
Выбор и характеристика сварочных материалов арматуры
Обновлено: 14.05.2024
Выбор и характеристика сварочных материалов арматуры
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Pipeline valves. Welding and quality control of welded joints. Technical requirements
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Научно-производственная фирма "Центральное конструкторское бюро арматуростроения" (АО "НПФ "ЦКБА")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 259 "Трубопроводная арматура и сильфоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2016 г. N 91-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 августа 2017 г. N 775-ст межгосударственный стандарт ГОСТ 33857-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 В настоящем стандарте реализованы основные положения СТ ЦКБА 025-2006 "Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования"
6 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на сварку узлов и конструкций трубопроводной арматуры из стали и железоникелевых сплавов для опасных производственных объектов (ОПО), атомных станций 4-го класса безопасности и других областей применения.
Стандарт устанавливает основные требования к сварочным материалам, подготовке кромок под сварку сборке, технологии сварки и термообработке сварных соединений, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений при проектировании, изготовлении и ремонте трубопроводной арматуры.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
ГОСТ 2.314-68 Единая система конструкторской документации. Указания на чертежах о маркировании и клеймении изделий
ГОСТ 12.1.005-88 Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.3.009-76 Работы погрузочно-разгрузочные Общие требования безопасности
ГОСТ 12.4.021-75 Системы вентиляционные. Общие требования
ГОСТ 2246-80* Проволока стальная сварочная
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 2246-70. - Примечание изготовителя базы данных.
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-70 Швы сварных соединений. Ручная дуговая сварка. Основные типы, конструктивные элементы и размеры*
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. - Примечание изготовителя базы данных.
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы, конструктивные элементы и размеры
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20295-85 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
ГОСТ 23055-78 Классификация сварных соединений по результатам радиографического контроля
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 24856-2014 Арматура трубопроводная. Термины и определения
ГОСТ 33260-2015 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Основные требования к выбору металлов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Как варить арматуру своими руками
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.

Особенности сваривания арматуры
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Классификация материалов для сварки и правила выбора
Когда говорят о сварке, в первую очередь речь идет о правильном управлении сварочными аппаратами. И это правильно, ведь мастерство сварщика во многом заключается в его навыках сварки, именно благодаря им он получает новые разряды. Однако, здесь участвует не только сварочный аппарат и детали, на которых он применяется, но также различные сварочные материалы. О том, что это, как применяется — в этой статье.

Требования к сварочным материалам
Материалы для сварки разнообразны и выполняют следующие функции:
- удаление окислов;
- обеспечение правильного наплава, а также более аккуратного шва;
- защита шва от кислорода;
- удешевление сварки и т. д.
Но чтобы сварочные материалы действительно помогали, им нужно отвечать требованиям качества. Поэтому их продажа находится под строгим контролем, а производство осуществляется по установленным стандартам. Например:
Эти ГОСТы нужно знать, так как они указываются на упаковках и сертификатах, прикрепляемых к каждой партии. Помимо ГОСТа можно там же можно найти информацию о:
- типе материала, марке;
- номере плавки, партии;
- химическом составе;
- механических характеристиках сварочных материалов;
- массе нетто и т. д.
Помимо состава, к прокалке тоже установлены требования. Она проводится при температуре +300 – +350 °C в течение 1–2 часов. Этот процесс, помимо всего, позволяет найти дефекты на расходниках. Есть целый стандарт, ГОСТ 6032, где описаны требования к сварочным расходникам, имеющим высокую стойкость. Они должны проходить тест МКК (межкристаллитной коррозии).
Существуют требования и к условиям хранения, а также транспортировке.
Виды материалов для сварки
Учитывая, сколько функций может выполняться расходными материалами для сварки, они делятся на: электроды и пруты, проволоки, флюсы, газы и керамические подкладки на случай соединения стыков.
Каждый расходник делает что-то свое благодаря принципу использования и составу, поэтому для выбора сначала нужно изучить все классификации, их характеристики, чтобы свободно в них ориентироваться.
Проволока, прутки
Когда проволока плавится, она заполняет собой формируемый при сварке шов. Поэтому проволоки называют присадочными и бывают они:
- Низкоуглеродистыми, когда содержание углерода менее 0,12%.
- Низколегированными — для теплостойких и конструкционных сталей.
- Высоколегированными — для хромоникелевых сталей, нержавейки.
Ленты и прутки для присадки выполняют ту же функцию, а делаются из меди, стали, алюминия. Они нужны на случай, если присадочный материал нужно подавать широким тонким слоем.

Электроды
Электроды — это особые стержни, которые делаются из веществ, проводящих электричество. Нужны они как раз для подачи тока к месту сварки.
Особенности конструкции позволяют электродам делиться на металлические и неметаллические. Металлические делаются из стали, меди, бронзы и других цветных металлов. А неметаллические имеют покрытие их угольных или графитовых составов, которые не плавятся.
Все виды электродов должны обеспечивать устойчивое горение в зоне сварки, а также изоляцию сварочной ванны, уменьшая разбрызгивание металла.
Чаще всего электроды имеют слой металла, а используются для ручной дуговой сварки. Однако, есть такие, что покрыты различными ионизирующими, стабилизирующими и другими веществами.
В зависимости от покрытия электроды помечаются буквами: А — покрытие с кислотными добавками, Б — классические, Ц — с целлюлозой, П — смешанный состав.

Газы используют для разных целей, есть горючие газы и те, что только поддерживают горение. К последним относятся:
- водород;
- кислород;
- пропан;
- ацетилен и т. д.
А вот для защиты подойдут и инертные, и активные. Углекислый газ, а также смеси на его основе будут в числе активных, а среди инертных выделяются гелий и аргон.
Инертные газы почти не вступают в реакцию с металлами, в отличие от активных.

Флюсы
Флюсы помогают растворять окислы, возникающие на поверхности свариваемых металлов. Также флюс не пропускает к месту сварки кислород, который и инициирует окисление.
Дополнительно флюсы иногда умеют упрощать нагревание металла.
В зависимости от способа изготовления, флюсы бывают плавлеными и неплавлеными, жидкими или порошкообразными.
Жидкие флюсы оказываются полезны при подготовке места, на котором далее появится шов. Перед варкой нужно снять оксидный слой, который есть на заготовке, а также одновременно обезжирить ее, с чем справляется жидкий флюс. Чтобы он выполнял подобные функции эффективно, в его составе обычно бывают щелочи или кислоты, так что подбирается флюс на основе того, с каким металлом предстоит работать и что для него более приемлемо.
Жидкие флюсы после использования смываются водой. А вот порошки смывать не нужно, функция у них иная. При нагревании такие флюсы выделяют газ, который защищает шов от окисления.

Выбор сварочных материалов
Качество сварки будет зависеть не только от знания видов, но также от правильности выбора сварочных материалов. Поэтому здесь нужно учитывать такие параметры:
- Тип сварки.
- Состав материалов, которые будут свариваться.
- Производитель сварочных расходников — он должен быть известен другим сварщикам.
- Цена — обычно самые качественные материалы, применяемые при сварке, имеют среднюю цену.
Покупки стоит совершать только в проверенных магазинах, где можно приобрести не поддельный, не просроченный товар, который гарантированно правильно хранили и транспортировали.
В выборе расходных материалов также помогут отзывы других сварщиков, так что, посоветовавшись можно значительно уменьшить круг поисков.
Как определить расход материалов
Сварочные расходники высокого качества делаются из дорогого сырья с использованием сложных технологий. Поэтому их нужно экономить, не расходуя зря. Для этого существуют целые нормы, регулирующие расход каждого вида материала в зависимости от типа сварки, а также используемого для нее оборудования.
Нормы не строгие, поэтому позволяют понять нужное количество расходника только примерно. Но сначала нужно сделать расчет расхода, использовав формулы, в которые просто нужно поставить параметры.
Например, для проволок и электродов нужно знать площадь поперечного сечения шва, коэффициент наплавки, а также длину шва. Полученное значение подставляется под значения в нормативных документах с учетом запаса на пробные швы или исправление брака.

А вот расход газов можно просто определить по таблицам, для каждого вида существует своя.

Условия хранения
ГОСТы, которые регламентируют качество материалов для сварочных работ, также регулируют правила их хранения.
Для правильного содержания потребуется сохранить заводские упаковки, чтобы помещать туда материалы после использования. Все они должны быть дополнительно расфасованы, а также промаркированы по сортам и маркам.
Все расходники хранятся в отдельных помещениях, в зависимости от их вида условия могут меняться. Так, флюсы или электроды с покрытием хранят в сушильных шкафах, термических пеналах, герметичных тарах, если те предварительно прокаливали.
Места для хранения должны быть сухими, отапливаемыми, хорошо вентилируемыми, но не позволять сварочным расходникам постоянно находиться под прямыми солнечными лучами. Температура должна опускаться не ниже 15°C, а влажность быть не выше 40%.
Соблюдение этих условий позволяет хранить материалы неограниченное время. А вот если оставить их на открытом пространстве, то они не проживут дольше 5–15 дней в зависимости от состава.
Подбор расходных материалов важен для любой сварки, промышленной и бытовой. А потому каждому сварщику помимо навыков работы со сварочными аппаратами и знания особенностей металлов нужно иметь также понимание того, какие сварочные материалы существуют, а еще как их правильно использовать, чтобы сделать работу качественнее.
Технология сварки арматуры

Сварка арматуры позволяет быстро изготовить жесткий каркас любых размеров. Однако применение этого метода не всегда допустимо. Решение зависит от материала стержней и действующей на них нагрузки.
.jpg)
Что такое арматура
Разновидности арматуры
В соответствии с ГОСТ 5781-82 стержни делятся на классы от А-I (А240) до А-VI (А1000). В основном применяют следующие:
ГОСТ Р 52544-2006 устанавливает еще 3 класса арматуры, подвергнутой термомеханическому упрочнению:
- А500С. Горячекатаные стержни. В последние десятилетия широко применяются вместо А-III. За счет использования стали без легирующих добавок стоят дешевле и могут соединяться между собой дуговой сваркой.
- В500С. Холоднокатаный вариант.
- Ат800. Более прочная горячекатаная разновидность.
В железобетонном изделии различают 2 вида арматуры:
- Продольная. Является основной, держит расчетную нагрузку.
- Поперечная. Служит для соединения поясов продольной арматуры в 3-мерный каркас. Обеспечивает связь между сжатым бетоном и растянутыми стержнями, воспринимает усилия от температурного расширения.
Диаметр у поперечной арматуры меньше, чем у продольной.

Особенности сваривания арматуры
При организации других видов соединений (нахлесточного, крестообразного и таврового) необходимо держать электрод под правильным углом.
Основные требования
В местах сварки металл не должен терять прочность и пластичность. Некоторые стали, например, 35ГС, запрещено соединять данным методом, поскольку материал в зоне шва становится хрупким. Каркасы из таких стержней собирают с помощью вязальной проволоки или фиксаторов из пружинной стали.
Рекомендуем к прочтению Сколько разрядов существует у сварщиковПеред сваркой с арматуры удаляют грязь и пыль. При небольшом объеме работ ее зачищают до металлического блеска, что положительно отражается на качестве шва. На крупных стройках этого не делают, т.к. подобная подготовка влечет за собой существенное удорожание процесса и растягивание его во времени. Толщину электрода и сварочный ток подбирают так, чтобы избежать прожига стержня.
Способы сварки арматуры
Применяют ручную дуговую сварку, автоматическую и полуавтоматическую. Существует несколько вариантов расположения стержней один относительно другого.
Внахлест
К такому способу прибегают на участках, не подверженных большим нагрузкам. Придерживаются следующих рекомендаций:
- Соединяют стержни одинаковой толщины.
- Данный параметр (D) должен быть не менее 20 мм.
- Минимальная длина нахлеста составляет 10D.
- Стержни располагают горизонтально.
Встык
Этот тип соединения применяют для стержней диаметром 20-100 мм. Сварку осуществляют ванным способом:
- Арматуру укладывают с небольшим зазором между торцами.
- Ограничивают пространство между стержнями с 3 сторон накладками или специальной U-образной скобой.
- Сварочным электродом оплавляют торцы, в результате чего в зазоре между ними образуется ванна расплавленного металла.
- После его остывания накладки удаляют.
- высокие прочность и надежность соединения (подходит для ответственных конструкций);
- возможность вести работы в любом пространственном положении.
Точечная контактная
- большая энергоемкость;
- потребность в специальном крупногабаритном оборудовании (может эксплуатироваться только в условиях промышленного предприятия).
Арматуру можно накладывать друг на друга или соединять встык. Во втором случае действуют ограничения по диаметру:
При наложении стержней внахлест сварку производят в нескольких точках.
Крестообразная
Сварку выполняют строго в горизонтальном или вертикальном положении. Это обеспечивает плотный контакт арматуры и предотвращает вытекание расплавленного металла. Электрод держат под углом 30-45° к плоскости стержней.

Данный вид сварки нельзя выполнять при отрицательных температурах воздуха.
Оборудование и материалы для сварки
Арматуру варят стандартными аппаратами для электродуговой сварки:
- трансформаторными;
- выпрямителями;
- инверторами, в т.ч. бытовыми.
Газовую сварку не применяют.
Разовые и небольшие по объему работы производят ручным способом. Ему присущи такие недостатки:
- требуется исполнитель с высокой квалификацией;
- процесс занимает много времени;
- характеризуется высокими расходами.
При серийном изготовлении каркасов в производственных условиях задействуют полуавтоматическую и автоматическую сварку. Это дает следующие преимущества:
- возрастают качество и производительность работ;
- снижаются себестоимость и требования к квалификации исполнителя.
Технология сварки арматуры
В качестве примера полезно рассмотреть соединение ванным методом. Действуют в следующем порядке:
- Стержни подрезают гильотиной или болгаркой до нужной длины. Можно сварочным аппаратом, но это более затратный способ.
- Удаляют с них грязь и пыль, концы на длину 3-4 см зачищают до металлического блеска. Затем их моют и обезжиривают.
- Устанавливают арматуру в проектное положение. Максимально допустимое отклонение от соосности составляет 5% от толщины стержней. Величина зазора между торцами зависит от напряжения: 1,5D (диаметра электрода), если 220 В; и 2D, если 380 В.
- Крепят в зоне соединения накладки или скобу, препятствующие растеканию металла. Стальные детали приходится оставлять, что приводит к удорожанию работ. Съемные керамические или графитовые накладки используют многократно. Их фиксируют проволокой или струбциной.
- Если используют металлические накладки, их прихватывают к арматуре.
- Чиркают расходником по одному из торцов и плавят его, совершая колебательные движения между стержнями арматуры. Догоревший электрод быстро меняют на новый и так до тех пор, пока ванна не будет заполнена.
- Дожидаются остывания шва и проверяют его качество.

Проверка прочности готовой конструкции
Качество швов проверяют:
- Визуально. Осматривают соединение на предмет трещин, сквозных прожогов, подрезов, непроваров, пор и кратеров.
- Гамма-дефектоскопией. Метод для выявления внутренних дефектов (непроваров, пор, микротрещин, неметаллических включений).
- Простукиванием молотком или сбрасыванием каркаса на пол с высоты в 1-1,5 м (тест на прочность).
Параметры режимов сварки
Рекомендуемая длина дуги составляет 2 мм. С увеличением данного показателя разряд начинает «гулять» по поверхности, что приводит к непровару и разбрызгиванию металла.
Рекомендуемые показатели тока
Ампераж зависит от типа электрода и его толщины:
Если работы ведутся при отрицательной температуре воздуха, силу тока увеличивают на 15-20%.
Особенности подбора электродов
Профессионалы в большинстве случаев используют электроды УОНИ-13/55 Э50. Они имеют основное покрытие с деионизирующими элементами (фосфорными производными), затрудняющими горение дуги. Поэтому новичкам сложно варить такими расходниками: рекомендуют применять электроды марок АНО, МР-3, ВСЦ-4 или СМ-11.
Соотношение электродных и арматурных стержней по толщине
Нахлесточные и крестообразные соединения варят такими расходниками (толщина арматуры/электрода в мм):
Рекомендуем к прочтению Образцы технологической карты для сварочных работПараметры для ванного метода приведены в таблице:
Техника безопасности
С целью защиты глаз и кожи от жесткого ультрафиолетового излучения и капель расплавленного металла сварщик использует средства индивидуальной защиты:
- щиток с темным стеклом;
- спецодежду;
- рукавицы.
Работы проводят с соблюдением правил электробезопасности.
Особенности сварочных работ на высоте
Если монтаж ведется с применением оборудования для промышленного альпинизма, оно должно быть усилено стальной цепью или тросом. Такие работы запрещено проводить в условиях плохой видимости:
- в темноте;
- в тумане;
- в снегопад.
В остальных случаях применяют строительное оборудование или специально смонтированные конструкции, позволяющие закрепиться страховочным поясом.
При выполнении работ в нескольких точках на разной высоте монтируют ограждения, препятствующие падению на нижерасположенных работников инструмента, капель расплава, электродов.
Сварщик должен иметь:
- Сумку для инструмента.
- Пенал для электродов.
- Огнестойкую тару для огарков.
Возможные сложности
Часто приходится сталкиваться с ситуациями:
- Залипает электрод. Необходимо увеличить сварочный ток.
- Дуга прожигает свариваемую арматуру, или образуется чрезмерно большая ванна. Уменьшают ток либо применяют электрод меньшей толщины.
Что лучше: сварка или вязка арматуры
Каждый способ имеет свои сильные и слабые стороны. Достоинства вязки:
- Низкая скорость выполнения работ.
- Отсутствие жестких связей.
Второй аспект проявляется при изготовлении больших каркасов.
Сварка, наоборот, позволяет быстро получить жесткие конструкции любых размеров, но имеет следующие недостатки:
- Обходится дороже.
- Требует участия специалиста со сложным оборудованием.
- Неприменима к стержням толщиной менее 12 мм (возможен прожог).
- Может привести к уменьшению прочности и пластичности в зоне соединения.
- Нуждается в электроснабжении.
Дополнительная информация
Сварку внахлест правильно вести в нижнем положении. В верхней позиции сталь плавится менее интенсивно. Также допускается расположение стержней под углом в 15-20°.
Стыковая сварка арматуры

Преимущества и недостатки
Сначала о достоинствах:
- в отличие от сварки внахлест стыковая не приводит к увеличению металлоемкости конструкции;
- диффузионный слой по всей поверхности торца обеспечивает необходимую прочность соединения;
- есть возможность выбора сварочного оборудования в зависимости от места проведения работ: в здании или непосредственно на строительной площадке;
- соединения выполняют в горизонтальном и вертикальном положении;
- не требуется высокой квалификации сварщика для ручной работы;
- разработано оборудование для полной автоматизации процесса.
При всех «плюсах» не обошлось без «минусов»:
- в закаленном металле создаются остаточные напряжения, снижающие прочность на изгиб и кручение;
- при электродуговом методе возникают сложности при ручной сварке тонкой арматуры;
- высокая стоимость сварочных автоматов, невозможность их использования на открытой строительной площадке;
- необходимость использования расходных материалов при ручной, полуавтоматической сварке.
Способы сварки арматуры встык
В стандарте указаны десять способов стыковой сварки арматуры, на практике чаще применяются четыре:
- электродуговая с использованием плавящихся электродов, ручных сварочных аппаратов любого типа (трансформатор, выпрямитель, инвертор);
- полуавтоматическая с использованием присадочной проволоки; с использованием специальной съемной или одноразовой формочки, изолирующей зону ванны расплава; – соединяемые торцы разогреваются, затем сжимаются с усилием.
При выборе способа сварки необходимо учитывать диаметр прутка, способ его производства.
Оборудование и режимы
- Для ручной электродуговой сварки выбирают оборудование, обеспечивающее необходимый постоянный рабочий ток от 180 до 500 А:
Режим рабочего тока выбирают по диаметру прутка:
| Диаметр прутка, мм | Рабочий ток, А |
|---|---|
| 5 | 190 - 210 |
| 6 | 237 - 262 |
| 8 | 285 - 315 |
| 10 | 332 - 367 |
| 15 | 380 - 420 |
| 20 | 427 - 473 |
Электроды подбирают по типу арматурных прутков: для АIV и АV класса используют УОНИ 13 55, ДСК 50, УП 2 55, К 5 А. Холоднотянутую можно варить МР и ОНА-21.
- Для полуавтоматического соединения арматуры используют стандартный комплект: выпрямитель для электропитания, полуавтомат с подачей присадки, газовое оборудование для создания защитной атмосферы инертного или углекислого газа. В качестве присадки используют порошковую проволоку для стали.
- Для стыковой сварки арматуры ванным методом нужны специальные разъемные скобы, которые надеваются на пруток. Они нужны, чтобы расплав не вытекал из зазора между свариваемыми прутками. Насадки бывают:
Автоматы или машины различаются по функциональности, размеру соединяемых элементов.
Технология стыковой сварки арматуры
Подготовительный этап предполагает зачистку и выравнивание соединяемых торцов. Используют резак и щетку по металлу, поверхность зачищают до блеска. При сварке арматуры встык нужно контролировать соосность прутка, чтобы его не вело в сторону. Допуск смещения не более 0,05 % от диаметра стержня.
Встык соединяют арматурные прутки одного размера, сплава. Только в этом случае образуется прочный шов.
Электродуговая и полуавтоматическая сварка проводится по периметру точечно с образованием непрерывного шва. При работе с тонкими стержнями (до 10 мм) нужно следить, чтобы не было прожогов. Тонкие прутки лучше варить встык с помощью накладок или соединительных муфт. Получается качественное соединение, способное выдержать большую нагрузку. Контроль стыка производят после удаления шлаковых образований.
Контактный способ основан на использовании физических свойств стали – большом сопротивлении, способности разогреваться под воздействием электрического поля (кинетическая энергия электронов преобразуется в тепловую).
Когда разнополюсные контакты подводятся к пруткам на небольшом расстоянии от стыка, торцы начинают разогреваться. Зажимные устройства сдвигают стержни навстречу друг другу. При таком соединении диаметр шва превышает диаметр прутка. В зависимости от способов разогрева торцов различают:
- непрерывное оплавление (метод применяют для сплавов категории АI);
- предварительным прогревом и прерывистым оплавлением (для сталей АII–АV).
Толстые стержни варят на мягком режиме – длительный разогрев и сжатие, сила тока до 10 кА, тонкую – на жестком, ток до 20 кА.
Метод стыковой сварки арматуры выбирают под условия проведения работ. Плюс метода в том, что работы можно проводить самостоятельно, используют электродуговой сварочный аппарат. Работа на автоматах проводится только в заводских условиях. Метод экономный, при сварке арматурных прутков внахлест расход металла увеличивается до 30%.
Сварные соединения из арматурной стали
Сталь горячекатанная круглая гладкого и периодического профиля для армирования обычных и предварительно напряженных конструкций (ГОСТ 5781-82) в зависимости от механических свойств подразделяется на 6 классов (см. таблицу ниже), а сталь стержневая арматурная термомеханически и термически упрочненная периодического профиля (ГОСТ 10884-81) - на 5 классов (см. таблицу ниже).
Механические свойства горячекатанной арматурной стали
| Класс стали | Марка стали | Временное сопротивление разрыву σв, МПа | Предел текучести σт, МПа | Относительное удлинение δ, % |
| А-I | Ст3кп3, Ст3пс3, Ст3сп3, ВСт3кп2, ВСт3пс2, ВСт3сп2, ВСт3Гпс2 | 373 | 235 | 25 |
| А-II | ВСт5пс2, ВСт5сп2, 18Г2С, 10ГТ | 441/490 | 294 | 19/25 |
| A-III | 35ГС, 25Г2С, 32Г2Рпс | 590 | 392 | 14 |
| A-IV | 80С, 20ХГ2Ц | 883 | 590 | 6 |
| A-V | 23Х2Г2Т | 1030 | 785 | 7 |
| A-VI | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР | 1230 | 980 | 6 |
Механические свойства термомеханически и термически упрочненной арматурной стали.
| Класс стали | Марка стали | Временное сопротивление разрыву σв | Предел текучести σт, МПа | Относительное удлинение δ, % |
| Aт-III | БСт5пс, БСт5сп | 590 | 440 | 14 - 15 |
| Aт-IV | 09Г2С, 10Г2С, 25Г2С, 20ХГС2 | 785 | 590 | 9 - 10 |
| Aт-V | 09Г2С, 10ГС2, 20ГС, 20ГС2, 20ХГС2 | 980 | 785 | 7 - 8 |
| Aт-VI | 20ГС, 20ГС2, 20ХГС2 | 1180/1230 | 980 | 6 - 7 |
| Aт-VII | - | 1370/1420 | 1180 | 5 - 6 |
В арматурных сталях содержание углерода составляет 0,06 - 0,37%. Поэтому термообработка оказывает существенное влияние на свойства и структуру сталей, которая может изменяться от перлитной до закалочной мартенситной.
Свариваемость
Проблемы при сварке:
1) поры;
2) горячие трещины;
3) холодные трещины;
4) получение равнопрочных соединений.
При сварке остальных сталей существует опасность появления холодных трещин. Но есть смягчающие условия сварки, связанные с особенностью сварных соединений арматуры. Это, как правило, соединения стержней встык, в которых одноосный теплоотвод и, следовательно, интенсивный самоподогрев. Кроме того имеют место одноосное напряженное состояние и свободная усадка, так как при сварке стержни не закреплены в осевом направлении.
Способы сварки и сварочные материалы
Выбор способов сварки и сварочных материалов определяется:
1) местом выполнения сварки (завод, строительно-монтажная площадка);
2) типом изделия (сетка, каркас, стык стержней, закладные детали);
3) классом арматурной стали;
4) профилем и диаметром арматуры, толщиной листовых заготовок;
5) типом соединений и положением сварки и др.
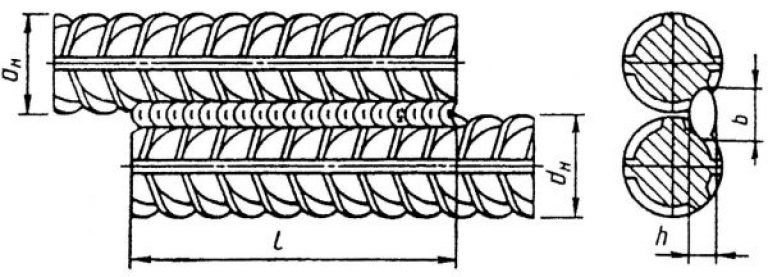
Сварочные работы должны выполняться в соответствии с нормативными документами по сварке арматуры и закладных изделий железобетонных конструкций. Стыковые соединения из горячекатанной арматуры 1-Ш классов рекомендуется сваривать дуговой ванной сваркой под флюсом, порошковой самозащитной проволокой и покрытыми электродами в медных инвентарных формах. На стальных скобах-накладках сваривают электродами, голой и порошковой самозащитными проволоками ванным способом и многослойными швами. В качестве сварочных материалов применяют стандартные электроды рутилового и основного типов, кремне-марганцевые флюсы марок АН-348А, АН-8, АН-22, АН-14 и ФН-7, сплошные и порошковые проволоки.
В случае стыков арматуры более высокого IV-VI класса и термомеханически и термически упрочненной арматуры 1Vт-Vт класса рекомендуются соединения со стальными скобами-накладками, накладками из арматуры и соединения внахлестку, а сварка более предпочтительна многопроходная на ограниченной погонной энергии, чтобы свести к минимуму разупрочнение в ЗТВ. По этой же причине рекомендуется смещение накладок, применение односторонних швов, локальная термообработка и ограничения по использованию марок сталей.
При изготовлении закладных деталей применяют ручную дуговую сварку покрытыми электродами, механизированную в СO2 и под флюсом. Кроме дуговой сварки в заводских условиях при изготовлении сеток и пространственных каркасов широко применяется точечная контактная сварка, контактная сварка оплавлением стержней арматуры встык, контактная рельефная сварка при изготовлении закладных изделий.
Сварные соединения
Стали для сварки конструкций
СТАЛЬ УГЛЕРОДИСТАЯ ОБЫКНОВЕННОГО КАЧЕСТВА (ГОСТ 380-71*)
Подразделяется на 3 группы
ГРУППА
МАРКА СТАЛИ
А
Ст0, Ст1, Ст2, СтЗ, Ст4, Ст5, Ст6
Б
БСт0, БСт1, БСт2, БСтЗ, БСт4, БСт5
В
ВСт1, ВСт2, ВСтЗ, ВСт4, ВСт5
Согласно СНиП II-23-81 для сварки конструкций используются только стали группы В с номером марки 3
МАРКА
% углерода
Предел прочности, МПа
кп - кипящая, пс - полуспокойная, сп - спокойная, Г - с содержанием марганца до 1 %
СТАЛЬ УГЛЕРОДИСТАЯ КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯ (ГОСТ 1050-74)
Обозначается цифрой, соответствующей % содержания углерода в сотых долях
МАРКА
% УГЛЕРОДА
Предел прочности, МПа
БУКВЕННЫЕ ОБОЗНАЧЕНИЯ
химических элементов, используемых как легирующие добавки

СТАЛЬ НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ (ГОСТ 19282-73)
ЛЕГИРОВАННЫЕ СТАЛИ ИМЕЮТ БУКВЕННО- ЦИФРОВОЕ ОБОЗНАЧЕНИЕ
Первые две цифры означают содержание углерода в сотых долях процента. Цифры после букв - содержание легирующего элемента в %. Отсутствие цифры после буквы указывает, что данного элемента содержится около 1%
Читайте также: