
Для чего трубы делают с изгибом
Обновлено: 04.07.2024
Как согнуть профильную трубу своими руками без специальных приспособлений
Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Галерея изображений Умение гнуть профильную трубу поможет собственноручно соорудить массу полезных в хозяйстве и ландшафтном обустройстве объектов для размещения на частном участке Применение профильной трубы позволяет по-настоящему "разгуляться" творческой фантазии мастера. Гнутый профиль послужит отличной основой для садовой мебели В сооружении предметов домашнего и садового обихода важно, чтобы парные детали были согнуты с одинаковым радиусом Освоив простейшие конструкции, самостоятельный мастер сможет смело приступить к изготовлению более сложных моделей Из согнутого по равной траектории профиля можно соорудить превосходную входную группу, себестоимость которой значительно ниже приобретенного варианта Умение гнуть профильную трубу найдет применение в сборке стропильной системы самодельной беседки Кроме удовольствия, полученного в ходе изготовления садовой мебели, вы получите еще и моральное удовлетворение от того, что смогли сделать уникальную садовую мебель Очень полезным и востребованным на загородном участке станет навес, который защитит любимую машину от солнечных лучей и дождей Профильная труба в основе самодельных качелей Оригинальная скамейка с металличесими опорами Кресло-качалка с загнутыми полозьями Простая скамейка с гнутыми перилами Сооружение козырька входной группы Гнутые фермы для крыши беседки Набор садовой мебели для дачного участка Летний навес для установки автомобиляВозможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.

Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
masterok

Наверняка каждый, у кого во дворе хотя бы раз раскапывали какие-нибудь трубы, обращал внимание на то, что они зачастую идут прямо не на всем своем протяжении. В одном или нескольких местах коммуникации имеют нехарактерный изгиб, который отнюдь не продиктован необходимостью изменить направление.
Зачем же он нужен?
Создание изгиба на прямом участке канализационных труб – это всегда дополнительные траты материалов, финансов и человеко-часов. Однако, подобные работы не бесполезные, а вынужденные. Продиктованы они законами физики. Делаются изгибы на прямых участках труб специально для того, чтобы канализационная инфраструктура могла нормально функционировать. Без подобного изгиба трубы будет просто рвать.

Почему такое может случиться? Все дело в тепловом расширении. Когда коммуникации только укладывают, то они находятся в условиях уличной температуры, которая не соответствует эксплуатационным качествам материалов. В дальнейшем, когда по трубам пойдет вода, температура материала, из которого они сделаны, значительно повысится. В зимнее время трубы поставляющие в здания горячую воду нагреваются до 90 градусов по Цельсию.
Под действием такой температуры любая труба начинает расширяться. Для 20-метрового участка при 75 градусном нагреве расширение составит 16.5 мм. Этого более, чем достаточно для того, чтобы деформировать материал и порвать трубу.

Собственно технические изгибы «зигзагом» и нужны для того, чтобы трубе было куда расширяться и гнуться без вреда для конструкции. Подобные участки коммуникаций называют «компенсирующими». Они же нужны еще и для того, чтобы защищать конструкцию от гидроудара при подаче воды.
изгиб труб отопления зачем такой
Такой изгиб труб нужен, чтобы компенсировать не усадку дома, а тепловое расширение металла системы отопления.<P>Кстати, с тем, кто будет делать ремонт, определился? :-) А то есть на примете один подрадчик, Keva, который как раз на Островитянова, а точнее - на Саморы Машела, отделку заканчивает в "трешке" :-)
С фр. окном все проверяющие - ваши! То есть вы хотите выпилить стену под окном и поставить окно во весь рост? И не на балкон? (Потому что на балкон смысла нет -- ограждение наверняка бетонное, какой смысл в таком окне). <br>А можно ди это согласовать? Иначе это получится безмолвный призыв на всю улицу "скорее к нам за деньгами, у нас перепланировка!"<br><br>И по любому -- переносить батарею из-под окна -- дурной тон.<br>Даже из под французского.
А затем. *"При прокладке открытых трубопроводов также необходимо принимать во внимание изменение длины труб при изменении температуры. В этом случае необходимо учитывать принципы ком-пенсации линейного удлинения. Обычно температурное расширение или усадку регулируют с помощью особенностей прокладки. Как правило, можно воспользоваться дугами и отводами, обусловленными геометрией здания, или применить компенсаторы"
Изгиб трубы: все особенности технологического процесса
При монтаже водопроводных и отопительных систем надо знать, как грамотно осуществлять изгиб трубы. При данной операции следует избегать ее переламывания, нарушений целостности и правильно вычислить угол поворота.

При монтаже инженерных систем зачастую необходимо гнуть участки трубопровода.
Особенности процесса
На фото изменение формы сечения стенки при сгибании.
Обратите внимание!
Складки и овальность сгиба негативно сказываются на работе системы.
Они понижают ее проходимость, повышают уровень гидравлического сопротивления и служат участком засорений канализационных систем.
Прочность трубы на изгиб при этом падает.
Минимально допустимые радиусы гибки

Сгибание изделий при помощи нагревания.
Государственные стандарты содержат такую норму, как «минимальный радиус изгиба трубы».
Его величина для металлических аналогов, компенсаторов, отводов приведена ниже.
Обратите внимание!
Допустимо изготавливать элементы, имеющие сгиб, меньше указанного выше.
При этом метод производства должен гарантировать, что их стенки утончатся не больше чем на 15% от толщины.
Прочность на изгиб профильной трубы должна соответствовать расчетной.
Необходимые формулы и таблицы
Длина детали (L), нужная для изготовления гнутого места, находится по такой формуле:
- R является радиусом изгиба, в мм;
- α – это его угол, в градусах;
- l является прямым местом, длиной в 100/300, которое нужно для захватывания изделия инструментом или станком.
Расчет изгиба трубы должен учитывать длину сгибаемого элемента:
- π=3.14;
- R- это радиус места, в мм;
- α – является углом гнутья, в градусах;
- DH – это внешний диаметр изделия.
В таблице внизу представлены минимальные радиусы сгиба в миллиметрах для латунных и медных изделий (по ГоСТ №494/90 и ГоСТ №617/90), исходя из их диаметра и нужная длина свободной стороны для захвата/зажима.
| Внешний диаметр | Минимальный радиус сгиба | Минимальная длина свободной части |
| 3 | 6 | 10 |
| 4 | 8 | 12 |
| 6 | 12 | 18 |
| 8 | 16 | 25 |
| 10 | 20 | 30 |
| 12 | 24 | 35 |
| 15 | 30 | 45 |
| 18 | 36 | 50 |
| 24 | 72 | 55 |
| 30 | 90 | 60 |
Ниже приведена таблица для стальных аналогов по ГоСТ №3262/75.
| Размеры | Минимальный радиус сгиба | Минимальная длина свободной части | ||
| Условный проход | Внешний диаметр | в горячем виде | в холодном виде | |
| 8 | 13.5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Делая расчет сгиба своими руками, учтите и наименьшие радиусы, исходя из диаметра и толщины стенки стальных труб.
| Диаметр, в мм | Минимальный радиус сгиба при определенной толщине стенок | |
| до 2 мм | более 2 мм | |
| 5/20 | 4D | 3D |
| 20/35 | 5D | 3D |
| 35/60 | 6D | 4D |
| 60/140 | 7D | 5D |
Как самостоятельно согнуть участок
Осуществим расчет, взяв для примера деталь сечением в 1.6 см.
Если необходимо согнуть трубы, следует иметь трубогиб.
Такие ручные приспособления делятся на два типа.

Осуществив расчет, отметьте на элементе участки, согласно его результатам. Далее на инструменте поставьте нужный градус либо шаблон. Затем вставьте в приспособление изделие и произведите операцию.
Вывод
Гнуть элементы при монтаже различных инженерных систем следует исходя из точных расчетов. В противном случае вы можете сломать изделие либо собрать трубопровод с пониженной эффективностью. Видео в этой статье продолжит ее тему.
Для чего трубы делают с изгибом
Неверно не раз замечали такую картину: идет теплотрасса или водопровод, ровно, потом раз, загибается туда-сюда образуя п-образный изгиб, причем такие изгибы можно наблюдать часто, через некоторые промежутки. Регулярно проезжаю такие теплотрассы, этот вопрос все меня мучал.
Так зачем это делается?
Я проходил практику на местной ТЭЦ , по направлению экология. Там нас курировал один инженер- теплотехник, который как раз проектировал трассы. Хорошее место, рассказывал что спроектировал и пустил трассу на одной из улиц города, за одно и свой дом подключил. Задал ему наболевший вопрос.
Так вот, такие изгибы, которые мы можем часто видеть на трубопроводах, делаются для компенсации линейного расширения труб. Стальные трубы, при различных режимах работы, нагреваются и охлаждаются, из-за этого расширяются и сужаются , меняется их длина.
Мы этого конечно не видим, эти изменения весьма небольшие. Но тем не менее, это может привести к деформации и поломке трубопровода: разгерметизации сварных швов, появлению изгибов, изломов, трещин. Эти п-образные изгибы называются компенсаторами. На стадии проектирования, на основании расчетов о расширении труб с использованием уже известных данных о поведении различных марок стали, они закладываются там, где это необходимо.
При монтаже трубопроводов, компенсаторы предварительно расширяют за счет упругости металла. С одной стороны компенсатора устанавливается неподвижная опора, с другой подвижная. Так вот, когда изменяется длина трубы при изменении ее температуры, компенсация этого изменения происходит на участке этой трубы до неподвижной опоры компенсатора, на следующем участке-до следующего компенсатора.
Иногда простые повороты и изгибы труб играют роль компенсаторов, в таком случае данный участок трассы считается безопасным, и дополнительные компенсаторы сюда не ставят.
Кстати, в во всех больших проектах тоже обязательно учитывают расширение материалов. Во всех больших по размеру объектах, например небоскребы, рельсы, мосты, предусматриваются мероприятия по уравновешиванию изменений геометрических размеров.
Учитывая коэффициент расширения стали, из которой делают рельсы, путем упрощенных расчетов можно установить, что километр рельсы на жаре (возьмем увеличение температуры на 5 градусов) может удлинится на 8 см! И если рельсы стоят в стык и жестко закреплены, с ними может произойти то, что изображено на картинке
Я читал, что здание Пентагона на самом деле разделено на секции, они соединены термо-компенсационным швом, который выполняет такую же роль, как компенсаторы на трубах. Именно благодаря этому шву, разрушения после атаки самолета были гораздо меньше, часть разрушенного здания не привела к деформированию других секций.
Как легко согнуть алюминиевую трубу в домашних условиях – простые способы
Согнуть алюминиевую трубу в домашних условиях можно как с применением трубогиба, так с помощью подручных средств. Для получения оптимального результата нужно заранее узнать о тонкостях процесса.
Особенности производства, свойства алюминиевых труб
Трубные профили из алюминия делятся по способу производства на три группы:
- холоднодеформированные;
- прессованные;
- сварные.
Трубопрокаты из алюминия производят разными способами
Первая позиция – алюминиевые трубы диаметром 6-150 мм. Они носят общепромышленное назначение и выпускаются по ГОСТу под номером 18475-87.
Суть технологии заключается в том, что берется алюминиевая болванка, в которой сверлится сквозной отверстие вдоль оси. Затем заготовку прокатывают между роликами, формируя сечение готового изделия.
Вторая позиция – это алюминиевые трубы диаметром 6-220 мм, изготавливаемые по ГОСТ 18482-79. В основе технологии лежит метод прессования разогретой заготовки на специальном стане. Заготовку укладывают на матрицу и прессуют до образования требуемой формы. Далее полуфабрикат прокатывают на стане через ролики.
Третья позиция – это алюминиевые трубы, изготавливаемые или из листа, или из ленты, она же штрипс, методом скручивания и сварки по шву с внутренней и внешней стороны. Обязательно в качестве конечного этапа проводят горячий отпуск готового изделия. Причина – снятие внутренних напряжений на сварочных участках.
Алюминиевые трубы можно разделить еще на две категории по толщине стенки:
- до 5 мм – тонкостенные;
- более 5 мм – толстостенные.
В процессе производства нередко применяют дополнительные операции, которые улучшают технические и эксплуатационные характеристики. Все дело в самом металле. При температурах ниже +20°С при деформации может произойти излом конструкции. Поэтому применяют или термообработку, например отжиг или закаливание, или механическую обработку – нагартовку, другое название – наклеп.
Оба варианта улучшения дают возможность сделать из пластичного и мягкого металла твердый и прочный. Именно такие профили используются в разных конструкциях.
И все же высокая пластичность – главное достоинство алюминиевых труб. То есть деформировать, согнуть изделие несложно, при этом оно не теряет своих качеств и свойств.
Где применяются алюминиевые изделия
Область использования широка. Причины популярности:
- продукция из алюминия не требует особого технического обслуживания;
- легкость получаемых конструкций;
- простота в транспортировке и монтаже, в т. ч. и если изделие требуется согнуть.
Основные сферы применения:
- Сельское хозяйство. Из алюминиевых труб сооружают дренажные и поливочные системы, собирают ограждения для мелких животных и растений.
- Нефтедобыча. Алюминиевые трубы инертны к нефтепродуктам, не изменяют своих характеристик под их действием.
- Системы вентиляции. Изделия из алюминия легко поддаются деформации, резке и сверлению, их достаточно просто согнуть, что упрощает процесс монтажа вентиляционных воздуховодов и шахт.
- Строительство. Из алюминиевых труб изготавливают каркасы для беседок, ангаров и навесов. Делают перила, козырьки, ограждения. Сегодня все чаще стали использовать в сооружении навесных фасадов.
- Мебель – стулья, кресла, столы и прочее.
- Реклама – щиты, стойки, каркасы под витрины.
Процесс изгибания
Согнуть алюминиевую трубу в домашних условиях можно, но из-за этого нарушается плотность металла. На внешней стороне изгиба она уменьшается, на внутренней повышается. В результате нередко происходит разрыв на внешней стороне и сжатие на внутренней. Такой профиль можно использовать только в не нагружаемых конструкциях.
Сложности
Сгибая трубу в домашних условиях можно столкнуться с несколькими препятствиями, которые снижают качество:
- Практически нельзя сгибать алюминиевые профили анодного типа. Они прочные, твердые, поэтому присутствует вероятность излома изделия (появление трещин).
- В трубах, изготовленных прессовым методом с применением горячей экструзии, возникают большие внутренние напряжения в местах сгиба.
- Дюралюминий, а также сплавы, в которых добавлен марганец, обладают повышенной твердостью. С ними также непросто работать.
Если трубопрокат был приобретен без сертификата, то определить, из какого сплава он сделан, несложно. К примеру, дюралюминий не оставляет на руках краску. Можно постучать по трубе молотком. Звонкий звук говорит, что она изготовлена из твердого сплава. Другой способ проверки – подточить край напильником. Если на нем образовался налет металла, значит, сплав мягкий.
Производители на поверхности трубных профилей обязательно наносят маркировку. Ее можно проверить по справочнику и определить сплав.
Статья по теме: Как производится гибка металлических труб.
Способы сгибания
Перед тем как согнуть алюминиевую трубу своими руками в домашних условиях, необходимо разобраться с методами изгиба. Но в начале надо обозначить, что трубы можно изгибать в холодном или горячем виде. Выбирая вариант, надо учитывать следующие факторы:
- толщину стенок;
- марку сплава;
- длину изделия;
- сложность конфигурации конечного продукта.
Есть основные, они же часто используемые конфигурации:
- отвод – трубу сгибают в одной плоскости под углом 45°-135°;
- утка – два изгиба по 135°;
- калач – это полуокружность;
- скоба – трубу сгибают трижды (два крайних изгиба по 135°, средний 90°).
Чтобы правильно согнуть алюминиевую трубу в домашних условиях, необходимо принять во внимание некоторые рекомендации:
- Если сгибают шовное изделие, то шов не должен располагаться в плоскости внешнего или внутреннего изгибов.
- Если сгибают изделия диаметром не более 20 мм, то радиус не должен превышать двух диаметров трубы.
- Если сгибают прокат диаметром более 25 мм, то радиус изгиба должен быть в три раза больше диаметра.
Необходимое оборудование
Самый простой и надежный способ согнуть трубу в домашних условиях – использовать трубогиб. Это оборудование на рынке представлено двумя модификациями – ручными и механическими.
Так как стоит задача самостоятельного изгибания алюминиевых труб в домашних условиях, то надо рассмотреть ручные варианты. Они представлены тремя моделями:
- Рычажный, он же станок Вольнова. В конструкции станка установлена специальная форма определенного диаметра. В нее и помещается труба. Затем под действием рычага она сгибается. Процесс проводится без нагревания заготовки.
- Арбалетный. Здесь все наоборот, труба не изгибается вокруг формы, а вдавливается в нее.
- Пружинный. Для создания формы в трубу помещают пружину. Затем изделие подвергают нагреву с последующим изгибом. Операцию при небольших диаметрам профиля можно проводить “на холодную”. После окончания пружину вытаскивают.
Трубогибы нередко оснащаются приводами, которые улучшают качество процесса. Приводы могут быть электромеханическими или пневматическими. С помощью такого оборудования можно использовать разную технологию изгибания алюминиевых профилей:
- Проталкивание. Этот способ используется при обработке труб диаметром не более 100 мм. При этом минимальный радиус изгиба равен шести диаметрам. Сам процесс производится методом проталкивания трубы между роликами трубогиба. Один из роликов стоит под углом, он и создает изгиб.
- Прокат. Алюминиевую трубу пропускают через три ролики (валка), расположенных под углом друг к другу. Таким способом можно согнуть профиль кольцом, спиралью или в дугу. Чтобы добиться высокого качества и точной формы, процесс проводят несколько раз. Так сгибают не только круглый прокат, но и профильный.
- Обкатывание. У трубогиба есть так называемая обкатная головка, состоящая из шара и формы. Шар создает давление на участке трубы, а там где давление низкое, происходит выгиб изделия в противоположную сторону. Процесс проводится без нагревания.
- Сгибание под давлением. Первый вариант – внутрь заливается масло или вода под давлением. Предварительно труба устанавливается в форму. Именно созданное внутри полости давление приводит к изгибанию. Второй способ – используется пресс или штамп, которые давят на участок сгиба.
Как согнуть трубу дома
Сразу надо оговориться, что если операция изгиба алюминиевых изделий будет проводиться в домашних условиях постоянно или с завидной периодичностью, то лучше купить трубогиб. Если необходимо согнуть алюминиевую трубу без трубогиба, то есть несколько способов.
Первый вариант связан с песком. Его просушивают, просеивают. Один конец профиля заглушают, можно использовать деревянный колышек (чопик). С противоположной стороны засыпают подготовленный песок. Чтобы он лег внутри изделия плотно, по поверхности постукивают молотком. После чего конец также заглушают.
Далее алюминиевый профиль устанавливают в скобу и сгибают до необходимого угла. Вместо скобы можно использовать два рядом стоящих дерева, столба и прочие торчащие вверх конструкции, например колышки или вбитую в землю арматуру.
Вариант номер два – это тот же предыдущий метод, только профиль сгибают с дополнительным нагревом. Обычно так делают, если сплав придал изделию повышенную прочность и твердость. Здесь самое важное – не допускать многократного нагрева одного и того же участка.
Третий способ согнуть алюминиевую трубу в домашних условиях – изготовление из древесины шаблона. Это круглая плоская болванка и доска. Оба элемента одной толщины, равной диаметру изгибаемого изделия. Их хорошо крепят к столу или верстаку струбцинами или болтами. Прокат вставляют между деревянными элементами и изгибают вокруг болванки. Доска выполняет функции упора.
Четвертый способ – заполнение профиля песком, укладка концами на два упора, формирование прогиба киянкой.
Пятый метод используют, когда необходимо согнуть алюминиевую трубу большого диаметра, изготовленную из прочного сплава. Для этого понадобятся болгарка и сварочный аппарат:
- Определяют место изгиба. Его длина обозначается мелом.
- Болгаркой делают прорези по внешней поверхности.
- Проводят изгиб до нужного угла. Прорези оказываются на внешней стороне.
- Заваривают разрезы электросваркой.
В видео показан один из простых и оригинальных способов сгибания алюминиевой трубы в домашних условиях.
Основные ошибки при работе
Самая главная ошибка, допускаемая при попытке согнуть алюминиевые профили, – это неправильное определение сплава. Если он твердый и прочный, то без нагрева трубу не согнуть. Если получиться сделать изгиб, то качество будет низким. Велика вероятность, что на месте сгиба появятся трещины.
Вторая ошибка – неправильно выбранный радиус сгибания. Как было сказано выше, этот параметр выбирается с учетом диаметра профиля. И чем этот размер больше, тем больше должен быть радиус. К примеру, нельзя согнуть трубопрокат из алюминия диаметром 50 мм в изделие с радиусом изгиба в 100 мм, чтобы поверхность не покрылась сетью трещин. Не поможет даже нагрев.
Нагрев трубы надо проводить правильно. И это третья ошибка. Для этого используют газовую горелку или обычную паяльную лампу. Чтобы проверить, до необходимого состояния нагрет алюминий или нет, необходимо к разогретому участку поднести бумагу. Если она задымилась, значит, температура достаточна, чтобы начать процесс сгибания.
Не все вышеописанные методы позволяют добиться высокой точности конфигурации изгибаемого профиля. К примеру, если требуется согнуть отрезок небольшого диаметра, то лучше это проводить на конце трубы, а не посередине.
Чтобы добиться наименьшего участка с гофрированной частью, лучше сгибать изделие холодным методом с последующим вытягиванием.
Если необходима высокая прочность стенок профиля, лучше использовать метод гидравлического формирования изгиба. Он заключается в том, что внутрь заливают воду или масло под давлением.
Согнуть алюминиевую трубу можно разными методами, даже не имея специализированного оборудования. Главное – выбрать способ с учетом параметров профиля и соблюдать требования к радиусу искривления.
Хотелось бы услышать комментарии по поводу разных способов того, как согнуть алюминиевые трубы своими руками. Поделитесь статьей в социальных сетях, сохраните ее в закладках.
Изгиб трубы в ручную без трубогиба в видео.
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Здравствуйте! Подскажите, пожалуйста, кто разбирается в газе, для чего делается столько изгибов? Почему не пустили просто прямо?

потому что счетчик стоял. И труба куда должен именно ПОСТУПАТЬ газ оказалась справа. и откуда выходит слева.
4 года назад Я монтажник я так вижу 4 года назадВот примерно такой.

Я такой помню, стоял в квартире очень давно
4 года назад У меня такая же х*йня была на кухне. Затеял ремонт. Нанял шабашников, Все вырезали, счётчик на улице, трубы на улице, только входная тонкая труба осталась. Милое дело 4 года назадПро нанотехнологии не слышали.
4 года назадКручу-верчу, наебать всех хочу)
4 года назадЕсли подвод газа снизу шел, то возможно, что счетчик работает при входной трубе слева, и выходной справа(и это обязательно в горизонтальном положении)
4 года назадДо вентиля нужно дотянуться, но трубы должны быть наверху.
Вот и извратились.
Парнишку высмеяли за самодельную футболку UT. Тогда Университет Теннесси сделал его рисунок своим официальным дизайном
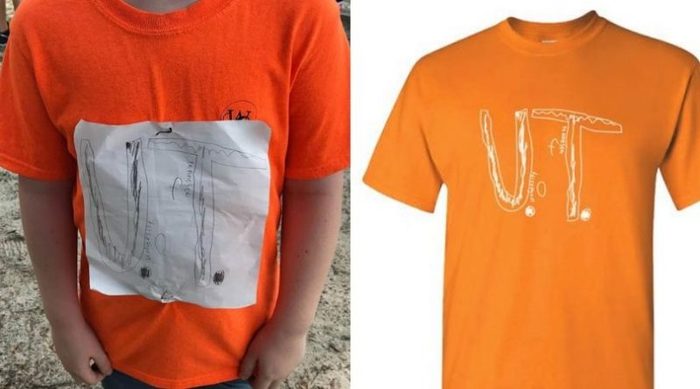
В начальной школе в штате Флорида проводили День цветов колледжа. В этот день все ученики должны были надеть одежду с символикой своего любимого университета или колледжа.
У одного четвероклассника не было денег даже на футболку, поэтому он выкрутился из ситуации креативно: написал на листке инициалы Университета Теннесси и приклеил его к обычной оранжевой футболке (это официальный цвет вуза).

К сожалению, остальные ученики не оценили усилий и затравили его из-за бедности и самодельной футболки. После обеда мальчик понуро сидел за партой и в конце концов заплакал.
Этой историей поделилась в Фейсбуке учительница мальчика Лора Снайдер.
Кто-то из педагогов решил поддержать ученика, тоже приклеив к своей футболке листочки с инициалами.
Все вышло даже лучше, чем можно было представить. Университет Теннесси выпустил футболки, кепки и джемперы с инициалами, нарисованными мальчиком,
Глава пресс-службы университета Тайра Элизабет Хог в комментарии Bored Panda сказала, что за несколько дней было заказано 16 тысяч футболок.
Читайте также: