
Из какой глины делают керамическую плитку
Обновлено: 18.05.2024
В чем отличия керамической плитки из белой и красной глины?
Глина - один из старейших строительных материалов, используемый, в том числе, для изготовления таких керамических изделий, как плитка. Технологии производства последней сегодня существенно усовершенствовались, но глина по-прежнему является основой при изготовлении керамической плитки. Это сырье подразделяют по многим характеристикам, включая состав, технологические параметры и цвет. В настоящее время наибольшее распространение получили изделия из красной и белой глины. Об отличиях керамической плитки из белой и красной глины мы и поговорим в данном материале.
Керамическая плитка из белой глины
В основе белой глины лежит каолинит, он же является основным элементом красной глины. В состав этого строительного материала также входит оксид алюминия, именно он делает глину такой, какой мы её знаем - пластичной и огнестойкой. Белая глина чаще всего применяется для создания керамических изделий высокого качества. Речь идет об облицовочной плитке (как настенной, так и напольной), раковинах, унитазах и прочей фарфорофаянсовой продукции. К слову, она имеет достаточно высокую стоимость, так как в природе белой глины не так уж и много.
Продукция, выполненная из белой глины характеризуется высокой прочностью, низким уровнем водопоглощения и устойчивостью к механическому воздействию. С учетом сферы использования керамической продукции особое значение имеет низкое водопоглощение. Для придания продукции из белой глины большей эстетичности, её покрывают глазурью путем обжига. Для изготовления последней, кстати, используется все та же глина.
Керамическая плитка из красной глины
Красная глина, в отличие от белой, имеет широкое распространение в природе - именно её наши предки использовали в процессе изготовления посуди и многих других предметов домашнего обихода. Красноватый оттенок такой глине придает оксид железа, который входит в её состав в достаточно большом количестве. Эксперты установили, что изделия из красной глины менее качественны, чем те, что получены из белой глины. Они, например, могут быстро деформироваться и дать усадку из-за воздействия на готовую продукцию оксидов, входящих в состав сырья.
Впрочем, новейшие технологии позволили существенно увеличить эксплуатационные свойства конечного продукта, поэтому не стоит думать, что изделия из красной глины некачественны. Чтобы сделать такие товары лучше, в процессе производства применяются специальные добавки - некоторые из них «отвечают» за интервал спекания, другие - за повышение температуры обжига, третьи уменьшают уровень водопоглощения, а четвертые - улучшают прочность изделия.
Из какого бы материала не выбрал бы потребитель керамическую плитку, будь она из красной, или из белой глины, он вполне может рассчитывать на продукцию высокого качества с отличными эстетическими и эксплуатационными свойствами. Купить керамическую плитку из белой глины, равно как и из красной, вы можете в интернет-магазине ТеплоДома. Если у вас возникли какие-то вопросы, смело обращайтесь к нашим консультантам и получите исчерпывающие ответы!
Как делают керамогранит - репортаж с фабрики
Керамогранит появился в Италии в конце семидесятых годов двадцатого века и тех пор получил широчайшее распространение по всему миру. В России он называется керамогранит, керамический гранит, или иногда грес. В Италии и остальном мире gres или gres porcelanato,что приблизительно переводится с итальянского как фарфоровая керамика.
Еще совсем недавно керамогранит в нашей стране был всем в диковинку, сегодня им никого уже не удивишь, но далеко не все знают что же в реальности он из себя представляет. Часто даже от продавцов плитки можно услышать что керамогранит прессуется из гранитной крошки, или другие не менее занимательные версии. В этой статье мы расскажем из чего состоит керамогранит и проиллюстрируем фотографиями с фабрик весь процесс его производства, от подготовки сырья до попадания готовой продукции на склад фабрики.
Итак, вопреки распространенным заблуждениям, керамогранит не имеет никакого отношения к граниту и прочим натуральным камням, а производится как и обычная керамическая плитка из глины и по очень похожей технологии, но есть и отличия. Тогда как обычная керамическая плитка производится из красной или белой глины, либо определенных их смесей, в состав керамогранита входят два вида светлых глин, каолиновой и иллитовой, обладающих разными свойствами (в частности иллит более пластичен, а каолинит обладает большей огнеупорностью). Помимо глин в состав керамогранита входят кварцевый песок и полевой шпат.
При взаимодействии всех этих компонентов при высокой температуре и большом давлении происходит процесс остекловывания или витрификации, в ходе которого керамогранит и приобретает свои уникальные свойства. Кстати, подобные процессы происходят и при производстве известного нам всем фарфора, так что можно считать эти два продукта близкими родственниками. Теперь вспомним, что итальянцы называют керамогранит gress porcellanato - фарфоровая керамика.
Для придания керамограниту нужного цвета используются минеральные красящие пигменты, как правило окислы металлов. Керамогранит бывает полной прокраски (другие названия: прокрашенный в массе, tutta massa, неглазированный, full body), в данном случае окрашивается вся смесь из которой прессуется керамогранит и окраска равномерна по всей его толщине.
Второй вид керамогранита - глазурованный, когда сам керамогранит не окрашен (на срезе он сероватого оттенка), а на его поверхность нанесена глазурь нужного цвета. Такой керамогранит называется глазурованным, или смальтированным. Стоимость красителей зависит от цвета и иногда может составлять значительную долю от стоимости готового керамогранита. Попробуйте в магазине поинтересоваться ценами на красный керамогранит полной прокраски, поверьте, результат превзойдет ваши ожидания.
Cырьё, для керамогранита (уже известные нам глина, песок и полевой шпат) хранится в специальных отсеках при определенных параметрах температуры и влажности, и уже готово к превращению в керамический гранит.

Сначала сырье загружается в специальные бункеры, а затем с помощью ленточных конвейеров подаётся на производственную линию. Здесь все компоненты дозируются по определенному рецепту, и попадают в мельницу, представляющую собой огромный металлический цилиндр.
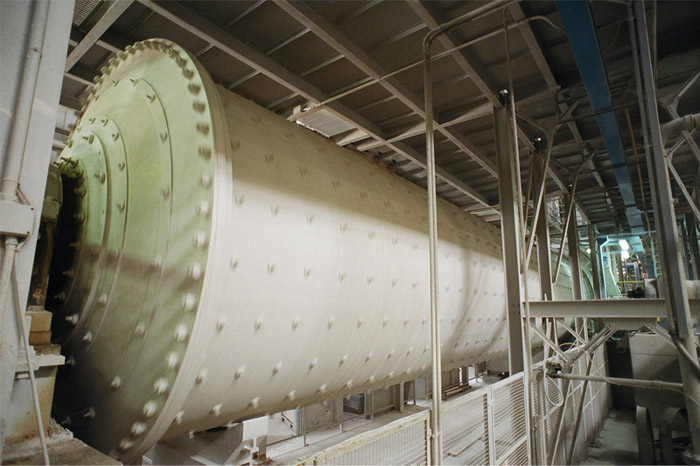
Фотография предоставлена Ассоциацией итальянских производителей керамической плитки Confindustria Ceramica
Перемалывание производится в присутствии воды. Внутри цилиндра-мельницы находится множество мелющих тел: натуральной гальки, либо шаров из определенных материалов, например глинозема или алюбита. Внутри цилиндра несколько камер, в каждой из которых мелющие тела разных размеров. Смесь перемещается от камеры с более крупными мелющими телами к камере с более мелкими, проникая через специальные сетки по мере достижения требуемых размеров. На выходе из мельницы мы получаем суспензию (водный раствор) из мельчайших и одинаковых по величине частиц, называемых шликером (или по итальянски barbottina).
Готовый шликер хранится в специальных бассейнах при постоянном перемешивании, потом в шликер в заданных концентрациях добавляются красящие пигменты, а затем он поступает в атомизатор (башенную распылительную сушилку), где подвергается обезвоживанию. Атомизатор - это вот такой огромный металлический цилиндр внутри которого установлены газовые горелки.

Шликер, распыляясь внутри сушилки, опадает на дно уже в виде порошка, который подается на очередную транспортную ленту.

Влажность порошка после атомизатора составляет 6%, что является оптимальным для последующего прессования. Результатом этого этапа являются пресспорошки, которые имеют соответствующие цвета, хранящиеся вот в этих бункерах.

Впоследствии полученные пресспорошки разных цветов смешиваются в заданных концентрациях для получения нужного оттенка.
Теперь материалы готовы к следующему очень важному этапу - прессованию в ходе которого они наконец-то приобретут свою будущую форму. Прессование происходит при помощи гидравлического пресса, который является одним из самых важных компонентов производства. Именно параметрами пресса определяются максимальные размеры керамогранита производимого фабрикой.

Прессование производится в два этапа Первичное прессование при нагрузке около 80 кг/см2 способствует удалению воздуха. На втором этапе прессования при давлении более 500 кг/см2 происходит формирование плитки. После чего “сырая” плитка помещается в сушильную камеру для полного удаления влаги.

После сушильной камеры влажность смеси в плитке составляет лишь сотые доли процента и плитка уже готова к обжигу. Но до этого (не зря же работали дизайнеры фабрики) плитка как правило проходит еще один этап. Сначала (если необходимо) она попадает в глазуровочную камеру где на нее распыляется глазурь.

Фотография предоставлена Ассоциацией итальянских производителей керамической плитки Confindustria Ceramica
После этого (или вместо этого, в зависимости от дизайна) плитка подвергается окрашиванию или нанесению рисунка, например, с использованием традиционного оборудования Ротаколор. Система состоит из четырех барабанов, каждый из которых наносит на плитку рисунок определенного цвета.

Вот это будет глазурованный керамогранит красного цвета.
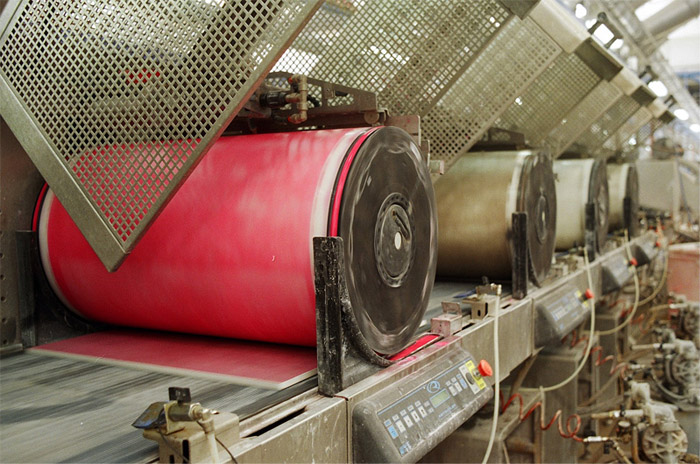
Фотография предоставлена Ассоциацией итальянских производителей керамической плитки Confindustria Ceramica
А это, вероятно, керамогранит под камень.

Последние несколько лет получила распространение цифровая струйная печать на керамограните, возможности которой значительно превосходят возможности Ротаколора. Она позволяет наносить на керамогранит любой рисунок с фотографическим разрешением. Главной сложностью здесь пока остается подбор цветов, так как использовать можно только натуральные красители. Так что пока все производители плитки дружно печатают на этих принтерах плитку под дерево и плитку под камень.
После окраски будущие плитки размещаются в специальные хранилища и ждут своей очереди перед этапом, который в корне изменит их свойства, прессованные плитки, которые легко можно раскрошить руками уже совсем скоро превратятся в прочнейший керамогранит.

Обжиг происходит в несколько этапов. Сначала плитки обжигаются при 400 градусах по Цельсию (этап предварительного обжига), потом разогреваются до 900 (предварительный прогрев), затем происходит основной обжиг при температуре 1200-1300 градусов, и наконец постепенное понижение температуры. Во время обжига плитка уменьшается в размерах на 5-10%.

Такие печи работают непрерывно, отключаются только для проведения профилактических работ 1-2 раза в год, остывание и нагрев такой печи занимает по времени около недели. Поэтому все производство рассчитано таким образом, чтобы печь была загружена постоянно. И если, например, выходит из строя пресс, должен оставаться запас готовой для обжига прессованной плитки на все время его простоя.
Далее при необходимости плитка подвергается полировке или реттификации. На фото плитка проходит процесс полировки, на выходе будет плитка с полуполированной поверхностью (по-итальянски lappato), обладающая эффектным неоднородным блеском.
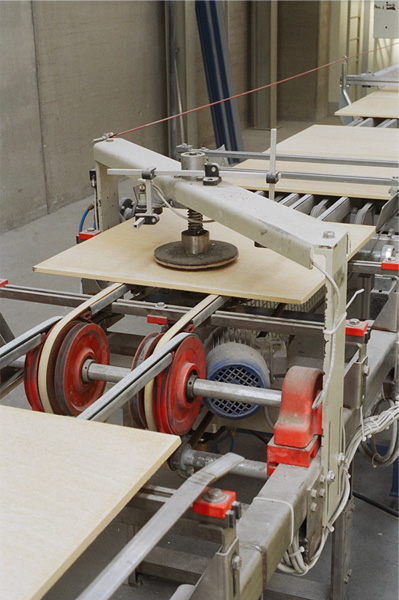
Фотография предоставлена Ассоциацией итальянских
производителей керамической плитки Confindustria Ceramica
Теперь плитка готова. Можно отправлять ее на склад? Пока нет. Осталось еще несколько важных операций. Сначала надо отсеять плитку с дефектами. Это могут быть геометрические искажения плитки, сколы, трещины, пустоты, неравномерность окраски и другие отклонения от заданных параметров. Контроль качества плитки также проходит в автоматическом режиме.
На стенде представлены различные дефекты плитки, у итальянцев вообще с этим очень строго, по российским ГОСТам эта плитка, скорее всего, вполне могла бы попасть к покупателю.

Мы уже знаем,что во время обжига плитка уменьшается в рамерах на 5-10%. Так как глина “живой” материал, то понятно что не существует двух абсолютно одинаковых плиток, и в итоге при номинальном размере плитки, например 500х500 мм из печи выходят плитки и размером 500х500 мм и 495х495 мм и 505х505 мм, попробуйте уложить все это разнообразие в одну и ту же комнату. Чтобы избежать такой ситуации готовая плитка сортируется по калибрам, вариации размеров внутри одного калибра не превышают 1 мм и укладка такой плитки не представляет никакой сложности.
Сортировка по калибрам, как и все уже известные нам этапы производства полностью автоматизирована.

Но на современной фабрике производящей керамогранит есть один этап, где нельзя обойтись без участия человека. Это сортировка плитки по тонам. Тона - это вариации оттенков плитки, которые, аналогично размерам плиток могут различаться на выходе из печи. Кому то может и понравится, когда все плитки на кухне будут разных оттенков, это выглядит натуральнее. Большинство же покупателей плитки хотят однотонный пол, поэтому фабрики вынуждены сортировать плитку по тонам.
И как оказалось, человеческий глаз очень чувствительный и совершенный прибор и никакие компьютерные системы оснащенные самой дорогой оптикой не могут с ним сравниться в способности безошибочно различать оттенки. Поэтому сортировку плитки по тона производит человек, сравнивая плитку с эталонными образцами. Именно этим занята итальянская синьора на фото под присмотром главного технолога фабрики.


Теперь осталось всего-то упаковать керамогранит в коробки.
Разложить на палеты так, чтобы на каждой был керамогранит определенного тона и калибра.

И отвезти на склад фабрики, где он будет дожидаться, своего покупателя.


Редакция благодарит группу компаний Ricchetti Group и Ассоциацию итальянских производителей керамической плитки Confindustria Ceramica за содействие в подготовке данной статьи.
Глина для керамики: разновидности и правила выбора
Глина считается основой для гончарного дела. Смешанная с водой, она создает тестообразную массу, пригодную для последующей обработки. Сырье природного происхождения, имеет отличия в зависимости от мест образования. Один вид можно использовать в чистом виде, другие требуют просеивания и смешивания. В итоге получается глина для керамики – материал, вполне пригодный для изготовления разных изделий.
Виды глины для керамики, их характеристики
Структурно глина состоит из мелких кристаллов, формирующих глинообразующий силикатный минерал – каолинит. В состав глины для керамики входят вода, оксиды кремния и алюминия.
Красная глина
В природе такая глина для изготовления керамических изделий отличается зеленовато-коричневым оттенком, придаваемым оксидом железа, на долю которого приходится от пяти до восьми процентов от общего количества. В процессе термической обработки в зависимости от температурного режима или типа печи глина становится красного либо беловатого цвета. Материал легко разминается, выдерживает нагрев до 1 100 градусов. Сырье отличается большой эластичностью, отлично подходит для моделирования небольших скульптур или для работы с глиняными пластинами.
Белая керамика
Месторождения такого вида встречаются везде. При достаточной увлажненности глина светло-серая, процесс обжина придает ей белый оттенок или цвет слоновой кости. Основные качества материала – эластичность и просвечиваемость, так как в составе отсутствует оксид железа. Применяется для изготовления посуды, кафельной плитки, сантехники, глиняных поделок.

Белая глина для керамики
Разновидность сырья, содержащего повышенное количество белого глинозема – майолика. Обжин ее выполняется при низких температурах, после чего поверхность покрывается глазурью, содержащей олово. Керамика из майолики имеет второе название – фаянсовая, так как впервые использовать этот материал для изготовления посуды стали на заводе по производству фаянсовых изделий.
Глина из песчаника
Этот материал особенно подходит для работ на специальном станке по изготовлению гончарных изделий. В составе имеются суглинок и кремнеземные примеси. Второе название сырья – «горшечная глина». После обжига при температуре, превышающей 1 000 градусов, глина становится более плотной и полностью непроницаемой. Применяют ее для производства посуды и декоративных поделок. Цветовые оттенки разнообразны – сероватый, бежевый, слоновая кость, коричневый.
Глина для производства фарфора
В состав этой глины входят каолин, полевой шпат и кварц. При достаточной увлажненности глина отличается светло-серым оттенком, обжиг при температурном режиме в 1 300 – 1 400 градусов делает ее белой. Сырье отличается эластичностью, работа с таким материалом подразумевает большие технические затраты, по этой причине рекомендуется пользоваться готовыми формами.
Огнеупорная глина
Такой вид глины отличается максимально ценными качествами. Такую породу получают при помощи обжига каолина (глины белой) под воздействием температуры не ниже 1 000 градусов. Термическая обработка придает материалу дополнительную термоустойчивость. Процесс обработки теплом выпаривает из глиняного материала жидкость и различные примеси. В специальной печи глиняной породе придаются свойства прочности камня, который потом измельчается, чтобы получить шамот. Сырье используется в производстве огнеупорного кирпича, для кладки печей и декоративных элементов.
Критерии выбора состава глины для работы
Выбирая керамическую глину, подходящую для работы, необходимо принимать во внимание большое количество факторов:
- какой способ работы вы будете использовать и что в конечном итоге желаете получить – скульптуру, декоративное украшение или функциональную вещь. Если планируется работа на гончарном круге или ручная лепка, следует останавливаться на гончарном виде;
- определите, какой оттенок вам необходим. Цвет материала зависит от его составных компонентов. Выбирая подходящий вариант, рекомендуется в обязательном порядке проверять пробники на температурный режим, при котором планируется обжиг, так как оттенок глины может после термической обработки измениться. Чтобы сделать правильный выбор, необходимо заранее спланировать декорирование изделия;
- перед выбором вида глины для керамики следует определиться, какую температуру вы зададите во время обжига. Есть материалы, которые режим более 1 000 градусов не выдерживают и начинают расплавляться. Отсюда следует, что подбирать необходимо массу, которую можно обжигать в вашей печи.
До того, как вы найдете самый оптимальный вариант, придется перепробовать большое количество видов глин от различных производителей. Опытный мастер предпочитает работать с несколькими видами, предназначенными под разнообразные задачи. Некоторые опытные профессионалы создают подходящую глину своими руками либо усовершенствуют готовое сырье.
Этапы подготовки глины к работе
Чтобы глина стала пригодной для изготовления керамики, ей предстоит пройти несколько этапов подготовки.
Просеивание
Для этого глину необходимо разложить небольшими комочками на настиле из деревянного материала, просушить под солнечными лучами. В зимнее время материал отлично высушивается на морозе, если разложить его под навесом и исключить попадание снега. Подготовка глины в небольших количествах может выполняться в теплом помещении возле печки или батарей отопления. Особенность быстрого высыхания заключается в том, что глина должна быть разделена на небольшие кусочки.
Высохшее сырье пересыпается в деревянный ящик с толстыми стенами, разбивается трамбовкой. Получившуюся пыль просеивают через сито, удаляя камушки, щепки, травинки и крупные песчинки.
Для лепки порошок замешивается по принципу подготовки теста для хлеба, вода подливается небольшими порциями, масса тщательно вымешивается. Некоторую часть глиняного порошка сохраняют в сухом состоянии, если потребуется придать массе густоту, а времени для просушки или выпаривания уже нет. В этом случае порошок досыпается в глиняную массу, вымешивание выполняется повторно.
Отмучивание
На этом этапе глину очищают, она приобретает пластичность и жирность. Такой процедуре чаще всего подвергается низкопластичное глиняное сырье, содержащее большое количество песка. Для отмучивания потребуется высокая посуда, к примеру – ведро.
Часть глины заливается тремя долями воды, оставляется на ночь. Утром содержимое тщательно размешивается, чтобы получился однородный раствор, который оставляют до полного отстаивания. Когда сверху вода посветлеет, ее аккуратно сливают при помощи шланга.

Отмучивание глины для керамики
Для подобной процедуры имеется более удобный способ, придуманный древними мастерами. Для этого используют деревянную кадку, в которой на определенном уровне устроены отверстия, предварительно закрытые пробками.
При отстаивании глиняного раствора в первую очередь дна достигают камушки и тяжелые крупники песка, находящиеся в его составе, потом начинает оседать глина. Осветленную воду постепенно сливают через отверстия, вынимая из них пробки поочередно, пока вся жидкость не стечет.
Для ускорения процесса оседания в глиняный раствор добавляют английскую соль (щепотку на ведро).
После того, как вода слита, жидкую глину вычерпывают, стараясь не задеть нижний слой осадка. Раствор переливается в таз или широкий ящик, выставляется на солнце, чтобы из него быстро испарилась влага. Когда глина начнет подсыхать, ее рекомендуется периодически перемешивать деревянной лопаткой. Материал, ставший напоминать густое тесто и не липнущий к рукам, накрывается полиэтиленом и хранится до применения.
Перебивание
Процедура применяется перед лепкой, чтобы удалить из глины воздушные пузырьки и улучшить однородность. Перебивание считается незаменимым, когда глина на начальных этапах плохо очистилась и содержит мелкие примеси.
Обработка начинается с процесса скатывания колобка, который потом с силой бросают на верстак. Заготовка немного сплющивается, обретает форму каравая. Гончарной струной его разрезают на две части, верхнюю половину срезом снова сильно бросают на стол, так же поступают со второй частью, не переворачивая ее. Склеившиеся половинки снова разрезаются, и процедура бросков выполняется повторно.
Резкой уничтожаются пустотные участки, выталкиваются воздушные пузырьки. От количества разрезов зависит состояние однородности сырья. При такой обработке можно воспользоваться плотницким стругом или большим ножом.Далее глиняный ком уплотняется, прижимается к поверхности стола, с него срезаются тонкие пластины. Все посторонние примеси, попадающие под лезвие, отбрасываются в сторону. В такой процедуре от тонкости пластин зависит чистота материала и его однородность. Закончив строгание, пластины глины снова собираются в единый ком и уплотняются до монолитного состояния. Процесс пластования повторяется снова.
Перемин
Это заключительный процесс подготовки глины своими руками для изготовления керамики. Берется ком, раскатывается в валик, сгибается и обминается до первоначального состояния. Операции промина повторяются несколько раз в указанной последовательности. В случае, если материал сильной сухой, перед очередным перемином его обильно обдают водяными брызгами.
Особенности хранения
Качественное состояние материала определяется условиями его сохранности. Наиболее высокие требования предъявляют к качеству глины, которая предназначается для изготовления художественных керамических изделий.
Сырье, поступающее на склад, затаривается в мешки и укладывается на высокие поддоны, высота штабелей не должна превышать двух метров. Такие условия укладки необходимы для того, чтобы предотвратить загрязнение исходного сырья. Каждый вид глины и поступившие партии материала должны храниться раздельно, чтобы исключить их перемешивание.
Если нет возможности складировать глину в помещении, ее складывают не бетонных площадках.
При соблюдении всех требований, предъявляемых к хранению и подготовке глиняного сырья к работе, можно получить отличный материал для изготовления керамических изделий.
Технология изготовления керамической плитки
Керамическая плитка — это отделочный материал, представляющий собой керамическое изделие состоящие из каолиновой глины, кварцевого песка и полевого шпата с добавлением различных минералов, и обожжённое в печи при высоких температурах. Керамическую плитку традиционно разделяют на настенную и напольную.
Напольное керамическое покрытие отличается от настенной большей износостойкости и меньшей степенью влагопоглощения.
Наиболее универсальным материалом является керамогранит. Производственные технологии, которые применяются при изготовлении керамогранита, позволяют его сделать максимально прочной и плотной структурой, что и делает его универсальным материалом для облицовки как внутренних так наружных плоскостей.
Технология изготовления керамических изделий такова:
Рассмотрим подробнее, каждый этап.
Отбор сырья
Процесс изготовления начинается со складирования сырья, которое бывает трёх видов: глинистые, неглинистые и инертные материалы.
Глинистое сырьё составляют каолиновые глины, придающие сырьевой основе связывающие свойства и пластичность, что впоследствии, после прессования, позволяет плитке сохранять свою форму.
Смешивание материалов
Сырьевые материалы, строго дозированные на весовых конвейерах, перемешиваются по заданной рецептуре, в результате чего получается основная сырьевая смесь. Эта смесь подвергается последующей обработке, призванной обеспечить абсолютную однородность массы по размеру и по влажности частиц материалов. Достижение гранулометрической однородности, происходит в результате мокрого помолам материалов в мельницах. Результат – водная суспензия, частицы которой обладают достаточно мелкой и однородной величиной. Эта суспензия называется шликером.
Полученный шликер поступает в огромные подземные бассейны, где, во избежание отстаивания (т.е. оседания составных частей), непрерывно перемешивается.
Затем сырьевая смесь окрашивается, и получаются те тона, которые впоследствии составят смесь пресспоршка. Окрашивание осуществляется путём добавления в шликер приготовленных ранее красителей, система дозирования которых полностью компьютеризована.
Формовка
Далее производится формовка методом прессования или экструзии.
Метод экструдирования. Технология заключается в проведении тестообразной массы с содержанием влаги от 15% до 20% через клинкер – агрегат, который придает массе форму, выводя ее в виде ленты. После высыхания эту ленту разрезают на элементы необходимых размеров. Такая плитка имеет шероховатую поверхность, которая улучшает сцепление с клеящим материалом, и тем самым повышает прочность плитки. Именно благодаря тому, что вязкая масса выдавливается из аппарата и обрезается, есть возможность производить изделия разной формы.
Прессование. Порошковую смесь с содержанием влаги около 6% выкладывают в специальные пресс-формы, а затем уплотняют посредством высокого давления (550кг/см2) – прессуют. Постепенно плитка набирает необходимую твёрдость по всему своему объёму. Пористость плитки, произведенной методом прессования, значительно меньше, чем у экструдированной.
Сушка
На этом этапе формованная плитка пока ещё не готова к обжигу, так как её остаточная степень влажности слишком высока. Если подвергнуть сырец обжигу, минуя стадию сушки, то он растрескается. Поэтому плитка перемещается в сушилку. Функция сушилки – довести степень влажности плитки до значения, близкого к нулю. Условия сушки играют важнейшую роль в обеспечении целостности и прочности будущего изделия. На заключительных стадиях сушки и в процессе обжига происходит усадка плитки, то есть пропорциональное уменьшение ее линейных размеров. Этим и объясняется необходимость в калибровке готовых изделий. Далее, сохраняя температуру 80-100°C, плитка возвращается на линию для последующей обработки.
Нанесение глазури
Глазурь (эмаль) – стекловидное покрытие, которое наносится на лицевую сторону плитки и закрепляется в процессе обжига. Глазуровка выполняется с целью декорирования и укрепления изделия. В состав глазури могут входить различные материалы и соединения (песок, окислы, фритты, красящие пигменты и прочее). Она может быть глянцевой и матовой, цветной и одноцветной. Цвет глазури достигается за счет добавления солей и оксидов металлов, например, кобальт дает синий цвет, хром - зеленый, железо – красный.
У глазурованной плитки верхний тонкий слой имеет стекловидную структуру, то есть поверхность плитки отличается от ее основания и обеспечивает зрительный эффект (цвет, глянец, орнамент и т.д.), а также ряд свойств, таких как водонепроницаемость, твердость и т.д., которые не может обеспечить основание плитки. Таким образом, в составе глазурованной плитки имеется два слоя с различной структурой: глазурь на поверхности и основание, расположенное ниже (бисквит).
Существует несколько способов нанесения глазурей на поверхность керамической плитки. Глазурь может наносится в виде распыленной суспензии, пасты или гранул. Нанесение может производиться до или после обжига.
Глазурь позволяет не только получать гладкоокрашенную плитку (моноколор), но и добиваться различных эффектов:
- поверхность с глянцевой или матовой фактурой
- рельефный рисунок
- люстрирование (создание блестящего металлического узора на глазури)
Для придания плитке более эстетичного вида в процессе глазурирования могут наносится различные декоративные рисунки
Основные методы нанесения рисунка:
Сериография (шелкография) -Рисунок наносится на плитку путем продавливания мастик через сетки-трафареты.
Ротоколор (Барабанный метод) - Технология позволяет выпускать плитку с неповторяющимся рисунком, имитирующим природный камень, дерево, текстиль. Эффект натуральности достигается путем переноса на плитку рисунка гравировки силиконового покрытия специального барабана.
Цифровая печать – Технология такая же, как и фотопечать на принтере. Она дала возможность производить плитку с неповторяющимся рисунком, что очень важно для производства плитки «под мрамор» или «под дерево». Рисунок без повтора делает плитку почти неотличимой от натурального.
Обжиг
Для каждого типа плитки разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов. У плитки двойного обжига - около 950°С, у однократного обжига - до 1180°С, у керамогранита - до 1250°С.
Однократный обжиг (monocottura), когда глазурь и основание обжигаются вместе - используется, как правило, для производства напольной глазурованной плитки. Высокая температура обжига позволяет получить хорошо спеченный прочный бисквит, и обеспечивает значительную устойчивость глазури к истиранию. При данном способе производства невозможно получить изделия ярких, насыщенных цветов, поскольку при высоких температурах красящие пигменты выгорают и тускнеют. Замечено, что менее яркие глазурованные плитки более устойчивы к истиранию поверхности.
Двойной обжиг (bicottura) используется для производства настенной глазурованной плитки. Он состоит из двух этапов. На первом - обжигается только основание плитки. Обжиг производится при достаточно невысоких температурах. В результате получается высокопористый (более 10%) черепок, не подвергнувшийся усадке и не требующий в дальнейшем сортировки плитки по размерам (калибровки). Далее на основание наносится глазурь и происходит вторичный обжиг, характеризующийся еще более низкой температурой (700-900 градусов). Общий смысл поэтапного обжига - обеспечение необходимых прочностных характеристик бисквита (необходимы высокие температуры), и сохранение цвета желаемой яркости и насыщенности (при низких температурах красящие пигменты практически не выгорают).
Декор производится при помощи 3-его обжига. Сперва на уже готовую плитку наносят необходимый рисунок. После изделие обжигается при еще более низкой температуре (до 700 градусов). При этом порошок глазури расплавляется, образуя рельефный рисунок. Затем, если декоры производятся на фоновой плитке, осуществляется их нарезка. Поскольку процесс производства декоративных элементов наиболее длительный и сложный, декоры имеют большую стоимость по сравнению с фоновой плиткой.
Керамогранит. Обжиг плиток производится в несколько стадий, каждой из которых соответствует определённая зона печи.
Первая стадия, предварительный обжиг, имеет место во входной секции, в которой нет горелок, и которая нагревается до 400°C газами, подаваемыми вентилятором из зон обжига. Цель данной секции – полностью обезводить сырой материал во избежание образования впоследствии трещин или разрывов. Следует зона предварительного нагрева, где, при температуре 900°C, испаряется вода от кристаллизации материалов, содержащихся в глинах, сгорают органические вещества и разлагаются карбонаты.
После этого плитка попадает в зону обжига как такового, где температура достигает 1250°C. Здесь объем плиток сокращается на 6%, и завершается процесс спекания. Тут изделия приобретают свои характеристики огромной прочности и стойкости; их уровень водопоглощения составляет менее 0,05%, что делает весь керамический гранит абсолютно морозостойким. Следующая зона – зона охлаждения, в которой удерживается низкий температурный градиент, чтобы предотвратить раскалывание изделий.
После выхода из печи плитки укладываются на специальные стальные рамы (называемые также контейнерами для хранения обожжённых изделий), которые в зависимости от формата могут содержать более 200 кв. метров плитки. Отсюда “полотна” плитки переносятся на линии ректификации и полирования.
Ректификация- это механический метод обработки краев изделия, что позволяет получить плитку одного калибра с абсолютно ровными краями, и возможностью укладки с минимальным швом в 1 мм.
Результатом полирования являются поверхности, характеризуемые особым зеркальным блеском.
Сортировка
На этом этапе решаются две основные задачи.
Первая – сгруппировать изделия по калибру, т.е. по размерам граней, и по тону, т.е. по цветовым признакам поверхности.
Определение калибра каждой плитки – автоматизированный процесс.
Отбор изделий по тону выполняется либо квалифицированным персоналом, либо автоматически.
Вторая задача при сортировке – обнаружение и классификация дефектных плиток.
В этом случае продукция первого сорта отделяется от продукции других сортов, отмеченной некоторыми недостатками.
Отсортированные плитки укладываются в коробки (при этом они сгруппированы по сорту, по тону и по калибру).
Упакованные в коробки плитки размещаются на складе готовой продукции, откуда и попадают к потребителям.
kak_eto_sdelano
Как это сделано, как это работает, как это устроено
Самое познавательное сообщество Живого Журнала
Как делают керамическую плитку ручным способом aslan wrote in kak_eto_sdelano March 10th, 2017Считается, что керамическая плитка появилась в древнем Египте – ею украшали дворцы фараонов. И сегодня это один из самых распространенных отделочных материалов. Декорированные плиткой кухни и ванные комнаты есть, пожалуй, в каждой российской квартире. Во всем мире плитка давно массово изготавливается на заводах, но изделия ручной работы тоже не редкость.

На этом производстве в Суздале плитку изготавливают из так называемой шамотной глины. В строительстве вообще шамотная глина применяется для кладочных, отделочных и штукатурных работ, но также подходит для изготовления керамики, декоративной плитки и архитектурных изделий. Это прочный материал, который хорошо переносит температурные нагрузки (например, при обжиге).
Глина в виде порошка смешивается с водой и сбивается в специальной машине. Мешка просеянного шамота (примерно 13 килограммов) хватает приблизительно на 100 плиток.

Готовую глиняную массу помещают в экструдер, где она разминается, избавляется от воздуха. Через формующее отверстие экструдера глина выходит в виде толстой плоской ленты, ширина которой соответствует ширине будущей плитки. Затем глиняную «ленту» с помощью струны нарезают на квадратные кусочки – заготовки.

Заготовки закладывают в гипсовые формы – вручную или с помощью ручного пресса. Глиняные обрезки, которые остаются после формовки плитки, идут в дело. Они помещаются обратно в машину, которая замешивает массу для следующей партии изделий.

Тыльная сторона плитки должна иметь шершавую или ребристую поверхность для лучшего сцепления с раствором при кладке. В одних случаях форму перед помещением под пресс накрывают тканью – на глине отпечатывается соответствующая текстура и рисунок «пятки» пресса. В других случаях на тыльной стороне делают насечки «расческой», и поверхность становится ребристой.

Далее плитки вынимают из форм и укладывают на стеллажи, чтобы глина подсохла, «прихватилась». Затем мастер обрабатывает края подсохших плиток, чтобы на них не было «бородок».

После этого плитки отправляются в печь на первый обжиг, который называется «утильный» - это обжиг без глазури. После первого обжига изделия приобретают прочность.

На этом производстве есть разные печи: большая и несколько маленьких (с горизонтальной и вертикальной загрузкой). Они загружаются в зависимости от тиража изделий. Одна загрузка печи называется «садка». В большую печь заезжает целый стеллаж – это довольно большая садка, в маленькой печи можно одновременно обжечь всего около 40 плиток.
Большая печь набирает температуру приблизительно за 10 часов, маленьким требуется меньше времени. Чем больше печь, тем плавней набор температуры. Для плитки температура первого обжига составляет 1050 градусов.

Когда плитка после первого обжига остывает, ее покрывают глазурью. Майоликовые глазури бывают разных цветов, ими можно расписывать, можно просто покрывать плитку.

Глазурь на плитку наносят двумя способами: ею либо поливают изделие, либо распыляют ее из пульверизатора. Кистью ровно нанести глазурь на плитку очень сложно.


До обжига глазурь всегда матовая, и в сыром виде часто имеет не тот цвет, который предполагается. На нижнем снимке плитку полили глазурью, которая после обжига станет зеленой.

Приблизительно вот такой:

После полива или распыления глазури края и тыльную часть плитки вытирают мокрой губкой.


Иногда плитки покрывают светлой или бесцветной глазурью. После обжига они будут белыми, бежевыми, молочными - в зависимости от поставленной задачи.

После глазуровки плитка снова отправляется в печь. Второй обжиг - уже с глазурями - называется «политой». Название говорящее, поскольку плитку изначально именно поливали глазурью (этот метод, как видите, используется и сейчас). Во время второго обжига температура в печи задается зависимости от того, какая на плитку нанесена глазурь. Минимальная температура плавления глазури 980 градусов, максимальная – 1200.
Нередко на одну плитку наносят глазури разных цветов, и тут важно, чтобы они имели одинаковые характеристики. Иначе хорошего результата не будет. Если для одной глазури требуется минимальная, а для другой максимальная температура плавления, то потеря качества неизбежна. Или одна глазурь не приобретет глянца и останется матовой, или вторая вскипит и выгорит.
Плитку можно просто покрыть глазурью, а можно расписать. Для этого она сначала покрывается эмалью, по которой наносится роспись майоликовой глазурью. Плитки с росписью обычно имеют светлый фон. Майоликовые цветные глазури отличаются полупрозрачностью, ими почти невозможно прорисовать четкие линии, контуры. Для этого используют пигменты - краски для керамики, которые перед обжигом нужно припылять бесцветной глазурью. Но чаще всего плитки расписывают все-таки майоликой.
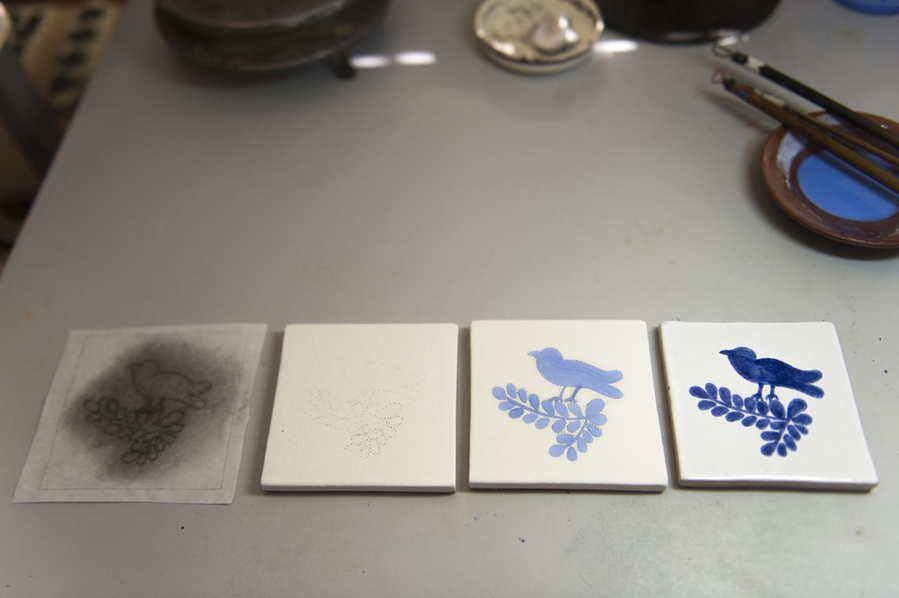
Делают это следующим образом. Сначала берут готовую обожженную плитку, уже покрытую светлой глазурью. Из специальной бумаги изготавливают трафарет: наносят карандашом рисунок и по контуру прокалывают бумагу иголкой. Затем накладывают трафарет на плитку и затирают поверхность толченым грифелем. Через иголочные проколы грифельный порошок попадает на плитку, обозначая контур будущего рисунка.

Затем художник кисточкой наносит рисунок цветной глазурью.

Когда рисунок готов, плитка отправляется в печь на обжиг. Сырая глазурь имеет светлый, пастельный цвет, а после обжига она темнеет.

Наконец, последний этап - готовые плитки отправляются на прилавки магазинов.
Читайте также: