
Укажите какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм
Обновлено: 07.07.2024
Укажите какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм
При наложении основного шва необходимо полностью перекрыть и переварить прихватки
| СНиП 3.05.03-85 Какое количество прихваток должно быть для труб диаметром свыше 100 до 426 мм. | |
| 1. | 1-2 шт. |
| 2. | 3-4 шт. |
| 3. | Прихватки следует располагать через каждые 50 мм окружности. |
| СНиП 3.05.03-85 Укажите высоту прихваток при толщине труб более 10 мм. | |
| 1. | 5-8 мм. |
| 2. | Не менее 0,5 S. |
| 3. | Не более 0,5 S. |
| СНиП 3.05.03-85 При сборке стыка труб с помощью прихваток число их должно быть для труб диаметром до 100 мм: | |
| 1. | 1-2; |
| 2. | 2; |
| 3. | 2-3. |
| СНиП 3.05.03-85 Протяженность одной прихватки для труб диаметром до 100 мм должна быть: | |
| 1. | до 10 мм; |
| 2. | 10-20 мм; |
| 3. | 20-30 мм. |
| СНиП 3.05.03-85 Укажите, какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм. | |
| 1. | 4-8 шт. |
| 2. | Прихватки следует располагать равномерно по стыку через каждые 200-300 мм по окружности. |
| 3. | Прихватки следует располагать равномерно по стыку через каждые 300-400 мм по окружности. |
| СНиП 3.05.03-85 Протяженность прихваток для труб диаметром 100-426 мм. должна быть: | |
| 1. | 10-20 мм. |
| 2. | 20-40 мм. |
| 3. | 40-50 мм. |
| СНиП 3.05.03-85 Укажите, протяженность прихваток для труб диаметром свыше 426 мм. | |
| 1. | 30-40 мм. |
| 2. | 20-30 мм. |
| 3. | 40-50 мм. |
| СНиП 3.05.03-85 Укажите высоту прихваток при толщине труб до 10 мм. | |
| 1. | Не менее 3 мм. |
| 2. | (0,6-0,7)S |
| 3. | (0,6-0,7)S, но не менее 3 мм. |
КОНТРОЛЬ КАЧЕСТВА
Все сварные стыки подлежат внешнему осмотру и измерению.
Стыки трубопроводов, сваренные без подкладного кольца с подваркой корня шва, подвергаются внешнему осмотру и измерению размеров шва снаружи и внутри трубы, в остальных случаях — только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на ширину не менее 20 мм (по обе стороны шва) .
Результаты внешнего осмотра и измерения размеров сварных соединений считаются удовлетворительными, если:
отсутствуют трещины любых размеров и направлений в шве и прилегающей зоне, а также подрезы, наплывы, прожоги, незаваренные кратеры и свищи;
размеры и количество объемных включений и западаний между валиками не превышают значений, приведенных в табл. 1;
размеры непровара, вогнутости и превышение проплава в корне шва стыковых соединений, выполненных без остающегося подкладного кольца (при возможности осмотра стыка изнутри трубы) , не превышают значений, приведенных в табл. 2.
При наложении основного шва необходимо полностью перекрыть и переварить прихватки
| СНиП 3.05.03-85 Какое количество прихваток должно быть для труб диаметром свыше 100 до 426 мм. | |
| 1. | 1-2 шт. |
| 2. | 3-4 шт. |
| 3. | Прихватки следует располагать через каждые 50 мм окружности. |
| СНиП 3.05.03-85 Укажите высоту прихваток при толщине труб более 10 мм. | |
| 1. | 5-8 мм. |
| 2. | Не менее 0,5 S. |
| 3. | Не более 0,5 S. |
| СНиП 3.05.03-85 При сборке стыка труб с помощью прихваток число их должно быть для труб диаметром до 100 мм: | |
| 1. | 1-2; |
| 2. | 2; |
| 3. | 2-3. |
| СНиП 3.05.03-85 Протяженность одной прихватки для труб диаметром до 100 мм должна быть: | |
| 1. | до 10 мм; |
| 2. | 10-20 мм; |
| 3. | 20-30 мм. |
| СНиП 3.05.03-85 Укажите, какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм. | |
| 1. | 4-8 шт. |
| 2. | Прихватки следует располагать равномерно по стыку через каждые 200-300 мм по окружности. |
| 3. | Прихватки следует располагать равномерно по стыку через каждые 300-400 мм по окружности. |
| СНиП 3.05.03-85 Протяженность прихваток для труб диаметром 100-426 мм. должна быть: | |
| 1. | 10-20 мм. |
| 2. | 20-40 мм. |
| 3. | 40-50 мм. |
| СНиП 3.05.03-85 Укажите, протяженность прихваток для труб диаметром свыше 426 мм. | |
| 1. | 30-40 мм. |
| 2. | 20-30 мм. |
| 3. | 40-50 мм. |
| СНиП 3.05.03-85 Укажите высоту прихваток при толщине труб до 10 мм. | |
| 1. | Не менее 3 мм. |
| 2. | (0,6-0,7)S |
| 3. | (0,6-0,7)S, но не менее 3 мм. |
КОНТРОЛЬ КАЧЕСТВА
Все сварные стыки подлежат внешнему осмотру и измерению.
Стыки трубопроводов, сваренные без подкладного кольца с подваркой корня шва, подвергаются внешнему осмотру и измерению размеров шва снаружи и внутри трубы, в остальных случаях — только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на ширину не менее 20 мм (по обе стороны шва) .
Результаты внешнего осмотра и измерения размеров сварных соединений считаются удовлетворительными, если:
отсутствуют трещины любых размеров и направлений в шве и прилегающей зоне, а также подрезы, наплывы, прожоги, незаваренные кратеры и свищи;
размеры и количество объемных включений и западаний между валиками не превышают значений, приведенных в табл. 1;
размеры непровара, вогнутости и превышение проплава в корне шва стыковых соединений, выполненных без остающегося подкладного кольца (при возможности осмотра стыка изнутри трубы) , не превышают значений, приведенных в табл. 2.
Прихватка стыков трубопроводов
6.26. Собранные стыки труб и других элементов необходимо прихватить в нескольких местах. Прихваточные швы должны быть равномерно расположены по периметру стыка, их количество зависит от диаметра трубы (табл. 8). Не рекомендуется накладывать прихватки на потолочный участок стыка.
Высоту прихватки определяют в зависимости от толщины трубы и способа сварки; она должна быть равна:
(0,6-0,7)S, но не менее 3 мм, при выполнении прихваток ручной электродуговой сваркой или механизированной в углекислом газе и толщине до 19 мм и 5-6 мм при толщине стенки более 10 мм.
2-3 мм – при ручной аргонодуговой сварке и толщине стенки до 10 мм и 3-4 мм при толщине стенки более 10 мм.
| Диаметр трубы, мм | До 100 | Свыше 100 до 426 | Свыше 426 |
| Число прихваток по периметру | 1-2 | 3-4 | Через каждые 300- 400 мм |
| Длина одной прихватки, мм | 10-20 | 20-40 | 30-50 |
6.27. При наложении основного шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
6.28. К качеству прихваток предъявляются такие же требования, как и к основному сварочному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, следует удалить механическим способом.
6.29. Собранные и прихваченные сварные соединения должны быть приняты руководителем сварочных работ. Убедившись в правильности сборки и прихватки, он дает разрешение на сварку.
Подогрев стыков
6.30. Температура подогрева стыков перед прихваткой при температуре окружающего воздуха 0 ºС и выше приведена в табл. 9, а при температуре ниже 0 ºС – в п.7.8.
* Для стыков труб диаметром 42-89 мм с толщиной стенки 11-14 мм температура подогрева должна быть 100-150 ºС.
6.31. Подогревать стык можно индукторами (током промышленной или повышенной частоты), радиационными нагревателями сопротивления, газовыми горелками, обеспечивая нагрев стыка по всему периметру. В стыках труб из низколегированной стали при толщине стенки до 30 мм ширина зоны подогрева должна быть не менее 100 мм. Подогрев должен быть организован так, чтобы сразу после окончания сварки можно было, при необходимости, произвести термообработку.
Технология сварки
Общие требования
7.1. Сварку стыков следует начинать сразу после прихватки. Время между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных сталей не должно превышать 4 ч.
Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с п.6.17.
7.2. Сварку стыков из низколегированных сталей следует выполнять без перерывов в работе до полной заварки всего стыка. При вынужденных перерывах в работе допускается прекращение сварки при заполнении разделки до 70-80% толщины стенки трубы.
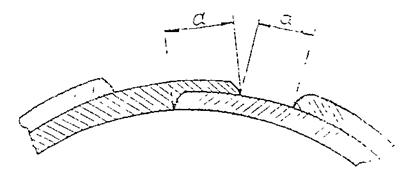
Рис. 9.Схема наложения замков шва
7.4. Ручную дуговую сварку выполняют наиболее короткой дугой. В процессе работы следует как можно реже обрывать дугу, чтобы не оставлять незаплавленных кратеров. Перед гашением дуги сварщик должен заплавить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм, на только что наложенный шов, последующее зажигание дуги производят на металле шва, на расстоянии 20-25 мм от его конца.
7.5. В процессе работы следует обращать особое внимание на обеспечение полного провара корня шва. После наплавки каждого валика необходимо полностью удалить шлак, дав ему остыть. При наличии на поверхности шва дефектов (трещин, подрезов, пористости и т.п.) дефектное место следует зачистить механическим способом до чистого металла и заварить вновь.
7.6. Сварные швы стыков должны иметь выпуклость (усиление) в указанных пределах (см. табл. 10).
| Толщина стенки трубы, мм | Выпуклость, мм |
| Менее 10 | 0,5-2,0 |
| 10-20 | 0,5-3,0 |
| Свыше 20 | 0,5-4,0 |
7.7. Во время сварки элементов из подкаливающихся сталей 15ХМ, 12Х1МФ и литья аналогичного состава следует заглушить концы труб или закрывать задвижки на трубопроводе.
7.8. Сваривать и прихватывать стыки труб котлов из углеродистых, низколегированных конструкционных и теплоустойчивых сталей в зимних условиях при температуре окружающего воздуха ниже 0 ºС необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха – минус 20 ºС;
б) для стыков труб, свариваемых при положительных температурах с подогревом и подлежащих последующей термообработке, при отрицательных температурах обязательным является выполнение термообработки и непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время температуры сопутствующего подогрева;
г) для стыков, свариваемых с подогревом, температура подогрева при сварке в зимних условиях должна быть на 50 ºС выше, чем при положительной температуре окружающего воздуха, указанной в табл. 9;
д) во время всех термических операций (прихватки, сварки, термообработки и т.п.) стыки труб до полного остывания должны быть защищены от осадков, ветра, сквозняков;
е) стыки трубопроводов и труб поверхностей нагрева из теплоустойчивых сталей, свариваемых при положительных температурах без подогрева и последующей термообработки, при отрицательных температурах подлежат просушке газовым пламенем для удаления влаги, инея с доведением температуры металла в месте сварки до положительной и последующем укрытием сварных соединений теплоизоляционным материалом.
Маркировку каждого сварного соединения допускается не производить, если все сварные соединения котла выполнены одним сварщиком. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в хорошо видимую рамку, выполненную несмываемой краской. Место клеймения должно быть указанно в паспорте изделия. Если сварное соединение выполнялось несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков.
На стыках труб из углеродистых сталей с рабочим давлением до 2,2 МПа (22 кгс/см 2 ) клеймо можно направлять электросваркой.
Количество прихваток при сборке стыков с использованием наружных центраторов
Количество прихваток при сборке стыков с использованием наружных центраторов, равномерно распределенных по периметру стыка, и их длина зависят от диаметра трубы и должны соответствовать данным, приведенным в таблице:
© 2007–2021 ООО «Алькор». Все права защищены. Политика конфиденциальности
Копирование материалов сайта без согласия владельца будет преследоваться
согласно законодательству
Заказать оборудование для строительства и ремонта трубопроводов можно с доставкой в любой регион России и СНГ. Мы имеем опыт организации поставок в следующие города — Алматы, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Воронеж, Владивосток, Владимир, Волгоград, Вологда, Екатеринбург, Иваново, Ижевск, Казань, Калининград, Калуга, Кемерово, Киев, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Минск, Москва, Мурманск, Набережные Челны, Новокузнецк, Новосибирск, Нижний Новгород, Омск, Оренбург, Пенза, Пермь, Петрозаводск, Псков, Ростов-на-Дону, Рязань, Самара, Санкт-Петербург, Саранск, Саратов, Смоленск, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Чебоксары, Челябинск, Ярославль и др.
3.21. При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20 % толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
3.22. Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
3.23. Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
0,2 м от края конструкции опоры трубопровода;
0,3 м от наружной и внутренней поверхностей камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
3.24. Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой «катушки» длиной не менее 200 мм.
3.25. Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
3.26. Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5 % диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5 % диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
3.27. К сварке стыков стальных трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.28. Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если он впервые приступил к сварке трубопроводов или имел перерыв в работе свыше 6 месяцев;
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину допускного стыка. Допускной стык подвергается:
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям настоящего раздела и ГОСТ 16037-80;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82;
механическим испытаниям на разрыв и изгиб в соответствии с ГОСТ 6996-66.
В случае неудовлетворительных результатов проверки допускного стыка производятся сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
3.30. Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50 °С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
Укажите количество прихваток при сборке под сварку стыка труб диаметром свыше 426 мм.
Главная Укажите количество прихваток при сборке под сварку стыка труб диаметром свыше 426 мм.
- Прихватки ставятся через каждые 300-400 мм. (правильный ответ)
- 1-3.
- 3-4.
Обоснование ответа
Будем рады ответь на ваши вопросыВАЖНО! Информация не является публичной офертой Все сведения носят исключительно ОЗНАКОМИТЕЛЬНЫЙ характер. Наличие и цену вы можете узнать у менеджеров компании.
ВНИМАНИЕ !! Администрация сайта не гарантирует актуальность, правильность и достоверность представленной информации. Во избежание ошибок НАСТОЯТЕЛЬНО РЕКОМЕНДУЕМ обратиться к первоисточнику информации.
Менеджеры магазина не предоставляют справочной информации по общим вопросам ! Консультации предоставляются ТОЛЬКО по ассортименту, характеристикам товаров и процедуре заказа.
Укажите какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм
Укажите количество прихваток при сборке под сварку стыка труб диаметром свыше 426 мм.
- Прихватки ставятся через каждые 300-400 мм.
- 1-3.
- 3-4.
Внимание!
Зелёным цветом выделен правильный ответ
Если выделено несколько вариантов, значит все они являются верными.
- Прихватки ставятся через каждые 300-400 мм.
- 1-3.
- 3-4.
Если у вас в тесте остались нерешённые вопросы, то обязательно воспользуйтесь поиском по нашей базе тестов. С большой долей вероятности они там есть.
Укажите какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм
Вопрос теста:
Укажите, какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм.
- 4-8 шт.
- Прихватки следует располагать равномерно по стыку через каждые 200-300 мм по окружности.
- Прихватки следует располагать равномерно по стыку через каждые 300-400 мм по окружности.
Внимание!
Зелёным цветом выделен правильный ответ
Если выделено несколько вариантов, значит все они являются верными.
- 4-8 шт.
- Прихватки следует располагать равномерно по стыку через каждые 200-300 мм по окружности.
- Прихватки следует располагать равномерно по стыку через каждые 300-400 мм по окружности.
Если у вас в тесте остались нерешённые вопросы, то обязательно воспользуйтесь поиском по нашей базе тестов. С большой долей вероятности они там есть.
Укажите какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм
Вопрос теста:
СНиП 3.05.03-85 Укажите, какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм.
- 1. 4-8 шт.
- 2. Прихватки следует располагать равномерно по стыку через каждые 200-300 мм по окружности.
- 3. Прихватки следует располагать равномерно по стыку через каждые 300-400 мм по окружности.
Внимание!
Зелёным цветом выделен правильный ответ
Если выделено несколько вариантов, значит все они являются верными.
- 1. 4-8 шт.
- 2. Прихватки следует располагать равномерно по стыку через каждые 200-300 мм по окружности.
- 3. Прихватки следует располагать равномерно по стыку через каждые 300-400 мм по окружности.
Если у вас в тесте остались нерешённые вопросы, то обязательно воспользуйтесь поиском по нашей базе тестов. С большой долей вероятности они там есть.
СНиП 3.05.03-85 Укажите, какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм.
Главная СНиП 3.05.03-85 Укажите, какое количество прихваток должно быть при сборке стыка труб диаметром свыше 426 мм.
- 1. 4-8 шт.
- 2. Прихватки следует располагать равномерно по стыку через каждые 200-300 мм по окружности.
- 3. Прихватки следует располагать равномерно по стыку через каждые 300-400 мм по окружности. (правильный ответ)
Обоснование ответа
Будем рады ответь на ваши вопросыВАЖНО! Информация не является публичной офертой Все сведения носят исключительно ОЗНАКОМИТЕЛЬНЫЙ характер. Наличие и цену вы можете узнать у менеджеров компании.
ВНИМАНИЕ !! Администрация сайта не гарантирует актуальность, правильность и достоверность представленной информации. Во избежание ошибок НАСТОЯТЕЛЬНО РЕКОМЕНДУЕМ обратиться к первоисточнику информации.
Менеджеры магазина не предоставляют справочной информации по общим вопросам ! Консультации предоставляются ТОЛЬКО по ассортименту, характеристикам товаров и процедуре заказа.
При наложении основного шва необходимо полностью перекрыть и переварить прихватки
Стыки трубопроводов, сваренные без подкладного кольца с подваркой корня шва, подвергаются внешнему осмотру и измерению размеров шва снаружи и внутри трубы, в остальных случаях — только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на ширину не менее 20 мм (по обе стороны шва) .
Результаты внешнего осмотра и измерения размеров сварных соединений считаются удовлетворительными, если:
отсутствуют трещины любых размеров и направлений в шве и прилегающей зоне, а также подрезы, наплывы, прожоги, незаваренные кратеры и свищи;
размеры и количество объемных включений и западаний между валиками не превышают значений, приведенных в табл. 1;
размеры непровара, вогнутости и превышение проплава в корне шва стыковых соединений, выполненных без остающегося подкладного кольца (при возможности осмотра стыка изнутри трубы) , не превышают значений, приведенных в табл. 2.
Порядок сварки труб большого диаметра. Правила выполнения замков
- для стыков труб диаметром 1220 мм количество прихваток должно составлять не менее 4-х при длине каждой 150-200 мм.
Режимы сварки при выполнении прихваток должны соответствовать режимам сварки корневого слоя шва. Место начала сварки каждого последующего слоя должно быть смещено относительно начала предыдущего слоя шва не менее чем на 30 мм. Места окончания сварки смежных слоев шва ("замки" шва) должны быть смещены относительно друг друга на расстоянии70-100 мм. Неповоротные стыки труб при толщине стенок до 12 мм свариваются в три слоя. Высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равной двум-трем диаметрам электрода. Стыки труб диаметром более 300 мм свариваются обратноступенчатым способом. Длина каждого участка должна быть 150 — 300 мм,
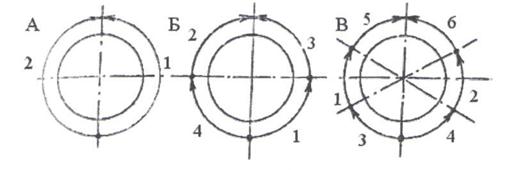
Каждый слой шва начинают с нижней части, смещаясь от нижней точки трубы на 20 — 30 мм. Конец шва следует перекрывать на 20 — 30 мм.
В стыках труб, собираемых и свариваемых на остающемся подкладном кольце, зазор между кольцом и внутренней поверхностью трубы не должен превышать 1 мм
При сборке стыка с помощью прихваток число их должно быть для труб диаметром до 100 мм — 1—2, диаметром свыше 100 до 426 мм — 3—4. Для труб диаметром свыше 426 мм прихватки следует располагать через каждые 300—400 мм по окружности.
Прихватки должны быть расположены равномерно по периметру стыка. Протяженность одной прихватки для труб диаметром до 100 мм — 10—20 мм, диаметром свыше 100 до 426 мм — 20—40, диаметром свыше 426 мм — 30—40 мм. Высота прихватки должна быть при толщине стенки S до 10 мм — (0,6—0,7) S, но не менее 3 мм, при большей толщине стенки — 5—8 мм.
Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
При дожде, ветре и снегопаде сварочные работы могут выполняться только при условии защиты сварщика и места сварки.
Читайте также: