
Что происходит с размерами сварочной ванны при подогреве изделия перед сваркой при неизменных
Обновлено: 04.07.2024
Что происходит с размерами сварочной ванны при подогреве изделия перед сваркой при неизменных
Как влияет подогрев изделий в процессе сварки на величину сварочных деформаций?
- Увеличивает деформацию изделия.
- Уменьшает деформацию изделия.
- Не влияет.
Внимание!
Зелёным цветом выделен правильный ответ
Если выделено несколько вариантов, значит все они являются верными.
- Увеличивает деформацию изделия.
- Уменьшает деформацию изделия.
- Не влияет.
Если у вас в тесте остались нерешённые вопросы, то обязательно воспользуйтесь поиском по нашей базе тестов. С большой долей вероятности они там есть.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
1. Дуга горит между свариваемым изделием и плавящимся электродом или электродной проволокой.
2. Сварочная ванна защищается газом и шлаком, которые образовались в процессе плавления основного и сварочного материалов.
3. Электрод плавится за счет тепла дуги или газового пламени.
ВОПРОС 2. Какой буквой русского алфавита обозначают вольфрам и ванадий в маркировке стали?
ВОПРОС 3. Электроды каких марок имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 4. Чему равно общее напряжение нескольких одинаковых источников ЭДС, соединенных последовательно?
1. Напряжению одного из соединенных источников ЭДС.
2. Частному от деления произведений напряжений соединенных источников ЭДС на сумму их напряжений.
3. Алгебраической сумме напряжений источников ЭДС.
ВОПРОС 5. Какой частоты переменного тока, вырабатывают электростанции в России?
1. Переменный ток с частотой 100 Гц.
2. Переменный ток с частотой 60 Гц.
3. Переменный ток с частотой 50 Гц.
ВОПРОС 6. Укажите величину зазора между свариваемыми кромками элементов толщиной до 5 мм по ГОСТ 5264-80?
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых конструкционных сталей сталей.
3. Для сварки низколегированных конструкционных сталей.
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 9. Влияет ли род и полярность тока на величину проплавления при РДС?
1. Влияет незначительно.
3. Влияет существенно.
ВОПРОС 10. Как влияет длина дуги на ширину шва?
2. С увеличением длины дуги ширина шва уменьшается.
3. С увеличение длины дуги ширина шва увеличивается.
ВОПРОС 11. В каких условиях рекомендуется хранить электроды?
1. В сухом отапливаемом помещении при температуре не ниже +15 и влажности воздуха не более 50 %.
2. В складском помещении при температуре выше 00С.
3. В ящиках, в упакованном виде.
ВОПРОС 12. Какие дефекты могут быть в сварном шве, если притупление кромок превышает рекомендуемую величину?
1. Возможно появление непровара корня шва.
2. Возможно появление холодных трещин.
3. Возможно появление пористости.
ВОПРОС 13. С какой целью источники питания сварочной дуги для ручной дуговой сварки имеют напряжение холостого хода выше, чем напряжение на дуге при сварке?
1. Для увеличения глубины проплавления в начале шва.
2. Для улучшения возбуждения дуги.
3. Для уменьшения разбрызгивания металла.
ВОПРОС 14. Какие углеродистые и низколегированные стали необходимо подогревать при сварке?
1. С эквивалентным содержанием углерода более 0,5 %.
2. С содержанием серы и фосфора более 0,05 % каждого.
3. С содержанием кремния и марганца до 0,5…1,5 % каждого.
ВОПРОС 15. Какие способы резки рекомендуется применять для подготовки деталей из аустенитных сталей?
2. Кислородно-флюсовая, плазменно-дуговая, механическая.
ВОПРОС 16. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствие дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва.
2. Влияние на свариваемость способа сварки и возможность появления дефектов в результате воздействия термического цикла на сварочную ванну и кристаллизующейся металл шва.
3. Влияние на свариваемость объема сварочной ванны и кристаллизующегося металла шва.
ВОПРОС 17. Какие сварочные деформации называют остаточными?
1. Деформации, появляющиеся во время сварки.
2. Деформации, появляющиеся по окончании сварки.
3. Деформации, образующиеся под действием эксплуатационных нагрузок.
ВОПРОС 18. Допускаются ли трещины в сварных швах при сварке низколегированных сталей?
1. Допускается, если их длина не превышает толщины металла шва.
2. Допускается, если концы трещины после сварки заварить газовой сваркой.
3. Не допускаются.
ВОПРОС 19. Какой род тока более опасен при поражении человека электрическими токами при напряжении 220В?
1. Переменный ток 50 Гц.
2. Постоянный ток.
3. Ток высокой частоты.
ВОПРОС 20. Какими индивидуальными средствами должен обеспечиваться сварщик при выполнении потолочной сварки?
1. Поясом безопасности.
2. Беретом и рукавицами.
3. Нарукавниками, шлемом и пелеринами.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
3. Обозначение химических элементов и их содержание в стали.
ВОПРОС 3. Укажите причины образования кратера?
1. Кратер образуется в месте выделения газов в процессе сварки.
2. Из-за резкого отвода дуги от сварочной ванны.
3. Из-за значительной усадки металла в процессе кристаллизации.
ВОПРОС 4. Зависит ли напряжение дуги от ее длины при ручной дуговой сварке?
3. Зависит при малых и больших величинах сварочного тока
ВОПРОС 5. Кто должен производить подключение и отключение сварочного источника питания к силовой сети?
1. Электротехнический персонал данного предприятия.
2. Сварщик, работающий на данной установке.
3. Сварщик, работающий на данной установке под наблюдением мастера.
ВОПРОС 6. Какие должны быть род и полярность тока при выполнении горячего прохода соединений из углеродистых сталей электродами с целлюлозным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие поверхности подлежат зачистке при подготовке под сборку деталей трубопровода пара и воды?
1. Должны быть очищены от загрязнений и ржавчины до металлического блеска торцы труб.
2. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки и наружные поверхности деталей.
3. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки, а также прилегающие к ним внутренние и наружные поверхности деталей.
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э-09М и Э-09МХ?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. С какой целью на электродный стержень наносят покрытие?
1. Для стабилизации горения дуги, легирования металла шва и защиты сварочной ванны от попадания газов из воздуха и формирования шва.
2. Для предохранения стержня от попадания влаги.
3. Для снижения вероятности образования как холодных, так и горячих трещин в металле шва.
ВОПРОС 10. Как влияет длина дуги на устойчивость ее горения?
1. С увеличением длины дуги устойчивость горения снижается.
2. С увеличением длины дуги устойчивость горения увеличивается.
3. Не оказывает практического влияния.
ВОПРОС 11. Выберите наиболее полные рекомендации по защите места сварки в условиях монтажа?
1. Необходимо обеспечить защиту места сварки от ветра.
2. Необходимо обеспечить защиту в виде навеса от воздействия атмосферных осадков.
3. Необходимо защищать от ветра, сквозняков и атмосферных осадков.
ВОПРОС 12. Листы какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
ВОПРОС 13. Как влияет увеличение тока при ручной дуговой сварке на геометрические размеры сварного шва?
1. Уменьшается глубина провара и увеличивается высота усиления шва.
2. Увеличиваются глубина проплавления и высота усиления шва.
3. Уменьшается высота усиления шва и увеличивается глубина проплавления.
ВОПРОС 14. Как включают амперметр в электрическую цепь?
1. Последовательно в электрическую цепь с вольтметром.
2. Последовательно в общую электрическую цепь.
3. Параллельно в общую электрическую цепь.
ВОПРОС 15. Для чего сварщику нужна спецодежда?
1.Для защиты сварщика от тепловых, световых, механических и других воздействий при сварке.
2. Для защиты его от выделяющихся вредных аэрозолей и свечения дуги.
3. Для защиты его от поражения электрическим током.
ВОПРОС 16. Что из перечисленного ниже наиболее сильно влияют на свариваемость металла?
1. Химический состав металла.
2. Механические свойства металла.
3. Электропроводность металла.
ВОПРОС 17. Как влияет величина объема металла, наплавленного за один проход, на величину деформаций?
1. Увеличивает остаточные деформации сварных конструкций.
2. Уменьшает остаточные деформации сварных конструкций.
3. Не влияет на остаточные деформации сварных конструкций.
ВОПРОС 18. В какой момент следует исправлять дефекты сварных соединений подлежащих последующей термообработке?
1. До термообработки
2. По согласованию с головной материаловедческой организацией.
3. После термообработки.
ВОПРОС 19. Граждане какого возраста могут быть допущены к выполнению сварочных работ?
ВОПРОС 20. Какой линией условно изображают видимый сварной шов на чертеже?
1. Сплошной основной.
3. Штрих – пунктирной.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Что происходит с размерами сварочной ванны при подогреве изделия
Предварительный нагрев в сварке и что не стоит забывать
Явление нагрева сварного шва в околошовной зоне перед началом процедуры сварки известно под названием предварительный нагрев. В основном он применяется для печей, резистивных нагревательных элементов, горелок и высокочастотных нагревательных элементов. Процедура помогает устранить риск появления холодных трещин на металле и препятствует чрезмерному повышению твердости.

Зачем использовать предварительный нагрев?
Ниже приведены основные причины использования предварительного нагрева в процедуре сварки.
- Термическая обработка сварных конструкций устраняет влажность поверхности, а, следовательно, способствует уменьшению растрескивания.
- Она улучшает последующее расплавление и осаждение металла шва.
- Это снижает развитие напряжений, способствуя равномерному расширению и сжатию между сварным швом и основным металлом.
- Одной из основных задач предварительного нагрева является замедление скорости охлаждения, обеспечивающей равномерное затвердевание шва. Таким образом микроструктура металла будет иметь качественные механические свойства.
Исходя из соображений применения, термическая обработка сварных конструкций может определятся различными способами.
- Предварительный подогрев — минимальная температура сварного шва задается сразу перед началом сварки. В спецификации процесса сварки (WPS) он может быть указан в определенном диапазоне.
- Подогрев между проходами – в многопроходной сварке перед началом следующего прохода требуется максимальная температура. Нагрев в таком случае не может быть ниже, чем минимальное значение предварительной термической обработки.
- Поддерживание сварочной температуры — минимальная температура сварочной зоны, которая должна поддерживаться на протяжении всего процесса сварки. При прерывании работ температура зоны сварного шва не должна понижаться.
Где применяется термическая обработка сварных конструкций?
Как правило, предварительный подогрев применяется на основном металле на определенном расстоянии от шва. Давайте предположим, что А — это определенная часть углового шва, тогда в таком случае возникают две проблемы при расчете расстояния для применения предварительного нагрева.
- Если толщина основного металла меньше или равна 50 мм, то значение А не должно превышать 50 мм от шва.
- Если толщина основного металла превышает 50 мм, то А обязано быть менее 75 мм от шва (инструкция по выдаче сертификатов персоналу, проверяющему качество сварки: CSWIP 23,4).
Температуры предварительного нагрева
У многих возникнет вопрос: до каких температурных значений нагревать металл? Ответить на данный вопрос поможет рекомендуемая температура нагрева стальных металлических конструкций перед сваркой. В таблице ниже она отображается относительно к толщине и составу разных сталей.

Оборудование
Сегодня на рынке разработано несколько видов оборудования, которые используются в некоторых коммерческих отраслях с целью индикации температуры предварительного нагрева, ее измерения и контроля. Ниже перечислены основные температурные датчики и измерительные приборы, которые применяются для этого.
Контактный термометр — используется для точного измерения температуры до 350 градусов по Цельсию. Он состоит из устройства измерения температуры, известного как «термистор», его сопротивление значительно снижается при нагревании, а значит обратно пропорционально температуре. Однако, чтобы получить точные результаты возникает необходимость «периодической калибровки», что является минусом этого оборудования.
Термокарандаш и термопаста — состоят из материала, который плавится или меняет свой цвет при нагревании в зависимости от температуры. Они доступные, предлагаются по низкой цене и просты в использовании. Их слабая сторона — они не дают точных измерений.
Термопара — работает по принципу измерения термоэлектрической разности потенциалов между горячим металлом сварного шва и свариваемым металлом для вычисления температуры. Применяется во время сварки, после нее и для термической обработки с целью постоянного мониторинга и контроля температуры нагрева и охлаждения. Оборудование дает точные измерения в широком диапазоне температур, но у него есть необходимость периодической калибровки. Это является весомой проблемой.
Формы сварочной ванны при различных способах сварки
ТЕОРИЯ сварочных процессов
При электронно-лучевой сварке стыковых соединений деталей толщиной до сотен миллиметров удается получить минимальную ширину зоны проплавления основного металла. Сварочная ванна в поперечном сечении имеет форму, близкую к продольному сечению конуса, а в плоскостях, перпендикулярных лучу, - близкую к эллипсу.
При электрошлаковой сварке также можно получить минимальное проплавление основного металла, но для ведения шлакового процесса с целью получения достаточного выделения теплоты необходим зазор, который затем должен быть заполнен присадочным металлом. Сварочная ванна может быть мелкой или глубокой в зависимости от скорости сварки и мощности источника. Форма ванны при электрошлаковой сварке зависит от соотношения между количествами теплоты, поступающими в основной металл непосредственно от шлака и от опускающегося в металлическую ванну перегретого электродного металла.
При использовании дуговых, плазменных и газопламенных источников теплоты при сварке встык листов металла небольшой толщины форма ванны близка к форме изотермы, которая соответствует температуре плавления, рассчитанной для схемы движущегося линейного источника в пластине. С ростом толщины листов металла разница в размерах ванны на верхней и нижней поверхностях листа становится все более значительной, а при некоторой толщине полное проплавление уже не достигается, как показано на рис. 7.6. Для увеличения проплавляющей способности указанных источников используют разделку кромок. Проплавляющую способность различных источников теплоты обычно оценивают экспериментальным путем, расплавляя поверхность массивного тела или толстой пластины.
Геометрические размеры сварочной ванны и валика шва характеризуются следующими параметрами (рис. 7.6): L - длина ванны, В - ширина ванны, Н - глубина проплавления, Нк - глубина кратера, А - высота выпуклости шва, Fnp - площадь проплавления,
FH - площадь наплавки. Форму зоны проплавления оценивают относительной глубиной проплавления Н/В или коэффициентом формы провара = fi/Я, а также коэффициентом полноты
проплавления рпр = Fnp/(HS), значение которого обычно составляет 0,6. 0,8. Для дуговых видов сварки относительная глубина
Рис. 7.6. Формы сварочной ванны при дуговой сварке: а - поверхностная дуга; б - погруженная дуга; в - дуга под флюсом
проплавления Н/В достигает максимального значения « 3 (сварка под флюсом). Очертания зоны наплавки характеризуются коэффициентом формы валика Т'в = В! А и коэффициентом полноты валика рв = FH /(.АВ).
Чтобы решить дифференциальное уравнение теплопроводности, необходимо задать распределение температур в начальный момент времени (начальное условие) и условия взаимодействия тела с окружающей средой на его границах (граничные условия). Начальное условие определяется …
Основные допущения и упрощения, принятые в классической теории распространения теплоты при сварке
На современном уровне развития математики аналитическое решение уравнения теплопроводности в общем виде (5.21) еще не найдено, однако при введении некоторых допущений и упрощений можно получить пригодные для практического использования частные …
Дифференциальное уравнение теплопроводности
Сложный процесс изменения температуры точек тела с координатами jc, у, z во времени t описывается дифференциальным уравнением теплопроводности. Для вывода этого уравнения необходимо рассмотреть баланс теплоты в некотором элементарном объеме …
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
ВОПРОС 1. С какой целью один из концов электрода выполняют без покрытия
1. С целью экономии покрытия.
2. Для определения марки электрода.
3. Для токоподвода.
ВОПРОС 2. Какие стали относятся к группе кремнемаргацовистых сталей?
1. 15Х2НМФА, 16ГНМА, 20ХМА.
2. 10ХСНД, 10ХН1М, 12МХ.
3. 15ГС, 20ГСЛ, 09Г2С.
ВОПРОС 3. Укажите буквенные обозначения вида электродного покрытия.
1. А — кислое, Б – основное, Ц – целлюлозное, Р – рутиловое, П – прочих видов.
2. К – кислое, О — основное, ОР –органическое, РТ – рутиловое, П – прочих видов.
3. К – кислое, О — основное, Ц – целлюлозное, Р – рутиловое, П – прочих видов.
ВОПРОС 4. Исходя из каких условий выбираются провода для электрических цепей?
1. Исходя из допустимой плотности тока.
2. Исходя из удельного сопротивления проводника.
3. Исходя из требуемой длины проводника.
ВОПРОС 5. Какие требования предъявляются к помещению для хранения сварочных материалов?
1. Сварочные материалы хранят в специально оборудованном помещении без ограничения температуры и влажности воздуха.
2. Сварочные материалы хранят в специально оборудованном помещении при положительной температуре воздуха.
3. Сварочные материалы хранят в специально оборудованном помещении при температуре не ниже 15 0С и относительной влажности воздуха не более 50%.
ВОПРОС 6. Для сварки какой группы сталей применяют электроды типов Э-09М и Э-09МХ?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки высоколегированных сталей.
ВОПРОС 7. Какую основную роль играют газообразующие вещества в электродном покрытии?
1. Нейтрализуют вредное влияние серы и фосфора в металле шва.
2. Повышают пластичность наплавленного металла.
3. Защищают расплавленный металл сварного шва от взаимодействия с воздухом.
ВОПРОС 8. Как влияет сварочный ток на размеры сварного шва?
1. Увеличение сварочного тока уменьшает размеры шва и зоны термического влияния.
2. Увеличение сварочного тока уменьшает размеры шва и увеличивает зону термического влияния.
3. Увеличение сварочного тока увеличивает глубину проплавления и ширину зоны термического влияния.
ВОПРОС 9. Нужен ли предварительный подогрев при сварке хорошо свариваемых углеродистых сталей с толщиной элементов более 40 мм?
1. По разрешению Госгортехнадзора.
ВОПРОС 10. Что такое дуговая сварка покрытым электродом?
1.Способ сварки, в котором дуга горит под слоем расплавленного шлака.
2. Способ сварки, в котором защита дуги, покрытого электрода и сварного шва осуществляется защитными газами.
3. Способ сварки, в котором расплавление металлического стержня, электродного покрытия и металла свариваемых элементов производится сварочной дугой.
ВОПРОС 11. Какую вольтамперную характеристику должны иметь источники тока для ручной дуговой сварки?
2. Жесткую или пологопадующую.
ВОПРОС 12. Укажите, как влияет увеличение напряжения дуги на геометрические размеры сварного шва
1. Увеличивается ширина шва.
2. Влияния не оказывает.
3. Глубина проплава увеличивается.
ВОПРОС 13. Что контролируется при визуальном контроле?
1. Поры, неметаллические включения.
2. Внутренние трещины, несплавления.
3. Форма и размер шва, поверхностные трещины и поры, подрезы.
ВОПРОС 14. Влияют ли род и полярность тока на величину провара при РДС?
2. Влияет существенно.
3. Влияет незначительно.
ВОПРОС 15. Как влияет величина объема металла, наплавленного в разделку за один проход, на величину деформации сварных соединений?
1. Увеличивает деформацию с увеличением объема.
2. Уменьшает деформацию с увеличением объема.
1. Выборка металла со стороны корня шва с механической зачисткой и последующей заваркой.
2. Дефектный участок не удаляется, а исправляется сваркой.
3. Выборка дефектного участка со стороны корня шва механическим способом без последующей заварки.
ВОПРОС 17. К каким дефектам может привести сварка на монтаже без защиты места сварки от ветра?
1. К появлению шлаковых включений.
2. К появлению пористости.
3. К появлению непроваров.
ВОПРОС 18. Какое напряжение считается безопасным в сырых помещениях?
ВОПРОС 19. На что указывает и следующая за треугольником цифра в условном обозначении сварных швов на чертежах?
1. На размер катета углового шва.
2. На толщину свариваемых деталей.
3. На способ сварки.
ВОПРОС 20. С какой целью в сварочной маске устанавливают светофильтр?
1. С целью защиты глаз сварщика от вредного ультрафиолетового излучения при наблюдении за сваркой.
2. С целью защиты лица сварщика от брызг расплавленного металла.
3. С целью обеспечения лучшего наблюдения за плавлением металла.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Теги: билеты, проверка знаний, сварщик, специалист
Технология кристаллизации металла в сварочной ванне (часть2)
С увеличением сварочного тока при неизменном напряжении дуги или с уменьшением напряжения при неизменном токе отношение ширины сварочной ванны к ее глубине (коэффициент формы шва) уменьшается. При этом кристаллы металла ванны от основного металла растут навстречу друг другу (рис. 34, а).
При уменьшении тока (при постоянном напряжении) или повышении напряжения дуги (при постоянном токе) отношение ширины ванны к ее глубине увеличивается; кристаллиты растут в направлении к вершине шва (рис. 34, б).
Широкие швы с меньшей глубиной провара обладают лучшими механическими свойствами и в большинстве случаев большей стойкостью против образования трещин, чем узкие швы с глубоким проваром.
Однако швы с чрезмерно большим коэффициентом формы более склонны к образованию горячих трещин, чем глубокие и узкие швы в связи с превалирующим влиянием больших усадочных напряжений и деформаций. Особенно это относится к сварке открытой дугой высоколегированных аустенитных сталей.
Рис. 34. Изменение направленности кристаллизации металла шва в зависимости от режима сварки (схема): а — при повышенном сварочном токе, пониженном напряжении дуги и повышенной скорости сварки (глубокий провар, узкий шов, взаимно встречное направление кристаллов от стенок шва к его центру), б — при повышенном напряжении дуги и пониженном сварочном токе (малый провар, широкий шов).
Более благоприятная форма срастания кристаллитов (без образования линии слабины) наблюдается также и по длине шва. С уменьшением скорости сварки длина сварочной ванны уменьшается, кристаллиты сильнее изгибаются от боковых стенок к оси шва по его длине, срастаются между собой под меньшими углами, подобно тому, как это имеет место при электрошлаковой сварке (см. рис. 35, а).
Наиболее малые углы (приближающиеся к нулю) между кристаллитами и осью шва наблюдаются при скорости сварки 10 м/ч и менее. При этом вредные примеси растущими кристаллитами выталкиваются вперед жидкой ванны и в значительном количестве всплывают в шлак.
Вследствие этого уменьшается внутрикристаллитная дендритная химическая неоднородность металла по этим примесям и повышаются механические и технологические свойства металла шва, в том числе стойкость против образования горячих трещин, особенно высоколегированных чистоаустенитных швов.
Рис. 35. Макроструктура металла шва, выполненного электрошлаковой сваркой: а — разрез вдоль шва, б — разрез поперек шва.
При уменьшении скорости теплоотвода с поверхности сварочной ванны, при сварке под флюсом, а тем более при наличии над растущими кристаллитами значительного объема сильно нагретого жидкого металла и шлака при электрошлаковой сварке создаются благоприятные условия для всплывания шлаковых включений и удаления газов из металла шва.
С увеличением объема сварочной ванны и уменьшением скорости ее охлаждения увеличивается размер столбчатых кристаллов, вследствие чего ударная вязкость металла шва снижается.
Особенно отличаются крупнокристаллитной структурой швы, выполненные электрошлаковым способом. Кристаллиты при этом настолько велики, что легко различаются невооруженным глазом (см. рис. 35).
Для измельчения структуры металла сварных швов в жидкий расплав иногда вводят элементы-модификаторы (алюминий, титан, ванадий и др.).
Действие модификаторов сводится к понижению скорости роста кристаллитов за счет обволакивания их поверхностно-активной пленкой. Присутствие в металлической ванне весьма малых концентраций элементов-модификаторов приводит к значительному измельчению и дезориентированию первичной структуры металла шва.
Нередко для измельчения структуры металла шва, а также металла околошовной зоны сварные соединения из конструкционных сталей подвергают термической обработке — нормализации. Однако к нормализации прибегают при крайней необходимости, так как применение термической обработки сварных изделий влечет за собой дополнительные затраты.
Измельчить структуру швов можно также с помощью ультразвука, механической вибрации сварочной ванны и т. д. Эти методы особенно целесообразно применять для измельчения структуры металла шва, выполняемого электрошлаковым способом.
Несмотря на крупные кристаллиты из-за меньшей дендритной химической неоднородности металла шва и меньшего темпа нарастания сварочных напряжений и деформаций электрошлаковые швы отличаются вполне удовлетворительными механическими свойствами и стойкостью против образования горячих трещин.
В зависимости от характера и состава сплава и условий кристаллизации (главным образом в зависимости от скорости кристаллизации) кристаллиты растут либо в виде ячеистых столбчатых форм, либо в виде древовидных форм (дендритов).
При затвердевании металла шва в виде дендритов первые элементарные ячейки, образующие оси, а затем и ветви дендритов содержат меньше примесей, чем исходный жидкий расплав.
По мере увеличения ветвей дендрита жидкий расплав, находящийся в междуосных пространствах, обогащается примесями и затвердевает в последнюю очередь, т. е. при более низкой температуре.
Вследствие этого образовавшиеся дендриты оказываются неоднородными по химическому составу: центральные и начальные части дендритов состоят из наиболее чистого твердого раствора, а междендритные пространства и пограничные его зоны содержат повышенную концентрацию указанных примесей и легирующих элементов.
При ячеистой форме кристаллизации каждый кристаллит состоит из большого количества параллельно расположенных ячеек столбчатой формы, центральная часть которых представляет собой наиболее чистый от примесей твердый раствор, а его грани наиболее обогащены примесями и ликвидирующими легирующими элементами (рис. 36).

Рис. 36. Схема зубчатого фронта кристаллизации металла шва: а — толщина дендритов, h — высота выступов дендритов при кристаллизации.
Отмеченное строение кристаллитов обусловлено тем, что каждая из растущих ячеек сравнительно быстро развивается одновременно с соседними преимущественно за счет роста главных осей, т. е. в одном направлении, обратном теплоотводу.
Лишь при замедленном охлаждении металла сварочной ванны, повышении в нем концентрации примесных атомов и понижении температурного градиента — перепада температур (например, при сварке с предварительным подогревом основного металла) ячейки, как указывалось, приобретают ответвления и становятся дендритами.
Последние при этом утолщаются, так как растут при меньшей скорости и на подкладках оплавленных зерен основного металла, выросших вследствие большего перегрева. Чем крупнее получились зерна в основном металле на поверхности раздела с жидкой ванной, тем крупнее кристаллиты шва и дендриты.
Последние, однако, можно измельчить и даже дезориентировать путем введения в металл элементов-модификаторов и других технологических мер, например, с помощью электромагнитного перемешивания жидкого металла ванны или проковкой кромок свариваемого металла.
Ориентировка дендритов смежных кристаллитов не одинакова, а составляет некоторые углы, создавая таким образом между смежными кристаллитами своеобразные границы срастания (рис. 37).
Рис. 37. Микроструктура металла шва типа 03X23Н28М3Д3Т с содержанием 1,37% кремния (между смежными дендритами и кристаллитами — включения высококремнистой эвтектики с более низкой температурой затвердевания, чем основа металла).
Внутрикристаллитная ликвация или, как ее чаще называют, микроскопическая химическая неоднородность (образование зон обогащения ликвирующими элементами и примесями пограничных слоев ячеек и дендритов) обусловлена зубчатым характером фронта кристаллизации (см. рис. 36).
При затвердевании металла шва на частично оплавленных зернах основного металла в первую очередь кристаллизуются группы ячеек из наиболее чистого от примесей металла в виде твердого раствора взаимно растворимых в нем элементов.
Вещества, обладающие меньшей растворимостью в затвердевшем металле, чем в жидком, с более низкой температурой плавления вытесняются в жидкий расплав, обогащая его.
Вследствие ограниченной диффузии впереди фронта кристаллизации создается обогащенный этими веществами слой жидкости с температурой плавления более низкой, чем основы расплава. При некоторой критической скорости кристаллизации металла сварочной ванны на первом затвердевшем слое появляются выступы в виде зубьев.
Высота выступов h соответствует интервалу кристаллизации обогащенного примесями жидкого металла и находится в обратной зависимости от скорости кристаллизации.
Чем выше общее содержание в металле элементов или примесей, снижающих температуру плавления сплава, меньше коэффициент диффузии этого элемента и примесей в жидкости и меньше коэффициент распределения их между твердым и жидким металлом, тем больше накапливается этого элемента или примесей перед фронтом кристаллизации.
Благодаря боковой диффузии растворенные в жидком металле примеси и накопленные впереди фронта кристаллизации ликвирующие элементы отводятся от вершин выступов к основаниям (см. рис. 36) и, внедряясь в решетку металла, образуют на границах ячеек-дендритов обогащенный ими твердый раствор, а при количестве примесей, превышающем растворимость их в твердом растворе — включения второй фазы, располагающиеся в междендритных и межкристаллитных зонах (см. рис. 37).
В слоях кристаллизации, описанных выше, ограниченно растворимые примеси также распределяются неравномерно. При этом чем меньше скорость кристаллизации и, следовательно, толще слои кристаллизации, тем больше неоднородность химического состава в пределах каждого слоя.
Зональная ликвация в металле шва вызывается неодновременной кристаллизацией периферийных его зон и средней части. Металл периферийных зон шва, затвердевающий в первую очередь, содержит минимальное количество ликвирующих элементов и примесей (С, S, Р, Si и др.).
Содержание примесей в остающемся жидком расплаве при этом несколько возрастает. Затвердевающий в последнюю очередь металл средней части шва оказывается, таким образом, более загрязненным примесями и образует так называемую зону слабины шва.
Зональная ликвация проявляется, однако, только в однопроходных узких швах значительного сечения. С уменьшением сечения шва увеличивается охлаждение сварочной ванны и возрастает скорость кристаллизации металла, благодаря чему ликвирующие примеси не успевают оттесняться к центру шва и в большом количестве фиксируются в твердом растворе междендритных пространств либо у граней ячеек кристаллитов.
В результате этого примеси (сера, фосфор, углерод) в различных зонах шва распределяются более или менее равномерно.
В швах любых сечений зональная ликвация развита значительно слабее, чем внутридендритная.
Влияние параметров режима сварки на форму и размеры сварочной ванны
С увеличением ширины и длины ванны возрастают радиусы кривизны поверхности жидкого металла в двух взаимно перпендикулярных направлениях. В момент достижения одним из радиусов величины, большей критической, гидростатическое давление расплавленного металла и сила давления дуги превысят силу поверхностного натяжения, удерживающую сварочную ванну. Произойдет разрыв поверхностного слоя в корне шва, и жидкий металл вытечет из ванны. Образуется прожог. Наиболее распространенные меры предупреждения прожогов и обеспечения формирования проплава требуемой формы — правильный выбор режимов сварки и применение подкладок.
К основным параметрам дуговой сварки относят силу сварочного тока 1СВ, напряжение дуги Ua, скорость сварки VCB. Условия сварки зависят также от ряда дополнительных факторов: диаметра электрода, рода и полярности тока, положения электрода по отношению к ванне и др.
Сила сварочного тока определяет тепловую мощность дуги. При постоянном диаметре электрода с увеличением силы тока возрастает концентрация тепловой энергии в пятне нагрева, растет давление дуги, повышается температура газовой среды столба дуги, стабилизируется положение активных пятен на электродах. С увеличением силы тока возрастают длина сварочной ванны, ее ширина и глубина проплавления.
С увеличением напряжения дуги тепловая мощность также возрастает, а следовательно, увеличиваются и размеры ванны, в первую очередь ширина и длина. При постоянной силе тока повышение напряжения дуги незначительно сказывается на глубине проплавления.
Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. С
увеличением напряжения дуги тепловая мощность также возрастает, а следовательно, увеличиваются и размеры ванны, в первую очередь ширина и длина. При постоянной силе тока повышение напряжения дуги незначительно сказывается на глубине проплавления.
Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. С повышением скорости уменьшаются глубина проплавления и ширина ванны, а длина несколько увеличивается.
Погонная энергия характеризует тепловложение в сварное соединение и представляет количество тепловой энергии, вводимое на единицу длины однопроходного шва. Этот параметр очень важен для оценки теплового воздействия сварки на основной и наплавленный металл шва.
К дополнительным параметрам, определяющим условия сварки и особенности горения дуги, относят диаметр электрода, род тока и др. При неизменном значении погонной энергии можно изменять диаметр электрода, род тока и полярность, наклон электрода к поверхности изделия, проводить сварку с колебаниями электрода, что позволяет получать заданные параметры шва и проплавления основного металла.
Комментарии
К этой статье пока нет комментариев. Станьте первым! У нас гости не могут комментировать статьи. Пожалуйста авторизуйтесь или зарегистрируйтесь, чтобы прокомментировать.
Интересные статьи по теме
КПД при сварке Эффективные КПД представляют собой отношение тепловой мощности данной составляющей теплового баланса к тепловому эквиваленту электрической энергии дуги.
Категория: Промышленноcть, оборудование | Автор: 12345 | Добавлено: 12.10.2009
Мотоблоки Российского производства. Мотоблоки НЕВА и САЛЮТ, их отличия, преимущества и недостатки. .
Категория: Промышленноcть, оборудование | Автор: sanecek | Добавлено: 05.05.2011
Технологический процесс на складе На складах осуществляется целый комплекс разнообраз¬ных последовательно выполняемых операций по поступле¬нию, хранению и отпуску товаров. Эти операции в совокупности и составляют складской технологиче.
Категория: Промышленноcть, оборудование | Автор: Чертова Екатерина | Добавлено: 12.08.2008
Фирмы-производители бензопил Легче и дешевле, конечно, преобрести бензопилу какого-нибудь неизвестного производителя и мучатся потом с ней в поисках запчастей, в случае обнаружения неисправности. Всё-таки лучше преобретать продук.
Категория: Промышленноcть, оборудование | Автор: arte182 | Добавлено: 16.04.2010
Трубопроводы. Виды теплоизоляции. Десятки, сотни, тысячи километров трубопроводов протянулись по всей России, по одним транспортируется газ, по другим нефть, некоторые транспортируют тепло и воду в наши жилища, а другие удаляют исполь.
Категория: Промышленноcть, оборудование | Автор: tutteplo | Добавлено: 19.12.2008
Формирование сварочной ванны и шва
Важным фактором, влияющим на геометрические размеры шва и глубину проплавления, является пространственное расположение шва при сварке. При вертикальном расположении создаются особенно благоприятные условия для глубокого проплавления металла благодаря удалению расплавляющегося металла из-под дуги в результате давления источника и под действием силы тяжести ( рис. 2.3, а ).
В связи с этими же обстоятельствами при сварке изделий в наклонном положении на подъем глубина проплавления возрастает, при сварке на спуск — снижается. В первом случае металл под действием силы тяжести перетекает в хвостовую часть ванны, уменьшая толщину расплавленной прослойки в пятне нагрева, во втором случае под действием силы тяжести металл затекает в головную часть ванны, опережая источник теплоты, и увеличивает толщину расплавленной прослойки ( рис. 2.4 ).
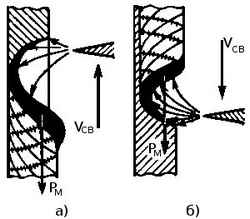
Рис. 2.3. Сварка вертикальных соединений со свободным формированием швов:
а — снизу вверх (на подъем); б— сверху вниз (на спуск); Рм - сила тяжести расплавленного металла
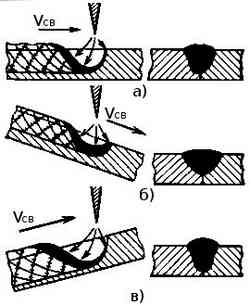
Рис. 2.4. Сварка в нижнем положении
а — без наклона; б — наклон по направлению сварки (на спуск); в — наклон против направления сварки (на подъем)
Формирование швов на спуск и на подъем имеет место при сварке кольцевых поворотных швов, расположенных в вертикальной плоскости. Условия формирования швов зависят от смещения источника нагрева относительно верхней точки окружности (рис. 2.5). При смещении источника нагрева в сторону, противоположную вращению изделия, происходит формирование шва на спуск; по направлению вращения изделия — на подъем.
При сварке кольцевых швов изделий небольшого диаметра возникает опасность стекания расплавленного металла из сварочной ванны . Предупредить стекание можно сокращением ее размеров, изменяя режим или смещая источник против вращения. Обычно используют оба пути; сварку поворотных стыков колцевых швов малых диаметров, как правило, ведут на спуск при небольшой глубине проплавления.
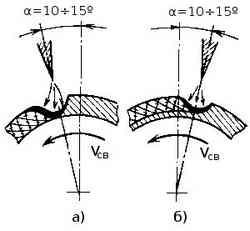
Рис. 2.5. Формирование швов при сварке кольцевых соединений (а — угол смещения источника нагрева): а — на подъем; б — на спуск
Удержание ванны приобретает особенно важное значение при сварке в вертикальном и потолочном положениях.
При сварке в вертикальном положении процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем) ( см. рис. 2.3 ). В обоих случаях сила тяжести ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны способствует давление источника. При сварке на подъем ванна удерживается только силами поверхностного натяжения. При сварке в вертикальном положении для удержания ванны приходится ограничивать тепловую мощность и размеры ванны. Большой эффект достигается с применением импульсного введения теплоты, когда размеры ванны особенно ограничены.
Большое распространение получила сварка вертикальных соединений с двусторонним принудительным формированием шва. Сварку ведут снизу вверх с расположением источника нагрева в направлении оси шва. Сварку с двусторонним принудительным формированием (электрошлаковую, дуговую) применяют для соединения толстостенных элементов.
Выполнение сварных соединений в потолочном положении ( рис. 2.6 ) осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением источника. Для удержания ванны в потолочном положении такженеобходимымеры по ограничению ее объема.
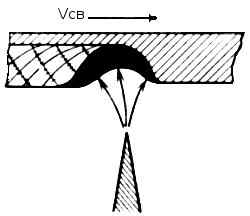
Рис. 2.6. Формирование ванны и шва при сварке в потолочном положении
Примером формирования шва во всех пространственных положениях, в том числе и промежуточных, может служить сварка неповоротных стыков кольцевых швов ( рис. 2.7 ). В различных участках создаются неодинаковые условия существования ванны и соответственно меняется ее форма. Наибольшая глубина проплавления сварочной ванны достигается при угле поворота источника нагрева, равном 270°. При этом формирование шва осуществляется на подъем. Наименьшая глубина соответствует повороту источника на 90° и формированию шва на спуск. Для поддержания постоянства параметров ванны и шва в процессе сварки необходимо изменять режим, например, сварочный ток, скорость сварки, давление защитного газа над сварочной ванной и др.
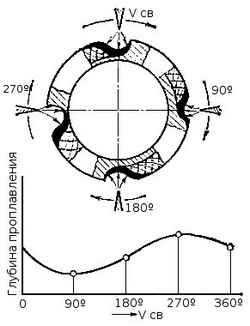
Рис. 2.7. Формирование шва и зависимость глубины проплавления от положения ванны в пространстве при сварке неповоротных кольцевых соединений
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении горизонтальных сварных соединений в вертикальной плоскости ( рис. 2.8 ). Расплавленный металл ванны натекает на нижнюю свариваемую кромку. Это приводит к образованию несимметричной выпуклости шва, а в ряде случаев и подрезов. При сварке горизонтальных швов требования к сокращению размеров сварочной ванны особенно жесткие.
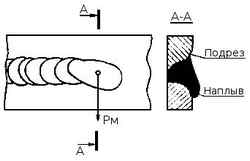
Рис. 2.8. Формирование горизонтального шва при сварке в вертикальной плоскости
Читайте также:
- Чем отличается проточный водонагреватель от накопительного
- Вставить трубу в бетонное кольцо
- Порядок технической инвентаризации учета и использования труб демонтированных газпром
- Какой насос лучше для колодца с верхним или нижним забором воды
- Люки газовых колодцев при установке на проезжей части дорог размещают