
Наличие душирующего устройства для очистки котла
Обновлено: 04.07.2024
ОБЩИЕ ПОЛОЖЕНИЯ
1 При очистке поверхностей нагрева котлов производительностью до 75 т/час и водогрейных котлов типа ПТВМ и КВГМ к трудоемкости раздела 01 применяется коэффициент К = 1,5.
2. В трудоемкости раздела 04 не учтена трудоемкость на работы по их автоматизации.
01 РАБОТЫ ПО МЕХАНИЧЕСКОЙ ОЧИСТКЕ КОТЛОВ, ТУРБИН И КОТЕЛЬНО-ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ
Раздел 01 - доплата к тарифной ставке за вредные условия труда - 24 %
0101 Механическая очистка поверхностей котла
Средний разряд работ
Трудоемкость в чел.-ч на 100 м 2 по видам топлива
Очистка зашлакованных экранных поверхностей нагрева топки до устройства лесов
Очистка экранных поверхностей нагрева топки и горизонтального газохода после устройства лесов
Обмывка экранных поверхностей топки
Очистка поверхностей нагрева горизонтального газохода
Средний разряд работ
Трудоемкость в чел.-ч на 1 м 3 по видам топлива
Очистка пода топки и холодной воронки с разбивкой оплавившегося в монолит шлака со спуском отложений через летку или холодную воронку
Очистка пода топки и горизонтального газохода, холодной воронки с разбивкой оплавившегося в монолит шлака с удалением отложений через люки котла
Очистка внутреннего пространства аэродинамического выступа от сцементировавшихся отложений
Очистка внутреннего пространства аэродинамического выступа от сыпучих отложений
Удаление золы из-под барабана
Средний разряд работ
Трудоемкость в чел.-ч на штуку по видам топлива
Очистка взрывного клапана
Средний разряд работ
Трудоемкость в чел.-ч на 1 м 3 по видам топлива
Очистка свода между пароперегревателем и водяным экономайзером
Удаление шлака, золы, сцементировавшейся дроби из конвективной шахты через лазы
Средний разряд работ
Трудоемкость в чел.-ч на 100 м 2 по видам топлива
Очистка поверхностей нагрева горизонтального газохода от сыпучих отложений
Очистка зашлакованных ширм пароперегревателя
Расшлаковка и прорезка конвективных поверхностей нагрева
Расшлаковка и прорезка конвективных поверхностей нагрева с нарушенной рихтовкой
Расшлаковка и прорезка конвективных поверхностей нагрева при наличии дроби
Расшлаковка и прорезка конвективных поверхностей нагрева с нарушенной рихтовкой при наличии дроби
Очистка конвективных поверхностей нагрева (обмывка, обдувка)
Очистка конвективных поверхностей нагрева отпариванием (щелочением)
Средний разряд работ
Трудоемкость в чел.-ч на 10 пакетов по видам топлива
Очистка гибов (калачей) водяного экономайзера
Средний разряд работ
Трудоемкость в чел.-ч на 10 пакетов
Очистка демонтированных пакетов водяного экономайзера
Средний разряд работ
Трудоемкость в чел.-ч на 10 м 2 по видам топлива
Очистка трубных досок воздухоподогревателя механическим способом
Обдувка или обмывка трубных досок воздухоподогревателя
Средний разряд работ
Трудоемкость в чел.-ч на 100 труб по видам топлива
Очистка труб воздухоподогревателя механическим способом
Очистка труб воздухоподогревателя (обмывка, обдувка)
Средний разряд работ
Трудоемкость в чел.-ч на 100 труб при длине трубы (м) и по видам топлива
Очистка труб воздухоподогревателя от сцементировавшихся отложений
Очистка труб воздухоподогревателя от сцементировавшихся отложений
Очистка труб воздухоподогревателя от сцементировавшейся золы с дробью
Средний разряд работ
Трудоемкость в чел.-ч на 100 труб по видам топлива
Очистка бункеров под конвективной шахтой
Очистка шлаковых комодов и шнеков транспортеров
Очистка сборного короба за электрофильтрами
Очистка воздушных коробов
Очистка перекрытий электрофильтров
Очистка перекрытий циклонов
Очистка подземных газоходов, боровов с транспортировкой золы к месту выгрузки до 15 пог. м
Очистка шатра и «теплого» ящика котла
Очистка приямков под котлом при глубине приямка до 2-х метров
Очистка приямков под котлом при глубине приямка свыше 2-х метров
Средний разряд работ
Трудоемкость в чел.-ч на 1 штуку по видам отложений
Очистка трубы Вентури от отложений механическим способом
Очистка трубы Вентури от отложений высоконапорной гидравлической установкой
Очистка скруббера от отложений механическим способом
Очистка скруббера от отложений высоконапорной установкой
Средний разряд работ
Трудоемкость в чел.-ч на 1 штуку
Очистка гидрозатвора скруббера
Очистка гидрозатвора уплотнения топки
Очистка батарейного циклона
Средний разряд работ
Трудоемкость в чел.-ч на 100 м 2 по видам топлива
Очистка площади осаждения электродов с обдувкой и промывкой камер бункеров
Очистка газораспределительной решетки электрофильтров
Средний разряд работ
Трудоемкость в чел.-ч на 1000 м 2 по видам топлива
Обмывка регенеративного воздухоподогревателя
Средний разряд работ
Трудоемкость в чел.-ч на 1 колодку по видам топлива
Очистка уплотняющих колодок регенеративного воздухоподогревателя после их выемки
Средний разряд работ
Трудоемкость в чел.-ч на 10 пакетов по видам топлива
Очистка пакетов набивки ротора регенеративного воздухоподогревателя после их выемки гидравлической установкой высокого давления
Средний разряд работ
Трудоемкость в чел.-ч на 10 п.м.
Очистка каналов гидрозолоудаления
Очистка технологических каналов
Очистка кабельных каналов
Очистка (с отмывкой) коллекторов отмывочных вод регенеративного воздухоподогревателя
Очистка золопроводов высоконапорной гидравлической установкой
Транспортировка золы и шлака 1 м 3
Средний разряд работ - 2,7
Трудоемкость в чел.-ч на корпус при паропроизводительности, т/ч
свыше 100 до 230
свыше 230 до 420
свыше 420 до 500
свыше 500 до 640
свыше 640 до 1000
свыше 1000 до 1650
свыше 1650 до 2650
Наружная обмывка котла
Производительность котла, т/ч
Средний разряд работ
Трудоемкость в чел.-ч на котел
Очистка площадок и лестниц котлов от отложений
свыше 230 до 640
свыше 640 до 950
свыше 950 до 1650
свыше 1650 до 2650
свыше 2650 до 4000
Средний разряд работ
Трудоемкость в чел.-ч на 10 м 2
Очистка площадок обслуживания котельно-вспомогательного оборудования
Средний разряд работ
Трудоемкость в чел.-ч на 10 м 2
Очистка площадки под котлом вручную с применением транспортера с погрузкой на транспортное средство
Очистка площадки под котлом с применением автоэлектропогрузчика и погрузкой на транспортное средство
Очистка площадки под котлом породоуборочной машиной и погрузкой на транспортное средство
Очистка площадки под котлом с погрузкой в контейнер или погрузкой в тележку с транспортировкой отложений вручную к месту погрузки на транспортное средство в пределах рабочей зоны
Средний разряд работ
Трудоемкость в чел.-ч на 10 м 2
Погрузка вручную золы и отложений на транспортное средство
Очистка мусоросборников котлов
Диаметр ротора, мм
Средний разряд работ
Трудоемкость в чел.-ч на штуку по видам топлива
Очистка вентилятора горячего дутья
Средний разряд работ
Трудоемкость в чел.-ч на 100 м 2 по видам топлива
Очистка калориферов воздухоподогревателя от отложений высоконапорной гидравлической установкой
Очистка калориферов воздухоподогревателей от отложений вручную
Средний разряд работ
Трудоемкость в чел.-ч на 10 м 2
Очистка внутренней поверхности дренажных баков и грязевых приемников
Зачистка стенок бункеров сырого угля от остатков топлива
Зачистка внутренней поверхности пылевых бункеров после удаления из них топлива (без доступа внутрь)
Средний разряд работ
Трудоемкость в чел.-ч на 1 мельницу
Очистка входной и выходной горловины ШБМ от остатков топлива
Обмывка сепарационной шахты мельницы
Средний разряд работ
Трудоемкость в чел.-ч на 1 штуку
Очистка бункера хранения дроби на остановленном котле
То же на работающем котле
Очистка эжектора дробеструйной установки без его демонтажа
То же с демонтажем
Средний разряд работ
Трудоемкость в чел.-ч на 10 м 3
Отделение дроби от золы и других включения
Средний разряд работ
Трудоемкость в чел.-ч на 10 м 3
Очистка солевых и коагулянтных ячеек водоподготовительной установки
Очистка фильтров водоподготовительной установки при выгруженном фильтрующем материале
Очистка баков раствора соли водоподготовительной установки
Очистка баков нейтрализации растворов
Средний разряд работ
Трудоемкость в чел.-ч на 10 м 2
Очистка внутренней поверхности осветлителей воды водоподготовительной установки
Примечания :
1. Трудоемкость на очистку горелки и взрывного клапана поз. 0101100101 - 0101110103 не может применяться в качестве увеличения трудоемкости поз. 0101010101 - 0101080103 на очистку топки и горизонтального газохода.
2. Для котлов, ранее работавших на твердом топливе и мазуте, переведенных на газ, трудоемкость по очистке котла работавшего на газе применяются только при условии выполнения очистки поверхностей нагрева и газоходов от имевшихся отложений перед переводом котла на газ.
3. Под пакетом подразумевается один или несколько змеевиков расположенных в одной плоскости (в одном ряду), верхние и нижние концы которых соединены с коллекторами. При наличии в пакете вставки, создающей проем для ремонта и очистки экономайзера, каждую часть разделенного пакета считать за отдельный пакет.
4. При транспортировке золы в подземном газоходе (поз. 0101390101 - 0101390102) к месту складирования или к месту погрузки на транспортное средство трудоемкость транспортировки на каждые последующие 10 п.м. определяется по трудоемкости поз. 0101600101.
5. В трудоемкости по поз. 0101740101, 0101810101, 0101840101 учтена трудоемкость на погрузку мусора или отложений в транспортное средство, подаваемое в рабочую зону, или складирование в специальную емкость, установленную в рабочей зоне.
Технологии очистки паровых котлов
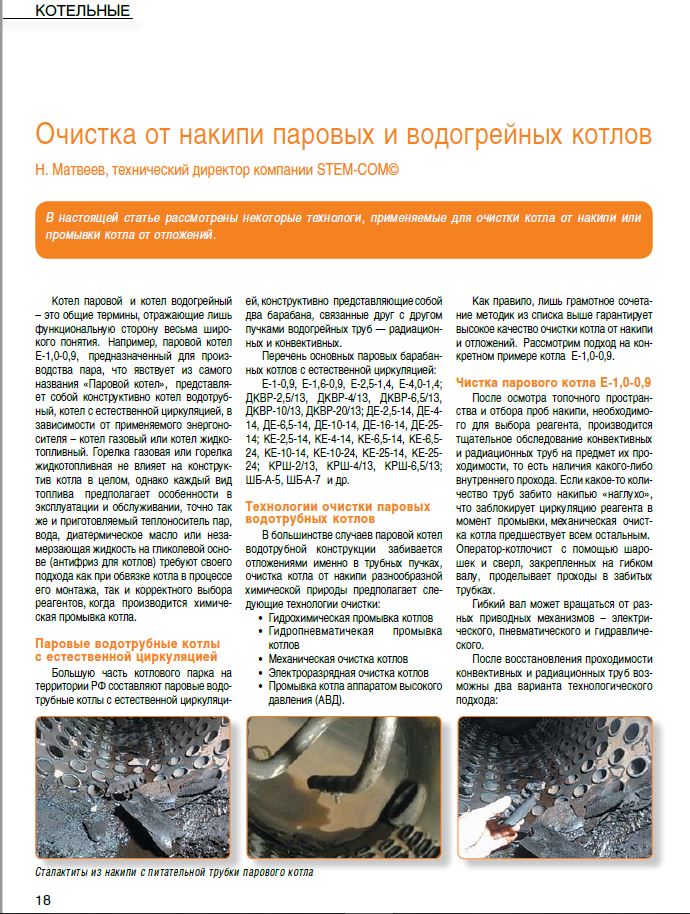
В процессе эксплуатации паровых котлов, на их внутренних поверхностях нагрева - трубках, коллекторах и барабанах, образуется накипь, которая существенно снижает теплопередачу и препятствует нагреву воды (рис. 1). Перерасход топлива, в зависимости от толщины накипи, может достигать очень существенных величин. Если 1 мм накипи вызывает перерасход топлива в 2-3%, то 3 мм накипи уже - 6-7% [1].

В настоящее время существует несколько наиболее распространенных методов очистки: механическая, гидродинамическая, гидрохимическая, электроразрядная. Ниже мы расскажем о данных технологиях более подробно.
Механическая очистка
Данный вид очистки является традиционным, самым дешевым методом очистки паровых котлов. Для этих целей используются специальные шарошки, щетки, скребки, вращающиеся насадки (в случае подключения к пневмоприводу). Механическая очистка применяется и эффективна при наличии отложений небольшой толщины и прочности. Один из серьезных минусов механической очистки котлов заключается в том, что при использовании насадок с острыми режущими кромками или гранями, происходит ненормируемое воздействие насадки на металл очищаемой трубы, в результате чего возможно возникновение локальных утонений или повреждений стенки трубы.
Гидродинамическая очистка котлов
В тех случаях, когда отложения в паровых котлах имеют небольшую толщину, умеренную прочность, а для заказчика важна скорость очистки котла, применяется гидродинамическая очистка котлов установкой высокого давления.

Оборудование для этих целей представляет собой насос высокого давления и емкость с водой, соединенные шлангами. Как правило, оборудование устанавливается на базе автофургона (рис. 2.) и имеет емкости различного объема от 1 до 5 м 3 (рис. 3). Через выходной шланг и специальные насадки вода подается в очищаемую трубу под высоким давлением - до 300 атм. Благодаря этому труба очищается с высокой скоростью. В данном исполнении электропитание оборудования - автономное, через бортовую сеть автомобиля. Оборудование предназначено для очистки паровых котлов любой мощности.

Существует также установка высокого давления малого размера, она удобна для очистки котлов малой мощности (рис. 4).

Рис. 4. Установка для промывки бытовых котлов.
Следует отметить, что гидродинамическая очистка не применяется в случаях, если в трубе отсутствует проходное сечение или трубка забита накипью высокой прочности и значительной толщины.
Химическая очистка котлов
Весьма распространенным методом очистки является химическая очистка паровых котлов. Суть ее состоит в прокачивании через очищаемый котел растворов кислот или щелочей. Химические растворы подбираются под конкретные образцы отложений, полученные с каждого планируемого к химической очистке объекта. Для этих целей используются средства на основе соляной, серной, ортофосфорной кислоты. При этом в состав моющего раствора обязательно входят специальные ингибиторы коррозии, которые предотвращают химическую коррозию трубок очищаемого котла.
Процедура химической очистки котлов состоит из следующих этапов: обследование котла, производство контрольной вырезки, анализ химического состава накипи, подбор моющего реагента, очистка котла, промывка и нейтрализация котла, утилизация моющего раствора.
Средние сроки выполнения химической очистки котлов составляют 1-2 дня - для котлов малой мощности, 2-4 дня - для котлов средней мощности, 4-8 дней для котлов большой мощности. Метод химической очистки котлов не позволяет очищать полностью забитые трубки. Стоимость очистки котлов при использовании данного метода наивысшая, среди других методов, в связи с использованием дорогостоящих химических реагентов.
Электроразрядная очистка котлов
Электроразрядная очистка является относительно новым методом, среди существующих, поскольку первые работающие электроразрядные технологии появились не ранее 20 лет назад. Остановимся подробнее на этом виде очистки.
Суть метода, вкратце, заключается в следующем. В результате электрических разрядов, осуществляемых в рабочей жидкости, в ней образуются скоростные гидропотоки, упругие колебания высокой интенсивности и кавитационные образования. Электрическая дуга, проникая в толщу отложений, раскалывает их и измельчает, далее скоростные гидропотоки выносят отложения из очищаемой полости. За счет совокупности этих явлений достигается очистка труб от накипи практически любой прочности.
Из практики электроразрядной очистки котлов
Электроразрядное оборудование состоит из блока управления и защиты, конденсатора и повышающего трансформатора (рис. 5). Поскольку все эти элементы представляют собой электрооборудование, необходимо поместить его на изолированной от металлоконструкций площадке. По возможности, размещение оборудования необходимо выполнить в центральной части верхнего барабана. Это делается для того, чтобы можно было проводить очистку котла от накипи с двух сторон, не перемещая оборудование.

Рис. 5. Оборудование для электроразрядной очистки.
Общий принцип очистки котла очень прост. Рабочий кабель-электрод подается через отверстие для лючка в верхнем барабане в каждую трубку. Как правило, с одной стороны парового котла размещаются конвективные трубки в большом количестве. с другой стороны котла размещены экранные трубы. Они идут в два ряда по центральной горизонтальной оси верхнего барабана.
Для успешной подачи рабочего кабеля в каждую трубку требуются пластиковые сантехнические трубы, диаметром 40 мм. Поскольку длина барабанов котлов может быть более 5 метров, то при работе используются трубы разной длины: 0,5, 1, 2 м. Двухметровых труб должно быть две, чтобы обеспечить требуемую жесткость при очистке дальних труб. Для того, чтобы пластиковые трубки завести в очищаемые трубы, используются пластиковые уголки того же диаметра, с углами 30 и 45 градусов (одеваются друг на друга), или плавный переходник на 90 О . Если есть возможность, можно изготовить две металлические заглушки, для того, чтобы заполнить водой котел до уровня верхних экранных труб, как показано на рис. 6.

Очистку желательно начинать с конвективных труб, используя пластиковую направляющую трубу длиной 0,5 м. Вначале очищаются два верхних ряда с левой и правой стороны барабана и один ряд, который находится под водой. Так очищается несколько рядов в глубину барабана, насколько хватает длины трубы 0,5 м. После этого используется труба длиной 1 м, далее - 2 м. После этого двухметровая труба наращивается более мелкими трубами. Таким образом, очищаются все конвективные трубы (по три ряда с левой и правой стороны барабана), до экранных труб (они будут очищены с другой стороны) (рис. 7). Иногда попадаются старые котлы типа КРШ-4 (предшественники ДКВР-4), у которых имеется только один люк и трубы, в том числе экранные, идут по всей длине барабана. В 2011 г. нашей компанией была проведена очистка такого котла. Нужно сказать, что очистка от накипи этого парового котла потребовала немало изобретательности и экспериментов, поскольку очистка парового котла с находящимся внутри барабана оператором категорически запрещена!

В первую очередь из парового котла КРШ-4 были демонтированы паропроводы и сепарационные устройства, поскольку они затрудняли доступ к очищаемым трубкам. После этого мелом были размечены ряды трубок, для того, чтобы не ошибиться с выбором, поскольку дальние трубки очень тяжело считать, они сливаются, если освещение недостаточное.
При том, что очистку парового котла от накипи производит, в основном, один человек, он все время должен искать пути оптимизации процесса очистки.
Выше были рассмотрены технологические аспекты очистки парового котла от накипи, приспособления и технология работы. Однако наиболее важным аспектом является контроль качества очистки котла, выполняемый посредством таких органов чувств человека, как осязание и слух. Это объясняется тем, что не представляется возможным визуально контролировать процесс очистки на протяжении всего времени работ. Конечно, подбор режима работы оборудования производится визуально: очищаются три-пять нижних вертикальных трубок на разных режимах (частота и мощность), сливается вода из котла до уровня нижнего барабана и производится визуальный контроль трубок. Таким образом, становится понятно, какой минимальный режим работы оборудования выбрать.
Зачастую бывает так, что даже котловая труба диаметром 51 мм полностью забивается накипью, которая образует пробки или полностью забитые глухие участки разной длины. В этих случаях необходимо попытаться пробить пробку сверху. Если это не представляется возможным в течение, допустим, 30-60 минут, то эта трубка фиксируется, ее очистка проводится позднее.
После того, как закончена очистка всех трубок котла, кроме непроходных трубок, вода сливается, из нижнего барабана удаляется шлам.
Полностью забитые трубки можно попытаться очистить, подавая рабочий кабель и воду из нижнего барабана так, как это представлено на фотографии (рис. 8).

В 2012 г. специалистами нашей компании была проведена очистка от накипи парового котла Е-1 /0,9. В трети трубок котла отсутствовало проходное сечение! Часть полностью забитых трубок удалось очистить (46 трубок), среди них все 25 экранных труб очищались через нижний барабан. При этом один специалист управляет рабочим кабелем, другой специалист подает воду в трубки. Шланг с водой продет через пластиковую трубу с двумя уголками по 45°.
Выводы
Практика показывает, что не существует единственной, оптимальной технологии для очистки всех паровых котлов с различным характером накипи и отложений! Каждый метод очистки обладает своими достоинствами и недостатками. Поэтому, при выборе технологии очистки специалистами должно приниматься во внимание множество факторов: тип котла, производительность, толщина и прочность отложений, наличие и расположение ресурсов (вода, электричество), климатические условия на объекте и другие.
Литература
1. В.М. Тарасюк, «Эксплуатация котлов». Практическое пособие для оператора котельной, Москва, ЭНАС, 2011, стр. 118.
Душирующие устройства и смесители
25 точек самовывоза в регионах. Оборудование всегда в наличии.
Готовые проекты для ресторановПроектирование и комплектация ресторанов, баров, пекарен.
Прямые поставки от производителяМинимальные цены на оборудование для ресторанов и общепита.
Доставка по РФДоставка заказов любых объемов до двери
Уточнить раздел- ПОСУДОМОЕЧНЫЕ МАШИНЫ ФРОНТАЛЬНЫЕ209
- ПОСУДОМОЕЧНЫЕ МАШИНЫ КУПОЛЬНЫЕ109
- ПОСУДОМОЕЧНЫЕ МАШИНЫ ТУННЕЛЬНЫЕ126
- МАШИНЫ ДЛЯ МЫТЬЯ КОТЛОВ И ПОДНОСОВ44
- УСТРОЙСТВА ДУШИРУЮЩИЕ И СМЕСИТЕЛИ162
- КАССЕТЫ ДЛЯ ПОСУДОМОЕЧНЫХ МАШИН228
- МАШИНА ДЛЯ МЫТЬЯ ОВОЩЕЙ9
- ДОЗАТОРЫ ПОМПЫ ДЛЯ ПОСУДОМОЕЧНЫХ МАШИН30
- МОДУЛЬ СУШКИ9
- СТОЛЫ ДЛЯ ГРЯЗНОЙ ПОСУДЫ132
- СТОЛЫ ДЛЯ ЧИСТОЙ ПОСУДЫ94
- ТРАНСПОРТЕРЫ ПОСУДЫ19
- МАШИНЫ ДЛЯ ПОЛИРОВКИ И СУШКИ СТОЛОВЫХ ПРИБОРОВ16
- ПОДСТАВКИ ДЛЯ ПОСУДОМОЕЧНЫХ МАШИН7
- ТЕЛЕЖКИ ДЛЯ ТРАСПОРТИРОВКИ ПОСУДОМОЕЧНЫХ КАССЕТ9
- КАРТРИДЖИ ГУСАКИ КОМПЛЕКТЫ ДЛЯ СМЕСИТЕЛЕЙ9
- БЫТОВЫЕ СМЕСИТЕЛИ53
Душирующие устройства и аксессуары для них
Но этим его область применения не ограничивается, так как благодаря ему можно очень качественно мыть овощи и фрукты. Также его можно использовать для того, чтобы мыть рабочий инструмент перед началом готовки. Благодаря высокому качеству мойки, вы можете быть уверены в том, что санитарно-гигиенические нормы точно будут соблюдаться.
Конструкция устройства
Устройство представляет собой насадку типа душ на гибком шланге, благодаря чему его можно вращать в любом направлении. Кроме того, имеет раздельные соединения для горячей и холодной воды, чтобы можно было регулировать температуру мойки. Корпус изготавливается из нержавеющей стали, благодаря чему срок эксплуатации устройства довольно высок. Конструкция легка в монтаже и не доставит вам никаких проблем как с установкой, так и демонтажем. Что касается давления воды, то оно целиком зависит только от давления труб, к которым присоединен комплекс.
Достоинства душирующих устройств
Главными преимуществами этого устройства можно назвать следующие:
- Экономия времени при мытье;
- Экономия воды;
- Минимизация ручного труда работников;
- Высокое качество мойки;
- Простая и легкая установка;
- Простота в использовании.
В наше время душирующее устройство легко стало просто незаменимым агрегатом на любой современной кухне. Уже сложно себе представить, как можно было обходиться без него раньше. Практически любые гастроёмкости и тарелки отмываются легким движением руки и очень быстро. И, как известно - чем проще устройство, тем дольше оно будет работать. Так что будьте уверены – душирующее устройство прослужит вам долгие годы и вы будете довольны его возможностями, так как кухня будет сиять чистотой.
В наше время выпускается огромное количество различных моделей, способных удовлетворить любые потребности. У каждой модели есть как свои преимущества, так и недостатки, так что выбирать нужно очень внимательно, чтобы не ошибиться.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 . Паровые котлы, сжигающие твердые и жидкие топлива, должны оборудоваться, как правило, комплексной системой очистки, включающей установку различных средств очистки отдельных поверхностей нагрева. Необходимость применения очистки той или иной поверхности нагрева определяется в каждом конкретном случае из условия обеспечения эксплуатационно чистого состояния поверхности и выдерживания при работе котлов требований действующих «Правил технической эксплуатации электрических станций и сетей».
1.2 . В качестве основных эксплуатационных средств очистки рекомендуется использовать аппараты паровой, водяной обдувки и газоимпульсные устройства очистки, различное сочетание которых позволяет в большинстве случаев создать комплексную систему очистки котлов при сжигании любых видов топлива.
В дополнение или взамен указанных средств очистки, в случае невозможности или нецелесообразности их применения, можно рекомендовать также использование устройств стационарной паровой («пушечной») обдувки, установок дробевой очистки и устройств акустической очистки.
1.3 . Для очистки топочных экранов ( испарительных и перегревательных радиационных поверхностей нагрева) котлов, сжигающих твердые топлива, следует, как правило, применять аппараты водяной обдувки. Аппараты паровой обдувки целесообразно использовать лишь для очистки тех зон топочной камеры, где температура металла стенок труб превышает допустимую по условиям надежности экранных труб при водяной обдувке.
1.4 . Для очистки полурадиационных ( ширмовых) и расположенных в поворотном газоходе конвективных поверхностей нагрева котлов, сжигающих твердые и жидкие топлива, следует использовать в основном аппараты паровой обдувки либо устройства газоимпульсной очистки. Последние рассчитаны на удаление сыпучих и рыхлых (слабосвязанных) золовых отложений. Для топлив, дающих плотные (связанные) отложения (как, например, канско-ачинские бурые угли), предпочтительней установка аппаратов паровой обдувки.
При сжигании твердых топлив для локальной очистки указанных поверхностей нагрева в зонах интенсивного загрязнения (в основном в местах, труднодоступных для аппаратов паровой обдувки) можно рекомендовать дополнительную установку устройств «пушечной» обдувки. Для периодической очистки может быть рассмотрено применение в опытном порядке и аппаратов водяной обдувки.
1.5 . Для очистки конвективных поверхностей нагрева, расположенных в вертикальной шахте (пароперегревателей, водяных экономайзеров), на котлах, сжигающих большинство твердых топлив, предпочтительней установка аппаратов паровой обдувки либо устройств газоимпульсной очистки.
На котлах, сжигающих малозольные твердые топлива, дающие сыпучие и рыхлые отложения золы, газомазутных котлах возможно применение и установок дробевой очистки. Дробевую очистку следует также применять для трубчатых воздухоподогревателей. В качестве альтернативного решения (преимущественно для котлов малой и средней мощности) может рассматриваться применение устройств акустической очистки.
1.6 . Регенеративные воздухоподогреватели (РВП) следует очищать аппаратами паровой обдувки или устройствами газоимпульсной очистки.
2. ТИПЫ И ОБЛАСТЬ ПРИМЕНЕНИЯ СРЕДСТВ ОЧИСТКИ
2. 1. Аппараты водя ной обдувки
2. 1.1 . Аппараты водяной обдувки могут применяться на котлах, сжигающих твердые топлива, для очистки испарительных и перегревательных радиационных поверхностей нагрева, выполненных в виде настенных и двусветных топочных экранов, с температурой металла в зоне водяной обдувки не более 520 °С при применении низколегированных сталей и не более 440 °С при применении малоуглеродистых сталей. Под последней понимается максимальная расчетная температура наружной поверхности экранных труб в зоне обдувки.
В зонах топочной камеры с более высокой температурой металла экранных труб, а также для полурадиационных и конвективных поверхностей нагрева водяная обдувка может применяться только в опытном порядке.
2 .1.2. В качестве обдувочного агента следует использовать техническую воду с температурой не более 60 °С и давлением 1 - 2 МПа.
2. 1.3 . Рекомендуется использовать следующие основные типы аппаратов водяной обдувки:
маловыдвижные аппараты (с вводом сопловой головки в топку и ходом до 1 м), которые работают по схеме «на себя» и вращательно-поступательным движением сопла обеспечивают на топочном экране спиральный след струи;
дальнобойные аппараты (с невыдвигаемой в топку сопловой головкой), которые колебательным движением в горизонтальном направлении с одновременным вертикальным смещением сопла направляют струю воды через топку, обеспечивая зигзагообразный след струи на экране.
Дополнительно, для специальных применений, могут использоваться и глубоковыдвижные аппараты.
2. 1.4 . Для котлов с глубиной топок не более 15 - 17 м в большинстве случаев может быть рекомендована установка как маловыдвижных, так и дальнобойных аппаратов. Они могут применяться как самостоятельно, так и в сочетании друг с другом для повышения эффективности очистки и большей полноты охвата стен топки. В последнем случае установка маловыдвижных аппаратов наиболее целесообразна в зонах интенсивного шлакования экранов, в особенности при глубине топок свыше 10 - 12 м, а также в зонах, неохватываемых струями дальнобойных аппаратов.
В топках с гладкотрубными экранами при зазоре между экранными трубами более 4 - 5 мм по условиям надежности обмуровки предпочтительней установка маловыдвижных аппаратов.
В крупногабаритных топочных камерах следует в основном применять маловыдвижные аппараты. Дополнительная установка дальнобойных аппаратов может потребоваться в случае необходимости очистки скатов холодной воронки.
Глубоковыдвижные аппараты целесообразно использо вать только для очистки зон топочных камер, труднодоступных для других типов аппаратов (в частности, для очистки узких секций, образованных двусветными экранами и ширмовыми «щеками»), а также при применении водяной обдувки для очистки трубных пучков.
2 .1.5. Методы расчета и выбора схем установки аппаратов даны в РД 34.27.106-90.
2 .2. Аппараты паровой обдувки
2.2 .1. Аппараты паровой обдувки могут применяться на котлах, сжигающих твердые и жидкие топлива, для очистки испарительных и перегревательных радиационных поверхностей нагрева, выполненных в виде настенных топочных экранов, полурадиационных (ширмовых) и конвективных поверхностей нагрева, РВП.
2.2.2 . В качестве об дувочного агента следует использовать перегретый пар с температурой не менее 350 °С и давлением 1 - 4 МПа (в подводящих паропроводах).
2.2.3 . Рекомендуется использовать следующ ие основные типы аппаратов паровой обдувки:
для очистки топочных экранов - маловыдвижные аппараты (с ходом до 1 м) с вращательно-поступательным движением обдувочной трубы и регулированием давления пара по мере выдвижения сопловой головки, дающие спиральный след струи на топочном экране, а также аппараты, осуществляющие обдувку при вращении сопловой головки на постоянном расстоянии от топочного экрана;
для очистки ширмовых и конвективных поверхностей нагрева - глубоковыдвижные аппараты с вращательно-поступательным движением обдувочной трубы, дающие спиральный след струи в поперечных зазорах между трубами пучков;
для очистки РВП - аппараты с возвратно-поступательным перемещением многосопловой обдувочной трубы вдоль оси ротора либо с перемещением (поворотом) обдувочной трубы от центра ротора к периферии.
Дополнительно для очистки различных конвективных поверхностей нагрева могут быть применены глубоковыдвижные аппараты только с поступательным движением обдувочной трубы и многосопловой головкой, осуществляющие «веерную» обдувку, а также аппараты «грабельного» типа с возвратно-поступательным перемещением траверсных многосопловых головок.
2.2 .4. Методы расчета и в ыбора схем установки а пп аратов даны в разделе 3 .
2.3 . Устройства газоимпульсной очистки
2.3. 1. Газ оимпульсные устройства очистки могут применяться на котлах, сжигающих твердые и жидкие топлива, для очистки полурадиационных (ширмовых) и конвективных поверхностей нагрева, РВП.
2.3.2 . В качестве рабочих агентов следует использовать горючие г азы, включая электролизный водород, давлением 0,02 - 0,6 МПа и воздух давлением 0,002 - 0,6 МПа (в подводящих трубопроводах).
2.3.3 . Для при менения в энергетических котлах рекомендуется использовать устройства со стационарными импульсными камерами и постоянным источником газоснабжения по техническим документациям УралВТИ, завода «Котлоочистка» и НПО ЦКТИ.
2.3.4 . Методы расчета и вы бора схем, установки аппаратов даны в разделе 4 .
2.4 . У стройства стационарной паровой («пушечной») обдувки
2 .4.1. Устройства «пушечной» обдувки могут применяться на котлах, сжигающих твердые топлива, для очистки полурадиационных (ширмовых) и конвективных поверхностей нагрева.
2 .4.2. Для применения на энергетических котлах следует использовать устройства по технической документации завода «Котлоочистка», в качестве обдувочного агента - перегретый пар с температурой не ниже 450 °С и давлением 4 - 10 МПа.
2.5 . У становки дробевой очистки
2.5. 1. Установки дробевой очистки могут применяться на котлах, сжигающих жидкие и твердые топлива, для очистки конвективных поверхностей нагрева, включая трубчатые воздухоподогреватели, расположенные в вертикальных шахтах с опускным движением газов.
2.5.2 . Для применения в энергетических котлах рекомендуются установки с пневмотранспортом дроби по технической документации завода «Котлоочистка», использующие в качестве очищающего агента металлическую дробь эквивалентным диаметром 4 - 6 мм, для транспорта дроби - воздух давлением 0,03 - 0,1 МПа.
2 .6. Устройст ва акустической очистки
2.6. 1. Устройства акустической очистки могут быть рекомендованы для опытно-промышленного применения на котлах, сжигающих жидкие топлива и каменные угли, для очистки конвективных поверхностей нагрева, включая трубчатые воздухоподогреватели, расположенные в вертикальных шахтах.
2.6.2 . Для применения в энергетических котлах рекомендуются устройства по технической документации НПО ЦКТИ, работающие на перегретом паре давлением 0,4 - 0,5 МПа с основной генерируемой частотой звука 30 - 130 Гц.
3. РАСЧЕТ И ВЫБОР СХЕМ УСТАНОВКИ АППАРАТОВ ПАРОВОЙ ОБДУВКИ
3. 1. Условные обозначения
А - расчетный комплекс, кг/Дж;
а - коэффициент абразивности золы, м 2 /Н;
B - расчетная эффективная ширина стру и, мм;
d - диаметр сопла в узком сечении, мм;
G - расчетный расход пара через аппарат, кг/с;
h - глубина трубного пучка, мм ;
K н - поправочный коэффициент на эффективный динамический напор;
K р - поправочный коэффициент на давление пара;
KR - поправочный коэффициент на геометрическую компо новку пучка;
KS - поправочный коэффициент на расстояние до поверх ности;
KT - поправочный коэффициент на температуру пара;
n 0 - количество сопл в аппарате;
p - давление пара перед соплами, МПа;
Ref - расчетная эффективная дистанция обдувки (расчетный эффективный радиус действия), м;
RS - геометрический радиус действия, м;
S - вылет сопла от топочного экрана, мм;
Smin - м инимальное расстояние от аппарата до обдуваемой поверхности, мм;
S 2 - продольный шаг труб в пучк е, мм;
T - температура пара на входе в аппарат, °С;
Тг - средняя температура газов в обдуваемой поверхности, °С;
t - ширина поперечного зазора между параллельными рядами труб, мм;
Z - число рядов труб в пучке;
3.2 . Глубоковыдвижн ые аппараты
3.2. 1. Для эффективного применения апп аратов паровой обдувки следует выдерживать следующие условия:
при сжигании твердых топлив температура газов на входе в обдуваемые поверхности должна превышать температуру начала шлакования;
ширина поперечного зазора между трубами t во всех случаях должна составлять не менее 55 - 60 мм, при этом для твердых топлив, дающих плотные отложения, и расположении поверхности в зоне температур газов свыше 800 °С значения t рекомендуется принимать не менее 110 - 120 мм.
Примечание. Указания раздела 3.2 относятся в основном к глубоковыдвижным аппаратам с вращательно-поступательным движением обдувочной трубы, устанавливаемым для очистки гладкотрубных и мембранных ширмовых и конвективных поверхностей нагрева. По аппаратам другого типа достаточного опыта их применения в отечественной практике нет.
3.2.2 . В качестве обд увочного агента следует использовать перегретый пар с рабочим давлением перед соплами (за клапаном аппарата) в основном в диапазоне 1,2 - 2,0 МПа. Для малозольных твердых топлив, дающих золы невысокой абразивности, давление пара может быть повышено до 2,5 - 3,0 МПа.
Температура пара должна приниматься не ниже 350 °С при давлении пара менее 2,0 МПа. При давлении свыше 2,5 МПа температуру пара следует принимать не менее 400 °С.
3.2.3 . При сжигании твердых т оплив диаметры сопл рекомендуется принимать в соответствии с табл. 1 в зависимости от комплекса
где коэффициент абразивности золы а принимается по «Нормам теплового расчета котельных агрегатов».
Промывка и очистка котлов от накипи
В зависимости от типа котла, его производительности, свойств накипи и толщины отложений подбирается тот метод очистки, который необходим.
Стоимость прочистки котла зависит от разных факторов: типа котла, объёма котла, свойств и толщины накипи, способа прочистки и удалённости от города Москвы.
В зависимости от объёма работ и технического состояния котла возможно изменение цены.
Указана стоимость работы в г. Москве и Московской области при минимальной накипи (до 0,5 мм): цены.
Очистка от накипи паровых и водогрейных котлов
Статья опубликована в журнале "Промышленные и отопительные
котельные и мини-ТЭЦ" № 6 (57) 2019. Автор - руководитель
Компании "STEM-COM" Матвеев Н.Н.



Профилактика и очистка котлов
Профилактика котлов
Профилактика дешевле, чем ремонт
В особо тяжёлых случаях происходит обрушение расплавленного шлака с экранов и пода топки котла, что вызывает длительную остановку и привлечение больших людских и материальных ресурсов для ликвидации такого рода последствий.
Отложения могут иметь разную структуру от сравнительно мягкой золистой «шубы» до твёрдых лаковых конкрементов с трудом удаляемых механическими скребками или дробеструйными аппаратами.
Промывка и очистка парового котла
1. Локальные перегревы стенок водоподъёмных (экранных) труб в водотрубных котлах, трубных досок в жаротрубных котлах.
2. Снижение теплопередачи и как следствие потеря надёжности
и энергоэффективности.
3. Отложения провоцируют коррозионные процессы.
В таблице 1 представлен рост расхода топлива в соотношении с ростом толщины отложений в паровом котле:
Следует отметить, что рост отложений накипи носит прогрессирующий характер, по ходу которого из небольшого зародышевого кристалла образуется вначале «островок», а затем плотный слой накипи. Прогрессия нарастания накипи также усиливается и разницей температур, возникшей вследствие затруднённой теплопередачи.
Душирующие устройства и смесители для общепита

Длина гусака, мм: 250, Вес без упаковки, кг: 1.25, Габариты (В×Ш×Г): 26××
Срок гарантии, мес
Длина гусака, мм
Страна производитель
Производитель
Вес без упаковки, кг
Габариты (В×Ш×Г)
Весь список
Добавить в сравнение Добавлено в сравнение
Добавить в избранное Добавлено в избранное
Добавить в сравнение
Добавить в избранное
В наличии на складе: 231 шт.
Товар в наличии на складе.
Доставим в кратчайшие сроки!
Положить в корзину Купить в один клик Помощь специалиста
Доставка по Москве
Доставка по Москве: Стоимость указана при доставке по г. Москва в пределах МКАД до подъезда, за МКАД доставка рассчитывается в индивидуальном порядке.
Доставка до ТК
Доставка до ТК: Стоимость указана при доставка до транспортной компании в пределах МКАД, при доставке за МКАД доставка рассчитывается в индивидуальном порядке.
Самовывоз: осуществляется с 09:00 до 17:00,
1. г. Москва, Волоколамское шоссе, д. 142 (м. Волоколамская).
2. г. Домодедово, мкр-н Северный, ул. Логистическая, д. 1/16.
Устройство душирующее FRIULI 941000

Душирующее устройство – важный элемент оснащения профессиональной кухни. С его помощью можно быстро очистить от жира, налета, крошек и кусочков пищи любую загрязненную поверхность: подносы, тарелки, гастроемкости, противни, а также внутренние и внешние поверхности различного профессионального оборудования. Изготавливаются из хромированной латуни и нержавеющей стали – материалов, устойчивых к коррозии и механическим воздействиям.
Поставляется БЕЗ креплений к стене.
950х250х215 мм, вес 4 кг, резьба G1/2, гусак 250 мм.
Душирующие устройства, смесители с лейкой

Вес без упаковки, кг: 3.3, Габариты (В×Ш×Г): 120×15×44
Категория: С лейкой
Срок гарантии, мес
Страна производитель
Производитель
Вес без упаковки, кг
Габариты (В×Ш×Г)
Весь список
Добавить в сравнение Добавлено в сравнение
Добавить в избранное Добавлено в избранное
Добавить в сравнение
Добавить в избранное
В наличии на складе: Много
Товар в наличии на складе.
Доставим в кратчайшие сроки!
Положить в корзину Купить в один клик Помощь специалиста
Доставка по Москве
Доставка по Москве: Стоимость указана при доставке по г. Москва в пределах МКАД до подъезда, за МКАД доставка рассчитывается в индивидуальном порядке.
Доставка до ТК
Доставка до ТК: Стоимость указана при доставка до транспортной компании в пределах МКАД, при доставке за МКАД доставка рассчитывается в индивидуальном порядке.
Самовывоз: осуществляется с 09:00 до 17:00,
1. г. Москва, Волоколамское шоссе, д. 142 (м. Волоколамская).
2. г. Домодедово, мкр-н Северный, ул. Логистическая, д. 1/16.
Душирующие устройства, смесители гибкие
Вес без упаковки, кг: 3.3, Габариты (В×Ш×Г): 120×15×44
Категория: Гибкие
Срок гарантии, мес
Страна производитель
Производитель
Вес без упаковки, кг
Габариты (В×Ш×Г)
Весь список
Добавить в сравнение Добавлено в сравнение
Добавить в избранное Добавлено в избранное
Добавить в сравнение
Добавить в избранное
В наличии на складе: Много
Товар в наличии на складе.
Доставим в кратчайшие сроки!
Положить в корзину Купить в один клик Помощь специалиста
Доставка по Москве
Доставка по Москве: Стоимость указана при доставке по г. Москва в пределах МКАД до подъезда, за МКАД доставка рассчитывается в индивидуальном порядке.
Доставка до ТК
Доставка до ТК: Стоимость указана при доставка до транспортной компании в пределах МКАД, при доставке за МКАД доставка рассчитывается в индивидуальном порядке.
Самовывоз: осуществляется с 09:00 до 17:00,
1. г. Москва, Волоколамское шоссе, д. 142 (м. Волоколамская).
2. г. Домодедово, мкр-н Северный, ул. Логистическая, д. 1/16.
Читайте также: