преимуществами:
- Малыми размерами и весом. Масса устройства составляет всего 3 кг. Уменьшение габаритов трансформатора обусловлено применением специальной схемы, увеличивающей частоту переменного тока до 40-60 кГц.
- Высоким значением напряжения холостого хода. Это облегчает розжиг дуги, что особенно необходимо при использовании электродов с основной обмазкой. Из-за присутствия фтора она затрудняет горение.
- Наличием дополнительных функций, облегчающих розжиг и поддержание дуги («горячий старт», «форсаж разряда», «антизалипание»).
- Высоким КПД.
- Одноразовые стальные марок С14-Мн, С16-Мо, С15-Рс.
- Керамические.
- Из графита марок ЭЭГ, ЭГО, ГМЗ, ППГ, ЭГ1.
- Из меди М1 или М2.
Применение многоразовых накладок дает двойной эффект:
- снижается расход стали на каждый стык;
- обеспечивается большая толщина защитного слоя бетона, в то время как при наличии стальной формы она сильно сокращается.
Выбор режима
Основными параметрами режима сварки являются:
- диаметр расходника;
- сила тока.
Первую величину подбирают по размеру заготовок. Данные для ванного способа отражены в таблице:
Большая Энциклопедия Нефти и Газа
Форма сварочной ванны при дуговых процессах характеризуется длиной, шириной и глубиной проплавления основного металла. Время нахождения металла в жидком состоянии в различных ее участках неодинаково. [2]
Возможности управления формой сварочной ванны практически неограничены. Хорошо известно, что, изменяя параметры режима сварки ( ток, напряжение дуги, скорость сварки при дуговой сварке; ширину зазора, глубину шлаковой ванны, напряжение на ванне, скорость сварки при злектрошлаковой сварке; ускоряющее напряжение, ток, скорость сварки при электроннолучевой сварке), можно в самых широких пределах, изменять форму ванны. [3]
Статистический металлографический анализ позволил выявить возможные пределы изменения формы сварочной ванны и все многообразие фронтов кристаллизации описать аналитически, в общем виде, несколькими уравнениями с использованием частных решений для различных диапазонов изменения способов и режимов сварки. [5]
Остальные составляющие режима электрошлаковой сварки незначительно влияют на форму сварочной ванны и, следовательно, на образование в металле шва осевых трещин. Исключение составляет величина зазора между свариваемыми кромками. Уменьшение этого зазора при неизменных сварочном токе и напряжении сварки заметно сужает шов ( см. рис. 124), что ухудшает форму ванны жидкого металла и тем самым увеличивает вероятность появления осевых трещин. [7]
В поперечном сечении в зависимости от режима и условий сварки форма сварочной ванны изменяется в широких пределах. Наиболее характерной для дуговой сварки является форма провара, приближающаяся к полуокружности. При лучевых способах сварки форма ванны напоминает острый клин-кинжал. [9]
На характер кристаллизации и соответственно на образование горячих трещин сильно влияет форма сварочной ванны . Особенно сильно это влияние заметно при автоматической сварке. В последнем случае получается удлиненная ванна с неблагоприятной направленностью роста кристаллов, что вызывает появление горячей трещины по оси шва. Желательно получать широкую и короткую форму ванны. Это достигается уменьшением скорости сварки. [10]
Гидродинамические процессы в сварочной ванне оценивают в установившемся состоянии, когда форму сварочной ванны можно считать не изменяющейся, а ее стенки - проницаемыми для жидкости. На фронте плавления жидкость втекает в сварочную ванну, поверхность которой деформируется под действием давления источника теплоты, на фронте кристаллизации - вытекает. [11]
Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой сварочной ванны . Выпуклая поверхность ванны ( рис. 119, а) говорит о плохом соединении. [13]
Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой сварочной ванны . Выпуклая поверхность ванны ( рис. 104, а) говорит о плохом соединении. [15]
Читайте также: