
Вальцовка алюминиевых труб своими руками
Обновлено: 07.07.2024
Как вальцевать алюминиевую трубу
Для чего нужна вальцовка трубы при монтаже различных систем?
При установке интеркулеров часто приходится обрезать алюминиевые трубы и соединять их силиконом. При этом, чтобы силикон не соскочил, труба должна быть развальцована.
Развальцевать трубу можно различными способами, в поиске по Драйву Вы найдете много вариантов. Но самый удобный, правильный, качественный и быстрый вариант — воспользоваться станком для развальцовки труб
Такие станки есть в продаже, но их ценник весьма не гуманный. 8000 р.
Я пользуюсь точно таким станком, когда работаю с трубами в одной из мастерских. Удобная и полезная штука.
Я постоянно пополняю свой личный арсенал инструмента и давно положил глаз на такой станок. Но жаба сказала, что не даст денег и мне пришлось изготовить станок самому.
И вот что у меня получилось.
Станок полностью изготовлен из нержавейки. Он получился тяжелее и больше станка, который можно найти в продаже, но оно того стоит )
Плюс моего станка в том, что его можно крепить на край стола или в тиски. Станок из магазина можно крепить только в тисках. Струбцину, при помощи которой станок крепится к столу, я сделал съемной, для того чтобы при необходимости было проще закрепить его в тисках.
От вращения на оси ролики фиксируются шплинтами и затягиваются болтами
Ну а теперь самое интересное! Тест станка!
Берем алюминиевую трубу и зажимаем его между роликами
Прокручивая ролики и постепенно закручивая прижимной винт формируем бортик на пайпе.
Получился аккуратный, ровный бортик
Иногда попадаются машины, где при установки интеркулера использованы трубы из нержавейки. Зачастую они не развальцованы. Приходится это исправлять.
Я пробовал развальцовывать трубы из нержавейки на станке за 8000. Не для этих целей он, явно не для этих. Слишком хлипкий.
Без особых усилий мой станок делает отличный бортик на трубах из нержавейки!
Если посидеть и продумать конструкцию станка тщательней, то конечно можно сделать более компактный вариант. В процессе создания уже появились мысли что можно сделать более удачно, но для этого нужно делать все с начала. Ни времени ни желания на это нет.
Еще один не маловажный момент. На станке из магазина можно развальцовывать трубу диаметром минимум примерно 20 мм, на моем станке такую трубу развальцевать не возможно. Минимальный внутренний размер трубы для моего станка 28 мм. Но для моих задач этого достаточно.
Метки: станок, инструмент, antonl31, интеркулер, развальцовка, трубы, зиг-машина.
Комментарии 77
Спасибо. Чувак ты молодец. буду и себе такой делать. Просто гениально.
Еще больше самодельного инструмента здесь: antonl31
Ребят подскажите (только начал работать) ваз 2105,, , менял колодки. (в итоге, , , не пойму, ставил новую колодку, как понятней, объяснить. не знаю. Она туда не влазит, начинаю сжимать ту фиговину которая( давит на колодку при нажатии на педать) надеюсь вы поняли про что я. а она стоит ступором, тоесть не сюда и не туда, в итоге колодка не встала. Почему, в чем проблема суппорт нужно менять? или можно как то сделать, со второй стороны такаяже система, одна колодка встала все хорошо. Вторая нет, не пойму не как, отнеситесь серьезно плиз. только что столкнулся с колодками((
больше силы применяй, вставь туда ключ побольше и потяни сильнее! Все получится
класс однозначно в закладки;)
круто. что за ролики использовал ?
гениално а есть чертежи? если конечно не затруднит!) а том ало ли вдруг авторские права и все такое?!))))
Чертежей пока нет. Все делалось по месту
Понятно, ну если появится время накидать на лист бумаги, я с удовольствием буду ждать
отличный девайс, чем то напоминает приблуду для прокатки крышек для консервации(у меня до сих пор дома лежит — ещё с застойных времен )
Выполняется вальцовка труб с целью придания им необходимой формы и размеров для установки с трубопроводную систему. Она подразумевает направленную деформацию в заданном направлении. Для реализации процесса самостоятельно, применяются мобильные, профессиональные вальцовщики.
Развальцованные медные трубки
С их помощью удается добиться равномерного расширения стенок без риска разрыва изделия.
Универсальная гидравлическая вальцовка Mastercool
Универсальная гидравлическая вальцовка для трубок: фреоновые трассы, топливопроводы, тормозные трубки (d 3/16…1/2”). Метрический размер 4.75, 6, 8 и 10 мм. Цена: временно нет в наличии.
Сопутствующий товар: Скотч для кондиционеров
Магазин Запчастей находится в Митинском радиорынке: Москва, Пятницкое шоссе, дом 18, вход в Цокольный этаж, Павильон 38
От метро «Волоколамская» пешком 10 минут.
Преимущества технологии
Гибку изделий можно выполнить в домашних условиях, но для этого не рекомендуется использовать кустарные методы при помощи болванки. Это может привести к негативным последствиям:
- тонкая труба, нержавеющая или профильная, легко мнется. Неправильно деформированный отрезок невозможно восстановить;
- нержавеющая или другая труба получает риск разрыва в тех местах, на которые припадает усилие растяжения стенок;
- неоднородная, неравномерная деформация понижает эксплуатационные характеристики изделия. Оно быстрее выходит из строя.
Применяя специальный набор, мастер получает следующие преимущества:
- Исключается риск разрыва, благодаря постепенной, равномерной деформации изделия.
- Сохраняется одинаковая толщина стенок трубы на всей площади деформации. Даже изделия с бракованными стенками разной толщины удается равномерно развальцевать своими руками.
- Вальцовка для медных труб позволяет добиться ровной, гладкой поверхности. Нержавеющая труба также получает ровную структуру.
Развальцовочный станок
В набор мастера зачастую входит развальцовочный станок. Суть его работы заключается во вращении конуса. С его помощью удается выполнить мягкую деформацию детали.
Резка развальцованной трубы
Станок демонстрирует следующий принцип действия:
- В начале работ трубный отрезок закрепляется в зажимной паре. На ее поверхность наносится незначительное количество смазки.
- Вращение конуса осуществляется под углом 37˚ вокруг оси центра. Деформация проводится до тех пор, пока изделие не приобретет требуемой формы.
- После производится отбортовка при помощи конуса под углом 90˚.
Такого действия станок может отличаться:
- автоматизированным принципом работы;
- сенсорным управлением;
- электроникой, направленной на регулировку хода конуса.
Эксцентриковый инструмент для развальцовки
Набор для вальцовки, содержащий эксцентриковый инструмент, также направлен на деформацию трубного отрезка за счет вращательных движений конуса.
Преимущество применения устройства – поступательное, плавное и равномерное расширение стенок трубы.
Среди достоинств применения такого прибора выделяют:
- исключается возможность разрыва изделия в местах видоизменения отрезка;
- мастер получает изделие с равномерной толщиной стенок;
- ровная и гладкая поверхность позволяет получить максимальное прочное соединение на стыке;
- набор позволяет быстро деформировать трубу и продолжить монтаж системы.
Эксцентриковый набор дает возможность выполнить вальцовку под углом в 45˚. Ему поддается нержавеющая или медная труба диаметром от 6 до 18 мм. Устройство характеризуется мобильностью, поэтому пригодно для домашнего применения.
Как делать развальцовку медных труб? (видео)
Этапы и правила выполнения развальцовки
Чтобы на выходе получить изделие пригодное для монтажа трубопровода, стоит придерживаться следующих этапов вальцовки:
- зачистить конец отрезка и одеть на него специальную муфту;
- вставить его в устройство и закрутить винт так, чтобы кромка заняла положение 45˚;
- вынуть из устройства конец отрезка и подвести муфту, чтобы получить стык двух кусков труб.
В случае отсутствия опыта в вальцевании, рекомендуется использовать отрезок с запасом в 2,5 см. в случае неудачи испорченный кусок можно отрезать и выполнить попытку еще раз.
Помимо муфт может также использоваться пайка. Принцип ее применения такой же, хотя последовательность действий может несколько отличаться:
- Очистить край трубы с помощью щетки.
- Установить отрезок в устройство и расширить его до размера диаметра трубы, в которую планируется вставить изделие. Зазор не должен превышать 0,124 мм.
- Нанести на внутренний отрезок флюс. Его установка осуществляется на глубину равную диаметру трубы.
- Нагреть место стыка с помощью горелки пока не начнет плавиться припой.
- Заполнить припоем зазоры на стыке.
Первое знакомство
Давайте вначале определимся, с чем мы в принципе имеем дело. Вальцовка (или вальцевание) — это, в сущности, просто деформация материала в необходимом нам направлении. В промышленных масштабах для этого используются специальные высокопрочные валы (вальцы), прокатывающиеся несколько раз и создающие нужный профиль.
Развальцованные медные трубы
Принцип работы трубогиба — станка, с которым наверняка приходилось сталкиваться всем людям, занимающимся монтажом сантехнического оборудования — представляет собой частный случай вальцевания. Специальный валик, обкатывая медную трубу вокруг формы необходимого радиуса, создает необходимый изгиб.
Трубогиб может быть и ручным
Вальцовка необходима, если:
- готовое (штампованное или литое) изделие необходимой формы не производится или недоступно;
- необходима точная подгонка размера, угла изгиба трубы или ее внутреннего диаметра.
Именно к последнему случаю относится вальцовка медных труб при создании из них водопровода.
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.
Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.
Развальцовка трубок в процессе установки кондиционера
Реализация
Развальцовка труб — медных труб, латунных или каких-либо других — требует, несомненно, специального инструмента.
Пластичность меди позволяет, конечно, человеку достаточно ловкому и физически сильному просто попытаться натянуть медную трубку на коническую болванку — шаблон; в крайних случаях так подчас и делается, но такой способ обработки — не более чем кустарщина, причем часто с печальным для трубы результатом.
- При этом очень легко замять тонкую трубку;
- Часто трубка рвется при растяжении в месте, куда приходится усилие на растяжение.
Варварский способ можно немного усовершенствовать, и для этого даже производятся простые приспособления
Промежуточным вариантом между кустарной попыткой растянуть трубку силой и добротной вальцовкой является так называемый экспандер — устройство со сменной насадкой, позволяющее с использованием рычага растянуть трубку до большего диаметра в одно простое действие.
Устройство удобное скоростью работы, но результат оставляет желать лучшего: если изначально стенки трубки хоть немного различались по толщине в разных местах, то более тонкая стенка будет растянута еще сильнее, толстая же останется недеформированной.
Правильный инструмент для развальцовки медных труб представляет собой валик (валики) из твердого сплава, который многократно прокатывается по внутренней поверхности трубки, с каждым оборотом все сильнее направленно деформируя ее в нужном направлении.
- Исключены разрывы трубы. За каждый проход вальцов внутренний диаметр трубки изменяется крайне незначительно; постепенную деформацию металл переносит легко и без эксцессов.
- Толщина стенок развальцованной трубы делается одинаковой. Более толстые участки, даже если вы имеете дело с трубкой с поверхностью разной толщины или неоднородной по составу (хотя, строго говоря, это брак) будут раскатаны вальцами до той же толщины, что и все остальные.
- Поверхность развальцованной трубки будет идеально гладкой. Разумеется, это касается качественного инструмента. Помните, как выглядят трамвайные рельсы, по которым много раз за день прокатывается стальное колесо? Они гладкие и блестят. То же самое мы наблюдаем и на поверхности трубки после работы добротной вальцовки для медных труб.
Возможна, разумеется, и удешевленная вальцовка с конусом, который просто вдавливается в зафиксированную трубу. Результат будет несколько хуже, но приемлем.
Здесь простенькая ручная вальцовка используется при монтаже кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
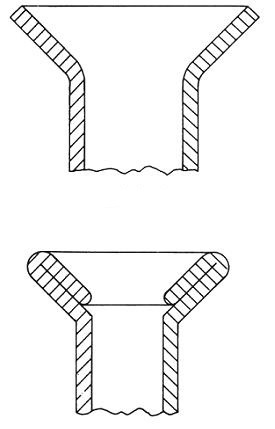
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Применение
Отступим, однако же, немного назад и попытаемся обобщить случаи, в которых нам понадобится прибегать к вальцовке. Производство — производством, но нас-то интересует практическое применение вальцевания в домашних условиях.
Изготовление водопроводов из медных труб
Его мы уже упомянули. Соединение медных трубок в один протяженный водопровод выполняется, наряду с фитингами для медных труб и их разрезными кольцами и накидными гайками, при помощи пайки. Как можно спаять две медные трубы одинакового диаметра? Встык, торец к торцу?
Технически это возможно, однако едва ли такое соединение будет сколь-нибудь надежным. Любое механическое воздействие или даже простое температурное расширение быстро заставят его потечь, а то и просто рассыпаться.
В отличие от канализационных труб, медные поставляются без раструбов
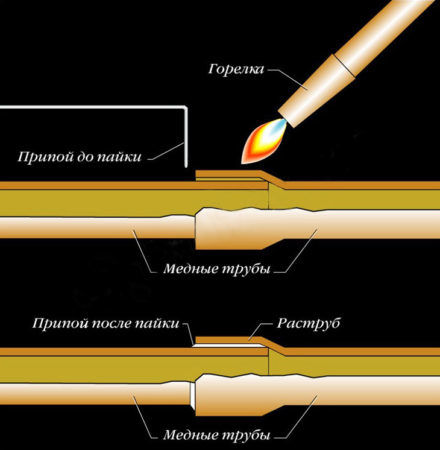
Традиционно для пайки медного водопровода применяется другой способ. Одна из труб немного расширяется (именно при помощи вальцовки); в нее вставляется с небольшим зазором вторая, после чего оставшееся пространство заполняется припоем. Получается весьма надежное соединение.
Совет: если займетесь пайкой самостоятельно — не забудьте про флюс. Расплавленный припой должен смочить доступную поверхность трубки внутри зазора. Без флюса он это делать не захочет.
Монтаж кондиционеров
Развальцовка медных трубок является одной из технологических операций при монтаже сплит-систем. Именно по медной трубе циркулирует фреон между внешним и внутренним блоками.
И здесь без вальцовки никак
Ремонт морозильных систем, бытовых холодильников и тепловых насосов
Здесь мы наблюдаем то же, что и в кондиционерах: по медным трубкам различной толщины циркулирует теплоноситель (чаще всего тот же фреон). При ремонте, связанном с нарушением герметичности медных трубок или с их частичной заменой, приходится опять-таки соединять пайкой участки трубы, что, как мы уже выяснили, сделать надежно без вальцевания не получится.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
Инструменты
Увеличить диаметр мягкой и эластичной медной трубы можно и вручную, просто натягивая ее на коническую болванку подходящего размера.
Однако таким кустарным способом получить раструб с правильной геометрией очень сложно. Стенки могут иметь неоднородную толщину, из-за чего более тонкие растянутся слишком сильно, а толстые не растянутся совсем. Усилие, прилагаемое человеком, также неравномерно, поэтому возможно искривление трубы во время работы и перекос болванки, вследствие чего раструб получится асимметричным и перекошенным.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Рекомендуем ознакомиться: Варианты и рекомендации по изготовлению изделий из профильных труб
Экспандер
Это ручной механизм, в котором развальцовка производится простым применением силы, так же как и при использовании конической болванки. Экспандер состоит из двух ручек и расширителя – раздвижного конического элемента, который вставляется в трубу. При воздействии на рычаги части расширителя расходятся в разные стороны, растягивая трубу.
Экспандер недорог и позволяет выполнить работу быстро и без особых трудозатрат. Однако получить качественный результат при помощи этого инструмента трудно. Стенки растягиваются неравномерно, более тонкие участки могут разорваться.
Конусный развальцовщик
Это небольшой набор из двух инструментов: матрицы и собственно развальцовщика.
Матрица – это тиски с несколькими цилиндрическими отверстиями, расширенными сверху до 45⁰. Размеры отверстий соответствуют стандартным диаметрам труб.
- корпуса с направляющими,
- конусного расширителя,
- управляющего механизма,
- силового винта.
При вращении силового винта, приводящего в действие управляющий механизм, расширитель постепенно ввинчивается в кромку трубы, расширяя ее. Направляющие обеспечивают неизменность взаимного расположения трубы и расширителя, благодаря чему не возникает перекосов и получается ровный и аккуратный раструб.
Механический развальцовщик
Этот инструмент схож с предыдущим, но его рабочим органом является не конус, а набор вальцов. Вальцы не растягивают, а раскатывают стенки трубы, расширяя ее равномерно и постепенно, благодаря чему металл имеет одинаковую толщину на всей развальцованной поверхности, а раструб получается аккуратным и симметричным.
Развальцовщик с электроприводом
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.
В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
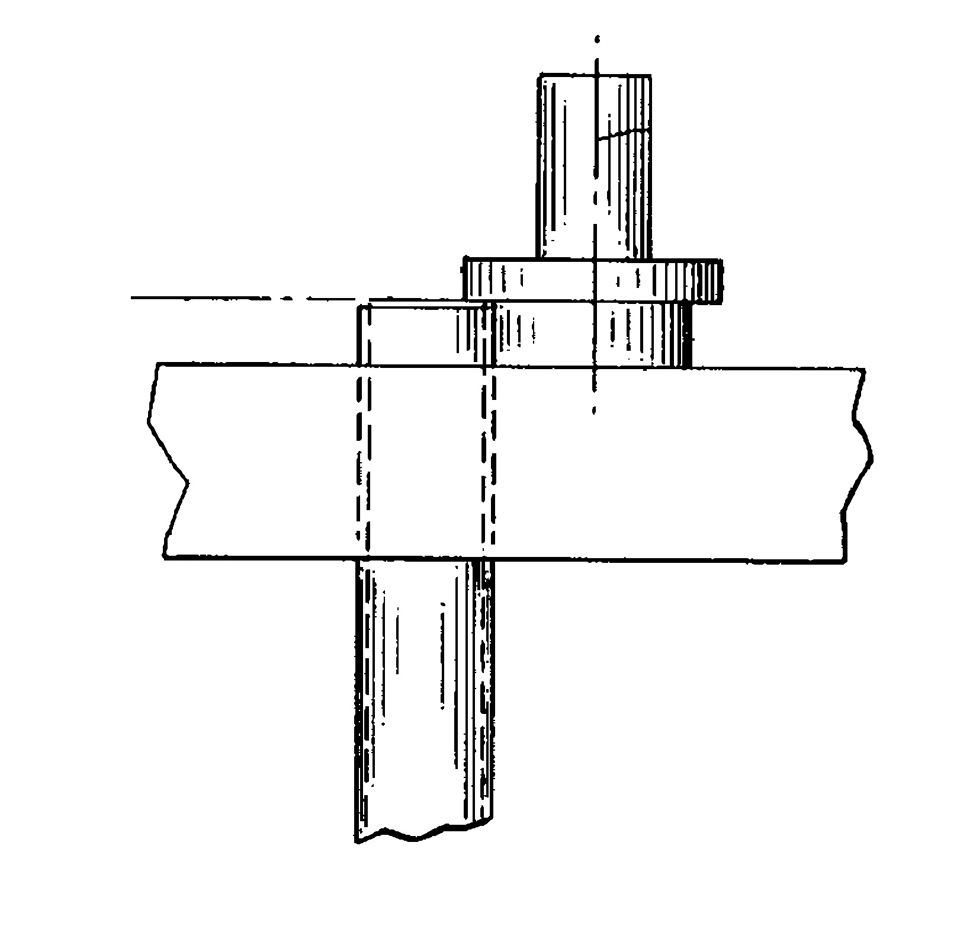
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Особенности выполнения
Выполнение развальцовки трубок, изготовленных из меди, может потребоваться, если:
- обрезанному концу трубки необходимо придать требуемую конфигурацию;
- конец изделия надо подготовить для его соединения при помощи муфты (в этом случае, применяя развальцовку, выполняют подгонку таких геометрических параметров трубки, как внутренний диаметр, угол изгиба и др.);
- необходимо подготовить концы медных трубок для их соединения при помощи пайки.
Обрезку труб по длине производится специальным инструментом – труборезом для медных или алюминиевых труб
Чтобы качественно развальцевать трубку из меди, используя специальные инструменты и приспособления, необходимо выполнить следующие действия.
- Конец трубки, соединение которого необходимо выполнить, тщательно зачищается.
- На зачищенный конец надевается специальная муфта.
- С помощью специального инструмента или приспособления конец трубки развальцовывается, пока угол ее расширения не составит 45°.
- После окончания процедуры конец изделия извлекается из приспособления. Затем можно сразу приступать к выполнению соединения.
Если такую технологическую операцию вы никогда не выполняли раньше и впервые собираетесь осуществить развальцовку своими руками, то следует отрезать трубку с некоторым запасом длины (2–2,5 см), что позволит вам в случае неудачи развальцевать ее еще раз, отрезав бракованный участок.
Ример – приспособления для зачистки торцов медных трубок
Если развальцевать трубку из меди необходимо для того, чтобы выполнить ее соединение при помощи пайки, то последовательность действий по осуществлению такой процедуры будет выглядеть следующим образом.
- Поверхность конца трубки, которую необходимо развальцевать, тщательно зачищается (для этого лучше всего использовать специальную щеточку).
- При помощи специального устройства конец медной трубки расширяется до такой степени, чтобы в него можно было вставить конец другой трубки и при этом выдержать между соединяемыми элементами зазор, равный 0,124 мм. Естественно, для этого необходимо использовать измерительный инструмент.
- На внутреннюю поверхность участка трубы, который уже развальцован, равномерным слоем наносится флюс, необходимый для того, чтобы обеспечить формирование надежного и герметичного соединения.
- В развальцованную часть на глубину, равную диаметру трубы, вставляется конец второго элемента соединения.
- При помощи газовой горелки, электрического паяльника или паяльной лампы место будущего соединения прогревается до того момента, когда начинает плавиться припой.
- Расплавленным припоем заполняются все зазоры между краями соединяемых медных труб, в результате чего и формируется надежное и герметичное соединение.
После того как соединение двух медных трубок сформировано, их необходимо положить на горизонтальную поверхность и дать им полностью остыть. Только после того как место соединения полностью остыло, полученную конструкцию можно эксплуатировать.
Вальцовка медной трубки под шланг

Первый пост в блоге))) Решил поделиться своим решением, может кому пригодится. Задача банальна, меняю топливопровод на медные трубки и нужно сделать вальцовку под шланг с пружинным хомутом (тот что пассатижами за ушки разжимается). На входе в топливопровод и на выходе из оного одеваются шланги, трубок две, подача и обратка. Из вальцовочного инструмента нашёл только набор для холодильщиков и кондиционерщиков (как сказал продавец). А в интернете много решений как вальцевать грибком. Объединил два решения и чуть доработал, ниже что получилось.

Полный размер
Набор для вальцовки
В наборе есть насадки для развальцовки трубок или расширения их диаметра. Другими словами половину работы им можно сделать, после чего нужно только сжать обратно нужной формой конец трубки. Из насадок набора сделал пуансоны, на скорую руку, но главное идея))). В пуансонах сделал конусные выточки под формирование концевика трубки.
[Знание-сила!] Как развальцевать тормозную трубку

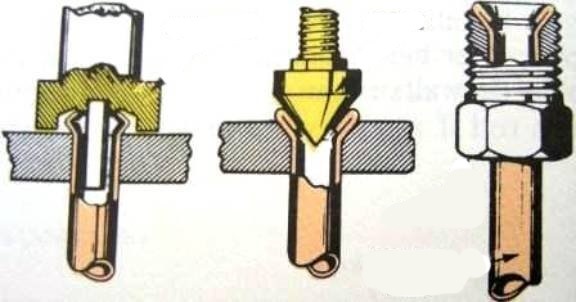
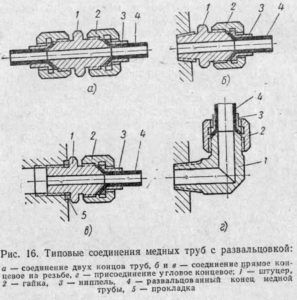
1) Одинарная воронка – в автомобилестроении не применяется. Развальцовывается просто конусом в одну операцию. Хотя в принципе, мне известны случаи, когда такую одинарную воронку прикручивали вместо двойной и вроде как даже при этом, после очень сильной затяжки, тормозная жидкость не вытекала. Сам так делал при отсутствии инструмента.
2) «Грибок». Считается одноразовым соединением (хотя в реальной жизни позволяет прикрутить трубку до нескольких раз). Является стандартом для европейских и азиатских автомобилей. Это результат европейской жадности: во-первых вальцуется за одну операцию, во-вторых одноразовость способствует демотивации ремонта автомобиля и увеличению продаж автомобилей. В СССР такой вид развальцовки впервые появился на автомобилях ВАЗ, а потом «переполз» на Москвичи, затем Волги и совсем недавно на УАЗы.
3) "Двойная воронка" – Американский стандарт, считается многоразовым соединением. Вальцуется за 2 операции: первая операция – получается «пузырь» или «Грибок», делается оправкой. Вторая операция – заминание конусом и образование воронки. Этот стандарт применялся и в СССР на старых Москвичах, Волгах и УАЗах.
Более подробный рисунок, демонстрирующий разницу между одинарной и двойной воронкой:
Теперь о том, как развальцовывать. Для начала фото набора, состоящего из отрезки, оправок, планки и струбцины с конусом:

Оправка выглядит вот так:

Набор нужно покупать метрический. Почему-то в продаже много дюймовых. Наш (Москвичёвско-волговско-уазовский) размер трубки – 6мм.
1) Отрезаем трубку с помощью отрезки. Для этого надеваем её на трубку, слегка зажимаем. Прокручиваем вокруг трубки несколько раз, поджимаем, опять прокручиваем несколько раз пока не отвалится.
2) Прочищаем внутреннюю кромку трубки острым предметом (вставляем и прокручиваем). Как правило, лезвие для такой прочистки находится на отрезке. Можно использовать обычный стальной нож с острым концом.
3) Зачистка конца трубки. Для этого зажимаем планку в тиски за длинный конец, гладкими отверстиями вверх. Зажимаем в соответствующее отверстие нашу трубку почти заподлицо с поверхностью планки. Подтачиваем торец трубки напильником.
4) Надеваем на трубку гайку. Это важно сделать именно сейчас, лично я часто забываю :)
5) Переворачиваем планку вверх ногами и теперь зажимаем её в тиски конусными отверстиями вверх. Зажимаем в неё трубку с выпуском. Выпуск трубки должен быть равен высоте гурта оправки. Если гурт 2-ступенчатый, то ориентируемся по высоте нижней части гурта. Эта нижняя часть гурта кстати бывает как меньше так и больше по диаметру чем верхняя Вот так это выглядит:
6) Смазываем штырь и прилегающую поверхность оправки тормозной жидкостью. Вставляем оправку штырём в трубку, надеваем на планку струбцину и вжимаем оправку до прилегания к планке. Снимаем оправку. Мы сейчас получили "грибок" или "пузырь". Если у нас Евростандарт, то всё готово и можно ставить трубку на машину.
7) Если же нам нужна двойная воронка, то нужно проделать ещё одну операцию. Снимаем оправку и заминаем пузырь конусом, находящимся на струбцине. Вот теперь готово.
Вот так выглядят 2 операции:
Ну и видос, где я рассказываю и показываю как это делается:
Техника самостоятельной развальцовки труб
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.

Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.

В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
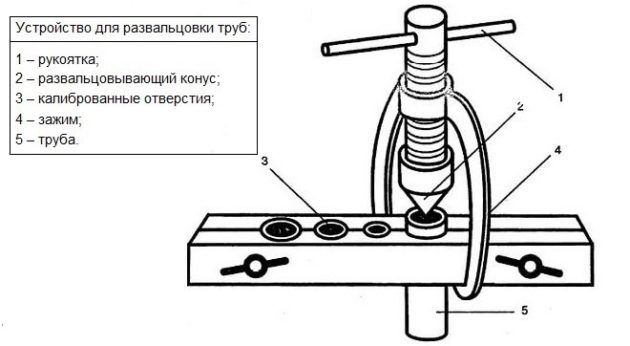
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:

- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:
Как использовать ручной экспандер для труб- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок
Читайте также: