
Гост р 53629 2009 шпунт и шпунт сваи из стальных холодногнутых профилей технические условия
Обновлено: 17.05.2024
ГОСТ Р 53629-2009 Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт транспортного строительства" (ОАО "ЦНИИС"), Открытым акционерным обществом Центр методологии нормирования и стандартизации в строительстве ОАО "ЦНС", Обществом с ограниченной ответственностью "ЕВРОПРОФИЛЬ"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 975-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на шпунт и шпунтовые сваи из металлических холодногнутых профилей, предназначенные для применения в гидротехническом, транспортном и промышленно-гражданском строительстве при сооружении различных шпунтовых ограждений постоянного и временного типа.
К постоянным сооружениям относят причальные стенки (причалы типа "больверк") в морских и речных портах, ограждения искусственных островов, молов и волноломов на морских акваториях, стенки берегоукрепления в водохранилищах и меандрирующих руслах рек, укрепления оползневых склонов при прокладке трасс железных и автомобильных дорог, регуляционные сооружения на больших мостовых переходах. Металлические шпунт-сваи применяют в качестве основных несущих конструкций необсыпных устоев мостов, в том числе однопролетных распорных.
К временным сооружениям относят ограждения котлованов мостовых опор, гидротехнических сооружений, тоннелей при проходке открытым способом, временных причалов и пирсов при монтаже пролетных строений больших мостов с помощью плавучих средств.
Для временных сооружений металлический шпунт используется как инвентарь с многократным погружением и извлечением его с помощью специального оборудования.
Металлические шпунтовые конструкции предназначены для применения в обычном и северном исполнении, в районах с расчетной сейсмичностью до 9 баллов, в агрессивных и сильноагрессивных средах. Срок службы защитных покрытий указан в специальных нормативных документах по защите металлоконструкций от коррозии.
2 Нормативные ссылки
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
шпунтовая стенка: Несущая конструкция в форме сплошной вертикальной или наклонной стены, образованная забитыми в грунт монтажными элементами - шпунтовыми сваями, соединяемыми между собой замками. Стенка из шпунтовых свай воспринимает в основном горизонтальные нагрузки от давления грунта, находящегося за ней, а также вертикальные нагрузки от вышерасположенных сооружений и транспортных средств.
шпунт ограждения: Грунто-водонепроницаемая стенка для ограждения котлованов и траншей при возведении транспортных и гидротехнических сооружений.
шпунтовый профиль: Шпунтовая свая определенной геометрической формы поперечного сечения с замковыми элементами.
шпунт: Совокупность шпунтовых профилей (шпунтовых свай).
шпунтовый замок: Элемент шпунтовой сваи, служащий для соединения свай в грунтонепроницаемую стенку и обладающий несущей способностью на разрыв и изгиб.
3.2 В настоящем стандарте приняты также следующие обозначения:
С29-АФф - сварка под флюсом автоматическая на флюсовой подушке, стыковое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 2,0-32,0 мм.
ТЗ-АФ - сварка под флюсом автоматическая на весу, тавровое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 3,0-20,0 мм.
С7-АФ - сварка под флюсом автоматическая на весу, стыковое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 2,0-20,0 мм.
У7-АФ - сварка под флюсом автоматическая на весу, угловое соединение со скосом одной кромки, с двусторонним сварным швом, толщиной свариваемых деталей 8,0-20,0 мм.
4 Конструкция шпунтовых профилей
4.1 В зависимости от геометрической формы поперечных сечений и несущей способности металлические холодногнутые шпунтовые профили разделяют на четыре типа:
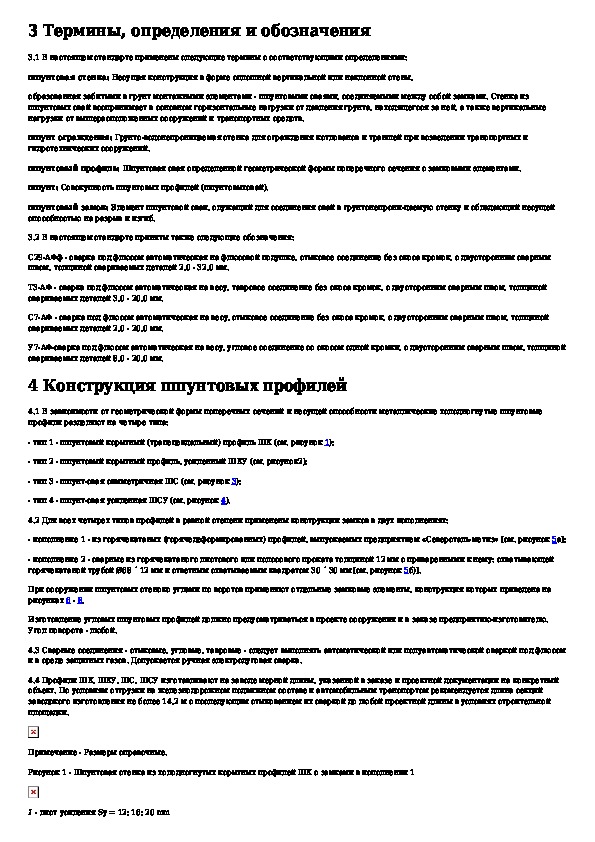
- тип 1 - шпунтовый корытный (трапецеидальный) профиль ШК (см. рисунок 1);
- тип 2 - шпунтовый корытный профиль, усиленный ШКУ (см. рисунок 2);
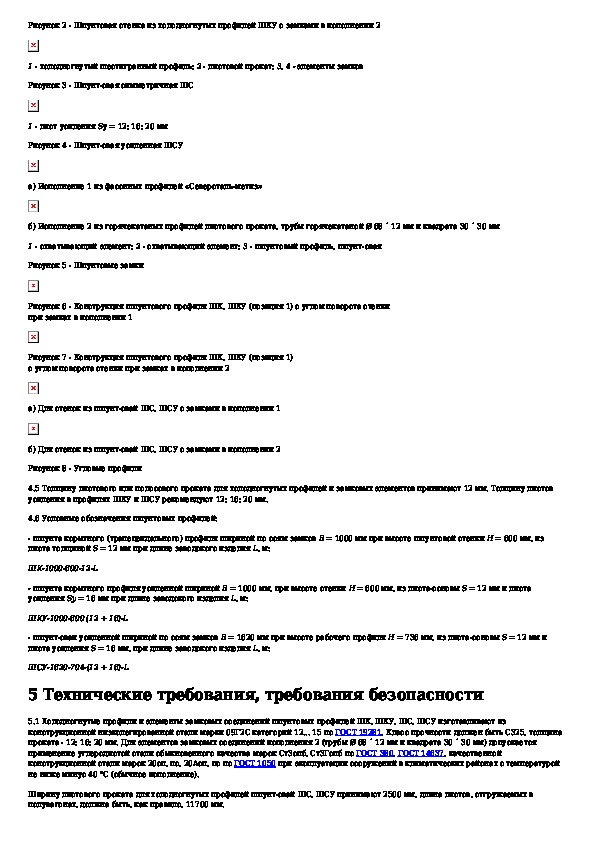
- тип 3 - шпунт-свая симметричная ШС (см. рисунок 3);
- тип 4 - шпунт-свая усиленная ШСУ (см. рисунок 4).
Рисунок 1 - Шпунтовая стенка из холодногнутых корытных профилей ШК с замками в исполнении 1
Рисунок 2 - Шпунтовая стенка из холодногнутых профилей ШКУ с замками в исполнении
1 - лист усиления 12; 16; 20 мм
Рисунок 2 - Шпунтовая стенка из холодногнутых профилей ШКУ с замками в исполнении 2
Рисунок 3 - Шпунт-свая симметричная ШС
1 - холодногнутый шестигранный профиль; 2 - листовой прокат; 3,4 - элементы замков
Рисунок 3 - Шпунт-свая симметричная ШС
Рисунок 4 - Шпунт-свая усиленная ШСУ
1 - лист усиления 12; 16; 20 мм
Рисунок 4 - Шпунт-свая усиленная ШСУ
4.2 Для всех четырех типов профилей в равной степени применены конструкции замков в двух исполнениях:
- исполнение 1 - из горячекатаных (горячедеформированных) профилей, выпускаемых предприятием "Северсталь-метиз" [см. рисунок 5а];
- исполнение 2 - сварные из горячекатаного листового или полосового проката толщиной 12 мм с
приваренными к нему: охватывающей горячекатаной трубой 68х12 мм и ответным охватываемым квадратом 30х30 мм [см. рисунок 5б)].
Рисунок 5 - Шпунтовые замки
б) Исполнение 2 из горячекатаных профилей листового проката, трубы горячекатаной 68x12 мм и квадрата 30x30 мм
1 - охватывающий элемент; 2 - охватывающий элемент; 3 - шпунтовый профиль, шпунт-свая
Рисунок 5 - Шпунтовые замки
При сооружении шпунтовых стенок с углами поворотов применяют отдельные замковые элементы, конструкция которых приведена на рисунках 6-8.
Рисунок 6 - Конструкция шпунтового профиля ШК, ШКУ (позиция 1) с углом поворота стенки при замках в исполнении 1
Рисунок 6 - Конструкция шпунтового профиля ШК, ШКУ (позиция 1) с углом поворота стенки при замках в исполнении 1
Рисунок 7 - Конструкция шпунтового профиля ШК, ШКУ (позиция 1) с углом поворота стенки при замках в исполнении 2
Рисунок 7 - Конструкция шпунтового профиля ШК, ШКУ (позиция 1) с углом поворота стенки при замках в исполнении 2
Рисунок 8 - Угловые профили
а) Для стенок из шпунт-свай ШС, ШСУ с замками в исполнении 1
б) Для стенок из шпунт-свай ШС, ШСУ с замками в исполнении 2
Рисунок 8 - Угловые профили
Изготовление угловых шпунтовых профилей должно предусматриваться в проекте сооружения и в заказе предприятию-изготовителю. Угол поворота - любой.
4.3 Сварные соединения - стыковые, угловые, тавровые - следует выполнять автоматической или полуавтоматической сваркой под флюсом и в среде защитных газов. Допускается ручная электродуговая сварка.
4.4 Профили ШК, ШКУ, ШС, ШСУ изготавливают на заводе мерной длины, указанной в заказе и проектной документации на конкретный объект. По условиям отгрузки на железнодорожном подвижном составе и автомобильным транспортом рекомендуется длина секций заводского изготовления не более 14,2 м с последующим стыкованием их сваркой до любой проектной длины в условиях строительной площадки.
4.5 Толщину листового или полосового проката для холодногнутых профилей и замковых элементов принимают 12 мм. Толщину листов усиления в профилях ШКУ и ШСУ рекомендуют 12; 16; 20 мм.
4.6 Условные обозначения шпунтовых профилей:
- шпунта корытного (трапецеидального) профиля шириной по осям замков 1000 мм при высоте шпунтовой стенки 600 мм, из листа толщиной 12 мм при длине заводского изделия , м:
ШК-1000-600-12-
- шпунта корытного профиля усиленной шириной 1000 мм, при высоте стенки 600 мм, из листа-основы 12 мм и листа усиления 16 мм при длине заводского изделия , м:
ШКУ-1000-600 (12+16)-
- шпунт-сваи усиленной шириной по осям замков 1620 мм при высоте рабочего профиля 736 мм, из листа-основы 12 мм и листа усиления 16 мм, при длине заводского изделия , м:
ШСУ-1620-704-(12+16)-
5 Технические требования, требования безопасности
5.1 Холодногнутые профили и элементы замковых соединений шпунтовых профилей ШК, ШКУ, ШС, ШСУ изготавливают из конструкционной низколегированной стали марки 09Г2С категорий 12. 15 по ГОСТ 19281. Класс прочности должен быть С325, толщина проката - 12; 16; 20 мм. Для элементов замковых соединений исполнения 2 (трубы 68х12 мм и квадрата 30х30 мм) допускается применение углеродистой стали обыкновенного качества марок СтЗсп5, СтЗГсп5 по ГОСТ 380, ГОСТ 14637, качественной конструкционной стали марок 20сп, пс, 20Асп, пс по ГОСТ 1050 при эксплуатации сооружений в климатических районах с температурой не ниже минус 40 °С (обычное исполнение).
Ширину листового проката для холодногнутых профилей шпунт-свай ШС, ШСУ принимают 2500 мм, длина листов, отгружаемых в полувагонах, должна быть, как правило, 11700 мм.
5.2 Прокат из стали любых марок, приведенных в 5.1, должен поставляться с гарантией свариваемости.
5.3 Дополнительные требования к сталям для шпунтовых профилей по химическому составу и механическим свойствам, в том числе по ударной вязкости KCU и KCV, должны быть указаны в рабочей документации на конструкции металлические (КМ), разработанной в установленном порядке с учетом климатических условий, особенностей строительно-монтажных и эксплуатационных нагрузок на сооружения из шпунта.
5.4 Качество поставляемого на предприятие-изготовитель стального проката должно удостоверяться сертификатами или паспортами предприятий-поставщиков. Листовой прокат должен иметь маркировку клеймением с указанием марки стали, номеров плавки, партии, размеров изделий. Применение проката без сертификатов (паспортов) не допускается.
В случаях, если в сертификатах на стальной прокат отдельные данные отсутствуют, предприятие-изготовитель шпунтовых профилей должно провести необходимые лабораторные испытания в соответствии с требованиями, установленными стандартами. Если результаты испытаний соответствуют требованиям, прокат может быть использован для изготовления конструкций. Акты испытаний прилагаются к сертификатам.
5.5 Холодногнутые профили и элементы замковых соединений сваривают на полную проектную длину до сборки и сварки готовых изделий.
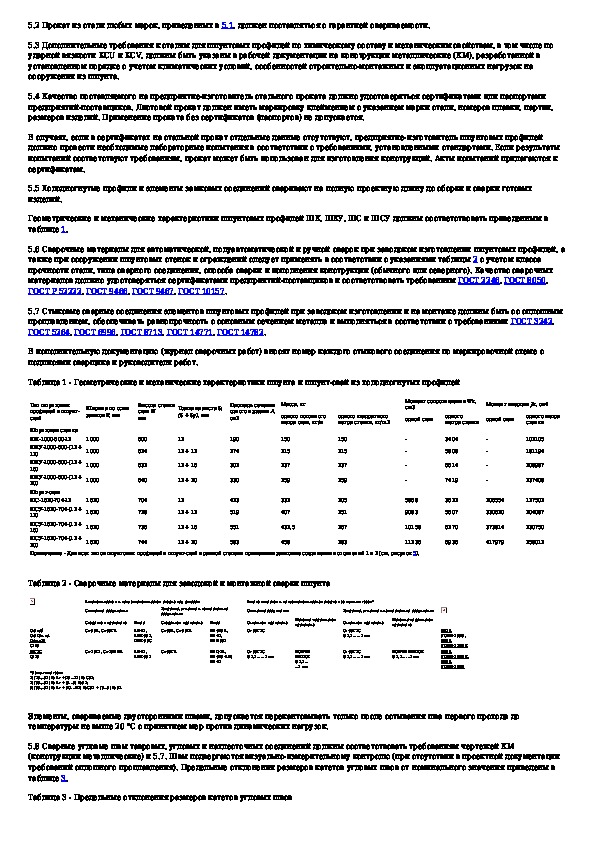
Геометрические и механические характеристики шпунтовых профилей ШК, ШКУ, ШС и ШСУ должны соответствовать приведенным в таблице 1.
Таблица 1 - Геометрические и механические характеристики шпунта и шпунт-свай из холодногнутых профилей
Гост р 53629 2009 шпунт и шпунт сваи из стальных холодногнутых профилей технические условия
ГОСТ Р 53629-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШПУНТ И ШПУНТ-СВАИ ИЗ СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ
Sheet piles of steel cold-formed sections. Specifications
Дата введения 2010-07-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт транспортного строительства" (ОАО "ЦНИИС"), Открытым акционерным обществом Центр методологии нормирования и стандартизации в строительстве ОАО "ЦНС", Обществом с ограниченной ответственностью "ЕВРОПРОФИЛЬ"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на шпунт и шпунтовые сваи из металлических холодногнутых профилей, предназначенные для применения в гидротехническом, транспортном и промышленно-гражданском строительстве при сооружении различных шпунтовых ограждений постоянного и временного типа.
К постоянным сооружениям относят причальные стенки (причалы типа "больверк") в морских и речных портах, ограждения искусственных островов, молов и волноломов на морских акваториях, стенки берегоукрепления в водохранилищах и меандрирующих руслах рек, укрепления оползневых склонов при прокладке трасс железных и автомобильных дорог, регуляционные сооружения на больших мостовых переходах. Металлические шпунт-сваи применяют в качестве основных несущих конструкций необсыпных устоев мостов, в том числе однопролетных распорных.
К временным сооружениям относят ограждения котлованов мостовых опор, гидротехнических сооружений, тоннелей при проходке открытым способом, временных причалов и пирсов при монтаже пролетных строений больших мостов с помощью плавучих средств.
Для временных сооружений металлический шпунт используется как инвентарь с многократным погружением и извлечением его с помощью специального оборудования.
Металлические шпунтовые конструкции предназначены для применения в обычном и северном исполнении, в районах с расчетной сейсмичностью до 9 баллов, в агрессивных и сильноагрессивных средах. Срок службы защитных покрытий указан в специальных нормативных документах по защите металлоконструкций от коррозии.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, принимается в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
шпунтовая стенка: Несущая конструкция в форме сплошной вертикальной или наклонной стены, образованная забитыми в грунт монтажными элементами - шпунтовыми сваями, соединяемыми между собой замками. Стенка из шпунтовых свай воспринимает в основном горизонтальные нагрузки от давления грунта, находящегося за ней, а также вертикальные нагрузки от вышерасположенных сооружений и транспортных средств.
шпунт ограждения: Грунто-водонепроницаемая стенка для ограждения котлованов и траншей при возведении транспортных и гидротехнических сооружений.
шпунтовый профиль: Шпунтовая свая определенной геометрической формы поперечного сечения с замковыми элементами.
шпунт: Совокупность шпунтовых профилей (шпунтовых свай).
шпунтовый замок: Элемент шпунтовой сваи, служащий для соединения свай в грунтонепроницаемую стенку и обладающий несущей способностью на разрыв и изгиб.
3.2 В настоящем стандарте приняты также следующие обозначения:
С29-АФф - сварка под флюсом автоматическая на флюсовой подушке, стыковое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 2,0-32,0 мм.
ТЗ-АФ - сварка под флюсом автоматическая на весу, тавровое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 3,0-20,0 мм.
С7-АФ - сварка под флюсом автоматическая на весу, стыковое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 2,0-20,0 мм.
У7-АФ - сварка под флюсом автоматическая на весу, угловое соединение со скосом одной кромки, с двусторонним сварным швом, толщиной свариваемых деталей 8,0-20,0 мм.
4 Конструкция шпунтовых профилей
4.1 В зависимости от геометрической формы поперечных сечений и несущей способности металлические холодногнутые шпунтовые профили разделяют на четыре типа:
- тип 1 - шпунтовый корытный (трапецеидальный) профиль ШК (см. рисунок 1);
- тип 2 - шпунтовый корытный профиль, усиленный ШКУ (см. рисунок 2);
- тип 3 - шпунт-свая симметричная ШС (см. рисунок 3);
- тип 4 - шпунт-свая усиленная ШСУ (см. рисунок 4).
Примечание - Размеры справочные.
Рисунок 1 - Шпунтовая стенка из холодногнутых корытных профилей ШК с замками в исполнении 1
1 - лист усиления 12; 16; 20 мм
Рисунок 2 - Шпунтовая стенка из холодногнутых профилей ШКУ с замками в исполнении 2
1 - холодногнутый шестигранный профиль; 2 - листовой прокат; 3,4 - элементы замков
Рисунок 3 - Шпунт-свая симметричная ШС
1 - лист усиления 12; 16; 20 мм
Рисунок 4 - Шпунт-свая усиленная ШСУ
4.2 Для всех четырех типов профилей в равной степени применены конструкции замков в двух исполнениях:
- исполнение 1 - из горячекатаных (горячедеформированных) профилей, выпускаемых предприятием "Северсталь-метиз" [см. рисунок 5а];
- исполнение 2 - сварные из горячекатаного листового или полосового проката толщиной 12 мм с приваренными к нему: охватывающей горячекатаной трубой 68х12 мм и ответным охватываемым квадратом 30х30 мм [см. рисунок 5б)].

а) Исполнение 1 из фасонных профилей "Северсталь-метиз"
б) Исполнение 2 из горячекатаных профилей листового проката, трубы горячекатаной 68x12 мм и квадрата 30x30 мм
1 - охватывающий элемент; 2 - охватывающий элемент; 3 - шпунтовый профиль, шпунт-свая
ГОСТ Р 53629-2009 Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия
5.1 Холодногнутые профили и элементы замковых соединений шпунтовых профилей ШК, ШКУ, ШС, ШСУ изготавливают из конструкционной низколегированной стали марки 09Г2С категорий 12. 15 по ГОСТ 19281. Класс прочности должен быть С325, толщина проката - 12; 16; 20 мм. Для элементов замковых соединений исполнения 2 (трубы 68х12 мм и квадрата 30х30 мм) допускается применение углеродистой стали обыкновенного качества марок СтЗсп5, СтЗГсп5 по ГОСТ 380, ГОСТ 14637, качественной конструкционной стали марок 20сп, пс, 20Асп, пс по ГОСТ 1050 при эксплуатации сооружений в климатических районах с температурой не ниже минус 40 °С (обычное исполнение).
Ширину листового проката для холодногнутых профилей шпунт-свай ШС, ШСУ принимают 2500 мм, длина листов, отгружаемых в полувагонах, должна быть, как правило, 11700 мм.
5.2 Прокат из стали любых марок, приведенных в 5.1, должен поставляться с гарантией свариваемости.
5.3 Дополнительные требования к сталям для шпунтовых профилей по химическому составу и механическим свойствам, в том числе по ударной вязкости KCU и KCV, должны быть указаны в рабочей документации на конструкции металлические (КМ), разработанной в установленном порядке с учетом климатических условий, особенностей строительно-монтажных и эксплуатационных нагрузок на сооружения из шпунта.
5.4 Качество поставляемого на предприятие-изготовитель стального проката должно удостоверяться сертификатами или паспортами предприятий-поставщиков. Листовой прокат должен иметь маркировку клеймением с указанием марки стали, номеров плавки, партии, размеров изделий. Применение проката без сертификатов (паспортов) не допускается.
В случаях, если в сертификатах на стальной прокат отдельные данные отсутствуют, предприятие-изготовитель шпунтовых профилей должно провести необходимые лабораторные испытания в соответствии с требованиями, установленными стандартами. Если результаты испытаний соответствуют требованиям, прокат может быть использован для изготовления конструкций. Акты испытаний прилагаются к сертификатам.
5.5 Холодногнутые профили и элементы замковых соединений сваривают на полную проектную длину до сборки и сварки готовых изделий.
Геометрические и механические характеристики шпунтовых профилей ШК, ШКУ, ШС и ШСУ должны соответствовать приведенным в таблице 1.
Таблица 1 - Геометрические и механические характеристики шпунта и шпунт-свай из холодногнутых профилей
1 Область применения
Настоящий стандарт распространяется на шпунт и шпунтовые сваи из металлических холодногнутых профилей, предназначенные для применения в гидротехническом, транспортном и промышленно-гражданском строительстве при сооружении различных шпунтовых ограждений постоянного и временного типа.
К постоянным сооружениям относят причальные стенки (причалы типа «больверк») в морских и речных портах, ограждения искусственных островов, молов и волноломов на морских акваториях, стенки берегоукрепления в водохранилищах и меандрирующих руслах рек, укрепления оползневых склонов при прокладке трасс железных и автомобильных дорог, регуляционные сооружения на больших мостовых переходах. Металлические шпунт-сваи применяют в качестве основных несущих конструкций необсыпных устоев мостов, в том числе однопролетных распорных.
К временным сооружениям относят ограждения котлованов мостовых опор, гидротехнических сооружений, тоннелей при проходке открытым способом, временных причалов и пирсов при монтаже пролетных строений больших мостов с помощью плавучих средств.
Для временных сооружений металлический шпунт используется как инвентарь с многократным погружением и извлечением его с помощью специального оборудования.
Металлические шпунтовые конструкции предназначены для применения в обычном и северном исполнении, в районах с расчетной сейсмичностью до 9 баллов, в агрессивных и сильноагрессивных средах. Срок службы защитных покрытий указан в специальных нормативных документах по защите металлоконструкций от коррозии.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, принимается в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
шпунтовая стенка: Несущая конструкция в форме сплошной вертикальной или наклонной стены,
образованная забитыми в грунт монтажными элементами - шпунтовыми сваями, соединяемыми между собой замками. Стенка из шпунтовых свай воспринимает в основном горизонтальные нагрузки от давления грунта, находящегося за ней, а также вертикальные нагрузки от вышерасположенных сооружений и транспортных средств.
шпунт ограждения: Грунто-водонепроницаемая стенка для ограждения котлованов и траншей при возведении транспортных и гидротехнических сооружений.
шпунтовый профиль: Шпунтовая свая определенной геометрической формы поперечного сечения с замковыми элементами.
шпунт: Совокупность шпунтовых профилей (шпунтовыхсвай).
шпунтовый замок: Элемент шпунтовой сваи, служащий для соединения свай в грунтонепрони-цаемую стенку и обладающий несущей способностью на разрыв и изгиб.
3.2 В настоящем стандарте приняты также следующие обозначения:
С29-АФф - сварка под флюсом автоматическая на флюсовой подушке, стыковое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 2,0 - 32,0 мм.
Т3-АФ - сварка под флюсом автоматическая на весу, тавровое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 3,0 - 20,0 мм.
С7-АФ - сварка под флюсом автоматическая на весу, стыковое соединение без скоса кромок, с двусторонним сварным швом, толщиной свариваемых деталей 2,0 - 20,0 мм.
У7-АФ-сварка под флюсом автоматическая на весу, угловое соединение со скосом одной кромки, с двусторонним сварным швом, толщиной свариваемых деталей 8,0 - 20,0 мм.
4 Конструкция шпунтовых профилей
4.1 В зависимости от геометрической формы поперечных сечений и несущей способности металлические холодногнутые шпунтовые профили разделяют на четыре типа:
- тип 1 - шпунтовый корытный (трапецеидальный) профиль ШК (см. рисунок 1);
- тип 2 - шпунтовый корытный профиль, усиленный ШКУ (см. рисунок2);
- тип 3 - шпунт-свая симметричная ШС (см. рисунок 3);
- тип 4 - шпунт-свая усиленная ШСУ (см. рисунок 4).
4.2 Для всех четырех типов профилей в равной степени применены конструкции замков в двух исполнениях:
- исполнение 1 - из горячекатаных (горячедеформированных) профилей, выпускаемых предприятием «Северсталь-метиз» [см. рисунок 5а];
- исполнение 2 - сварные из горячекатаного листового или полосового проката толщиной 12 мм с приваренными к нему: охватывающей горячекатаной трубой Ø68 ´ 12 мм и ответным охватываемым квадратом 30 ´ 30 мм [см. рисунок 5б)].
При сооружении шпунтовых стенокс углами по воротов применяют отдельные замковые элементы, конструкция которых приведена на рисунках 6 - 8.
Изготовление угловых шпунтовых профилей должно предусматриваться в проекте сооружения и в заказе предприятию-изготовителю. Угол поворота - любой.
4.3 Сварные соединения - стыковые, угловые, тавровые - следует выполнять автоматической или полуавтоматической сваркой под флюсом и в среде защитных газов. Допускается ручная электродуговая сварка.
4.4 Профили ШК, ШКУ, ШС, ШСУ изготавливают на заводе мерной длины, указанной в заказе и проектной документации на конкретный объект. По условиям отгрузки на железнодорожном подвижном составе и автомобильным транспортом рекомендуется длина секций заводского изготовления не более 14,2 м с последующим стыкованием их сваркой до любой проектной длины в условиях строительной площадки.

Примечание - Размеры справочные.
Рисунок 1 - Шпунтовая стенка из холодногнутых корытных профилей ШК с замками в исполнении 1

1 - лист усиления S y = 12; 16; 20 mm
Рисунок 2 - Шпунтовая стенка из холодногнутых профилей ШКУ с замками в исполнении 2

1 - холодногнутый шестигранный профиль; 2 - листовой прокат; 3, 4 - элементы замков
Рисунок 3 - Шпунт-свая симметричная ШС

1 - лист усиления S y = 12; 16; 20 мм
Рисунок 4 - Шпунт-свая усиленная ШСУ

а) Исполнение 1 из фасонных профилей «Северсталь-метиз»

б) Исполнение 2 из горячекатаных профилей листового проката, трубы горячекатаной Ø 68 ´ 12 мм и квадрата 30 ´ 30 мм
1 - охватывающий элемент; 2 - охватывающий элемент; 3 - шпунтовый профиль, шпунт-свая
Рисунок 5 - Шпунтовые замки

Рисунок 6 - Конструкция шпунтового профиля ШК, ШКУ (позиция 1) с углом поворота стенки
при замках в исполнении 1

Рисунок 7 - Конструкция шпунтового профиля ШК, ШКУ (позиция 1)
с углом поворота стенки при замках в исполнении 2

а) Для стенок из шпунт-свай ШС, ШСУ с замками в исполнении 1

б) Для стенок из шпунт-свай ШС, ШСУ с замками в исполнении 2
Рисунок 8 - Угловые профили
4.5 Толщину листового или полосового проката для холодногнутых профилей и замковых элементов принимают 12 мм. Толщину листов усиления в профилях ШКУ и ШСУ рекомендуют 12; 16; 20 мм.
4.6 Условные обозначения шпунтовых профилей:
- шпунта корытного (трапецеидального) профиля шириной по осям замков В = 1000 мм при высоте шпунтовой стенки Н = 600 мм, из листа толщиной S = 12 мм при длине заводского изделия L, м:
ШК-1000-600-12-L
- шпунта корытного профиля усиленной шириной В = 1000 мм, при высоте стенки Н = 600 мм, из листа-основы S = 12 мм и листа усиления Sy = 16 мм при длине заводского изделия L, м:
ШКУ-1000-600 (12 + 16)-L
- шпунт-сваи усиленной шириной по осям замков В = 1620 мм при высоте рабочего профиля Н = 736 мм, из листа-основы S = 12 мм и листа усиления S = 16 мм, при длине заводского изделия L, м:
ШСУ-1620-704-(12 + 16)-L
5 Технические требования, требования безопасности
5.1 Холодногнутые профили и элементы замковых соединений шпунтовых профилей ШК, ШКУ, ШС, ШСУ изготавливают из конструкционной низколегированной стали марки 09Г2С категорий 12. 15 по ГОСТ 19281. Класс прочности должен быть С325, толщина проката - 12; 16; 20 мм. Для элементов замковых соединений исполнения 2 (трубы Ø 68 ´ 12 мм и квадрата 30 ´ 30 мм) допускается применение углеродистой стали обыкновенного качества марок Ст3спб, Ст3Гспб по ГОСТ 380, ГОСТ 14637, качественной конструкционной стали марок 20сп, пс, 20Асп, пс по ГОСТ 1050 при эксплуатации сооружений в климатических районах с температурой не ниже минус 40 °С (обычное исполнение).
Ширину листового проката для холодногнутых профилей шпунт-свай ШС, ШСУ принимают 2500 мм, длина листов, отгружаемых в полувагонах, должна быть, как правило, 11700 мм.
5.2 Прокат из стали любых марок, приведенных в 5.1, должен поставляться с гарантией свариваемости.
5.3 Дополнительные требования к сталям для шпунтовых профилей по химическому составу и механическим свойствам, в том числе по ударной вязкости KCU и KCV, должны быть указаны в рабочей документации на конструкции металлические (КМ), разработанной в установленном порядке с учетом климатических условий, особенностей строительно-монтажных и эксплуатационных нагрузок на сооружения из шпунта.
5.4 Качество поставляемого на предприятие-изготовитель стального проката должно удостоверяться сертификатами или паспортами предприятий-поставщиков. Листовой прокат должен иметь маркировку клеймением с указанием марки стали, номеров плавки, партии, размеров изделий. Применение проката без сертификатов (паспортов) не допускается.
В случаях, если в сертификатах на стальной прокат отдельные данные отсутствуют, предприятие-изготовитель шпунтовых профилей должно провести необходимые лабораторные испытания в соответствии с требованиями, установленными стандартами. Если результаты испытаний соответствуют требованиям, прокат может быть использован для изготовления конструкций. Акты испытаний прилагаются к сертификатам.
5.5 Холодногнутые профили и элементы замковых соединений сваривают на полную проектную длину до сборки и сварки готовых изделий.
Геометрические и механические характеристики шпунтовых профилей ШК, ШКУ, ШС и ШСУ должны соответствовать приведенным в таблице 1.
5.6 Сварочные материалы для автоматической, полуавтоматической и ручной сварок при заводском изготовлении шпунтовых профилей, а также при сооружении шпунтовых стенок и ограждений следует применять в соответствии с указаниями таблицы 2 с учетом класса прочности стали, типа сварного соединения, способа сварки и исполнения конструкции (обычного или северного). Качество сварочных материалов должно удостоверяться сертификатами предприятий-поставщиков и соответствовать требованиям ГОСТ 2246, ГОСТ 8050, ГОСТ Р 52222, ГОСТ 9466, ГОСТ 9467, ГОСТ 10157.
5.7 Стыковые сварные соединения элементов шпунтовых профилей при заводском изготовлении и на монтаже должны быть со сплошным проплавлением, обеспечивать равнопрочность с основным сечением металла и выполняться в соответствии с требованиями ГОСТ 3242, ГОСТ 5264, ГОСТ 6996, ГОСТ 8713, ГОСТ 14771, ГОСТ 14782.
В исполнительную документацию (журнал сварочных работ) вносят номер каждого стыкового соединения по маркировочной схеме с подписями сварщика и руководителя работ.
Таблица 1 - Геометрические и механические характеристики шпунта и шпунт-свай из холодногнутых профилей
ГОСТ Р 53629-2009: Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия





Для Вашего удобства
Если листать документ прямо на сайте, не очень удобно для Вас, есть два возможных решения:
• Просмотр в полноэкранном режиме - легко просмотреть документ Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия (без загрузки его на свой компьютер). Вы можете использовать режим полноэкранного просмотра, используйте кнопку «Открыть в Pdf-viewer».
• Загрузка на компьютер - Вы можете также скачать Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия на свой компьютер и сохранить его в файлах.
Многие люди предпочитают читать документы не на экране, а в печатной версии. Возможность печати руководства пользователя также была предусмотрена на нашем сайте, и вы можете использовать ее, нажав на иконку «печать» в Pdf-viewer. Нет необходимости печатать все страницы, можно выбрать только нужные страницы документа.
ГОСТ Р 53629-2009: Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия
Для Вашего удобства
Если листать документ прямо на сайте, не очень удобно для Вас, есть два возможных решения:
• Просмотр в полноэкранном режиме - легко просмотреть документ Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия (без загрузки его на свой компьютер). Вы можете использовать режим полноэкранного просмотра, используйте кнопку «Открыть в Pdf-viewer».
• Загрузка на компьютер - Вы можете также скачать Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия на свой компьютер и сохранить его в файлах.
Многие люди предпочитают читать документы не на экране, а в печатной версии. Возможность печати руководства пользователя также была предусмотрена на нашем сайте, и вы можете использовать ее, нажав на иконку «печать» в Pdf-viewer. Нет необходимости печатать все страницы, можно выбрать только нужные страницы документа.
ГОСТ Р 53629-2009: Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия
Для Вашего удобства
Если листать документ прямо на сайте, не очень удобно для Вас, есть два возможных решения:
• Просмотр в полноэкранном режиме - легко просмотреть документ Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия (без загрузки его на свой компьютер). Вы можете использовать режим полноэкранного просмотра, используйте кнопку «Открыть в Pdf-viewer».
• Загрузка на компьютер - Вы можете также скачать Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия на свой компьютер и сохранить его в файлах.
Многие люди предпочитают читать документы не на экране, а в печатной версии. Возможность печати руководства пользователя также была предусмотрена на нашем сайте, и вы можете использовать ее, нажав на иконку «печать» в Pdf-viewer. Нет необходимости печатать все страницы, можно выбрать только нужные страницы документа.
ГОСТ Р 53629-2009: Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия
Для Вашего удобства
Если листать документ прямо на сайте, не очень удобно для Вас, есть два возможных решения:
• Просмотр в полноэкранном режиме - легко просмотреть документ Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия (без загрузки его на свой компьютер). Вы можете использовать режим полноэкранного просмотра, используйте кнопку «Открыть в Pdf-viewer».
• Загрузка на компьютер - Вы можете также скачать Шпунт и шпунт-сваи из стальных холодногнутых профилей. Технические условия на свой компьютер и сохранить его в файлах.
Многие люди предпочитают читать документы не на экране, а в печатной версии. Возможность печати руководства пользователя также была предусмотрена на нашем сайте, и вы можете использовать ее, нажав на иконку «печать» в Pdf-viewer. Нет необходимости печатать все страницы, можно выбрать только нужные страницы документа.
Читайте также: