
Гост 14098 91 соединения сварные арматуры и закладных изделий железобетонных конструкций
Обновлено: 05.07.2024
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Тип сварного соединения
Способ и технологические особенности сварки
Положение стержней при сварке
Контактная точечная двух стержней
То же, трех стержней
Дуговая ручная прихватками
Контактная стержней одинакового диаметра
То же, разного диаметра
Контактная стержней одинакового диаметра с последующей механической обработкой
То же, с предварительной механической обработкой
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Ванно-шовная на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе-накладке
Дуговая ручная многослойными швами без стальной скобы-накладки
Дуговая ручная швами с накладками из стержней
То же, швами с удлиненными накладками из стержней
Дуговая ручная швами без дополнительных технологических элементов
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
Ванная одноэлектродная в инвентарной форме
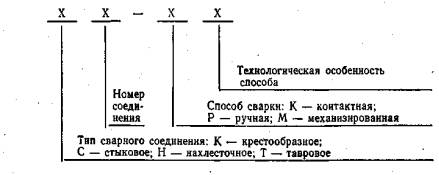
2. Условное обозначение сварного соединения имеет следующую структуру:
Технологическая особенность способа
Способ варки: К – контактная;
Р – ручная; М - механизированная
Тип сварного соединения: К – крестообразное;
С – стыковое; Н – нахлесточное; Т – тавровое
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
dн — номер профиля (номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц изображен условно);
d — внутренний диаметр стержня периодического профиля по ГОСТ 5781;
d1 — наружный диаметр стержня периодического профиля по ГОСТ 5781;
d'н — номинальный меньший диаметр стержня в сварных соединениях;
dо — меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Do — больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp — диаметр рельефа на плоском элементе;
D — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D' — диаметр обточенной части стержня;
R — радиус кривизны рельефа;
а — суммарная толщина стержней после сварки в месте пересечения;
b — ширина сварного шва; суммарная величина вмятин;
h — величина осадки в крестообразном соединении; высота сечения сварного шва;
h1 — высота усиления наплавленного металла;
h2 — высота усиления корня сварного шва;
Н — высота скобы-накладки;
hсв — глубина проплавления (Т8, Т9);
l — длина сварного шва;
l1, l2 — зазоры до сварки между торцами стержней при различных разделках;
lш — ширина флангового шва (С24 — С32);
lн — длина скоб-накладок, накладок и нахлестки стержней;
l¢ — длина обточенной части одного стержня (С4);
L — общая длина обточенной части соединений С3 и С4;
L1 — длина вставки в соединениях типа С11 — С13;
z — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s — толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k — высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 — С32 и H1;
k1 — зазор между стержнем и плоским элементом в соединениях Н2 и Н3;
п — ширина рельефа на плоском элементе;
т — длина рельефа на плоском элементе;
g — высота наплавленного металла или «венчика» в тавровых соединениях;
с; c1 — размеры наплавленного металла в соединении Т13;
a, a1, a2, b, b1, b2, g, g1 — угловые размеры конструктивных элементов сварных соединений.
4. Термины и пояснения должны соответствовать приложению 1 и ГОСТ 2601.
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00, типа К2 — от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней ;
для трех стержней ,
где а — суммарная толщина стержней после сварки в месте пересечения, мм;
Величины относительных осадок h/d¢н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h/dн для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 — 17.
12. В соединениях типа С2 — Кн отношение d¢н/dн допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
13. Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 18 — 21.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22 — 29.
15. Механические свойства сварных соединений должны удовлетворять требованиям ГОСТ 10922.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264 и ГОСТ 8713.
Любое
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах .
Горизонтальное
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Вертикальное
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
Ванная одноэлектродная в инвентарной форме
Горизонтальное
2. Условное обозначение сварного соединения имеет следующую структуру:
Пример условного обозначения стыкового соединения, выполненного ванной меха низированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
d н - номер профиля (номинальный диаметр стержня) по ГОСТ 5781-82 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781-82;
d 1 - наружный диаметр стержня периодического профиля по ГОСТ 5781-82;
d 'н - номинальный меньший диаметр стержня в сварных соединениях;
d 0 - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D 0 - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp - диаметр рельефа на плоском элементе;
D -диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ' - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b ', b " - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
h 1 - высота усиления наплавленного металла;
h 2 - высота усиления корня сварного шва;
Н - высота скобы-накладки;
h св - глубина проплавления (Т8, Т9);
l - длина сварного шва;
l 1 , l 2 - зазоры до сварки между торцами стержней при различных разделках;
l ш - ширина флангового шва (С24 -С32);
l н - длина скоб-накладок, накладок и нахлестки стержней;
l 3 , l 4 -длина сварного шва (С22);
l ' - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений СЗ и С4;
L 1 - длина вставки в соединениях типа С11-С13;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s - толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 - С32иН1;
k 1 - зазор между стержнем и плоским элементом в соединениях Н2 и НЗ;
n - ширина рельефа на плоском элементе;
m - длина рельефа на плоском элементе;
g - высота наплавленного металла или «венчика» в тавровых соединениях;
с,с1 - размеры наплавленного металла в соединении Т13;
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К2 - от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней
для трех стержней
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин ( b ' + b "), мм.
Величины относительных осадок h / d н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h / d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 -17.
12. В соединениях типа С2-Кн отношение d ' н / d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22-29.
Гост 14098 91 соединения сварные арматуры и закладных изделий железобетонных конструкций

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ
АРМАТУРЫ И ЗАКЛАДНЫХ
ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
ТИПЫ, КОНСТРУКЦИИ И РАЗМЕРЫ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО СТРОИТЕЛЬСТВУ И ИНВЕСТИЦИЯМ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ
ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы , конструкции и размеры
Welded joints of reinforcement and inserts
for reinforced concrete structures.
Types, constructions and dimensions
Дата введения 01.07.92
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Способ и технологические особенности сварки
Положение стержней при сварке
Контактная точечная двух стержней
То же, трех стержней
Дуговая ручная прихватками
Контактная стержней одинакового диаметра
То же, разного диаметра
Контактная стержней одинакового диаметра с последующей механической обработкой
То же, с предварительной механической обработкой
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Ванно-шовная на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе-накладке.
Дуговая ручная многослойными швами без стальной скобы-накладки
Дуговая ручная швами с накладками из стержней
То же, швами с удлиненными накладками из стержней
Дуговая ручная швами без дополнительных технологических элементов
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковое проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавленном
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в некованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
Ванная одноэлектродная в инвентарной форме
2. Условное обозначение сварного соединения имеет следующую структуру:

Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
d н - номер профиля (номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781;
d 1 - наружный диаметр стержня периодического профиля по ГОСТ 5781;
d ¢ н - номинальный меньший диаметр стержня в сварных соединениях;
d о - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D o - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D p - диаметр рельефа на плоском элементе;
D - диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ¢ - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b ¢ , b ² - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
h 1 - высота усиления наплавленного металла;
h 2 - высота усиления корня сварного шва;
Н - высота скобы-накладки;
h св - глубина проплавления (Т8, Т9);
l - длина сварного шва;
l 1 , l 2 - зазоры до сварки между торцами стержней при различных разделках;
l ш - ширина флангового шва (С24 - С32);
l н - длина скоб-накладок, накладок и нахлестки стержней;
l 3 , l 4 - длина сварного шва (С22);
l ¢ - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений С3 и С4;
L 1 - длина вставки в соединениях типа С11 - С13;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s - толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 - С32 и H1;
k 1 - зазор между стержнем и плоским элементом в соединениях Н2 и Н3;
п - ширина рельефа на плоском элементе;
т - длина рельефа на плоском элементе;
g - высота наплавленного металла или «венчика» в тавровых соединениях;
с; c 1 - размеры наплавленного металла в соединении Т13;
a , a 1 , a 2 , b , b 1 , b 2 , g , g 1 - угловые размеры конструктивных элементов сварных соединений.
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К2 - от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:

для двух стержней ;

для трех стержней ,
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин ( b ¢ + b " ), мм.
Величины относительных осадок h/d ¢ н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h/d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 - 17.
12. В соединениях типа С2 - Кн отношение d ¢ н /d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
13. Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 18 - 21.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22 - 29.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264 и ГОСТ 8713.
Любое
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах .
Горизонтальное
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Вертикальное
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
Ванная одноэлектродная в инвентарной форме
Горизонтальное
2. Условное обозначение сварного соединения имеет следующую структуру:
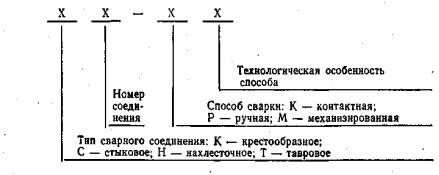
Пример условного обозначения стыкового соединения, выполненного ванной меха низированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
d н - номер профиля (номинальный диаметр стержня) по ГОСТ 5781-82 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781-82;
d 1 - наружный диаметр стержня периодического профиля по ГОСТ 5781-82;
d 'н - номинальный меньший диаметр стержня в сварных соединениях;
d 0 - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D 0 - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp - диаметр рельефа на плоском элементе;
D -диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ' - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b ', b " - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
h 1 - высота усиления наплавленного металла;
h 2 - высота усиления корня сварного шва;
Н - высота скобы-накладки;
h св - глубина проплавления (Т8, Т9);
l - длина сварного шва;
l 1 , l 2 - зазоры до сварки между торцами стержней при различных разделках;
l ш - ширина флангового шва (С24 -С32);
l н - длина скоб-накладок, накладок и нахлестки стержней;
l 3 , l 4 -длина сварного шва (С22);
l ' - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений СЗ и С4;
L 1 - длина вставки в соединениях типа С11-С13;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s - толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 - С32иН1;
k 1 - зазор между стержнем и плоским элементом в соединениях Н2 и НЗ;
n - ширина рельефа на плоском элементе;
m - длина рельефа на плоском элементе;
g - высота наплавленного металла или «венчика» в тавровых соединениях;
с,с1 - размеры наплавленного металла в соединении Т13;
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К2 - от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней
для трех стержней
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин ( b ' + b "), мм.
Величины относительных осадок h / d н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h / d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 -17.
12. В соединениях типа С2-Кн отношение d ' н / d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22-29.
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл.1.
Способ и технологические особенности сварки
Контактная точечная двух стержней
То же, трех стержней
Дуговая ручная прихватками
Контактная стержней одинакового диаметра
То же, разного диаметра
Контактная стержней одинакового диаметра с последующей механической обработкой
То же, с предварительной механической обработкой
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Ванно-шовная на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе- накладке
Дуговая ручная многослойными швами без стальной скобы-накладки
Дуговая ручная швами с накладками из стержней
То же, швами с удлиненными накладками из стержней
Дуговая ручная швами без дополнительных технологических элементов
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
Ванная одноэлектродная в инвентарной форме
2. Условное обозначение сварного соединения имеет следующую структуру:
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
- наружный диаметр стержня периодического профиля по ГОСТ 5781;
- меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
- диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
- диаметр обточенной части стержня;
- суммарная толщина стержней после сварки в месте пересечения;
, - величина вмятин от электродов в крестобразном соединении;
- высота усиления корня сварного шва;
- зазоры до сварки между торцами стержней при различных разделках;
- ширина флангового шва (С24-С32);
- толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
- высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24-С32 и Н1;
- ширина рельефа на плоском элементе;
,, - угловые размеры конструктивных элементов сварных соединений.
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт.1 и в табл.2, 3.
Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
Дата введения 1 июля 1992 г.
диаметров от 0,5 до 0,8
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Читайте также: