
Уменьшение толщины напольного лакокрасочного покрытия от времени
Обновлено: 14.05.2024
Дефекты лакокрасочных покрытий, причины их возникновения и меры предупреждения
Меры предупреждения: Добавить в лакокрасочный материал разбавитель и проверить вязкость и розлив.
Медленное высыхание
Причины возникновения:
1. Лакокрасочный материал нанесен:
- на загрязненную поверхность,
- слишком толстым слоем,
- при высокой относительной влажности.
2. Не ввели отвердитель или сиккатив.
3. Материал не соответствует НД по времени высыхания
Меры предупреждения:
- контролировать толщину;
- относительная влажность не должна превышать 65%
2. Добавить отвердитель или сиккатив. (Внимательно читать инструкцию по применению).
3.Использовать лакокрасочный материал, соответствующий НД.
Наличие пор
Причины возникновения:
2. Слишком быстрая сушка покрытия.
Меры предупреждения:
1.Заменить материалом, соответствующим ТУ. Исключить попадание воды.
2. Соблюдение режима сушки покрытия.
Наличие наплывов и потеков
Причины возникновения:
1.Низкая рабочая вязкость материала.
2. Несоблюдение при нанесении угла между краскораспылителем и окрашиваемой поверхностью.
3. Плохо обезжирена окрашиваемая поверхность
Меры предупреждения:
1.Развести до рабочей вязкости в соответствии с ТУ.
2.Держать краскораспылитель под углом 90° к окрашиваемой поверхности.
3. Обезжирить поверхность
Шагрень
Причины возникновения:
Высокая рабочая вязкость материала
Меры предупреждения:
Развести до рабочей вязкости в соответствии с ТУ
Сорность
Причины возникновения:
1.Лакокрасочный материал не профильтрован.
2. Нанесение на грязную поверхность.
3.Окраска и сушка производились в загрязненном помещении.
Меры предупреждения:
1.Профильтровать лакокрасочный материал перед нанесением.
2. Очистить и обезжирить поверхность.
3. Соблюдать чистоту в окрашиваемом помещении.
Появление апельсиновой корки (крокодиловая кожа)
Причины возникновения:
Высокое избыточное давление воздуха при нанесении методом пневматического распыления
Меры предупреждения:
Соблюдение давления воздуха при нанесении данного лакокрасочного материала
Трещины
Причины возникновения:
1.Промежуточный слой плохо зашлифован.
2. Быстровысыхающий лакокрасочный материал на основе тонких лаков нанесен на плохо высушенный грунтовочный слой на основе жирных лаков
Меры предупреждения:
1.Тщательная шлифовка промежуточного слоя.
2. Соблюдение режима сушки грунтовочного слоя
Образование морщин и складок
Причины возникновения:
1.Высокая рабочая вязкость
2. Материал нанесен при пониженной температуре.
3. Материал нанесен толстым слоем на непросохшую грунтовку.
Меры предупреждения:
1.Развести до рабочей вязкости в соответствии с ТУ.
2. Наносить при температуре не ниже + 5 °С.
3. Соблюдение режима сушки грунтовочного слоя и толщины материала.
Наличие ряби и оспин
Причины возникновения:
1.Материал плохо профильтрован.
2. Краскораспылитель слишком удален от поверхности.
3. Избыточное давление воздуха при нанесении распылением ниже оптимального.
4. Пониженная температура окрашиваемой поверхности.
Меры предупреждения:
1.Тщательная фильтрация перед нанесением.
2. Соблюдение расстояния между краскораспылителем и окрашенной поверхностью.
3. Соблюдение оптимального режима нанесения.
4. Наносить при температуре не ниже + 5 °С.
Мелкие бугорки
Причины возникновения:
Свежеокрашенная деталь подвергалась при естественной сушке воздействию низкой температуры
Меры предупреждения:
Производить естественную сушку при температуре не ниже + 5 °С
Цвет не соответствует эталону
Причины возникновения:
1.Материал плохо размешан.
2. Материал нанесен на влажную поверхность.
3. Верхний слой частично растворил нижележащий слой и смешался с ним.
Меры предупреждения:
1.Тщательно размешивать материал.
2. Высушивать поверхность перед нанесением материала.
3.Соблюдение технологических режимов сушки нижележащих слоев.
Различные оттенки
Причины возникновения:
Материал плохо размешан
Меры предупреждения:
Тщательно размешивать лакокрасочный материал
Отслаивание от поверхности
Причины возникновения:
1.Поверхность плохо обезжирена перед нанесением материала.
2. Поверхность была влажной при нанесении материала.
Меры предупреждения:
2. Высушить поверхность перед нанесением материала
Глянцевое покрытие имеет: матовые пятна
Причины возникновения:
1.Материал нанесен на плохо очищенную от ржавчины и окалины поверхность.
2. Покрывной слой нанесен на недосушенный грунтовочный слой.
Меры предупреждения:
1.Следить за тщательностью очистки поверхности.
2. Соблюдать режим сушки грунтовочного слоя.
сплошь матовое
Причины возникновения:
1.Нарушение режима приготовления материала перед нанесением на поверхность.
2. Окраска проводилась при высокой относительной влажности воздуха.
Меры предупреждения:
Готовить материал перед нанесением в соответствии с ТУ.
2. Следить, чтобы относительная влажность воздуха не превышала 65%.
тусклые пятна
Причины возникновения:
1.Прикосновение рукой к недостаточно высохшему покрытию.
2. Неэффективная очистка в масло-влагоотделителя сжатого воздуха.
3. На покрытие попало минеральное масло.
Меры предупреждения:
1.Не прикасаться руками к свежеокрашенной поверхности.
2. Сменить фильтр масло-влагоотделителя.
3. Следить за тем, чтобы на окрашенную поверхность ничего не попадало.
Отслаивание
Причины возникновения:
Промежуточные слои плохо между слоями ошкурены и обезжирены
Меры предупреждения:
Тщательно ошкуривать и обезжиривать промежуточные слои
НД – нормативная документация,
ТУ – технические условия,
ГОСТ – Государственный Стандарт
Основная масса дефектов лакокрасочных покрытий образуется из-за некачественной подготовки поверхности, поэтому необходимо проводить тщательную подготовку поверхности от грязи, песка, пыли, плесени, масла, смазки, ржавчины, окалины, остатков старых лакокрасочных покрытий и др. Интервал времени, между подготовкой поверхности и окрашиванием, должен быть минимально возможным, для исключения нового загрязнения поверхности.
Для избегания получения дефектов необходимо соблюдать заданные технологические режимы окрашивания и отверждения лакокрасочного покрытия (температура, относительная влажность воздуха, время и др.).
Нельзя проводить окрасочные работы при неблагоприятных климатических условиях (дождь, туман и др.) При окрашивании металлических поверхностей, температура металлической поверхности должна быть на три градуса больше точки росы (для предотвращения конденсации влаги).
При необходимости для разбавления лакокрасочных материалов необходимо использовать разбавитель (растворитель), подходящий для данного типа ЛКМ и рекомендуемый для данного материала.
Окрашивание проводить с помощью чистого и исправного оборудования в чистой спецодежде.
Большинство дефектов, таких как шагрень, кратеры, сорность, морщинистость, трещины, потёки, пузыри, проколы, «рыбий глаз», удаляются при помощи шлифования покрытия в области образования дефекта с дальнейшем нанесением нового покрытия по основной технологии. Толщина покрытия в зоне проведения ремонта должна соответствовать толщине основного покрытия. Если общая площадь дефектов составляет десять процентов и более, от общей площади окрашенной поверхности, то покрытие удаляют и проводят повторное перекрашивание с предварительной подготовкой поверхности.
Что влияет на долговечность лакокрасочных покрытий?
В статье рассматривается вопросы долговечности лакокрасочного покрытия. Какие факторы являются основными при определении долговечности покрытия?
Технологические процессы получения лакокрасочных покрытий разнообразны. Это связано с функциональным назначением окрашиваемого изделия, условиями его эксплуатации, характером окрашиваемой поверхности, применяемыми методами окрашивания и формирования покрытия.
Процесс получения лакокрасочного покрытия заключается в выполнении следующих обязательных стадий:
- подготовка поверхности перед окрашиванием;
- нанесение ЛКМ на окрашиваемую поверхность;
- отверждение ЛКМ;
Каждая из стадий оказывает влияние на качество получаемого лакокрасочного покрытий и его долговечность. Немаловажное значение в обеспечении защитного действия лакокрасочного покрытия при прочих равных условиях имеет природа применяемого грунтовочного слоя как фактора обеспечения хорошей адгезии комплексного лакокрасочного покрытия и общая толщина покрытия. В связи с этим при разработке конкретных технологических процессов окрашивания для получения долговечного покрытий выжен оптимальный выбор каждой стадии процесса окрашивания, грунтовочного слоя и толщины покрытия. Рассмотрим влияние указанных факторов на долговечность лакокрасочных покрытий в отдельности.
Влияние подготовки поверхности перед окрашивание на долговечность покрытия
Подготовка поверхности перед окрашиванием играет важную роль в обеспечении долговечности всего лакокрасочного покрытия. Многолетний опыт применения покрытий в различных отраслях промышленности показывает, что их долговечность на 65-75% определяется качеством подготовки поверхности перед окрашиваем. Недостаточная подготовка поверхности металла перед окрашиванием вызывает ряд нежелательных последствий:
- ухудшение сцепления покрытия с основой (адгезия);
- равитие под покрытием коррозионных процессов;
- образование в покрытии пузырьков;
- растрескивание и расслоение покрытия;
- ухудшение декоративных свойст покрытия;
Все это приводит к ухудшению защитных свойств покрытия.
Между долговечностью покрытия и степенью очистки поверхности существует четко проявляющаяся зависимость.
В случае применения механических способов подготовки поверхности ориентировочные коэффициенты повышения сроков службы системы ПК в зависимости от подготовки поверхности можно представить следующим образом:
- окрашивание по по ржавой или неподготовленной поверхности — 1,0;
-
— 2,0-1,5;
-
— 3,5-4,0.
В качестве примера можно провести данные по долговечности комплексного покрытия на основе хлорвинилового пленкообразователя толщиной 120 мкм в зависимости от способа подготовки поверхности перед окрашиванием, представленные в таблице. Данные получены при проведении испытаний покрытий эмалью ХВ-16 (4 слоя) по грунтовке ФЛ-03К (2 слоя) на атмоссферной измерительной станции в Хотьково.
В таблице показаны так же данные по влиянию способа подготовки поверхности на долговечность системы покрытий грунтовкой ГФ-017 и эмалью МЛ-12 красной толщиной 80 мкм в условиях умеренного климата.
| Способ подготовки поверхности | Долговечность, лет | |
|---|---|---|
| Эмаль ХВ-16 | Эмаль МЛ-12 | |
| Ручная очистка | 3 | — |
| Механическая очистка | 4 | — |
| Травление | 6 | — |
| Пескоструйная очистка | 8 | — |
| Обезжиривание | — | 3 |
| Пескоструйная очистка | — | 7 |
| Фосфатирование без активатора | — | 10 |
| Фосфатирование с активатором | — | 12 |
Влияние способов подготовки поверхности на защитные свойства покрытия объясняетмя тем, что в случае применения механической и тем более пескоструйной очистки повышается адгезия покрытия к поверхности металла.
Влияние способов подготовки поверхности на защитные свойства покрытия объясняетмя тем, что в случае применения механической и тем более пескоструйной очистки повышается адгезия покрытия к поверхности металла.В случае применения фосфатных слоев наряду с повышением адгезионной прочности покрытия наблюдается сохранение ее стабильности в процессе эксплуатации. Имеющийся на поверхности металла фосфатный слой препятствует распространению подпленочной коррозии при воздействии агрессивных факторов. При этом фосфатирование с автиватором способствует образованию на поверхности металла малопористого кристаллического слоя, что также повышает физико-механические показатели покрытия.
Таким образом, по степени увеличения защитных свойств комплексных лакокрасочных покрытий способы подготовки поверхности располагаются в следующий ряд:
- обезжиривание;
- ручная очистка;
- механическая очистка;
- пескоструйная очистка;
- фосфатирование;
- фосфатирование с активатором.
Влияние методов окрашивания на долговечность лакокрасочного покрытия
Метод окрашивания и условия нанесения существенно влияют на долговечность лакокрасочного покрытия. Определение долговечности лакокрасочного покрытия на основе эмали ПФ-115, полученного разными методами при эксплуатации в атмосферных условиях показало следующее. Более высокая устойчивость декоративных и защитных свойств наблюдается у покрытий, нанесенных методом электростатического распыления. Затем, по убыванию долговечности покрытия следуют: пневматическое распыление безвоздушное распыление, струйный облив, окунание. Разница в сроках службы покрытия при переходе от одного метода окрашивания к другому может составлять 15-25%.
Влияние условий нанесения ЛКМ на долговечность покрытия
Условия нанесения ЛКМ (влажность и температура окружающего воздуха) влияют на качество и долговечность лакокрасочных покрытий. При несоблюдении температурно-влажностных параметров процесса окрашивания на поверхности сформированного покрытия появляются различные дефекты (шагрень, проколы), которые приводят не только к ухудшению внешнего вида покрытия, но и значительно снижают его долговечность. Температурно-влажностные параметры окрашивания регламентируются ГОСТ 9.105 «Покрытия лакокрасочные. Классификация и основные параметры методов окрашивания». Согласно указанному стандарту, температура воздуха при окрашивании должна быть не менее 15 и не более 30°C, относительная влажность — не выше 80%. Тем не менее, часто возникает вопрос о возможности окрашивания при другой влажности и температуре. Стандартом допускаются другие значения указанных параметров при достижении требуемого качества лакокрасочного покрытия.
Влияние режима отверждения на защитные и физико-механические свойства лакокрасочного покрытия
Режим отверждения также влияет на защитные и физико-механические свойства лакокрасочных покрытий. Покрытия, сформированные в результате горячей сушки, более устойчивы к воздействию климатических факторов и агрессивных сред. Это объясняется тем, что при формировании покрытия при повышенных тепературах образуется более плотная сшивка покрытия. Физико-механические свойства неоднозначно зависят от применяемой температуры сушки ЛКМ. Часто при горячей сушке наблюдается охрупчивание покрытия, что приводит к снижению их прочностных свойств.
Влияние грунтовочного слоя на защитное действие лакокрасочных покрытий
Природа грунтовочного слоя определяет защитное действие лакокрасочных покрытий. Грунтовочный слой обеспечивает прочную адгезионную связь покрытия с металлом, изоляцию его от проникновения коррозионно-активных реагентов, пассивацию металла.
Механизм действия грунтовок разнообразен, В соответствии с механизмом защитного действия грунтовки, долговечность комплексного покрытия различна в одних и тех же условиях эксплуатации. По механизму защитного действия грунтовки подразделяют на:
- изолируюшие (ГФ-020, ГФ-021);
- фосфатирующие (ВЛ-02, ВЛ-08);
- пасивирующие (ГФ-017, ФЛ-03К, ГФ-0119);
- пртекторные (ЭП-057);
- модификаторы ржавчины (ЭП-0199, ЭП-0180);
Пасивирующие грунтовки имеют лучшие защитные свойства по сравнению с изолирующими грунтовками, так как наряду с барьерной защитой металлической поверхности облдают и ингибирующим действием.
Исследовано влияние грунтовок различной природы на долговечность покрытия эмалью ХВ-774 при воздействии уксусной кислоты. Полученные экспериментальные данные приведены в таблице. В данном случае влияние природы грунтовочных слоев на долговечность комплексного покрытия связано с развитием подпленочных коррозионных процессов и характером его подавления грунтовочным слоем.
Влияние грунтовочного слоя на долговечность покрытий эмалью ХВ-774 (6 слоев) при воздействии 60% уксусной кислоты
| Грунтовка | Скорость подпленочной коррозии, мм/год | Индукционный период, ч | Эффективный коэффициент диффузии, Д*10 -10 , см 2 ·с -1 |
|---|---|---|---|
| ХС-068 | 0,701 | 112,2 | 0,59 |
| ФЛ-03К | 0,894 | 78,8 | 0,85 |
| ХВ-050 | 5,43 | 66,6 | 0,99 |
| ХС-059 | 7,88 | 57,6 | 1,16 |
Влияние толщины лакокрасочного покрытия на договечность покрытия
Толщина лакокрасочных покрытий, обеспечивающих противокоррозионную защиту, должна быть достаточно большой. Толщина покрытия влияет на скорость проникновения агрессивных агентов к поверхности металла. Поэтому, для условий эксплуатации с различными параметрами агрессивности толщина покртия устанавливается в соответствии со степенью агрессивности среды:
| Агрессивная среда | Рекомендуемая толщина покрытия, мкм |
|---|---|
| Сельская атмосфера | 120 |
| Промышленная атмосфера | 150 |
| Моская атмосфера | 200 |
| Химическая атмосфера | 300 |
Вместе с тем существует мнение, что не всегда наращивание тощины покрытия приводит к повышению его противокоррозионных свойств. При значительной толщине покрытия могут возникать внутренние напряжения, приводящие к расслаиванию. Толщина покрытий должна гарантировать отсутствие капиллярной проницаемости, т.е. быть несколько больше критической толщины покрытия. Для различных условий эксплуатации превышение толщины покрытия сверх критической колеблется в 1,5-5 раз. В идеальном случае этот коэффициент подбирается опытным путем.
Эксплуатационные дефекты лакокрасочных покрытий

В данном разделе рассмотрим эксплуатационные дефекты лакокрасочных покрытий, то есть дефекты, образующиеся на покрытии, в процессе его эксплуатации, под воздействием тех или иных факторов
О технологических дефектах лакокрасочных покрытий можно прочитать здесь.
В процессе длительной эксплуатации лакокрасочного покрытия постепенно происходит его разрушение за счёт окисления, эрозии, влияния климатических условий, промышленной атмосферы, агрессивных сред, повышенной или низкой температуры, и температурных колебаний, а также от многих других факторов. Скорость разрушения лакокрасочного покрытия также зависит от влияния на него вышеперечисленных факторов и от типа самого покрытия или комплекса лакокрасочных покрытий.
В процессе разрушения лакокрасочного покрытия на его поверхности образуются различные дефекты, которые влекут за собой нарушение целостности лакокрасочного покрытия, и как следствие из этого, потерю его защитно-декоративных свойств и разрушение окрашиваемой поверхности ( металл, бетон, дерево и др.) Следует отметить, что достаточно часто образование дефектов ЛКП на ранних стадиях его эксплуатации, спровоцировано уже имеющимися, не устранёнными после окрашивания или отверждения, технологическими дефектами покрытия.
Дефект лакокрасочного покрытия – растрескивание покрытия в процессе эксплуатации.

Характеризуется появлением разрывов в покрытии. Различают основные виды трещин: волосяные – мелкие; хаотически расположенные в верхнем слое покрытия; поверхностные – мелкие; покрывающие сплошь в виде узора поверхностный слой покрытия; магистральные – глубокие, которые проникают сквозь слой покрытия и могут привести к полному его разрушению; «крокодиловая кожа» - глубокие крупные трещины, образующие рисунок в виде кожи крокодила; «следы птиц» - трещины, образующие рисунок в виде птичьих следов.
Причины образования дефекта:
1.Физический процесс старения лакокрасочного покрытия, вызванный воздействием на него различных «разрушающих» факторов ( перечислены выше ), вследствие которого покрытие теряет свою эластичность и становится очень «хрупким»
2.Потеря адгезии лакокрасочным покрытием из-за протекающей подплёночной коррозии металла, которая могла возникнуть из-за пористости лакокрасочного покрытия или наличием перед окрашивание на поверхности металла веществ, инициирующих процесс коррозии
3.Неправильная конструкция окрашенного изделия – не предусмотрены дренажные отверстия и естественная сушка от влаги ( дождь, конденсат и т.д. )
4.На ранних стадиях эксплуатации лакокрасочного покрытия данный дефект может образовываться из-за некачественно проведённой подготовки поверхности, а именно наличие остатков грязи, масла, смазки, окалины, продуктов коррозии, старых лакокрасочных покрытий
5.Слишком большой интервал времени между подготовкой поверхности и окрашиванием ( за это время поверхность уже могла подвергнуться новым загрязнениям)
6.Слишком большой интервал времени между нанесением покрытия на предыдущее.
Дефект лакокрасочного покрытия – пузыри.

Этот дефект образуется на поверхности покрытия, главным образом от воздействия влаги и её проникновения под покрытие. Пузыри, на лакокрасочном покрытии, могут быть наполнены газами или жидкостями.
Причины образования дефекта:
1.Подплёночная коррозия металла ( изменение объёма продуктов коррозии металла) с локальной потерей адгезии лакокрасочным покрытием.
2.Неправильный выбор лакокрасочного покрытия для эксплуатации его в данных условиях.
3.Естественный процесс старения покрытия под действием на него влаги.
4.Выделение окрашенной подложкой газов, которые вспучивают покрытие.
Дефект лакокрасочного покрытия – полное или частичное отслаивание покрытия от поверхности металла или от нижнего слоя покрытия.

Отслаивание покрытия – это отделение участков одного или более слоёв системы от нижележащих, или всей системы покрытия, от окрашиваемой поверхности. Данный дефект, на ранних стадиях, может проявляться в виде растрескивания покрытия.
Причины образования дефекта:
1.Снижение адгезии к основанию в результате естественного физического процесса старения лакокрасочного покрытия.
2.Плохая подготовка поверхности перед окрашиванием.
3.Подпленочная коррозия металла с увеличением объёма продуктов коррозии.
4.Неправильно выбран комплекс покрытий, покрытие не обладает достаточной стойкостью к агрес¬сивным воздействиям, возникающим в процессе эксплуатации данного изделия.
Дефект лакокрасочного покрытия – полное разрушение покрытия в результате коррозии металла или разрушения окрашенной подложки

Появление коррозии металла или продуктов разрушения окрашенной поверхности на лакокрасочном покрытии, говорит о полном разрушении лакокрасочного покрытия и потери им своих свойств.
Причины образования дефекта:
1.Лакокрасочное покрытие исчерпало свои защитные свойства по отношению к окрашиваемой подложке в результате старения.
2.Нарушение целостности покрытия в результате растрескивания и отслаивания.
3.Окрашивание подложки при наличии продуктов остаточной коррозии содержащих различные соли.
4.Нарушение целостности лакокрасочного покрытия в результате механического воздействия.
5.Неправильно выбрана система покрытий, покрытия не обладает достаточной стойкостью к агрессивным воздействиям, возникающим при его эксплуатации.
Дефект лакокрасочного покрытия – плесень ( грибковые микроорганизмы )

Этот дефект имеет место при окрашивании водно-дисперсионными лакокрасочными материалами деревянных и оштукатуренных поверхностей.
Причины образования дефекта:
1.Образование данного дефекта возможно при постоянном воздействии влажности на ЛКП, в тени, на труднодоступных для солнечного света участках, в невентилируемых помещениях и т.д.
2.Плохая подготовка поверхности (нанесение лакокрасочного материала на подложку с плесенью).
3.Недостаточное количество биоцидов (добавок препятствующих микробному заражению ЛКП) в составе лакокрасочной композиции.
Для удаления плесени необходимо полностью удалить повреждённые участки лакокрасочного покрытия от плесени, при необходимости удалить штукатурку, имеющую слабую адгезию, обработать дефектные участки бактерицидной пропиткой, после этого нанести новый слой грунтовки и на высохшее грунтовочное покрытие нанести слой водно-дисперсионной краски.
Дефект лакокрасочного покрытия – потеря блеска ( поматовение лакокрасочного покрытия )

Потеря блеска лакокрасочным покрытием, является одним из показателей, начальной стадии разрушения поверхностного слоя покрытия в результате фотохимических процессов. Дожди, туманы и конденсация влаги, также способствую потере блеска покрытием из-за набухания лакокрасочной плёнки.
Потеря блеска покрытием возникает ещё и из-за механических повреждений – сколы, царапины, пескоструйное воздействие. В результате механических повреждений, создаётся микрошероховатость ЛКП, и как следствие из этого, потеря блеска. На начальной стадии, потерю блеска лакокрасочным покрытием, можно устранить при помощи полировки.
Изменение цвета лакокрасочного покрытия (побеление, потемнение, пожелтение бронзировка и др.)

Изменение цвета лакокрасочного покрытия происходит в результате фотохимической активности пигментов и миграции пигментов, а также в результате воздействия на лакокрасочное покрытие промышленной атмосферы, различных солей и др.
В результате воздействия кислотных компонентов промышленной атмосферы на пигменты лакокрасочных покрытий, они могут менять свой цвет, при воздействии сероводорода некоторые покрытия заметно темнеют. При воздействии различных солей, металлизированный лакокрасочные покрытия, могут терять свой металлический цвет.
Изменение цвета лакокрасочного покрытия сопровождается и потерей блеска.
Дефект лакокрасочного покрытия – меление
Меление ЛКП, проявляется в виде появление на поверхности покрытия тонкого слоя легкоснимаемого «пигментного порошка», вследствие деструкции компонентов ЛКП и «оголения» на поверхности покрытия частиц пигментов. Глубокая стадия меления ЛКП при атмосферном воздействии приводит к эрозии (выветриванию) покрытия – разрушению, из-за которого открывается окрашенная подложка.
Дефект лакокрасочного покрытия - грязеудержание
Под воздействием различных климатических факторов, лакокрасочное покрытие приобретает способность удерживать на своей поверхности механические загрязнения, не удаляемые при промывке.
Дефект лакокрасочного покрытия – сколы, царапины
Сколы и царапины образуются на лакокрасочном покрытии из-за механических воздействий. Эти дефекты нарушают целостность лакокрасочного покрытия, снижая при этом его защитные свойства, и ухудшают декоративные свойства ЛКП – особенно это заметно на автомобильных покрытия, обладающих высоким классом по внешнему виду. Сейчас, для ухода за автомобильными ЛКП, производители автомобилей предлагают большой ассортимент фирменной автокосметики.
Итак, эксплутационных дефектов лакокрасочного покрытия невозможно избежать (в отличие от технологических дефектов). Из-за физического процесса старения, лакокрасочное покрытие рано или поздно подвергается разрушению, но срок эксплуатации лакокрасочного покрытия можно существенно увеличить.
Для этого необходимо:
1. Правильно выбрать комплексное лакокрасочное покрытие, которое должно обеспечить необходимую защиту окрашенной поверхности в течение заданного времени. При выборе комплексного лакокрасочного покрытия необходимо руководствоваться: категорией размещения окрашенных поверхностей; климатом, в котором эксплуатируется окрашенное изделие ( умеренный, холодный, тропический ); группой условий эксплуатации по характеру воздействия особых сред.
2. Принимать в эксплуатацию покрытия, не имеющие технологических дефектов.
3. По возможности, оградить лакокрасочное покрытие от механического воздействия.
Дефекты лакокрасочных покрытий, причины их возникновения и меры предупреждения
Меры предупреждения: Добавить в лакокрасочный материал разбавитель и проверить вязкость и розлив.
Медленное высыхание
Причины возникновения:
1. Лакокрасочный материал нанесен:
- на загрязненную поверхность,
- слишком толстым слоем,
- при высокой относительной влажности.
2. Не ввели отвердитель или сиккатив.
3. Материал не соответствует НД по времени высыхания
Меры предупреждения:
- контролировать толщину;
- относительная влажность не должна превышать 65%
2. Добавить отвердитель или сиккатив. (Внимательно читать инструкцию по применению).
3.Использовать лакокрасочный материал, соответствующий НД.
Наличие пор
Причины возникновения:
2. Слишком быстрая сушка покрытия.
Меры предупреждения:
1.Заменить материалом, соответствующим ТУ. Исключить попадание воды.
2. Соблюдение режима сушки покрытия.
Наличие наплывов и потеков
Причины возникновения:
1.Низкая рабочая вязкость материала.
2. Несоблюдение при нанесении угла между краскораспылителем и окрашиваемой поверхностью.
3. Плохо обезжирена окрашиваемая поверхность
Меры предупреждения:
1.Развести до рабочей вязкости в соответствии с ТУ.
2.Держать краскораспылитель под углом 90° к окрашиваемой поверхности.
3. Обезжирить поверхность
Шагрень
Причины возникновения:
Высокая рабочая вязкость материала
Меры предупреждения:
Развести до рабочей вязкости в соответствии с ТУ
Сорность
Причины возникновения:
1.Лакокрасочный материал не профильтрован.
2. Нанесение на грязную поверхность.
3.Окраска и сушка производились в загрязненном помещении.
Меры предупреждения:
1.Профильтровать лакокрасочный материал перед нанесением.
2. Очистить и обезжирить поверхность.
3. Соблюдать чистоту в окрашиваемом помещении.
Появление апельсиновой корки (крокодиловая кожа)
Причины возникновения:
Высокое избыточное давление воздуха при нанесении методом пневматического распыления
Меры предупреждения:
Соблюдение давления воздуха при нанесении данного лакокрасочного материала
Трещины
Причины возникновения:
1.Промежуточный слой плохо зашлифован.
2. Быстровысыхающий лакокрасочный материал на основе тонких лаков нанесен на плохо высушенный грунтовочный слой на основе жирных лаков
Меры предупреждения:
1.Тщательная шлифовка промежуточного слоя.
2. Соблюдение режима сушки грунтовочного слоя
Образование морщин и складок
Причины возникновения:
1.Высокая рабочая вязкость
2. Материал нанесен при пониженной температуре.
3. Материал нанесен толстым слоем на непросохшую грунтовку.
Меры предупреждения:
1.Развести до рабочей вязкости в соответствии с ТУ.
2. Наносить при температуре не ниже + 5 °С.
3. Соблюдение режима сушки грунтовочного слоя и толщины материала.
Наличие ряби и оспин
Причины возникновения:
1.Материал плохо профильтрован.
2. Краскораспылитель слишком удален от поверхности.
3. Избыточное давление воздуха при нанесении распылением ниже оптимального.
4. Пониженная температура окрашиваемой поверхности.
Меры предупреждения:
1.Тщательная фильтрация перед нанесением.
2. Соблюдение расстояния между краскораспылителем и окрашенной поверхностью.
3. Соблюдение оптимального режима нанесения.
4. Наносить при температуре не ниже + 5 °С.
Мелкие бугорки
Причины возникновения:
Свежеокрашенная деталь подвергалась при естественной сушке воздействию низкой температуры
Меры предупреждения:
Производить естественную сушку при температуре не ниже + 5 °С
Цвет не соответствует эталону
Причины возникновения:
1.Материал плохо размешан.
2. Материал нанесен на влажную поверхность.
3. Верхний слой частично растворил нижележащий слой и смешался с ним.
Меры предупреждения:
1.Тщательно размешивать материал.
2. Высушивать поверхность перед нанесением материала.
3.Соблюдение технологических режимов сушки нижележащих слоев.
Различные оттенки
Причины возникновения:
Материал плохо размешан
Меры предупреждения:
Тщательно размешивать лакокрасочный материал
Отслаивание от поверхности
Причины возникновения:
1.Поверхность плохо обезжирена перед нанесением материала.
2. Поверхность была влажной при нанесении материала.
Меры предупреждения:
2. Высушить поверхность перед нанесением материала
Глянцевое покрытие имеет: матовые пятна
Причины возникновения:
1.Материал нанесен на плохо очищенную от ржавчины и окалины поверхность.
2. Покрывной слой нанесен на недосушенный грунтовочный слой.
Меры предупреждения:
1.Следить за тщательностью очистки поверхности.
2. Соблюдать режим сушки грунтовочного слоя.
сплошь матовое
Причины возникновения:
1.Нарушение режима приготовления материала перед нанесением на поверхность.
2. Окраска проводилась при высокой относительной влажности воздуха.
Меры предупреждения:
Готовить материал перед нанесением в соответствии с ТУ.
2. Следить, чтобы относительная влажность воздуха не превышала 65%.
тусклые пятна
Причины возникновения:
1.Прикосновение рукой к недостаточно высохшему покрытию.
2. Неэффективная очистка в масло-влагоотделителя сжатого воздуха.
3. На покрытие попало минеральное масло.
Меры предупреждения:
1.Не прикасаться руками к свежеокрашенной поверхности.
2. Сменить фильтр масло-влагоотделителя.
3. Следить за тем, чтобы на окрашенную поверхность ничего не попадало.
Отслаивание
Причины возникновения:
Промежуточные слои плохо между слоями ошкурены и обезжирены
Меры предупреждения:
Тщательно ошкуривать и обезжиривать промежуточные слои
НД – нормативная документация,
ТУ – технические условия,
ГОСТ – Государственный Стандарт
Основная масса дефектов лакокрасочных покрытий образуется из-за некачественной подготовки поверхности, поэтому необходимо проводить тщательную подготовку поверхности от грязи, песка, пыли, плесени, масла, смазки, ржавчины, окалины, остатков старых лакокрасочных покрытий и др. Интервал времени, между подготовкой поверхности и окрашиванием, должен быть минимально возможным, для исключения нового загрязнения поверхности.
Для избегания получения дефектов необходимо соблюдать заданные технологические режимы окрашивания и отверждения лакокрасочного покрытия (температура, относительная влажность воздуха, время и др.).
Нельзя проводить окрасочные работы при неблагоприятных климатических условиях (дождь, туман и др.) При окрашивании металлических поверхностей, температура металлической поверхности должна быть на три градуса больше точки росы (для предотвращения конденсации влаги).
При необходимости для разбавления лакокрасочных материалов необходимо использовать разбавитель (растворитель), подходящий для данного типа ЛКМ и рекомендуемый для данного материала.
Окрашивание проводить с помощью чистого и исправного оборудования в чистой спецодежде.
Большинство дефектов, таких как шагрень, кратеры, сорность, морщинистость, трещины, потёки, пузыри, проколы, «рыбий глаз», удаляются при помощи шлифования покрытия в области образования дефекта с дальнейшем нанесением нового покрытия по основной технологии. Толщина покрытия в зоне проведения ремонта должна соответствовать толщине основного покрытия. Если общая площадь дефектов составляет десять процентов и более, от общей площади окрашенной поверхности, то покрытие удаляют и проводят повторное перекрашивание с предварительной подготовкой поверхности.
Мифы и реальность толщины ЛКП

Всем привет!
Я давно полирую автомобили, разные лаки попадались и разные толщины. И, да, я пробивал (протирал) лак до базы, или базу протирал до грунта. Да, да, вы не ослышались, протирал, и пробивал, и не стесняюсь об этом говорить. Потому, как считаю, невозможно научиться полировать без протиров, только мало кто в этом признается.Так вот, наверно, вы знаете, что есть такой прибор, который измеряет толщину покрытия до металла, "толщиномер" называется. Но только вот измеряет он общую толщину, которая включает в себя и грунт, и базу, и лак, это, если нет шпатлеквки. Толщину лака не показывает, а полируем мы, как известно, лак. В общем, видимо по этому, я так и не обзавелся пока в собственность данным девайсом, пока находились предметы более необходимые.
Много слышал про плохой лак и тонкий слой Тойот, отполировал их не много, но те, что мне попадались, Прадо 150, серый металлик, вполне адекватное ЛКП и полировалось предсказуемо.
Дальше куча негатива про то, какой плохой лак на Мицубиши, в частности L200 и Паджеро Спорт, какой он тонкий и мягкий. Смотрим табличку
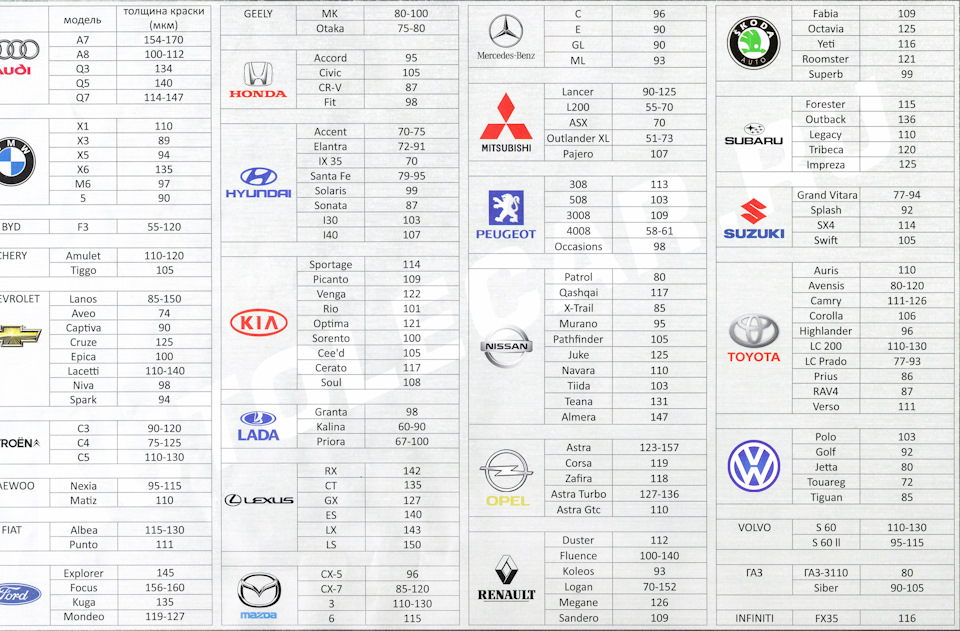
Полный размер
И стал я полировать своего Кастрюльного преемника. Хм, полируется предсказуемо, лак в меру твердый, не Мерседес 10-и летний, конечно, но и не Ленд Ровер, Форд и тем более Хонда. В общем, отлично полировался и полируется.
В общем, оставил эту тему в заботах, а тут наткнулся на отчет уважаемого Sanyakick про L200 и 43 микрона. Всю ночь не спал, позвонил товарищу, говорю: приезжай, будем мерить.
Теперь самое интересное. Замер показал цифры от 120 на задних дверях до 220 над лобовым стеклом в районе антенны, смотрим фото.
Дополнение от 07.03.2018. Сегодня продублировал замеры в Carprice, цифры те же, =/- несколько единиц.
Долговечность покрытий

При выборе лакокрасочных материалов для покрытия различных поверхностей, перед человеком стоит главная цель, которая заключается в том, чтобы обеспечить поверхности как можно лучшую защиту, а также придать ей красивый и эстетичный вид.
В настоящее время существует множество лакокрасочных материалов, которые различаются в зависимости от условий эксплуатации: атмосферостойкие, водостойкие, маслобензостойкие, химстойкие, термическистойкие, электроизоляционные, консервационные и ЛКП специального назначения. Не смотря на то, что все они имеют различный состав, свойства, методы нанесения и т.д., у них есть общая черта, образование на поверхности прочной лакокрасочной пленки, которая в дальнейшем и выступает защитой поверхности от всякого рода повреждений.
Факторы, влияющие на покрытия
Итак, кроме того, что необходимо правильно подбирать лакокрасочный материал для нанесения его на поверхность, с учетом всех условий, в которых используется поверхность, следует обращать внимания и на другие факторы, которые, несомненно, имеют влияние на то, как долго покрытие прослужит. Не раз уже упоминалось о том, что требования к свойствам лакокрасочных материалов, которые используются для нанесения на предметы, постоянно сталкивающиеся с агрессивной средой, гораздо жестче, чем для тех, которые будут эксплуатироваться в помещении. Например, нельзя автомобиль покрасить водоэмульсионной краской, поскольку она смоется с него при первых же осадках, и наоборот
автомобильными лакокрасочными материалами нет необходимости окрашивать предметы интерьера. На этом останавливаться не будем. Представим, что ЛКМ подобран правильно. Однако, одних свойств лакокрасочного материала для его длительного срока службы недостаточно. От чего же зависит прочность и долговечность покрытий?
Прежде всего, стоит напомнить, что лакокрасочное покрытие на поверхности образуется в три этапа:
Таким образом, долговечность покрытий зависит от:
- Правильной подготовки поверхности перед ее окрашиванием. Не зря этому этапу отведено первое место, поскольку он на 65-75% определяет долговечность лакокрасочного покрытия. Чем лучше подготовлена поверхность, тем лучше ложится на нее лакокрасочный материл. Подготовка поверхности предполагает, в первую очередь, очистку поверхности от различных элементов (пыль, грязь, ржавчина, старая краска и т.д.). И в данном случае, для получения хорошего результата, также важно правильно выбрать способ очистки поверхности: ручная очистка или абразивная.
- Методов окрашивания поверхности. От выбора метода окрашивания зависит 15-25% долговечности покрытий. Существуют следующие методы нанесения покрытий на поверхность:
- электростатическое распыление;
- пневматическое распыление;
- безвоздушное распыление;
- струйный облив;
- окунание.
Стоит отметить, что лакокрасочный материал, нанесенный электростатическим распылением, образует более прочное покрытие, чем при использовании других методов нанесения.
Также, ни для кого не секрет, что чем покрытие прочнее, тем лучше оно защищает поверхность, а значит, тем оно более долговечно.
Ниже представлено видео с примером электростатического распыления краски.
Читайте также: