
Технология производства кирпича ручной формовки
Обновлено: 15.05.2024
Формовка кирпича
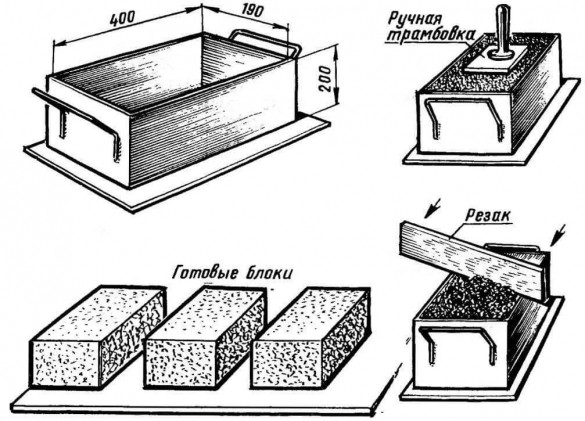
Формовка кирпича в условиях частной стройки выполняется в прямоугольных формах, а задачу пресса выполняет деревянная болванка. При всей простоте и кустарности такого метода формования кирпича-сырца (или необожженного кирпича) изделия вполне пригодны для обустройства ограждений, небольших построек и малых форм. Материал матриц-форм для кирпича – чаще всего фанера, обрезки доски и бруска, крепеж – гвозди, саморезы. Для изготовления декоративного кирпича сегодня можно приобрести готовые формы из силикона или пластика. Количество форм определяют по оптимальной величине замеса. Выход готового кирпича прямо зависит от количества форм, поскольку сырец сохнет долго -до нескольких суток. Если стройка солидная, то оправдана покупка блок-форм и кирпичного пресса. Габарит кирпича ручной формовки может быть любым, но обычная практика фантазий не оправдывает. Классика не подведет – стандартные кирпичные размеры 250*120*65 проверены временем. Чтобы будущий кирпич лучше сцеплялся с растворным слоем, низ и крышку формы снабжают выступами в форме конусов аналогично отверстиям в заводском блоке. Это экономит материал и время работ, а также снижает общий вес конструкции. Донца форм крепят прочно, а крышки не фиксируют - для удобства выемки сформованных кирпичей. После формовки кирпич обжигают или сушат по определенной технологии. Но кирпич ручной формовки может быть изделием высокой прочности и эксклюзивной эстетики, все дело в технологии и применяемом оборудовании для обжига.

Кирпич ручной формовки
Процесс несложен: деревянные формы смачивают холодной водой, присыпают сухим порошком гипса или цемента (бывалые мастера применяют обычную мелкую пыль от просеивания песка и других инертных заполнителей). Затем заполняют блок-форму или отдельные ячейки глиняной смесью с наполнителем или без, утрамбовывают и оставляют в защищенном от солнца и ветра месте для сушки. Отличие кирпича ручной формовки от стандартного – это особый ретро-вид, оттенки и фактуры, чаще всего создаваемые в целях реставрации архитектурного памятника, а в частном хозяйстве – для ультрамодного декора камина или печи, а также фрагментов художественной облицовки фасада.

Кирпичи ручного формования относят к эксклюзивным отделочным материалам, и секреты создания антикварной поверхности производители, как правило, не выдают.

Для формовочной смеси требуются сланцевые глины, которые в лесу добыть вряд ли возможно, брать нужно из карьера. Такие глины имеют качество тугоплавкости, и добываются для производства клинкера. Оттенки глинистого сланца различны, за исключением белых, голубых и синих: чаще всего в желтой, розово-красной, реже в серой гамме. Процесс изготовления мало отличается от обычной формовки кирпича под обжиг или сушку: глина очищается от посторонней примеси, размельчается и просеивается через сита, а затем замачивается в воде (настаивается).

Имитировать старинный кирпич, прочный и прошедший «огни и воды», можно несколькими способами. Сделать кирпич очень темным – это придаст декору древний вид. Штучный кирпич формуют отдельно, плотное пластичное тесто режут проволочными стяжками и не выкладывают в формы, а сильно и резко бросают в них глиняные заготовки. Кусок теста должен быть больше формы, поскольку добавлять нельзя, можно только срезать излишек шпателем заподлицо с бортами.

Ячейка должна быть прочной, а стенки гладкие, но для создания старинного «потертого» декора внутреннюю поверхность формы подсыпают мелким песком, заодно этот песок послужит «смазкой», чтобы слегка подсохший кирпич легко отделился от стенок и днища. При точной технологии и рецептуре формовые кирпичи вынимают из ячеек почти сразу, сырыми, и изделия не теряют форму. Сушат на стеллажах, при хорошей вентиляции и защите от резких перепадов температур и влажности (обдувка калорифером возможна, но не горячим потоком). Окончательной просушка считается, когда влажность кирпича не больше 9-10%. Прочный «древний» кирпич получают только технологией, включающей обжиг, вернее – прокаливание.

Необходимо оборудование, позволяющее поднять температуру до 800-900 град (муфельная печь обеспечивает нагрев до 1400 град). Причем первые 6 часов кирпич выдерживают всего при 150-200 град, обеспечивая удаление остаточной влажности, а затем плавно повышают нагрев. Тайны мастерства включают и точное время процесса для спекания куска глины в черепок, обладающий прочностью камня, и методы снижения температуры. Еще горячие кирпичи бросают с высоты в один метр, и кирпич при этом не разбивается, а лишь покрывается мелкой сеткой поверхностных трещинок, еще больше напоминая старинный камень.

Отличия кирпича ручной формовки:
- Всегда полнотелый, очень тяжелый и прочный.
- Имеет четыре рабочие поверхности. Можно распилить на плитки и декорировать фасад или внутренние помещения.
- Экологический чистое, совершенно безопасное изделие.
- Водостойкий.
- Морозоустойчивый, соответствует марке F100 (сто циклов замораживания-оттаивания в насыщенном водой состоянии).
- Прослужит десятки лет без малейшего снижения декоративности и прочности.
- Недостаток – очень высокая цена.
Промышленное производство кирпичей ручной формовки основано на применении современного оборудования и точный технологиях, а основных способов формования всего два, как и десятки лет назад: пластическая и полусухая формовка. При пластическом формовании сырые блоки-кирпичи просушивают до двух и более недель, поскольку влажный кирпич при прокаливании может крошиться, и даже сохраняя форму сильно теряет в качестве. Чтобы снизить риск трещинообразования, применяют добавки сланца, угля, опилочных наполнителей. Если готовый кирпич имеет характерную темную пятнистость, это значит – технология не выдержана и долговечным кирпич не станет. Полусухим способом, более современным по сравнению с пластическим, производят лучшие кирпичи за более короткое время. Сушат глину в порошке в сушильных барабанах, затем прессуют кирпичи под давлением, а после прокаливают.

Кладка кирпича ручной формовки
Один из нюансов декорирования и кладки кирпичом ручной формовки – это предварительное смешивание изделий не менее чем из четырех паллет, для того чтобы переходы цвета были естественными и облицовка высокохудожественной. При кладке в сухую жару кирпичи окунают в воду, чтобы адгезия с растворным слоем была сильнее. Применяют кладочные смеси с присадками, предотвращающими высолы, которые могут испортить весь эффект «старинной» стенки. В дождь и при температуре воздуха менее 5 градусов тепла кладку кирпича ручной формовки выполнять нецелесообразно.
Модные коллекции облицовки включают и стиль кирпичей ручной формовки, что говорит о востребованности материала и интересе к нему.
Кирпич ручной формовки, состав смеси, технология
Сегодня мы расскажем, как изготовить кирпич ручной формовки своими руками, что для этого вам понадобится.
Необычная расцветка и фактура, с неповторимым ретро видом, возрожденная старина, все это воплощено в кирпиче ручной формовки.
Фактически. это материал внешнего декора, для восстановления облика памятников архитектуры, декорирования внутридомовых конструкций (печи, камины, дымоходы).

Это материал - элита, с его использованием решают самые оригинальные и эксклюзивные замыслы архитекторов.
Кирпич ручной формовки
Имитация кирпича, которому сотни лет, возникает за счет особенной «пошарканной» поверхности.
Богатая цветовая гамма, позволяет подобрать вариант под конкретные цели. При этом, чем темней образец, тем выше его цена.
Состав смеси
Состав смеси прост. Необходима карьерная, сланцевая глина, которая обладает тугоплавкостью, и встречается различных оттенков: желтого, розового, красного и серого цвета.

Добытое сырье, после тщательной очистки от включений и примесей, размельчают и просеивают. Только после этого, замесив глину с водой, добиваются состояния однородной пластичной массы.
Ручная формовка кирпича
Секреты старых мастеров, придают процессу изготовления особую сакральность. До заполнения форм руками мастера, делается формовка.
Глиняное тесто выкладывают на рабочий стол и проволокой нарезают кусками, размер которых должен быть не меньше объема формы, для её полного заполнения.

Формы, чаще всего, делают из плотного дерева, с гладкими, внутренними поверхностями.
Для получения эффекта старения поверхности и для упрощения извлечения готового кирпича, используют мелкий песок, которым посыпают внутренние поверхности.
Подготовленные куски в форму вбрасывают резко с применением силы. Это обеспечивает полное заполнение формы и повышает качество изделия.
При этом, в случае, если массы не хватило для полного заполнения, дополнительно не добавляют, чтобы не снизить качество. После заполнения формы излишки срезают.

Сформованный, еще сырой кирпич, с аккуратностью вынимаются из формы и отправляют на стеллаж для просушки. Процесс сушки длится 1-3 недели, в зависимости от внешних условий, и должен обеспечить снижения уровня влаги в изделии до 10%.
Помещение, в котором осуществляют сушку, должно обеспечивать сохранение температуры и хорошее проветривание. Для ускорения процесса допускается обдувание стеллажей теплым воздухом.
Завершает технологический процесс – обжиг. В течение шести часов кирпичи проходят несколько стадий прокаливания. Начинается обжиг с удаления остатков влаги при 2000 градусов, после поднимают температуру на уровень 8000 градусов.
На этом этапе происходит спекание в целостный блок. Затем плавно снижают температуру. Знающие секреты мастера свежеиспеченный кирпич кидают с высоты 1 метра, для получения на поверхностях мелких трещин и бороздок, повышающих эффект «под старину».
Производство кирпича ручной формовки
При промышленном изготовлении используют два разных метода: пластический и полусухой.
Применяя первый, сырой блок до обжига сушат несколько недель. Недостаточно просушенный кирпич при обжиге раскрошится, но даже если этого не случится, качество будет значительно хуже.

Для ускорения просушки, в попытке исключить растрескивание, некоторые производители применяют примеси (угль, сланец, опилки).
Нарушение первоначальной технологии, приводит к появлению на поверхностях кирпича темных пятен, снижают его долговечность.
Второй метод, более позднее изобретение. Он позволяет повысить качество, а также экономить время и затраты.
Просушку глины делают в специальных барабанах. Из готового порошка колено-рычажным прессом делают формовку кирпича, и направляют на обжиг.
От стандартного кирпича кирпич ручной формовки отличается четырьмя рабочими поверхностями. Он полнотелый, что позволяет его распиливать и применять для декорирования, как помещения, так и фасада здания.
Обладает высокой прочностью, в течение десятилетий остается неизменным, его морозоустойчивость более 100 циклов, экологически безопасный, препятствует проникновению влаги.
Только высокие цены можно отнести к недостатку кирпича ручной формовки.
Кирпич ручного формования
Организация самостоятельного производства не потребует больших инвестиций.
Определяющим фактором станет наличие месторождения качественной, не жирной красной глины, не содержащей примесей. В течение нескольких суток глину замачивают или, как говорят специалисты «настаивают».

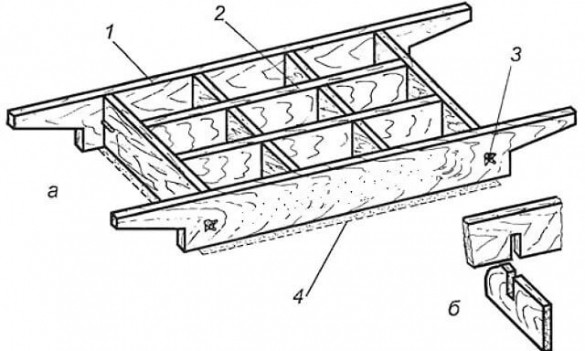
Формируют кирпич с применением самодельных рамок. Для их изготовления применяют фанеру или доски.
Сушка, обжиг
Сформированный брусок сушат в тени под навесом 10-20 дней. После просушки обжигают в специально изготовленной печи. Можно сделать обжиг в 200-литровых бочках, у которых удалено дно.
Просушенные блоки для равномерного прогрева, выкладывают, оставляя зазоры, немного сдвигая. Сверху бочку накрывают листом железа для исключения доступа во внутрь холода.
Обжиг длиться 20 часов, с поддерживанием постоянной высокой температуры, добавлением в огонь топлива.
По истечении времени костер оставляют догорать до полного остывания бочки.
Преждевременно потушенный огонь приведет к резкому перепаду температуры и соответственно растрескиванию кирпичей.
Проверка на качество
Обожженный кирпич можно проверить на качество. Разбить его кувалдой или сбросить с достаточной высоты. Если обжиг прошёл правильно, кирпич будет иметь равномерный цвет разлома, без каких-либо пятен и полутонов.

Затем обломки поместите в воду. Через несколько часов проверьте. Качественный кирпич сохранит свой цвет и структуру.
Технология ручного формирования при небольших партиях выполняется строже, кирпичи получаются более высокой прочности, долговечными.
Кирпич своими руками дома или на даче. Пошаговая технология
Из нашей статьи вы узнаете, как организовать домашний цех, какое оборудование необходимо и какие материалы использовать в производстве. Также вы познакомитесь с технологическими хитростями, которые сделают домашний кирпич не хуже заводского.
Содержание
- Что нужно для организации домашнего цеха:
- Оборудование и инвентарь
- Формы
- Расходный материал
- О пластификаторе
- Технология производства:
- Площадка и формы
- Замес
- Укладка
- Расформовка и складирование
- Выгода от домашнего цеха: экономия в цифрах
Как сэкономить на строительных материалах или снизить себестоимость их производства? Что выгоднее: купить материал или произвести его самостоятельно? Эти вопросы актуальны всегда, а особенно во времена кризиса. Но если о самостоятельном производстве стекла, металлопрофиля или гипсокартона речь не идет, то строительный блок или керамзитовый кирпич можно успешно производить своими руками на приусадебном участке или на даче.
Самостоятельное производство позволит сэкономить до 30% средств, затраченных на покупку блока и контролировать качество выпускаемой продукции.
Многие возразят, что кустарное производство не может конкурировать с заводским качеством, но с этим убеждением можно поспорить. Сейчас на рынке существует множество цехов, которые презентуют свою продукцию как соответствующую строительным нормативам и имеющие допустимую марку.
Если взять по одному образцу от десяти разных производителей и отдать их на исследования в строительную лабораторию, то шесть из них покажут результат ниже марки 30, а это предельно минимальный показатель для строительного блока.Для снижения себестоимости изделий некоторые производители идут на меры экономии, которые часто имеют преступный характер. Многие бизнесмены нарушают технологию производства в угоду прибыли, что делает их изделии опасными. По этой причине, для небольших объемов строительства рекомендуется организовать домашний цех.
Преимущество домашнего производства:
экономит до 30% денежных средств;
не требует дорогостоящего оборудования;
не требует специальных навыков;
можно не нанимать штат сотрудников;
работа в свободном графике;
приносит дополнительный заработок.
Что нужно для организации домашнего цеха
Для организации производства необходимо соблюсти три обязательных условия.
Ровная бетонированная поверхность площадью 20 м2, накрытая навесом или тентом.
Бетоносмеситель (обычная груша).
Вибратор глубинный малого размера.
Оборудование и инвентарь
Не стоит думать, что все это дорогостоящее оборудование. На вторичном рынке все это продается по низким ценам. К примеру, бывшую в употреблении бетономешалку объемом 180 литров можно найти за 5000 рублей. Новый глубинный вибратор можно приобрести по стоимости от 2000 до 5000 рублей. Бетонную площадку можно также изготовить собственными силами, затратив на это 7000-10000 рублей.

Также понадобятся вспомогательный инструмент: лопаты штыковая и совковая, кельма, ведра, емкость пластиковая, ножовка, молоток, набор ключей и отверток, садовая тележка. Еще одной статьей расходов станет целлофановая пленка, которая понадобиться при сушке готовых изделий. Большинство из перечисленного инвентаря имеется почти в каждом доме и покупку этих вещей можно не вносить в общую смету.

Формы
Для производства блока понадобятся формы и их можно изготовить из фанеры, металла, древесины. Размер блока составляет 200х200х400 мм. Оптимальной и недорогой по стоимости будет опалубка из доски. Для этого подойдет доска с высотой стенки 200 мм и толщиной не менее 25 мм. Доски следует пропитать горячим отработанным машинным маслом. Это придаст им защиту от влаги и продлит срок службы. Из подготовленной доски необходимо скрутить при помощи саморезов ячейки, которые по внутреннему объему должны соответствовать размеру блока. Лучший вариант деревянной опалубки – это продольные секции из 4-х ячеек.
Фанерные опалубки – это вариант более дорогостоящий, но влагостойкая фанера имеет свои преимущества. Если изготовить формы из фанеры, то геометрия изделия будет ровной, а поверхность гладкой. С применением фанерных форм можно делать цветной облицовочный блок. Такой блок подойдет для постройки дома, гаража, бани, забора, хозяйственных построек. Его преимущество в том, что цветной блок выглядит презентабельно и не требует дополнительной облицовки.

Формы из металла самые дорогостоящие, но и самые практичные. Они отличаются длительным сроком службы и повышенной функциональностью. Металлические опалубки можно сделать разборными, что значительно ускорит производственный процесс и облегчит их транспортировку и хранение. В металлических формах не гасится вибрация, что позволяет смеси лучше и быстрее вывести воздух.

Расходный материал
В качестве расходных материалов понадобиться: цемент марки М 400 или М 500, песок строительный, наполнитель, пластификатор С3. С покупкой пластификатора проблем не возникает. Его реализуют в местах продажи цемента или там, где продается материал для изготовления тротуарной плитки. Отдельно стоит рассмотреть наполнитель, или как его еще можно назвать: основная составляющая блока.
В разных регионах существует различные виды наполнителей, использующихся в производстве бетонных изделии. В регионах, где имеется глина, распространен керамзит. В тех местах, где используется много угля, в большом количестве присутствует шлак. Также, на всей территории страны можно без проблем купить щебень или отсев. В некоторых случаях для производства бетонных изделий используется бой кирпича и бетонная крошка.

Выбирать наполнитель следует по целевому применению кирпича. Если стоит цель сделать постройку теплой, то отлично подойдет шлак. Но такой блок подойдет только для одноэтажных строений с легкой кровлей, так как шлак материал легкий, имеет воздушные поры и не может нести большую нагрузку. Если же выбирать в качестве наполнителя керамзит, то следует покупать только конструкционный, мелкофракционный керамзит. Он способен нести нагрузку и из него можно строить здания до трех этажей.

В тех случаях, когда здание имеет высотность до пяти этажей и будет оборудовано бетонными перекрытиями, необходимо производить блок с использованием щебня. Для этих целей подойдет щебень фракции 5 – 10, или 10 – 20 мм. Такое изделие будет значительно тяжелее, чем блок из керамзита или шлака, но стоит учитывать, что на него будет воздействовать большая нагрузка.
О пластификаторе
Пластификатор – это одно из лучших изобретений, которое позволило производить высококачественный бетон в домашних условиях. С применением этой добавки бетон смог избежать пропаривания. Также с применением пластификатора можно исключить прессование, так как в подвижной смеси воздух удаляется намного эффективнее.
повышение подвижности бетонного раствора;
снижение количества воды в растворе;
уменьшение пористости бетона;
сокращения срока формовки изделия в три раза;
быстрый набор прочности;
усиление характеристик готового бетона (морозостойкости, прочности, влагостойкости);
легкость укладки смеси в формы.
Стоимость пластификатора - 50 рублей за килограмм, но его доля в одном изделии минимальна. Пластификатор растворяют в воде затворения в соотношении 1:100. То есть, на 100 литров воды требуется засыпать всего 1 килограмм сухого порошка. Если сделать перерасчет на один готовый блок, то затраты по пластификатору составят 30 копеек на единицу изделия.

Технология производства
Любое производство нужно начинать с покупки материала. Обязательные компоненты – это цемент, песок, пластификатор, наполнитель. Все это следует заказать, доставить на свой участок и поместить в непосредственной близости от производственной площадки. Цемент и пластификатор должны храниться в сухом месте. Для этого подойдет гараж или сарай. Сыпучие материалы необходимо закрывать от воздействия осадков толстой пленкой.
Шаг 1. Площадка и формы
В первую очередь нужно подготовить рабочую зону. Для этого необходимо подвести электричество к бетономешалке, приготовить удлинитель для глубинного вибратора. Также, нужно приготовить воду затворения в необходимом количестве. Для одного рабочего дня достаточно будет 200 литров воды, разбавленной пластификатором.
Также следует собрать опалубки и смазать их стенки отработанным машинным маслом. Это необходимо для того, что бы избежать прилипания цементной смеси к стенкам. Опалубки следует расположить на бетонной площадке с таким расчетом, чтобы между ними было удобно проходить. Необходимый инвентарь должен находиться под руками.
Шаг 2. Замес
Замес делается следующим образом. Сначала в бетоносмеситель помещается цемент, песок и наполнитель. Соотношение смеси должно быть таковым: 1 часть цемента, 2 части строительного песка, 4 части наполнителя (керамзита, щебня или шлака). Все компоненты нужно засыпать в бетономешалку и на сухую перемешать в течение пяти минут.
После того, как смесь перемешалась, нужно ввести воду затворения. Количество воды нужно определять на глаз, но стоит знать одну пропорцию. Вода рассчитывается по количеству используемого цемента. Для ее расчета существует специальный коэффициент, по которому определяется объем воды. Для изготовления бетонного блока методом вибролитья коэффициент составляет 0.4. То есть, если на один замес с пропорцией 1:6 уходит 50 кг цемента, то вес цемента умножается на 0.4 и получается количество необходимой воды в литрах. 50х0.4=20 литров воды затворения. Воду необходимо вводить небольшими порциями до достижения нужной концентрации. Смесь нужно перемешивать в течение 15 - 20 минут.
Следует учесть особенности влажности в каждом регионе. Если наполнитель влажный, то количество воды нужно уменьшить, а если сухой, то увеличить. Раствор должен напоминать густую сметану, а не растекаться. Нужно знать, что высокое количество влаги в растворе портит бетон. Лишняя вода оставляет поры в бетоне, что делает его ломким.
Шаг 3. Укладка
Когда смесь готова, то надо приступать к заливке. Готовую смесь нужно при помощи ведра и мастерка заложить в формы. Из замеса необходимо оставить ведро раствора, которое уйдет на доливку в формы после работы вибратора.
Когда смесь разложена в формы, следует приступать к ее укладке. Это делается при помощи глубинного вибратора. Рабочая часть вибратора помещается в форму наполненную смесью. При укладке смеси нужно пройти по всем углам формы. Это необходимо для исключения воздушных пор. При усадке смеси, которую даст вибрация, следует доложить раствор до нужного уровня. Что бы блок получился одинакового размера, форма должна быть заполнена до самого верха.
После того, как формовка произведена, необходимо накрыть формы целлофановой пленкой. Это не менее важный этап в изготовлении бетонных изделий, чем сама заливка или подготовка компонентов. Бетон должен зреть, а не сохнуть. Нельзя допускать вызревание изделий на отрытом солнце при воздействии ветра. Бетон в процессе вызревания выделяет тепло, которое необходимо сохранить. Под пленкой бетон пройдет процедуру, напоминающую пропарку. В таком состоянии кирпич должен находиться сутки.
Шаг 4. Расформовка и складирование
Через сутки блок можно доставать из форм. Если применяются фанерные или деревянные формы, то их следует аккуратно разобрать. Это не позволит краям изделия отколоться. Не стоит вытряхивать изделия из форм. При применении металлических форм можно извлекать изделия надавливанием сверху. Если в металлической форме соблюдена правильная геометрия, то изделие выйдет легко.

Готовый кирпич необходимо сложить рядами на поддон и снова накрыть пленкой. Как один из лучших вариантов складирования - это применение стрейч пленки, которой обматывается кирпич на поддоне. Она не только сохранит полезную влагу, но и не позволит упасть содержимому во время транспортировки. Использовать блок для строительства можно уже на пятые сутки после изготовления.

Выгода от домашнего цеха
Такие мероприятия задумываются только для экономической выгоды и ее нетрудно посчитать. Это можно сделать очень простым способом. Средний вес блока – 20 кг. Если перевести весь используемый материал в тонны, то получиться, что на условный цикл производства затрачено 1 тонна цемента, 2 тонны песка, 4 тонны наполнителя. Пластификатора на это количество продукции уйдет 6 кг, что выйдет на сумму 300 рублей. В качестве примера приведен блок строительный из щебня.
Стоимость расходного материала:
цемент 1 тонна – 5000 руб.
песок 2 тонны – 800 руб.
щебень 4 тонны – 2400 руб.
пластификатор 6 кг. – 300 руб.
Итоговая сумма затрат – 8500 рублей.
Из этого количества получиться 6 тонн готовой продукции или 300 блоков. Сумму затрат 8500 нужно разделить на 300 блоков, что даст сырьевую себестоимость единицы товара. Таким образом, сырьевая себестоимость блока составила 28,3 рублей. 1,7 рубля стоит заложить на энергозатраты.

Экономия в цифрах
Средняя розничная стоимость такого блока составляет 40 рублей. Экономия от домашнего производства очевидна и при необходимости постройки дома, на который уйдет 8000 блоков, можно сэкономить 80000 рублей. Но к дому всегда нужен гараж, баня, хозяйственные постройки и купленное оборудование не будет простаивать без дела. Можно сделать вывод, что кирпич своими руками – дело выгодное, которое помимо пользы собственному хозяйству принесет прибыль от продаж.
Также, стоит учитывать, что в целях экономии можно регулировать качество продукции и не допускать перерасход дорогостоящего материала. К примеру, на двухэтажный дом требуется 10000 строительных блоков. Первый этаж будет нести большую нагрузку и его лучше выложить из блока высокой марки выполненного из конструкционного керамзита (керамзитового гравия) или щебня. Оптимальным вариантом для второго этажа станет блок из более дешевого теплового керамзита (керамзитного щебня).
Лучшим вариантом для перегородок и внутренних стен станет щебень. Такие стены обладают повышенной шумоизоляцией и хорошо держат анкера для подвеса мебели, бытовой техники, электроники. Комбинированное применение различных видов наполнителя для возведения одного объекта позволит улучшить качество постройки и сэкономить до 30000 рублей на каждые 10000 блоков.
Технология производства кирпича
Основным моментом в строительстве выступает производство кирпича. Компактный, нетоксичный, удобный в транспортировке, он является надежным и проверенным источником тепла на многие годы. Линия по производству кирпича использует как новые технологии, так и методы ручной формовки. Но главную роль играет место, особенности и оборудование для производства.

Виды стройматериала
Существует определенная технология производства кирпича, которая подразделяет его на следующие виды, представленные в таблице:
| Тип | Цвет | Состав |
| Силикатный | Белый | В состав входит кварцевый песок |
| Не запеченный | Желтый | Производится при смешивании воды и воздушной извести |
| Керамический кирпич | Красный | Состоит из глины |
По своей функциональности принято разделять определенные категории кирпича:
- Строительный – выполняет прямое предназначение в строительстве для кладки стен. Производство керамического кирпича подразделяется на две разновидности:
- пустотелый;
- полнотелый.
Оборудование
В цех обязательно нужно установить дробилку.Для кирпичного производства нужно помещение около 500 квадратных метров с шестиметровой высотой потолков. Производитель оснащает цех следующим техническим оборудованием:
- формовочной установкой;
- цементным дозатором;
- бетономешалкой;
- подъемниками;
- дозатором;
- винтовым и ленточным конвейерами;
- расходным и приемным бункерами;
- передвижным компрессором;
- грохотом;
- дробилкой;
- несколькими десятками гипсовых форм для производства облицовочного кирпича;
- цементным складом.
Этапы производства кирпича
Технологическая схема для изготовления кирпича стала механизированной, однако полная автоматизация процесса не налажена. Производство включает несколько этапов:
- Добыча и обработка сырья. Из основного месторождения послойно ударным методом снимается глинистый грунт и подается в спецоборудование, где происходит переработка с добавками. Во избежание прилипания, глина поступает на конвейер, усыпанный древесными опилками.
- Очистка и измельчение. Позволяет убрать все крупные соединения. Помол в объеме не должен превышать 0,7 мм, а качество — иметь однородность и консистенцию пластилина.
- Перетирание и перемешивание. Шихта подается в вальцы для тонкого помола, где смешивается и проходит деаэрацию в камере с вакуумом. Масса должна поступать порционно и отделяться валком вручную.
- Формование — автоматический раскрой бруса на заготовки, с помощью которого кирпичи получают тонкую вальцовку. Это является гарантией идеального геометрического раскроя и защитой готового блока от сколов.
- Сушка и выдержка циклов. Проводятся посредством циркуляции воздуха в длинных туннелях и занимает по времени около 70-ти часов.
- Обжиг. Представляет собой движение вагонетки с готовыми изделиями сквозь печь. Процесс разбивается на 3 этапа:
- нагрев;
- обжиг;
- охлаждение.
Главная особенность технологии изготовления изделия — соблюдение режима постепенного повышения температур.
Материалы и технологический процесс
Если технология не предполагает обжиг, то материал можно изготавливать и дома.![]()
Производить кирпич необходимо, формируя изделия старым методом обжига или без него. Первый тип отличается большой прочностью и используется для основного строительства зданий и несущих конструкций. Не обожженный кирпич применяется для возведения небольших построек и может изготовляться в домашних условиях. Критерием качества является жирность. При смешивании глины с водой образуется тестообразный ком, который оставляется для просушивания в течение 48 часов. При высокой жирности заметно появление трещин и легких пористых структур, а если материал гладкий на ощупь, то он подходит для строительства.
Производство силикатного кирпича
Блок состоит на 10% из извести, и на 90% песка с пигментными добавками для придания цвета. В процессе изготовления требуется более тщательная подготовка глиняной массы. Заготовка должна быть плотной и не иметь пустот. Сформированная смесь отправляется на автоклав, где за счет горячей обработки паром материал приобретает нужные свойства. Собственное производство невозможно, т. к. нужно поддерживать показатели:
- температуры 170—190°С;
- давления 1,2 МПа;
- влажности.
Изготовление керамического кирпича
Такой материал изготавливают с помощью сухого прессования.![]()
Этот тип стройматериала является самым распространенным. К нему относят некоторые виды декоративного кирпича. Производство клинкерного кирпича получается способом гиперпрессования, а в качестве сырья используется красная тугоплавкая глина. Производители часто используют новейшую технологию изготовления поризованного кирпича, которая позволяет создавать мельчайшие поры. Наличие пор снижает теплопроводность материала и его вес. Технология производства керамического кирпича представляет 2 способа:
- Пластическая формовка. Состоит из производства полнотелых и пустотелых разновидностей красного кирпича. Процесс выпуска для обоих видов одинаков. Разницу составляет старательная подготовка исходника для получения пустотелой формы. К глине с влагосодержанием до 20% добавляется оксид алюминия и магний в количестве около 30%.
- Полусухое прессование. Куски глины сначала перетираются до 100—150 мм, а затем до 1 см с удалением всех малых частиц. Глина увлажняется до 18—25%. Формуется заготовка в виде бруса или в гипсовых формах, и делится. Сушится при возрастающей температуре от 0 до 150-ти градусов во избежание трещин. После, кирпич отправляется в печь, где обжигается при температуре от 200 до 800 С около 7—8 часов. Наличие пустот способствует:
- повышению качества изделия;
- быстрой сушке;
- ускорению и равномерному нагреву бруса.
Технология изготовления гиперпрессированного кирпича
Окончательно свои свойства материал приобретает во время хранения на складе.Смесь состоит на 8—15% из цемента, на 2—7% железоокисных пигментов, и на 85—92% сырья — основы (мрамор, известняк). Метод основан на формовке изделий при высоком давлении. За счет трения мелких частиц под воздействием пресса происходит их слипание. Эффективность метода основана на замене старого способа обжига материала холодной сваркой. Изделия проходят обсушивание в пропарочной камере около 8—10-ти часов при температуре 40—70 С, или же 3—5 суток на складе. Гиперпрессованный кирпич приобретает настоящую прочность уже в кладке спустя 30 дней при теплой температуре. Это дает возможность создать:
- прочность;
- морозостойкость;
- влагостойкость.
Процесс сушки
При обсушивании заготовок во время испарения воды частички изделия сближаются, это уменьшает его объем до 15%, но влага испаряется неполностью. Идеально подходит старая малозатратная методика для сушильного процесса — стеллажи с навесом или без него. При хорошей вентиляции и отсутствии солнечного света материал приобретет нужные качества. Высыхание кирпича приводит к его постепенной усадке до 15% от всего объема изделия. Время сушки зависит от движения воздуха, климата, температурных перепадов и занимает около 1—2-х недель при хороших условиях. Для полного затвердения и дегидратации изделия оставляют на стеллажах в помещении с хорошей вентиляцией.
Способы обжига
Обжиг материала выполняется в три этапа.Процесс включает в себя выполнение 3-х стадий:
При прогревании происходит испарение гигроскопической и гидратной жидкостей из изделий. При этом карбонаты разлагаются, а органические вещества сгорают. Обжиг изменяет химическое состояние бруса с последующим образованием твердой, плотной структуры. Температурный режим колеблется в пределах от 0 до 1200 градусов, а процесс нагревания печи происходит постепенно. Форма заготовки тоже имеет значение. Если это пустотелый кирпич, то прибавления температуры будут на 200 градусов, а полнотелому — добавляется около 120—150. Процесс охлаждения необходим для прочности и заключается в постепенном снижении температуры до 600 градусов. Это делается во избежание брака готового материала.
Кирпич ручного изготовления
За последнее десятилетие в строительстве возрос спрос на кирпич ручной формовки. Этот стройматериал применяют для реставрации древних замков, а также для облицовки загородных коттеджей. Дизайнеры с помощью керамического строительного камня оформляют интерьеры квартир, отелей и ресторанов под старину. На современном производстве такой вид кирпича вручную не изготавливают, а используют специальные ящики-формы. Керамическое изделие отличается хорошими эксплуатационными и эстетическими свойствами, широким ассортиментом.
![]()
Особенности
Кирпич из глины ручной формовки выпускают зарубежные и отечественные фирмы. Лучшими эксплуатационными свойствами и презентабельный внешний вид у немецкого стройматериала фирмы MUHR Klinker, но такой продукт не каждому по карману. Существуют менее дорогие аналоги керамического кирпича ручной формовки, такие как Донские зори. Эти керамические блоки обладают широкой цветовой палитрой, но тонким в 1 мм декоративным слоем, менее стойки к истиранию.
Стандартные изделия
На большинстве крупных предприятий технология сырой заготовки методом ручной формовки полностью механизирована. Этот процесс принципиально отличается от способов выпуска рядового кирпича. Кирпичный блок hand form надежный материал, отличается нестандартными цветовыми решениями и богатой текстурой с характерным «состариванием». Это престижное и модное направление.
Массово ручной формовкой кирпичных блоков начали заниматься на рубеже 20—21 веков, прежде всего под заказы реставраторов. Кроме этого, появилась идея использования этого продукта для фасадов новых зданий стилизованных под старинные особняки.
Такой материал устойчив к ультрафиолетовым лучам и морозу.![]()
Керамические блоки обладают следующими свойствами:
- полнотелые;
- высокопрочные;
- морозоустойчивые;
- стойкие к ультрафиолету.
Главное применение таких строительных продуктов — это создание интересных интерьерных решений, кладка печей, каминов. Дома, облицованные кирпичом ручной формовки, отличаются прочностью и долговечностью фасада. Эти керамические изделия имеют разные формы и размеры. Наиболее часто встречается типоразмер WDF — 210×100×65 мм. Архитекторы предпочитают использовать различные типы кирпичей ручной работы для усиления эффекта старины.
Кирпич ригель
Кроме стандартного размера, изготавливают изделия и вытянутой формы — ригельный кирпич. Он длиннее и уже стандартного кирпичного блока, бывает керамическим и клинкерным. При укладке ригельных блоков возведение стен происходит быстрее, меньше времени теряется на выравнивание облицовки. Дом, стены которого выложены ригелем, имеет оригинальный вид и зрительно выглядит удлиненным.
Материалы
Методика изготовления керамических кирпичей ручной формовки известна с древних времен. Процедура не сложная, но имеет свои секреты. Для создания прочного строительного продукта необходима чистая мелкодисперсная глина, взятая из специальных месторождений. Она отличается разнообразием цветовой палитры, что позволяет выпускать изделия насыщенных природных оттенков. Идеальным вариантом для создания кирпича hand form является глинозем, в состав которого не добавляются специальные красители. Дома, облицованные таким продуктом, длительное время не теряют своей привлекательности.
Тугоплавкий тип глины подходит для изготовления клинкерного материала.
Для производства клинкерных глиняных блоков берут тугоплавкую породу. Строительные керамические блоки формуются из смеси глин различных видов, в которой главным компонентом служит лесс (горная порода желтоватого оттенка осадочного происхождения). Это сложное суглинисто-супесчаное соединение содержит полевой шпат и кварц, реже — частицы слюды, вулканический пепел, раковины моллюсков. Особенностью продукции является прочность и стойкость к изнашиванию. Обжиг при сильной температуре придает цельность изделию. Кирпичный блок становится устойчивым к уличным перепадам температуры.
Технология производства кирпича ручной формовки
Процесс формовки изделий происходит в крытых помещениях. На производствах ручная формовка полностью механизирована. В небольших мастерских изготавливается по старинным рецептам. В подготовленную глину добавляют воду, чтобы сформировалась масса равномерно влажная и плотная. Затем смесью наполняют деревянные заготовки, в нижней части содержащие название марки или имя производителя. Заранее в них кладут песок, чтобы после высыхания блок-сырец легче выходил из емкости.
Глиняную смесь нарезают кусками, используя проволоку. Полученный комок следует класть в форму резким движением, так чтобы не образовывалось пустот. Излишек глиняной смеси снимают проволокой. Изделия отправляют на сушку. Этот процесс занимает в среднем от 1 недели до 3-х в зависимости от температуры воздуха и влажности. Сушат кирпичные блоки ручной формовки в хорошо проветриваемых теплых помещениях.
После окончания сушки извлекают сформованный кирпич из заготовки и отправляют на обжиг. Сформированные, слегка высушенные блоки закладывают в специальную печь. Сначала ставят температурный режим не выше 200 градусов для полного извлечения влаги из изделия. Затем температуру повышают до 800 градусов, что приведет к спеканию глины и формированию монолитного блока. Через некоторое время температуру снижают и продолжают обжиг на протяжении 6 часов. Клинкерные кирпичи обжигают при температуре в 2 тысячи градусов.
Читайте также:



