
Для очистки пластин магнитопровода трансформатора от старой изоляции используют следующие способы
Обновлено: 05.07.2024
Ремонт обмоток и магнитопровода (восстановление межлистовой изоляции)
В ремонтных условиях восстановление межлистовой изоляции пластин магнитопровода путем удаления старой изоляции и нанесения новой требует значительного времени и больших затрат труда, поэтому при ремонте силовых трансформаторов мощностью до 1000 ква допускается изолировать только четные или только нечетные пластины.
Новый слой изоляционного лака разрешается наносить пульверизатором на старую лаковую пленку, новый лист папиросной бумаги — наклеивать на старую изоляцию.
Предварительно необходимо убедиться, что новая изоляция прочно удерживается на поверхности старой и не отслаивается вместе с ней от пластин магнитопровода и что данный способ восстановления межлистовой изоляции не вызовет такого увеличения диаметра стержней магнитопровода, при котором будет затруднена насадка на них обмоток.
При «пожарах стали» или местном замыкании часть пластин магнитопровода ремонтируемого трансформатора может оказаться выгоревшей настолько, что дальнейшее их использование, даже при условии восстановления изоляции, окажется невозможным.
В этом случае на месте ремонта изготовляют необходимое количество новых пластин, нарезая их на гильотинных ножницах из листов электротехнической стали, а затем высверливая в пластинах отверстия требуемых диаметров.
Новые пластины изготовляют по образцу старых неповрежденных пластин, снятых с магнитопровода. Резка стали и высверливание отверстий должны производиться острым инструментом во избежание снижения магнитных свойств стали в процессе обработки и увеличения вследствие этого потерь в ней.
Ухудшению магнитных свойств при механической обработке наиболее подвержена холоднокатаная трансформаторная сталь. Изготовленные пластины промывают бензином, очищая их от грязи и остатков масла, а затем изолируют способом, описанным выше.
«Ремонт электрооборудования промышленных предприятий»,
В.Б.Атабеков
Лакировка пластин стали магнитопровода
При восстановительном ремонте магнитопровода силового трансформатора стремятся сохранить толщину пленки изоляции пластин. В противном случае стержни могут оказаться толще или тоньше, чем они были, т. е. окружность, описанная вокруг фигуры стержня, примет эллипсовидную форму.
При перешихтовке магнитопровода иногда на старую пленку накладывают новый слой лаковой изоляции (на каждую пластину или через пластину). В этом случае диаметр стержней может увеличиться на 1—2%. Это учитывают, заранее выясняя, не затруднит ли такое утолщение стержней установку обмоток.
При восстановлении изоляции пластин крупной партии стали целесообразно применять принятый на электромашиностроительных заводах конвейерный метод лакировки и запекания пластин. Этот метод представляет собой единый и непрерывный технологический процесс, при котором обеспечиваются высокая производительность труда и хорошее качество лаковой пленки.
Многие ремонтные заводы и мастерские имеют такие установки, но перевозка пластин стали разобранного магнитопровода в мастерские или на заводы специально для лакировки, особенно на большие расстояния, не всегда целесообразна. При погрузке, разгрузке и перевозке пластин они неизбежно подвергаются деформациям, ударам и тряске, что резко ухудшает магнитные свойства стали, особенно холоднокатаной текстурованной (горячекатаная сталь сейчас для производства трансформаторов не применяется и может встретиться лишь при ремонте старых трансформаторов). Во многих случаях выгоднее соорудить на месте ремонта простую и дешевую конвейерную установку.
Изображенная на рис. 1 конвейерная установка сконструирована для работы в условиях выездных ремонтов. Основными частями установки являются лакировальный станок, т. е. два вращающихся резиновых валика 2 (рис. 1, а), которые смачиваются лаком и между которыми пропускают пластины стали, каркас 7 печи, кирпичная кладка 9, нагревательные элементы 6, роликовая цепь 4 и звездочки 8 с направляющими и промежуточными валиками 5.
Каркас печи обычно изготовляют в виде двух ящиков из тонколистовой стали. В торцах ящиков предусматривают вырезы для цепей конвейера. Иногда каркас сваривают из уголков в виде открытой рамы. Кирпичную кладку размещают в каркасе без связывающего раствора. Нагревательные элементы обычно изготовляют в виде спиралей, навитых из круглой нихромовой проволоки диаметром 2 мм и выше. Примерная схема соединения спиралей в звезду показана на рис. 1, б. В данном случае предусмотрено шесть спиралей, размещенных по всей длине кладки печи. Для хорошего качества запекания лака общая мощность нагревателей должна быть 50—55 кет.
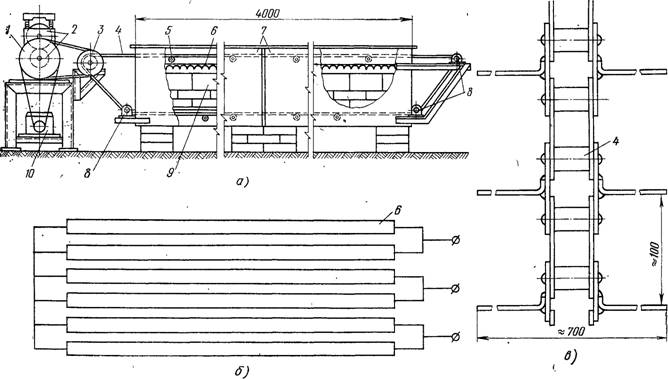
Рис. 1. Конвейерная установка для лакировки и запекания пластин стали: а — общий вид, б —схема соединения в звезду спиралей из нихромовой проволоки, в — приводная цепь; 1 — шкив клиноременной передачи 2 — резиновые валики, 3 — ведомый шкив и звездочка цепной передачи, 4 — роликовая цепь, 5 — промежуточный валик стальной стержень со свободно надетыми отрезками труб), 6 — нагревательные элементы, 7 - каркас печи, 8 — звездочки цепной передачи, 9 — кирпичная кладка, 10 — электродвигатель с редуктором
Для конвейера применяют любые цепи и звездочки, например велосипедные, мотоциклетные, от сельскохозяйственных машин. В простейших установках используют только одну цепь. Чтобы иметь широкое полотно, к пластинам цепи приваривают стальные прутки (рис. 1, в). Для этой цели часто применяют отрезки полосовой стали толщиной 1,5—2 мм и шириной 20—25 мм, предварительно согнув их для жесткости в виде швеллера.
Рис. 2. Лакировальный станок (вид со стороны рабочего места)
1 — патрубок для подсоединения к бачку с лаком, 2 — капельница, 3 — рези новые валики, 4 — ременная передача 5 — электродвигатель с редуктором, 6 — ванночка с лаком, 7 — подставка, 8 — трубка для слива излишков лака
При лакировке применяют лак № 302 или № 202, а в качестве разбавителя — керосин или уайт-спирит. Лак, залитый в бачок лакировального станка (рис. 2), самотеком через патрубок 1 попадает в капельницу 2 (трубку с отверстиями), расположенную вдоль верхнего резинового валика 3. Таким образом происходит смачивание лаком верхнего валика. Излишек лака стекает в ванночку 6, расположенную под нижним валиком, и его нижняя часть постоянно смачивается лаком.
Такая конвейерная установка проста в изготовлении, а также в сборке на месте ремонта магнитопровода. Основные элементы конвейерной установки, например роликовые цепи, звездочки и спирали, могут легко доставляться на место ремонта. Приводной валик цепной передачи, а также клиноременная (цепная) передача должны быть заранее смонтированы на лакировальном станке который также доставляют на место ремонта.
Из временной конвейерной установки неизбежно будут выделяться дым и газы, поэтому ее желательно устанавливать в хорошо вентилируемом помещении или под временным навесом, а в теплую погоду — на открытом воздухе, защитив ее от попадания осадков и пыли. В любом случае необходимо предусмотреть вентиляторы, чтобы отгонять дым и газы в сторону. При работе на конвейерной установке необходимо соблюдать правила техники безопасности.
Лакировку и запекание пластин стали на конвейерной установке производят следующим образом. После предварительного прогрева печи в течение 2—3 чу наладки и регулировки производят пробную лакировку и запекание опытных образцов. При достижении необходимого качества и толщин лаковой пленки приступают к массовой лакировке и запеканию.
Пластины стали, проходя через валики станка, автоматически попадают на движущуюся через печь ленту конвейера. В конце конвейера поток пластин стали с запеченной лаковой пленкой сползает с цепей на специально подставленный стеллаж (верстак), где пластины укладываются стопкой друг на друга. Чтобы пластины укладывались стопкой, необходимо вкладывать их в резиновые валики станка в определенном порядке и в одном и том же месте валиков.
Время прохождения пластин по конвейеру составляет 40— 45 сек. За этом время воспламеняется и сгорает разбавитель (керосин) и запекается лаковая пленка. Охлаждаются пластины водой (душевая установка) или воздухом.
Если смонтированная конвейерная установка не обеспечивает необходимого качества запекания, меняют температуру печи, переключая отпайки в спиралях и дополнительно утепляя верхнюю часть печи, или меняют скорость движения цепей конвейера, подбирая необходимые диаметры шкивов в приводе клиноременной передачи (звездочки в цепной передаче).
В процессе лакировки и запечки контролируют толщину лаковой пленки. Необходимая толщина пленки обеспечивается силой нажатия резиновых валиков и подбором консистенции лака. При восстановительных ремонтах магнитопровода толщина пленки должна быть такой же, какой она была в заводском исполнении. На трансформаторных заводах принята следующая толщина лакового покрытия: при однократной лакировке 0,005±0,002 мм, при двукратной — 0,011 ±0,003 мм, при трехкратной — 0,016±0,004 мм. Пластины, имеющие жаростойкое изоляционное покрытие (типа карлит), допускается дополнительно не лакировать для магнитопроводов трансформаторов мощностью до 32 000 ква. Для магнитопроводов трансформаторов мощностью выше 32 000 ква применяют дополнительную одно- или двукратную лакировку (карлитное покрытие заменяет однократную лакировку).
После лакировки пластины должны иметь равномерную по цвету поверхность, гладкую, блестящую, без наплывов, утолщений и царапин. Допускается подгар лаковой пленки на 5% пластин одного типоразмера; площадь подгара пленки не должна превышать 5% площади пластины. При сборке магнитопровода подгоревшие места на соседних пластинах не должны совпадать. Допускаются наплывы и местные утолщения лака, не выходящие за пределы допусков на толщину изоляционной пленки, допускается видимый след от конвейерной цепи, но он должен быть закрыт слоем лака. После остывания при нажатии пальцем на лаковой пленке не должен оставаться отпечаток.
Контрольное измерение толщины лаковой пленки производят после каждой настройки лакировальной установки и после изменения режима ее работы, но не реже одного раза в смену. Замер производят на пяти выборочно взятых пластинах. Электрическое сопротивление пленки лака измеряют по инструкциям трансформаторных заводов после каждых двух часов работы лакировальной установки. Измерения производят на трех пластинах в 3—5 местах. При давлении электрода на пленку лака 10 кГ/см 2 удельное сопротивление изоляции одной пластины должно быть не ниже 120 ом/см 2 .
Удаление старой изоляции с пластин стали
Старую изоляцию удаляют с пластин стали магнитопровода механическим или химическим способом, а также отжигом. В настоящее время разрабатывают новые способы очистки пластин стали силовых трансформаторов от лаковой изоляции, в частности электрохимический и с помощью ультразвука.
Механическая очистка пластин осуществляется стальными кардовыми щетками на специальном станке. Направление движения щеток должно составлять угол 90°. с направлением прокатки стали (поперек длины пластины). В этом случае магнитные свойства стали не ухудшаются, а улучшаются. При направлении движения щеток вдоль длины пластины резко возрастают потери в стали.
При работе на станке необходимо строго соблюдать правила техники безопасности:
работу по очистке пластин производить в рукавицах, фартуке, защитных очках и респираторе;
станок должен быть заземлен;
рабочие валики станка должны быть -плотно закрыты кожухом; категорически запрещается производить ремонт, чистку или наладку стайка во время его работы;
около станка должны быть свободные проходы; в помещении должен быть противопожарный инвентарь (пенные огнетушители и ящик с песком); помещение должно хорошо вентилироваться.
Химическая очистка применяется для удаления лаковой и бумажной изоляции. Лаковую/изоляцию удаляют следующим образом. Партию пластин стали погружают в сосуд, заполненный 20— 25%-ным раствором едкого натра (каустической соды) или тринатрийфосфата. Для ускорения процесса растворения лаковой пленки раствор перемешивают и подогревают до 60—80° С, пропуская через него пар или горячий воздух. При отсутствии пара и горячего воздуха дно бака подогревают электрическими нагревателями, а для перемешивания раствора пропускают через него небольшую струю сжатого воздуха. Вынутые из раствора пластины промывают в горячей (температура 90—95° С) воде, затем сушат и направляют на конвейерную установку для изолировки.
Процентное содержание едкого натра или тринатрийфосфата, время, необходимое для удаления изоляции, периодичность замены загрязненного раствора и промывочной воды в каждом конкретном случае определяют опытным путем; они зависят от состояния лаковой пленки, размера сосудов, количества одновременно загружаемых пластин и т. д.
При химическом способе очистки необходима строго соблюдать правила техники безопасности, так как попадание едкого натра на кожу может вызвать тяжелые, труднозаживаемые ожоги:
следует допускать к работе только лиц, прошедших инструктаж специалиста-химика;
работы по очистке пластин надо производить в защитных очках, резиновых перчатках, брезентовых рукавицах и переднике;
нельзя допускать разбрызгивания раствора едкого натра при загрузке и разгрузке ванны, а также выбрызгивания раствора или горячей воды при пропускании пара или воздуха через раствор; следует строго соблюдать все предписания специалиста-химика. На рабочем месте химической очистки пластин обязательно должна висеть инструкция по технике безопасности, утвержденная главным инженером ремонтного предприятия.
Отжиг пластин стали на конвейерной установке для удаления изоляции применяют на некоторых ремонтных предприятиях. После отжига остатки изоляции удаляют волосяными щетками, затем пластины протирают чистой тряпкой, смоченной бензином. Этим способом хорошо удаляется бумажная изоляция. Удаление лаковой изоляции связано с некоторыми трудностями — для ее отжига требуется высокая температура и замедленное движение конвейера, в результате чего быстро сгорают цепи конвейерной установки.
Ремонт трансформаторов и низковольтных аппаратов - Ремонт магнитопроводов трансформаторов

Магнитопроводы, поступающие в ремонт, нуждаются преимущественно в частичном ремонте, реже — в ремонте с полной разборкой и перешихтовкой активной стали.
При частичном ремонте магнитопровода нет необходимости в его полной разборке. Частичный ремонт выполняют "при незначительных повреждениях активной стали или отдельных деталей магнитопровода, например при местных замыканиях и небольших оплавлениях листов активной стали, повреждениях изоляционных деталей, ослаблении крепления ярмовых балок, забоинах и т. п.
Очаги прогара и оплавления активной стали расчищают, снимая образовавшиеся наплывы металла карборундовым камнем, насаженным на вал электросверлильной машинки, или вырубая зубилом. После очистки поврежденного участка от наплывов металла распрессовывают частично пластины магнитопровода на этом участке, отделяют, сварившиеся кромками пластины друг от друга, снимают заусенцы с кромок пластин и, очистив этот участок от остатков старой изоляции и металлических опилок, изолируют пластины, прокладывая между ними листы телефонной или кабельной бумаги.
При наличии забоин в стержнях активной стали магнитопровода пластины такого стержня распрессовывают (ослабляют прессовку стержня, отворачивая на несколько оборотов гайку прессующей шпильки), а затем с помощью деревянных клиньев разводят пластины и после выпрямления плоскогубцами загнутых кромок пластин прокладывают между ними листы изоляции из кабельной или телефонной бумаги и с помощью прессующей шпильки вновь спрессовывают стержень.
Нередко в ремонтируемых магнитопроводах оказываются полностью поврежденными бумажно-бакелитовые трубки, изолирующие стяжные шпильки от активной стали.
При отсутствии бумажно-бакелитовых трубок требуемых размеров, что часто случается при ремонте трансформаторов старых конструкций, изготовляют новые трубки следующим образом. Нарезают кабельную бумагу полосами шириной, превышающей на 20 — 25 мм длину требуемой трубки, накатывают нарезанную полосу бумаги на шпильку (или другой металлический стержень соответствующего диаметра), промазывая при этом каждый слой бумаги (кроме трех первых слоев, прилегающих к шпильке) бакелитовым лаком. Необходимое количество слоев бумаги определяется толщиной стенок трубки (толщина стенок трубки и ее размеры должны соответствовать этим же данным трубки заводского исполнения). Во избежание развёртывания бумаги, навернутой на шпильку, накладывают вразбежку по всей длине шпильки временный бандаж из тафтяной ленты и запекают в течение 4 ч в шкафу при температуре, не превышающей 105°С. По окончании запекания удаляют временный бандаж, обрезают ровно концы трубки в соответствии, с требуемым размером и очищают, устраняя с ее поверхности наплывы бакелитоврго лака и неровности.
Изоляционные трубки можно изготовить также из электрокартона толщиной 0,5—1 мм. Перед намоткой полосу электрокартона слегка смачивают водой. Последний слой наматываемого электрокартона смазывают бакелитовым лаком, затем трубку плотно бандажируют киперной лентой и запекают; После запекания бандаж удаляют, все местные утолщения и неровности снимают острым ножом, в результате чего трубка получается монолитной и прочной.
Необходимость ремонта с полной разборкой и перешихтовкой возникает при таких тяжелых повреждениях, как «пожар стали», при котором может выйти из строя значительная част пластин активной стали магнитопровода и изоляционных деталей.
Ремонт магнитопровода с поврежденными пластинами активной стали состоит из следующих основных работ: подготовки к ремонту, разборки магнитопровода, очистки и изоляции пластин и др.
Подготовка к ремонту. В состав работ по подготовке к ремонту входят: подготовка рабочей площадки (освещение рабочего места, расстановка необходимого инвентаря и вспомогательного оборудования, удобная для работы раскладка инструмента и материалов, обеспечение средствами безопасности труда и оказания первой медицинской помощи и др.);
подбор инструментов и приспособлений, в том числе комплекта гаечных, разводных. и торцевых ключей, медных подбоек (рис. 71, я) для выравнивания листов стали, деревянных лотков (рис 71,6) для переноски обрабатываемых пластин, комплекта удлиненных стяжных шпилек соответствующих размеров, набора слесарных зубил и молотков, клуппа и метчиков для нарезания резьбы, электрифицированного инструмента и других инструментов, необходимость применения которых определяется конструкцией магнитопровода;
заготовка основных и вспомогательных материалов (электротехнической и - конструкционной стали требуемых марок и размеров, электроизоляционного картона, кабельной и телефонной бумаги, бакелитового лака и лака для изоляции пластин стали, обтирочных концов, керосина, моечных эмульсий и др.);

Рис. 71. Приспособления, применяемые при разборке и сборке трансформаторов:
а — подбойка, б — переносной лоток, в — стропы, г — траверса сутягами для съема и насадки обмоток
проверка обеспеченности работ оборудованием и необходимой оснасткой (наличие и состояние гильотинных ножниц для резки стали и изоляционных материалов, пресса и штампов для изготовления новых пластин стали, сверлильного станка с набором сверл требуемых размеров, лакировального станка, сушильного шкафа и другого оборудования, необходимого для выполнения отдельных операций ремонта).
На стадии подготовки к ремонту электрослесарь снимает эскизы магнитопровода с указанием точных его размеров, расположения и толщины пакетов, места установки и размеров заземляющих лент, а также изоляционных и вспомогательных деталей. Особая необходимость в таком эскизировании возникает при ремонте магнитопроводов силовых трансформаторов отечественного производства, но старых конструкций и при отсутствии требуемой.технической документации магнитопроводов, изготовленных фирмами зарубежных стран.
Перед началом ремонта магнитопровода электрослесарь-ремонтник должен еще раз лично проверить наличие необходимых инструментов и материалов, а также состояние
имеющихся защитных средств, предписываемых правилами безопасности труда и местными инструкциями при выполнении операций ремонта магнитопровода.
Разборка ремонтируемого магнитопровода.

Последовательность выполнения основных операций разборки магнитопровода в каждом случае зависит от его конструкции и принятого при изготовлении (или очередном ремонте) способа прессовки ярм и стержней.
Прессовка ярм магнитопровода полубандажами, а его стержней стеклобандажами применяется сравнительно недавно, и количество поступающих в ремонт трансформаторов с такими магнитопроводами невелико. В магнитопроводах большинства трансформаторов, поступающих в ремонт, использована шпилечная прессовка ярм и стержней, поэтому ниже в первую очередь приводится описание способов выполнения основных операций разборки шпилечных, магнитопроводов.
Разборку ремонтируемого шпилечного магнитопровода начинают с демонтажа верхних ярмовых балок и расшихтовки верхнего ярма. Эту часть работы начинают с распрессовки ярма, т. е. с отвинчивания гаек на стяжных шпильках. Для этого предварительно вставляют временные удлиненные стяжные шпильки в отверстия на концах ярмовых балок и закрепляют гайками во избежание развала ярмовых балок в процессе разборки, когда будут удалены постоянные стяжные шпильки. Далее равномерно ослабляют, а затем полностью отвинчивают гайки на стяжных шпильках верхних ярмовых балок, после чего вынимают "прессующие шпильки вместе с бумажно-бакелитовыми трубками и другими деталями. Освобожденные от креплений верхние ярмовые балки невзаимозаменяемы, .поэтому их маркируют надписями «сторона ВН», «сторона НН» и снимают вместе с изолирующими электрокартонными прокладками. Ярмовые балки трансформаторов мощностью до 400 кВ-А снимают двое рабочих вручную, а более мощных — при помощи грузоподъемных механизмов и стропов из стального троса (рис. 71, в). При этом балки предварительно стропят, а затем равномерно отвинчивают гайки, вынимают стяжные шпильки с изоляционными деталями, после чего снимают балки с помощью грузоподъемного приспособления.
Если ярма спрессованы ярмовыми балками с внешними шпильками или полубандажамй, то операции по распрессовке ярма выполняют в такой последовательности: застропив балки, устанавливают временные шпильки, полностью отвинчивают гайки основных внешних шпилек или полубандажей, ослабляя прессовку ярма, и снимают прессующие детали и балки.
Продолжая разборку, демонтируют вертикальные шпильки, вынимают заземляющие ленты, снимают верхнюю уравнительную изоляцию. Детали, снятые при разборке магнитопровода,
тщательно осматривают: пригодные для повторного использования маркируют и сохраняют.
Раскомплектовав верхнее ярмо, приступают к его расшихтовке. При выполнении операций расшихтовки очень важно сохранить тот порядок чередования пластин, в котором они находились в ярме до его разборки. Соблюдение этого требования вызвано тем, что заложенные в верхнее ярмо пластины, имеющие одинаковую длину, отличаются по расположению в них отверстия. Неправильное чередование пластин при сборке приводит к тому, что в собранном ярме не образуется нормальное отверстие, необходимое для прохода стяжной шпильки.
Закончив расшихтовку верхнего ярма, приступают к демонтажу обмоток. Обычно даже при наличии только одной поврежденной обмотки — ВН или НН — демонтируют все обмотки магнитопровода, так как вызванные электрической дугой копоть сгоревшей изоляции и пары расплавленного металла, осевшие на поверхности неповрежденных обмоток, могут стать причиной быстрого выхода их из строя и повторного ремонта трансформатора.
Демонтаж обмоток начинают с разборки схемы их соединений и удаления отводов, после чего переходят к съему обмоток со стержней, начиная с расположенных снаружи обмоток ВН. Для снятия обмотки ВН предварительно выгибают верхние концы обмотки НН, чтобы они приняли вертикальное положение; в таком положении они не будут задевать и не повредят обмотку ВН при ее съеме с обмотки НН. Обмотки трансформаторов мощностью до 100 кВ-А снимают вручную двое рабочих, а 160 кВА и выше — специальным съемным приспособлением с траверсой и тягами (рис. 71, г), подвешенным к крюку подъемного устройства.
Для съема плотно сидящей обмотки ее предварительно немного приподнимают (с помощью устройств типа домкратов, расставляемых равномерно по периметру обмотки), а затем заводят под обмотку тяги съемного приспособления, чтобы они заходили под опорное кольцо в зоне столба прокладок и не задевали за соседнюю обмотку или ее изоляцию. Обмотку вместе с тягами туго обвязывают пеньковым канатом вразбежку и, установив крюк подъемного механизма по центру обмотки, стропят к нему съемное приспособление.
Обмотку надо снимать, в строго вертикальном положении без малейших перекосов, вызванных неправильной установкой тяг съемного приспособления или его строповкой. Для этого сначала медленно приподнимают обмотку на 150 — 200 мм и проверяют правильность расположения тяг и сцентрированность строповых тросов на крюке подъемного механизма. Если перекосов нет (обмотка закреплена нормально и при ее подъеме тяги не задевают за внутреннюю обмотку или изоляционный цилиндр), ее осторожно снимают. Соблюдая указанную выше последовательность, снимают все обмотки ВН, затем, переставив на траверсе съемного приспособления тяги соответственно диаметру обмотки НН, снимают поочередно (начиная с крайней обмотки) все обмотки НН. Далее снимают ярмовую и уравнительную изоляции, электрокартонные цилиндры, деревянные стержни и планки. Все снятые детали очищают от копоти, шлама и других загрязнений и тщательно осматривают для определения их состояния, степени повреждения и возможности ремонта. Демонтаж нижнего ярма производят аналогично демонтажу верхнего: распрессовывают нижнее ярмо, снимают нижние ярмовые балки и расшихтовывают нижнее ярмо. Далее по всему контуру магнитопровода разбирают пластины стали в порядке, в котором они были уложены в магнитопровод.
Снятые с магнитопровода пластины сортируют: исправные связывают пакетами и укладывают на одни переносные лотки, а поврежденные, требующие восстановления изоляции, — на другие лотки. Непригодные пластины (оплавленные, с изломами и прожогами) отбраковывают.
Разбирать и собирать магнитопровод следует в горизонтальном положении, для этого при разборке его устанавливают, и закрепляют в кантователе, с помощью которого и переводят из вертикального положения в горизонтальное по схеме, показанной на рис. 72. Иногда при ремонте магнитопроводов вместо отсутствующего кантователя применяют стальной лист толщиной 12—15 мм с подложенными под ним трубами в качестве катков (рис. 73).
Пластины с поврежденной межлистовой изоляцией, снятые с магнитопровода, ремонтируют, очищая от старой изоляции и покрывая новой.
Очистка и изоляция пластин: Очистку листов стали (пластин) магнитопровода от старой изоляции осуществляют механическим и химическим способами, а также отжигом и отпариванием в горячей воде. Способ очистки выбирают в зависимости от вида поврежденной изоляции.
Механическим способом очищают преимущественно пластины горячекатаной стали обычно на станках вращающимися свальными кардолентными щетками. Пластины при очистке устанавливают по отношению к щеткам под углом 45°.
Удаление изоляции механическим путем стальными щетками на станке — наиболее распространенный и простой способ, обеспечивающий быструю очистку стали. Однако в результате ударов стальных проволок по листу при вращении кардолентных щеток происходит нагартовка стали, а кроме того, шлифовка поверхности пластин, в результате чего дополнительно увеличиваются потери в стали. Поэтому ряд ремонтных предприятий использует химический способ очистки пластин от изоляции.
Рис. 72. Схема кантовки магнитопровода с помощью кантователя:
1 - установка магнитопровода на кантователе, //-крепление магнитопровода и строповка кантователя, //1 — перемещение магнитопровода из вертикального положения в горизонтальное, IV — опускание магнитопровода, V - укладка магнитопровода доя разборки; 1 — предохранительный упор; 2 — кантователь, 3 — стрелы, 4 — магнитопровод, 5 - опорные деревянные брусья, б -стяжные шпильки со швеллерами
Рис. 73. Схема кантовки магнитопровода с использованием каткователя
1 и 2 — стальные трубы и лист, 3 — шпалы, 4 — швеллерные балки, 5 — магнитопровод
Химический способ очистки позволяет легко удалять с пластин лаковую и бумажную изоляцию. При удалении лаковой изоляции погружают пластины в специальную ванну с 20%-ным раствором едкого натра (каустической соды) или 25 %-ным раствором тринатрийфосфата и выдерживают в растворе в течение 15 — 20 мин * , после чего вынимают из ванны, промывают проточной горячей (90 —95°С)- водой и, разложив на деревянных решетках или стеллажах, сушат.
*Продолжительность пребывания пластин стали в растворе едкого натра или тринатрийфосфата подбираемся опытным путем в зависимости от качества и, толщины изоляционного покрытия пластин, а также концентрации и температуры раствора.
Для химической очистки листов стали применяют следующее оборудование и несложные приспособления: подъемное устройство, необходимое для загрузки в ванну и выгрузки из нее пластин стали; две ванны с - крышками; решетки или стеллажи для сушки очищенных и промытых пластин.
Очистку способом отжига производят в специальных термических печах при 350 —500 °С. Этим способом можно очищать пластины, покрытые тонкими листами бумаги, применявшейся в магнитопроводах трансформаторов старых конструкций в качестве межлистовой изоляции, а также с лаковой изоляцией. Однако в настоящее время электроремонтные предприятия стали редко использовать этот способ из-за резкого снижения магнитной проницаемости и увеличения потерь в стали вследствие образования окалины на поверхности пластин и изменения структуры стали. Другой причиной отказа от очистки пластин способом отжига является борьба за чистоту окружающей среды, желание не загрязнять атмосферу продуктами сгорания бумаги и лака
Наиболее простой способ удаления бумажной изоляции с пластин — отпаривание в воде, нагретой до 90—100 СС. Для ускорение процесса отслоения оклеечной бумаги от металла добавляют в воду, слабый раствор едкого натра. Процентное содержание едкого натра в растворе (обычно 4—6%) определяют опытным путем. При добавлении в воду дополнительно раствора едкого натра пластины, вынутые из ванны, следует промыть в теплой проточной воде»
После очистки пластин любым из перечисленных способов необходимо тщательно проверить, не осталась ли на пластинах старая изоляция. Пластины, не имеющие дефектов, изолируют, покрывая с обеих сторон однократно или двукратно пленкой лака, а затем запекая лаковую пленку.
Рис. 74. Лакировальный станок РЭЛС-40:
1 и 9 — верхняя и нижняя ванны, 2 — запорный кран, 3 — распределительная трубка, 4 — резиновое покрытие, 5 и 6 — верхний и нижний валики,
7 — шестерни, 8 — рукоятка, 10 — патрубок, 11 — набор резиновых прокладок, 12 — установочный болт
Покрывают пластины стали лаком в лакировальных станках. На электроремонтных предприятиях применяется около десяти типов ручных и электродвигательных лакировальных станков с одинаковым принципом действия, но отличающихся только конструктивным исполнением отдельных сборочных единиц и деталей. Во всех лакировальных станках, используемых в настоящее время, лак наносился при прохождении листа или пластин стали между двумя встречно вращающимися валиками с маслобензостойким резиновым покрытием, непрерывно смачиваемым изоляционным лаком. Простой по конструкции лакированный станок РЭЛС-40 (рис. 74) состоит из заполняемой лаком верхней ванны 7 с запорным пробковым краном 2, двух обтянутых толстой, (5 —7 мм) резиной валиков 5 и 6 с шестернями 7 на концах и нижней ванны 9. Верхняя ванна соединена при помощи патрубка и тройника с распределительной трубкой 5, которая имеет по всей длине мелкие отверстия, служащие для равномерной подачи лака на поверхность верхнего валика 5. Лак поступает из верхней ванны 7 в трубку 3 самотеком. Верхний валик 5 прижат к нижнему валику 6 с помощью установочных болтов 72, между которыми помещен набор прокладок 11 из листов резины. Нижний валик расположен в нижней ванне 9 с патрубком 10. Для отвода лака, стекающего в нижнюю ванну, на патрубок 10 надевают резиновый шланг, конец которого опускают в ведро, из которого скопившийся лак периодически переливают в верхнюю ванну емкостью 40 кг. Лакировальный станок приводится в движение рукояткой- 8Ч вращаемой одним рабочим или электродвигателем мощностью 0,8 кВт с редуктором, имеющим передаточное число, необходимое для обеспечения частоты вращения валиков 5 и б в пределах 22—24 об/мин.
На крупных электроремонтных предприятиях, специализированных по ремонту большого числа трансформаторов, нанесение и запекание изоляционного лака производится на лакировальном станке, объединенном с печью для запекания лаковой пленки.
Рис. 75. Агрегатированный лакировальный станок:
1 — пластина магнитопровода, 2 — резиновые валики, 3 — труба с отверстиями, 4 и 18 - расходный бачок и резервуар с лаком, 5 и 5 - холодные транспортеры, 6 и 7 — вытяжная вентиляция, 9 — приточная вентиляция, 10 — форсунка для воды, 11 — резиновые валки (для отжима воды), 12 — приемный стол, 13 — самоходная тележка, 14 - печь, 15 - газовые горелки, 16 - горячий транспортер, 17 — насос перекачки лака из резервуара в расходный бачок
Такой лакировальный станок (рис. 75) представляет собой агрегат, в котором лакировальный механизм объединен с обогреваемой горелками 15 туннельной печью 14. Процесс лакирования пластин происходит так же, как и на станке РЭЛС-40, а запекание лаковой пленки следующим образом. Пластины, покрытые лаком, подаются Холодным транспортером 5 в печь 14, где попадают на горячий транспортер 16, и При прохождении через нагретую туннельную печь лаковая пленка, запекаясь (полимеризуясь), образует прочную изоляционную пленку. После прохождения через печь горячие пластины попадают на холодный транспортер 8, где интенсивно охлаждаются потоком воздуха, поступающего. из приточной вентиляции 9, а также проточной водой, поступающей из форсунки 10, установленной в конце холодного транспортера. Покрытые изоляцией пластины поступают на приемный стол 72, с которого их перегружают на самоходную тележку 13.
Прежде чем приступить к лакировке на любом из описанных выше лакировальных станков, определяют и регулируют пробным путем нормальное поступление лака на рабочие валики лакировального станка, а также производят лакирование и пробную запечку лаковой пленки. При положительных результатах приступают к лакировке всей партии пластин.
К изоляционной пленке лака предъявляются следующие основные требования: минимальная толщина (должна быть на две стороны при однократном покрытии не более 0,01 + 0,004 мм, при двукратном покрытии — не более 0,02 + 0,006 мм); необходимая электрическая прочность и сопротивление; высокая механическая прочность; нагревостойкость, обеспечивающая сохранение качества пленки при возможных температурах нагрева работающего трансформатора; маслостойкость (способность лаковой пленки противостоять воздействию горячего масла трансформатора); наличие сплошной блестящей гладкой поверхности без пропусков, натеков и обгоревших участков. При нажатии пальцем на пленке, не должно оставаться отпечатка.

Рис. 76. Прибор для проверки электрического сопротивления изоляции пластин стали:
а — схема, б — устройство; 1 — груз, 2 — рычаг, 3 — стойка, 4- медные электроды, 5 — пакет пластин стали
Одним из основных показателей качества изоляции пластин является, ее электрическое сопротивление, проверяемое в ремонтных условиях с помощью простого прибора, схема и устройство которого показаны на рис. 76.
Измерения производят в трех точках, лежащих на оси. отверстий, и в любых точках на гладкой поверхности пластин. Испытывают три пакета, состоящие каждый из двух пластин, затем один пакет, собранный из ранее. испытанных шести пластин. При сборке пакетов 5 кромки пластин должны совпадать. Образцы закладывают между медными электродами 4 с контактной поверхностью 150 см2 так, чтобы их осевая линия была направлена вдоль пластин. Сжатие, пакета пластин между электродами, осуществляемое грузом 1 прибора, должно быть 5 — 6 кП/см2, испытательное напряжение — 6—12 В, регулируемая сила тока — 0,4 А.
Проверенные и испытанные изолированные пластины на лотках или тележках доставляют к месту сборки магнитопровода. Погрузку, транспортирование и выгрузку пластин необходимо осуществлять с предосторожностью, исключающей повреждение как самих пластин, так и их изоляции.
Ремонт магнитопровода силового трансформатора
Отвертывают верхние гайки вертикальных шпилек и гайки горизонтальных прессующих шпилек. Снимают ярмовые балки.
Расшихтовывают верхнее ярмо со
стороны ВН и НН одновременно.
Эскизируют взаимное положение
пластин двух последних слоев активной стали магнитопровода. Связывают верхние концы пластин,
продевая кусок проволоки в отверстие для стержня. Демонтируют об
мотки
Извлекают шпильки из
ярма. Маркируют балку
надписью "сторона ВН"
или "сторона НН". Расшихтовывают, вынимая по
2—3 пластины, не перемешивая, связывают в пакет.
Укладка пластин после ремонта должна соответствовать заводской
Замена изоляции стяжных
шпилек
Бумажно-бакелитовую трубку изготавливают из кабельной бумаги толщиной 0,12 мм и при намотке на
шпильку пропитывают бакелитовым лаком, затем запекают
Изолирующие шайбы и прокладки
изготавливают из электрокартона
ЭМ толщиной не менее 2 мм. Проверяют изоляцию стяжных шпилек,
накладок и ярмовых балок мегаом-
метром 1000-2500 В
Толщина стенок изоляционных трубок, мм, для
диаметров шпилек, мм:
12—25-5-2—3
25-50-3-4
более 50—5—6
Диаметр изолирующий
шайбы должен быть на 3—
5 мм больше диаметра нажимной. Сопротивление
изоляции стяжных шпилек должно быть не ниже
10 МОм
Удаление старой изоляции
листов стали
Удаляют старую изоляцию стальными щетками или кипячением листов
в воде, если они покрыты бумажной
изоляцией
Можно применять обжиг
листов с равномерным нагревом при температуре
250—300 "С в течение 3 мин
Изолирование листов
При ремонтах после "пожара стали" изготавливают новые листы стали
Допускают изолирование пластин через одну. Новый слой лака наносят пульверизатором. Сушат 6—8 ч при температуре 20—30 "С
Листы раскраивают так, чтобы длинная сторона была обязательно вдоль проката. Отверстия для стяжных шпилек делают только штампом
Используют семь из 90 % лака 202 и 10 % чистого керосина или глифталевого лака 1154 и растворителей (бензина и бензола). Можно применять зеленую эмаль МТЗ Сверление не допускается
Ремонт магнитопровода силового трансформатора.

Очищенное и находящееся в эксплуатации масло подвергается лабораторным испытаниям. Различают два вида испытаний эксплуатационного масла: на пробой и сокращенный анализ.
В объем испытания на пробой входит определение электрической прочности, наличие механических примесей, содержание взвешенного угля, воды. В объем сокращенного анализа дополнительно входитопределение температуры вспышки, содержание органических кислот, наличие водорастворимых кислот и щелочей.
В соответствие с Правилами технической эксплуатации электроустановок потребителей изоляционное масло должно подвергаться лабораторным испытаниям в следующие сроки: не реже 1 раза в 5 лет для трансформаторов мощностью свыше 630 кВА, работающих с термосифонными фильтрами; не реже 1 раза в 2 года для трансформаторов, работающих без термосифонных фильтров, после капитальных ремонтов трансформаторов и аппаратов.
Перед включением трансформатора в работу проверяют действие газовой защиты, реле уровня масла, манометрических термометров, встроенных трансформаторов тока.
Ремонт обмоток и магнитопровода (устранение дефектов)
Одновременно с ремонтом обмоток ремонтируют магнитопровод.
Так как повреждение бумажной и тем более лаковой изоляции между пластинами магнитопровода — явление довольно редкое, то ремонт магнитопровода сводится в основном к восстановлению изоляции стяжных и прессующих шпилек, а также ярмовых балок, чтобы исключить возможность образования замкнутых контуров.
В случае необходимости все старые изоляционные детали, изолирующие шпильки и ярма друг от друга и пластин магнитопровода, заменяют при его сборке новыми деталями, изготовленными в мастерских.
В редких случаях, когда в результате тяжелой аварии обмоток оказывается выгоревшей лаковая пленка или бумажная изоляция всех пластин магнитопровода, дефект устраняют, нанося новую пленку или наклеивая новые листы папиросной бумаги на поврежденные пластины.
Перед нанесением лаковой пленки очищают поврежденную пластину от грязи и остатков старого лака. Старый лак лучше всего удалять кипячением пластин магнитопровода в 10%-ном растворе едкого натра (каустической соды) или 20%-ном растворе тринатрий-фосфата с последующей промывкой пластин в горячей проточной воде.
На обработанную поверхность наносят кистью или пульверизатором тонкий слой эмали воздушной сушки марки 202, после чего пластины сушат в течение 2 — 3 н. Во избежание ожогов глаз и отдельных частей тела все работы по очистке пластин магнитопровода от старой изоляции с применением щелочей производят в резиновых перчатках, фартуке, защитных очках и головном уборе.
«Ремонт электрооборудования промышленных предприятий»,
В.Б.Атабеков
Читайте также: