
Стальные элементы заанкеренные в бетоне и предназначенные для соединения
Обновлено: 04.05.2024
Стальные элементы заанкеренные в бетоне и предназначенные для соединения
ПОСОБИЕ
ПО ПРОЕКТИРОВАНИЮ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ИЗ ТЯЖЕЛЫХ И ЛЕГКИХ БЕТОНОВ БЕЗ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ АРМАТУРЫ
(к СНиП 2.03.01-84)
ЧАСТЬ 4
АРМАТУРА, СЕТКИ И КАРКАСЫ
Отдельные арматурные стержни
5.9. Сортамент арматурных стержней для железобетонных конструкций приведен в прил. 4.
5.10. При проектировании железобетонных конструкций, особенно с большим насыщением арматурой, необходимо учитывать следующие характеристики арматурных стержней:
размеры поперечных сечений стержней периодического профиля с учетом допускаемых отклонений от них;
радиусы загиба стержней и соответствующие габариты гнутых элементов;
допускаемые отклонения от проектных размеров при размещении стержней сварных сеток, каркасов, закладных деталей и т. п.
5.11. При проектировании гнутых стержней диаметры и углы загиба должны отвечать требованиям табл. 37. Длина гнутых стержней определяется по оси стержня.
Таблица 37
Класс арматуры | Минимальный диаметр загиба в свету при диаметре стержня d, мм | Максимальный угол | |
| 18 и менее | 20 и более | загиба, град | |
| А-I, Ас-II, марки 10ГТ | 2,5d | 2,5d | Не ограничен |
| А-II | 4d | 6d | 180 |
| A-III | 6d | 8d | 90* |
| Вр-I | 4d | ѕ | Не ограничен |
Размеры крюков для анкеровки гладких стержней арматуры должны приниматься в соответствии с черт. 92.
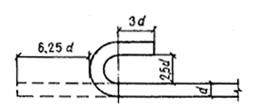
Черт. 92. Размеры крюков на концах стержней гладкой рабочей арматуры
Сварные соединения арматуры
5.12(5.32). Арматура из горячекатаной стали гладкого и периодического профилей, термически упрочненной стали класса Ат-IIIС и обыкновенной арматурной проволоки должна, как правило, изготовляться с применением для соединения стержней между собой контактной сварки — точечной и стыковой. Допускается применение полуавтоматической дуговой сварки, а также ручной согласно п. 5.18.
5.13 (5.33). Типы сварных соединений и способы сварки арматуры должны назначаться с учетом условий эксплуатации и свариваемости стали, технико-экономических показателей и технологических возможностей предприятия-изготовителя в соответствии с указаниями государственных стандартов и нормативных документов на сварную арматуру (табл. 38).
Соединения, не предусмотренные действующими нормативными документами, допускается выполнять по рабочим чертежам, утвержденным в установленном порядке.
Стыковые соединения стержней могут предусматриваться без применения сварки с помощью обжатых обойм по согласованию с предприятием-изготовителем.
5.14(5.34). В заводских условиях при изготовлении сварных арматурных сеток, каркасов и соединений по длине отдельных стержней следует применять преимущественно контактную сварку — точечную и стыковую (см. поз. 1, 2 и 5 табл. 38).
5.15(5.35).При монтаже арматурных изделий и сборных железобетонных конструкций для соединения встык стержней диаметром 20 мм и более следует предусматривать ванную сварку в инвентарных (съемных) медных или графитовых формах (см. поз. 7-9 табл. 38), а также ванную, ванно-шовную и сварку многослойными швами на остающихся стальных скобах-накладках 1 (см. поз. 10-13 табл. 38). При этом в первую очередь должны применяться механизированные способы сварки (см. поз. 7, 8, 10, 12 табл. 38), обеспечивающие возможность контроля качества соединений. Допускается при специальном обосновании сварка вертикальных стержней многослойными швами без дополнительных технологических элементов (см. поз. 14 табл. 38).
1 Скоба-накладка ѕ дополнительная конструктивно-технологическая деталь, воспринимающая часть осевой нагрузки, площадь сечения которой составляет не менее 50 % площади сечения стыкуемых стержни.
5.16. Проектирование сварных стыковых соединений арматуры с применением инвентарных форм и других формующих элементов производится с учетом следующих требований:
а) расстояния между стыкуемыми стержнями, а также от стыкуемых стержней до ближайшей грани железобетонного элемента должны назначаться с учетом возможности установки формующих элементов и удаления инвентарных форм. Размеры и способы установки инвентарных форм стальных скоб-накладок следует принимать согласно нормативным документам по сварке. Общая длина выпусков должна соответствовать расстоянию между гранями стыкуемых железобетонных элементов и быть не менее 350 мм. Расстояние от торцов стыкуемых выпусков до граней элементов (с учетом защиты бетона от перегрева) принимается не менее 100 мм (черт. 93, а);
б) расположение стыкуемых стержней должно обеспечивать возможность ввода электрода под углом не более 30° к вертикали (черт. 93, б, в);
в) зазоры между стыкуемыми стержнями при дуговой ванной сварке должны выполняться в соответствии с требованиями государственных стандартов и нормативных документов по сварке. При зазорах, превышающих максимально допустимые, соединение стержней допускается производить с применением промежуточного элемента — вставки из арматурного стержня того же диаметра и класса, что и стыкуемые стержни.

Черт. 93. Дуговая ванная сварка выпусков арматуры.
а — стыковое соединение стержней; б — горизонтальный стык; в ѕ вертикальный стык
5.17. Для соединения между собой стержневой арматуры диаметром 10 ѕ 18 мм при монтаже, а также для соединения стержневой арматуры с сортовым прокатом (закладными деталями) или с анкерными и закрепляющими устройствами должна применяться ручная дуговая сварка протяженными швами (см. поз. 15 и 16 табл. 38 и поз. 1 табл. 53). При пониженных требованиях к прочности соединения (не более 50 % прочности стыкуемого стержня) допускается сварка стержней диаметром 8 мм. Сварка стержней протяженными швами при диаметрах 20 мм и более допускается при специальном обосновании.
5.18. При отсутствии оборудования для контактной сварки допускается применять дуговую сварку в следующих случаях:
а) для соединения по длине заготовок арматуры диаметром 10 мм и более (см. поз. 15 и 16 табл. 38);
б) при выполнении крестообразных соединений арматурных сеток с ненормированной прочностью (см. п. 5.19 и поз. 3 табл. 38).
Таблица 38

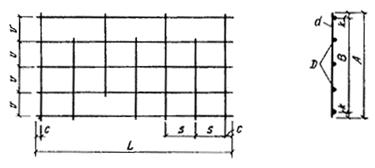
| Параметры узких сварных сеток, изготовляемых | Данные для сеток | |||
| на многоэлект | легких | тяжелых типа | Дополнительные указания | |
| родных машинах | I | II | ||
| Диаметры стержней, мм: | В одной сетке допускаются продольные стержни разных диаметров. | |||
| продольных D | От 3 до 8 | От 10 до 25 | От 12 до 40 | Рекомендуется не более двух, отличающихся не более чем в 2 раза |
| поперечных d | От 3 до 8 | От 4 до 12 | Oт 6 до 14 | В сетке должны применяться поперечные стержни одного диаметра |
| Шаги стержней, мм: | ||||
| продольных v | От 50 до 390 | От 75 до 725 | Oт 100 до 1400 | Для тяжелых сеток типа I допускается один шаг у края сетки не менее 50 мм |
| поперечных s | От 100 до 500 | От 100 до 400 | До 600 (кратно 50) | Для тяжелых сеток типа II: при d Ј 8 мм s і 100; „ d =1 0 „ s і 150; „ d і 12, s і 200; s ‑ s' і 50 |
| Наибольшее число различных шагов между поперечными стержнями | 3 | 2 | 2 | — |
| Минимальная длина концов стержней (расстояние от торца стержня до оси крайнего пересекаемого стержня), мм: | ||||
| поперечных k | 15 | 20 | 25, но не менее D | ѕ |
| продольных с | 25 | 25 | 25 | Для легких сеток-лент расстояние от торца продольного до оси поперечного стержня рекомендуется принимать равным половине шага поперечных стержней |
| Максимальная длина сетки L, м | 7,2 | 12 | 18 | ѕ |
| Ширина сетки, мм: | ||||
| А | От 80 до 420 | От 90 до 775 | От 140 до 1450 | ѕ |
| В (в осях между крайними продольными стержнями) | От 50 до 390 | Oт 50 до 725 | Oт 100 до 1400 | |
| Число продольных стержней | От 2 до 4 | От 2 до 6 | От 2 до 8 | ѕ |
Tип I
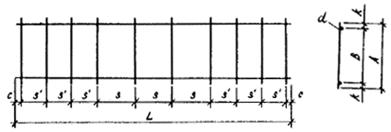
Tип II
Черт. 95. Армирование изделий переменных размеров
а — стенок балки сеткой с группами поперечных стержней одной длины; б ѕ то же, раздельными прямоугольными сетками; в ѕ то же, прямоугольной сеткой с разрезкой ее по наклонной линии и добавлением окаймляющих стержней; г ѕ сварными сетками для плит переменной ширины, получаемыми разрезкой прямоугольной сетки
Закладные детали и строповочные устройства (петли, трубки и т. п.) допускается крепить к пространственному каркасу при условии обеспечения требуемой точности расположения. Если при этом отклонения от проектного положения закладных деталей могут снизить несущую способность стыков железобетонных изделий, следует предусматривать крепление этих деталей к форме.
5.27. При образовании пространственных каркасов с применением гнутых плоских сеток рекомендуется предусматривать гнутые сетки с очертанием по типу приведенных на черт. 96, а и получаемые на серийном гибочном оборудовании. При этом должны соблюдаться следующие требования:
длина сеток должна быть не более 6 м (при согласовании с заводом-изготовителем допускается до 9 м);
Черт. 96. Примеры очертания гнутых сварных сеток
а ѕ рекомендуемые (сетки изготовляются на серийном оборудовании); б ѕ допускаемые (требующие специального оборудования или приспособления); в — при пакетировании гнутых элементов пространственных каркасов для хранения и транспортирования (расположение прямых продольных стержней показано условно)
длина отгибаемого участка (см. черт. 97, е) ѕ не менее 60 мм и не менее 8d,
диаметр отгибаемых стержней ѕ не более 12 мм (по согласованию с заводом-изготовителем ѕ до 32 мм).
При массовом изготовлении по согласованию с заводом-изготовителем допускаются гнутые сетки и других очертаний, например по типу приведенных на черт. 96, б, изготовление которых требует специального оборудования или приспособлений.
Пространственные каркасы, подлежащие транспортированию или хранению, рекомендуется проектировать из элементов, поддающихся плотному пакетированию (черт. 96, в).
Диаметры стержней гнутых сварных сеток, радиусы и углы загиба, расположение продольных стержней следует назначать с учетом классов применяемой стали в соответствии с черт. 97.
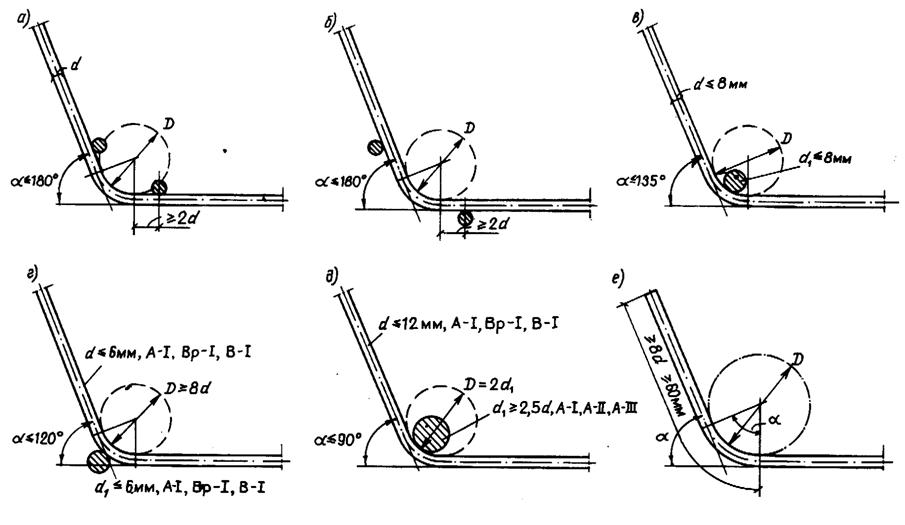
Черт. 97. Параметры гнутых сварных сеток
а, б — место загиба сетки удалено от продольных стержней (параметры загиба принимаются по табл. 37); в — место загиба сетки совпадает с продольным стержнем, расположейным с внутренней стороны сетки (диаметр D принимается по табл. 37 с увеличением на 2d), г ѕ место загиба сетки совпадает с продольным стержнем, расположенным снаружи; д ѕ место загиба сетки совпадает с продольным стержнем большего диаметра, расположенным внутри сетки; е ѕ концевые участки гнутого стержня сетки; d — диаметр сгибаемого стержня; d1 - диаметр продольного стержня; D — диаметр условного круга загиба стержня
и)
к)
Черт. 99. Примеры конструкций пространственных каркасов линейных элементов, изготовляемых с применением контактной точечной сварки
а ѕ из двух сеток и соединительных стержней, привариваемых к продольной арматуре сеток; б ѕ из гнутых сеток и соединительных стержней; в ѕ с навивкой спиральной поперечной арматуры на продольную арматуру; г ѕ из ранее согнутых и сваренных хомутов, нанизанных на продольные стержни; д ѕ из сетки, согнутой до получения замкнутого контура; е — из четырех плоских сеток; ж — из двух сеток и монтажных стержней, перпендикулярных плоскости изгиба и привариваемых к поперечной арматуре сеток (в балках, не работающих на кручение, и в колоннах при общем насыщении продольной арматурой не более 3 %); и ѕ пространственный каркас из нескольких гнутых и плоских сеток и соединительных стержней, привариваемых с помощью сварочных клещей; к ѕ пространственные каркасы при насыщении продольной арматурой до 1 % в виде двух диагонально расположенных плоских сеток; 1 ѕ плоская сетка; 2 ѕ соединительный стержень; 3 ѕ гнутая сетка; 4 ѕ точечная сварка
5.30. Пространственные каркасы линейных элементов могут быть изготовлены без применения контактной точечной сварки следующими способами:
а) соединением сеток с помощью скоб и дуговой сваркой их с хомутами (черт. 100, а). В колоннах, в балках, работающих на кручение, а также в сжатой зоне балок с учитываемой в расчете сжатой арматурой длина односторонних сварных швов l должна быть не менее 6d (где d ѕ диаметр хомута), а монтажных соединений — 3d;
б) соединением плоских сеток с помощью шпилек с вязкой всех пересечений (черт. 100, б), при этом должна быть обеспечена монтажная жесткость каркаса приваркой стержней, планок и т. п.;
в) соединением плоских сеток между собой с помощью дуговой сварки продольных стержней (черт. 100, в) возле всех мест приварки хомутов. Длина швов l должна быть не менее 5d (где d — диаметр хомутов). Такие соединения допускаются при насыщении сечения сжатой арматурой не более 3 %;
г) из продольных стержней и гнутых хомутов с вязкой пересечений (черт. 100, г) и присоединением элементов жесткости (вязаные каркасы);
д) из одной или нескольких гнутых или плоских сеток и соединительных стержней диаметрами не более 6 мм огибанием продольных стержней сеток концами соединительных стержней с образованием замкнутой петли с помощью гибочных ключей (черт. 100, д). Способ рекомендуется при наличии специальных кондукторов, обеспечивающих надежную фиксацию каркасов. При наличии сжатых продольных стержней требования к расстояниям между соединительными стержнями такие же, как к расстояниям между сварными хомутами (см. п. 5.59).
а)
6)
Строй-справка.ру
Закладные детали — стальные элементы, заанкеренные в бетоне и предназнач. для соединения сборных ж.-бет. конструкций между собой или с др. конструкциями зданий и сооружений. З.д. могут быть сварные и штампов.
Сварные З.д. обычно состоят из пластин или отрезков угловой либо фасонной стали с приваренными к ним анкерными стержнями. В зависимости от характера действующих на деталь усилий, места ее расположения и удобства установки в арматурный каркас соединение детали с анкерами может быть тавровое и внахлестку.
Анкеры изготовляют из арматурной стали классов А-Н и А-Ш диаметром 8— 25 мм (см. Сталь арматурная). Марку стали для анкерных стержней и пластин выбирают в зависимости от темп-рных условий эксплуатации З.д. и характера-ее нагружения. Для уменьшения длины анкерных стержней на их концах приваривают пластины или высаживают горячим способом головки. Для улучшения работы З.д. на сдвиг к пластинам иногда приваривают упоры из арматурных коротышей или полосовой стали.
Способ сварки выбирают в зависимости от вида соединения детали анкера. При тавровом соединении анкеров с пластинами используют дуговую сварку под флюсом, сварку в среде углекислого газа, контактную сварку сопротивлением, ручную дуговую сварку в раззенкованное отверстие на пластине. Начинают применять контактную сварку непрерывным оплавлением. Для сварных соединений анкеров с пластинами внахлестку применяют контактную рельефную сварку и ручную дуговую фланговыми швами. При больших усилиях, действующих на З.д., применяют детали с жесткими анкерами из прокатных или сварных профилей.
Сварные З.д. располагают в ж.-бет. элементе так, чтобы наружные поверхности пластин находились в одной плоскости с поверхностью соответствующей грани элемента. При изготовлении ж.-бет. изделия с механизиров. заглаживанием поверхности стальные пластины со стороны этих поверхностей заглубляют в бетоне не менее чем на 5 мм. Проектное положение З.д. в изделии обеспечивается ее фиксацией до бетонирования (врем, креплением к элементам формы).
Для обеспечения долговечности З.д. предусматривается ее антикоррозионная защита. Способ защиты зависит от степени агрессивности среды, в к-рой будет эксплуатироваться З.д.
Эксперимент, и теоретич. исследования работы сварных З.д. начались в нашей стране в 50-е гг. в связи с бурным развитием сборного ж.бет. Были разработаны рацион, конструкции З.д. и эффективные способы приварки анкерных стержней к пластине. Существ, внимание уделялось вопросам унификации сварных З.д.
Штампованны е З.д. изготовляют из стали единым элементом методом холодной штамповки. Они состоят из участка, выполняющего ф-цию пластины (аналогично сварным деталям), и полосовых анкеров, имеющих выштампов. рельеф в виде сферич. выступов или волнообразных выгибов на продольных кромках полосовых анкеров и др. Штампов. З.д. изготовляют из полосовой (листовой) стали толщиной 4—6 мм т.о., чтобы отходы при раскрое полосы были мин.
Наибольшее применение штампов. З.д. находят для соединения ж.-бет. элементов крупнопан. зданий. Преимущество штампов. З.д. перед сварными заключается в возможности создания высокомехани-зиров. поточного произ-ва, существенно уменьшающего трудоемкость изготовления и позволяющего исключить процесс сварки как фактор снижения прочности детали.
Разработка конструкций штампов., З.д. и их испытания начались в нашей стране в —6. На основе результатов эксперимент, исследований были разработаны и выпущены альбомы рабочих чертежей "Закладные штампованные детали". Эти детали были предназначены для применения в узлах сопряжения ж.-бет. конструкций крупнопан. зданий. В Москве был построен специализиров. цех по произ-ву штампов. З.д. и с 1980 начато их массовое произ-во. Почти все операции в этом цехе механизированы и выполняются роботами-манипуляторами. В наст, время штампов. З.д. нашли широкое применение в стр-ве в мн. городах России.
Стальные элементы заанкеренные в бетоне и предназначенные для соединения
АРМАТУРНЫЕ И ЗАКЛАДНЫЕ ИЗДЕЛИЯ, ИХ СВАРНЫЕ, ВЯЗАНЫЕ И МЕХАНИЧЕСКИЕ СОЕДИНЕНИЯ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Общие технические условия
Welded reinforcing products and inserts, welded, lap and mechanical joints for reinforced concrete structures. General specifications
____________________________________________________________________
Текст Сравнения ГОСТ 10922-2012 с ГОСТ10922-90 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
Дата введения 2013-07-01
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Правила разработки, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Российской инженерной академией
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (протокол от 4 июня 2012 г. N 40, приложение В)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа государственного управления строительством
Государственный комитет градостроительства архитектуры
Министерство строительства и регионального развития
Министерство регионального развития
Агентство по строительству и архитектуре при Правительстве
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1305-ст межгосударственный стандарт ГОСТ 10922-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на сварные арматурные и закладные изделия железобетонных конструкций, сварные, вязаные и механические соединения арматурных стержней, выполняемых при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций, и устанавливает требования к арматурным изделиям из стержневой арматурной стали и арматурной проволоки диаметром 3 мм и более.
Настоящий стандарт не распространяется на закладные изделия, не имеющие анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытаний на растяжение
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 23279-85* Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
* На территории Российской Федерации документ не действует. Действует ГОСТ 23279-2012, здесь и далее по тексту. - Примечание изготовителя базы данных.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 условный предел текучести , Н/мм: Напряжение, при котором условно-мгновенная пластическая (остаточная) деформация достигает 0,2% Н/мм (кгс/мм).
3.2 предел текучести (физический) , Н/мм: Наименьшее напряжение, при котором деформация происходит без заметного увеличения нагрузки.
3.3 временное сопротивление при растяжении , Н/мм: Напряжение, соответствующее наибольшей нагрузке перед разрывом.
3.4 относительное удлинение после разрыва , %: Изменение расчетной длины образца, в пределах которой произошел разрыв, выраженное в процентах от первоначальной длины, равной пяти диаметрам стержня.
3.5 относительное равномерное удлинение , %: Изменение расчетной длины образца на участке длиной 50 или 100 мм, не включая место разрыва, выраженное в процентах от первоначальной длины.
3.6 прочность арматуры: Сопротивление металла разрушению или пластическим (остаточным) деформациям от внешних нагрузок (предел прочности или предел текучести).
3.7 площадь поперечного сечения арматуры , мм: Площадь поперечного сечения равновеликого по массе круглого гладкого образца, определяется по формуле
где - масса образца, г;
- длина образца, мм.
3.8 вязка арматуры: Соединение стержней по длине без сварки, с перепуском продольных стержней внахлестку и крестообразных соединений с применением вязальной проволоки.
3.9 механические соединения стержней: Стыковка стержней без сварки с помощью опрессованных или резьбовых муфт.
3.10 крестообразные соединения с нормируемой прочностью: Соединения, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений; подлежат выполнению с нормируемой прочностью на срез не ниже значений, приведенных в таблице 4 и 5.16. Крестообразные соединения с нормируемой прочностью на срез должны обязательно оговариваться в проекте.
3.11 крестообразные соединения с ненормируемой прочностью: Соединения, которые должны обеспечивать прочность на срез не ниже 0,3. Сетки и каркасы с ненормируемой прочностью крестообразных соединений на срез не должны рассыпаться при сбрасывании на бетонное основание с высоты одного метра.
4 Основные параметры и размеры
4.1 Сварные арматурные изделия подразделяют на следующие типы:
- отдельные стержни арматуры со сварными стыковыми и другими типами соединений по длине стержня;
- закладные сварные изделия с анкерами из стержневой арматуры.
4.2 Арматурные сетки
4.2.1 Сварные арматурные сетки изготовляют из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах пересечений сваркой (крестообразное соединение).
Сетки изготовляют с квадратными или прямоугольными ячейками.
В одном направлении сетки имеют стержни одинакового диаметра.
4.2.2 Сетки изготовляют со следующим расположением рабочей арматуры:
- в одном направлении (продольном или поперечном) и распределительной арматурой в другом направлении;
- в обоих направлениях.
4.2.3 Сетки изготовляют плоскими или рулонными.
Рулонными изготовляют сетки с продольными стержнями из арматурной проволоки диаметрами до 5 мм включительно. При поперечных стержнях диаметрами до 10 мм включительно.
4.2.4 Сетки с продольными и поперечными стержнями диаметрами от 3 до 10 мм включительно изготовляют с поперечными стержнями на всю ширину сетки или со смещенными поперечными стержнями.
4.3 Арматурные каркасы
4.3.1 Сварные арматурные каркасы изготовляют из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).
Продольные и поперечные стержни каркасов в одном направлении должны иметь стержни одинакового или разных диаметров.
4.3.2 Каркасы изготовляют плоскими или пространственными.
Плоские каркасы должны иметь поперечные стержни, расположенные в одной плоскости и предназначенные для армирования линейных изгибаемых или растянутых железобетонных элементов и конструкций с малой шириной поперечного сечения.
Пространственные каркасы изготовляют с поперечными стержнями, расположенными в разных плоскостях.
Стальные элементы заанкеренные в бетоне и предназначенные для соединения
ГОСТ Р 57997-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АРМАТУРНЫЕ И ЗАКЛАДНЫЕ ИЗДЕЛИЯ СВАРНЫЕ, СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Общие технические условия
Welded reinforcing products and inserts, welded joints of reinforcement and inserts for reinforced concrete structures. General specifications
Предисловие
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им.А.А.Гвоздева АО "НИЦ "Строительство"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на сварные арматурные и закладные изделия железобетонных конструкций, сварные соединения арматурных стержней, выполняемые при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций и изделий, и устанавливает требования к арматурным изделиям из стержневой арматурной стали и арматурной проволоки.
Настоящий стандарт не распространяется на закладные изделия, не имеющие анкерных стержней из арматуры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытания на растяжение
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 23279-2012 Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
ГОСТ Р 52544-2006 Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонных конструкций. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 2601, ГОСТ 6727, ГОСТ 12004, ГОСТ 14098, ГОСТ 23279 и ГОСТ 34028, а также следующие термины с соответствующими определениями:
3.1 крестообразные сварные соединения с нормируемой прочностью: Соединения, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений, подлежат выполнению с нормируемой прочностью на срез не ниже значений, приведенных в таблице 4 и 5.16. Крестообразные соединения с нормируемой прочностью на срез должны обязательно оговариваться в проекте.
3.2 крестообразные сварные соединения с ненормируемой прочностью: Соединения, которые должны обеспечивать прочность на срез не ниже . Сетки и каркасы с ненормируемой прочностью крестообразных соединений на срез не должны рассыпаться при сбрасывании на бетонное основание с высоты 1 м.
4 Виды и типы арматурных и закладных изделий
4.1 Сварные арматурные изделия подразделяют на следующие виды:
- отдельные стержни арматуры со сварными соединениями по длине стержня;
- закладные сварные изделия с анкерами из арматуры.
4.2 Арматурные сетки. Типы
4.2.1 Сетки следует изготавливать плоскими или рулонными.
4.2.2 Рулонными изготавливают сетки с продольными стержнями из арматурной проволоки диаметрами до 5 мм включительно, при поперечных стержнях - диаметрами до 12 мм включительно.
4.2.3 Плоскими изготавливают сетки с продольными и поперечными стержнями диаметрами от 3 до 12 мм включительно с поперечными стержнями на всю ширину сетки или со смещенными поперечными стержнями.
4.2.4 Сварные арматурные сетки следует изготавливать из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах пересечений сваркой (крестообразное соединение).
Сетки могут выполняться с квадратными или прямоугольными ячейками.
В одном направлении сетки должны иметь стержни одинакового диаметра.
4.2.5 Сетки следует изготавливать со следующим расположением рабочей арматуры:
- в одном направлении (продольном или поперечном) и распределительной арматурой в другом направлении;
- в обоих направлениях.
4.3 Арматурные каркасы. Типы
4.3.1 Каркасы следует изготавливать плоскими или пространственными.
Плоские каркасы должны иметь поперечные стержни, расположенные в одной плоскости.
Пространственные каркасы следует изготавливать с поперечными стержнями, расположенными в разных плоскостях.
4.3.2 Сварные арматурные каркасы следует изготавливать из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).
Продольные и поперечные стержни каркасов одного направления могут быть как одного диаметра, так и разных диаметров.
4.4 Закладные сварные изделия. Типы
Закладные сварные изделия подразделяют на два типа: открытые и закрытые.
В зависимости от расположения анкерных стержней относительно плоского элемента различают закладные изделия с перпендикулярным, наклонным, параллельным или смешанным расположениями анкерных стержней.
Типы закладных изделий и взаимное расположение их элементов приведены в приложении А.
4.5 Форма и размеры сварных арматурных сеток и каркасов, отдельных стержней арматуры со сварными стыковыми соединениями по длине стержня, закладных изделий, а также тип сварного соединения и способ сварки должны соответствовать требованиям, установленным стандартами, техническими условиями или проектной документацией на конкретные железобетонные конструкции или арматурные и закладные изделия.
4.5.1 Сварные плоские и рулонные арматурные сетки, изготавливаемые предприятиями на многоэлектродных сварочных машинах, должны соответствовать требованиям ГОСТ 23279.
4.5.2 Сварные рулонные сетки, изготавливаемые из арматурной проволоки диаметром 3-5 мм класса Bp-I (Вр500) ГОСТ 6727 должны соответствовать ГОСТ 23279.
4.5.3 Сварные рулонные и плоские сетки допускается изготовливать из арматуры классов А500, А500С и В500С диаметром от 4 до 12 мм, свойства и параметры которой должны удовлетворять требованиям ГОСТ 34028 и ГОСТ Р 52544.
4.6 Конструкции сварных соединений, выполняемых в заводских условиях и при монтаже сборных и возведении монолитных железобетонных конструкций, должны соответствовать требованиям ГОСТ 14098.
4.7 Крестообразные соединения с нормируемой прочностью типов К1 и К3 по ГОСТ 14098 должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений и подлежат выполнению в соответствии с 5.14 и 5.16.
Крестообразные соединения с нормируемой прочностью должны быть указаны в рабочих чертежах арматурных изделий.
4.8 Сварные крестообразные соединения с ненормируемой прочностью для обеспечения взаимного расположения стержней арматурных изделий в процессе их транспортирования, изготовления и бетонирования конструкций (при отсутствии указаний о нормируемой прочности этих соединений в рабочих чертежах изделий) должны выдерживать напряжение на срез не менее , независимо от диаметра арматуры.
4.9 Условные обозначения арматурных и закладных изделий, а также сварных соединений принимают в соответствии со стандартами, техническими условиями или проектной документацией на железобетонные конструкции или арматурные и закладные изделия конкретных типов и видов.
5 Технические требования
5.1 Сварные соединения арматуры и закладных изделий следует изготавливать в соответствии с требованиями настоящего стандарта по нормативным документам на железобетонные конструкции, арматурные и закладные изделия в соответствии с технологической документацией.
5.2 Для изготовления арматурных и закладных изделий следует применять арматуру и металлопрокат по ГОСТ 34028, ГОСТ 6727, ГОСТ 380 и ГОСТ 535 из углеродистой стали обыкновенного качества или низколегированной стали, классы и марки которых должны соответствовать требованиям стандартов, технических условий, проектной документации на конструкции или изделия конкретных типов и видов.
5.3 Действительные отклонения линейных размеров сварных арматурных и закладных изделий не должны превышать отклонений, указанных в проектной документации. При отсутствии таких указаний в проектной документации действительные отклонения линейных размеров не должны превышать предельных значений, установленных в таблице 1, в зависимости от класса точности железобетонных конструкций в соответствии с требованиями ГОСТ 21779.
Для изделий, поставляемых за пределы предприятия-изготовителя, класс точности железобетонной конструкции, для которой предназначены заказываемые изделия, необходимо указывать в заказе на их изготовление. В случае если класс точности конструкции в заказе не оговорен, арматурные и закладные изделия изготавливают по классу точности 8 по ГОСТ 21779.
5.4 Отклонение от плоскостности наружных лицевых поверхностей плоских элементов закладных изделий не должно превышать 3 мм.
Угол между поверхностью плоского элемента и анкерным стержнем закладной детали должен быть в пределах требований, установленных ГОСТ 14098.
5.5 После огневой резки кромки плоских элементов закладных изделий должны быть очищены от грата и шлака.
Карточки-задания по теме "Арматурные работы"

Карточки-задания по теме: «Арматурные работы» являются поурочным средством контроля и составлены на указание особенностей в арматурных конструкциях и изделиях, а также на расположение операций в правильной технологической последовательности. Предназначены для бетонщиков
Просмотр содержимого документа
«Карточки-задания по теме "Арматурные работы"»
Указать особенности в классификации и конструкции арматуры в изделиях:
А. Арматуру, которая воспринимает растягивающие усилия, называют …
Б. Материал в виде стержней, проволоки или изделий из них называют … …
В. Арматурные изделия из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах их пересечения, называют ….
Г. Стальные элементы, заанкеренные в бетоне и предназначенные для соединения сборных конструкций между собой называют……
Д. Стыки стержней арматуры, выполненные с помощью сварки или с помощью гаек и муфт, являются … …
Читайте также:
- Кирпичные дома в швейцарии
- Гм 24 в гидроаккумулятор аквабрайт вертикальный тип объем 24 литра материал мембраны каучук epdm
- Одм геосинтетические материалы в дорожном строительстве
- Цоколь для опор освещения
- Как убрать траву между тротуарной плиткой быстро и чтоб не росла