
Угол 90 градусов для соединения труб
Обновлено: 04.07.2024
Угол 90 градусов для соединения труб
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines.
Main types, design elements and dimensions
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. N 1876 дата введения установлена 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ИЗДАНИЕ (июль 2005 г.) с Изменением N 1, утвержденным в декабре 1990 г. (ИУС 3-91).
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
; - толщины стенок свариваемых деталей;
- зазор между кромками свариваемых деталей после прихватки;
- ширина сварного шва;
- выпуклость сварного шва;
- толщина подкладного кольца;
- катет углового шва;
- катет углового шва со стороны разъема фланца;
- наружный диаметр трубы;
1, 2. (Измененная редакция, Изм. N 1)
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Форма подготов-
ленных кромок
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Вопрос про соединение полипропиленовой трубы отопления под 90 градусов
Приветствую вас дорогие подписчики и гости моего канала!
Очередной пост связанный с моей проблемной системой отопления частного дома.
Мой котел Иммергас Мой котел ИммергасВ моей системе отопления есть углы составляющие 90 градусов, причем есть направленные и вверх и вниз по направлению воды. Большинство на втором этаже.
Вот на мой взгляд самое проблемное место Вот на мой взгляд самое проблемное местоЭти трубы идут на так называемый "скворечник".
"Скворечник" "Скворечник"На сколько это критично и может быть такое, что там в углах стоит воздух? То что данные углы создают дополнительное сопротивление для движения воды я догадываюсь, но вот хотелось бы еще узнать на счет завоздушивания таких мест. Напишите в комментариях свое мнение по этому поводу.
Радиатор, который изображён на фото в принципе нагревается нормально, но вот последующие 2 радиатора не греются почти что.
Еще такой вопрос: может ли повлиять на циркуляцию деформированная труба отопления. Точнее говоря, при нагреве эти же самые трубы почему-то деформируются и может ли быть такое, что там тоже накапливается воздух? Напишите пожалуйста в комментариях.
Секрет сварщиков: 2 способа соединения профильных труб под углом 90 градусов
Иногда возникает желание или необходимость смастерить беседку, гараж, лестницу, табуретки, скамейки, навес и пр. Это можно сделать, используя металл, точнее профильную трубу.
Кстати, некоторые делают каркас дома из такой трубы. Применяя этот материал можно сэкономить на строительстве, ускорить процесс постройки. Еще один плюс – в таких домах нет усадки.
В этой статье поговорим про то, как сделать красивый прямой угол (90 гр.) из профильной трубы. Это просто и не сложно сделать. Однако нужно запастись инструментами (болгаркой, линейкой). Понадобится маркер, шлифовальный круг для болгарки и сварка.
1 способ
Не каждый может точно отрезать трубу под 45 градусов, чтобы потом при соединении получился прямой угол.
Можно сделать проще. Берем два отрезка трубы (один ставим вертикально, другой горизонтально друг к другу) и соединяем.
Получается, что нужно заварить отверстие и приварить две трубы вместе. Вырезаем из металла отрезок нужного размера. С помощью сварки привариваем.
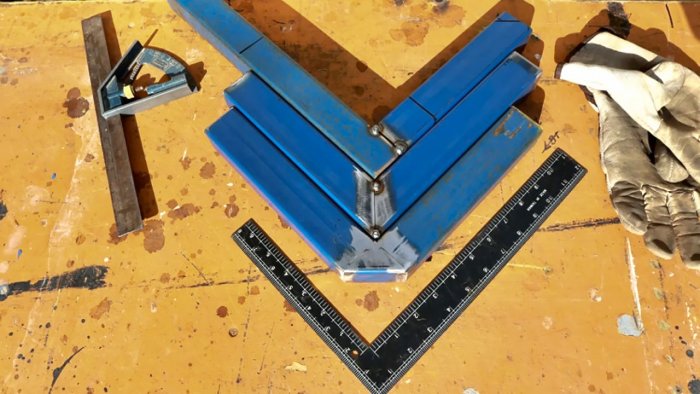
2 способ. Секрет работы с профильной трубой (красивый угол 90 градусов)
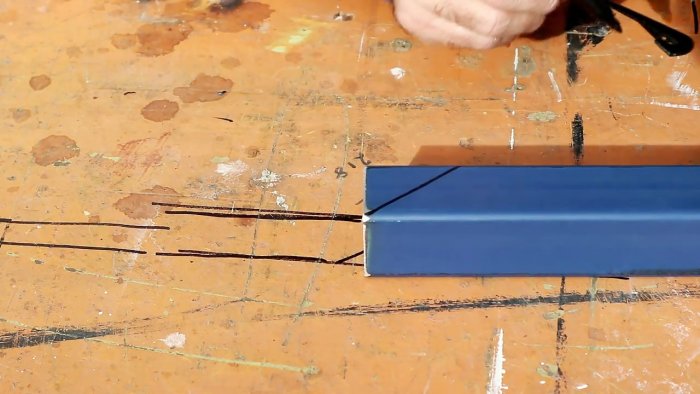
Берем любую трубу квадратного либо прямоугольного сечения. Проводим линию по всей трубе. От этой отметки отмечаем 2 см.
Берем круг от болгарки и чертим по нему с 2 сторон трубы. Можно использовать циркуль или другой округлый предмет подходящего диаметра. Получившийся сегмент нужно вырезать болгаркой. Получается отверстие в трубе.
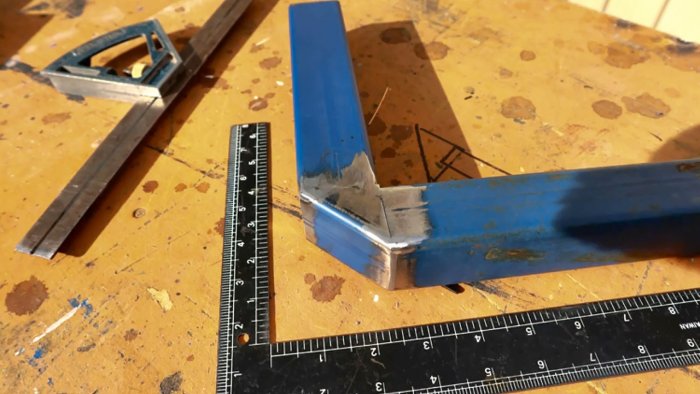
Теперь берем и складываем так, чтобы вырез трубы закрылся в сложении. В итоге получается идеально ровный угол 90 градусов. Можно приложить угольник и удостовериться.
3 способа сварить профиль под прямым углом
Для каждой сооружаемой конструкции из квадратных труб необходимо применять свое соединение под углом 90 градусов. Где-то важна простота и скорость выполненной работы, а где-то надежность и долговечность.
Три способа соединить квадратные трубы под углом 90 градусов
Предлагаю рассмотреть три разных способа соединения профиля под прямым углом, под разные нужды от простого к сложному.
Первый способ
Это самый простой способ соединения прямым углом. Для этого трубы просто приваривают к друг другу в стык. Предварительно зачищаются края.

Данный метод обладает главным достоинством, таким как простота и подходит в основном для быстро сооружаемых конструкций на непродолжительное время.
Хотя недостатков у него больше чем достоинств: края труб должны быть идеально ровными, иначе не о каких 90 градусах говорить не приходится. Далее, конец одной трубы остается открытый и незащищенный от погодных условий.
Второй способ
Второй и самый распространенный способ - это сварка под 45 градусов обеих труб.
На каждой трубе с помощью разметочного треугольника расчерчиваем линии среза под угол 45 градусов.

Соединяем скосы.

Далее все отпиливается болгаркой.

Края зачищаются.

Прежде чем делать сплошной шов ставим фиксирующие точки.

Далее обвариваем. Данный метод является оптимальным и самым надежным из всех. Его хорошо использовать при изготовлении одиночных, несущих конструкций.
Из недостатков хочется отметить сложность всех расчетов и подгонов в точных узлах.
Третий способ
Переходим к последнему и самому сложному, на первый взгляд, соединению труб по 90 градусов: сварка с вставкой.
Предварительно, из трубы того же диаметра, что и свариваемые трубы необходимо сделать вставку. Для этого на профиле проводим линию под 45 градусов.
Прислоняем трубу и отмеряем ее длину на отрезке.

Затем от этой точки проводи под прямым углом линию.

Необходимо вырезать получившийся уголок.



В результате получается идеальное соединение.

Данный способ хорош при производстве сложных конструкций с большим количеством углов. Достаточно напилить необходимое количество данных вставок и приступать к сборке.
Также это соединение обладает плавным углом, бывают случаи где это необходимо.
Смотрите видео
Как разметить трубу для точной обрезки под сварку колена 90 градусов

При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.


Далее замеряется диаметр трубы.

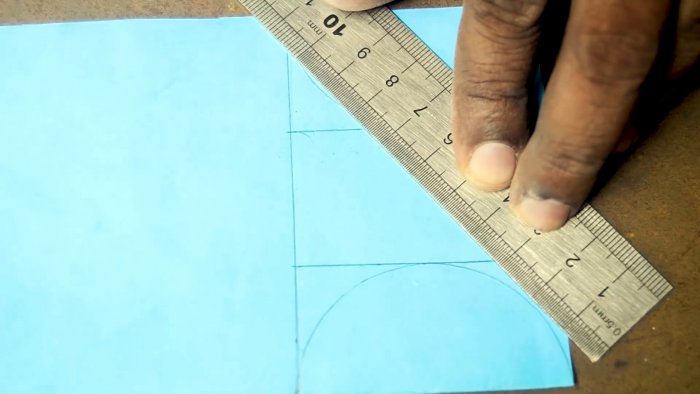
В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
Теперь остается срезать угол разметки по линии и очертанию кругов.

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.


Обрезаем болгаркой по линии.


Шлифуем торец.

В результате получился идеальный прямой угол.

Смотрите видео
Уголки пластиковые для труб
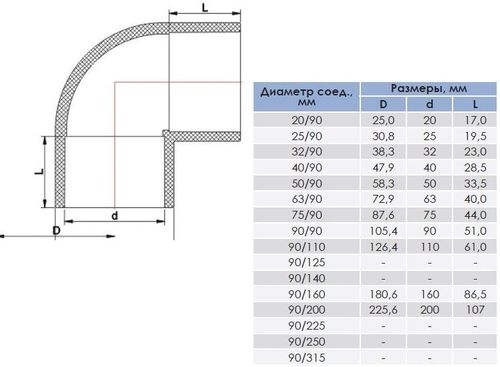
Для создания изгибов трубопровода из полипропиленовых труб используют уголок полипропиленовый. Фитинг имеет Г-образную конструкцию и два патрубка для монтажа труб. В зависимости от угла, под которым расположены патрубки, определяется изгиб монтируемого участка трубопровода. Угол может составлять, к примеру, 45 или 90°.
Если уголок полипропиленовый, то соединение осуществляется с двумя пластиковыми трубами методом пайки, то есть предварительного нагрева и стыковки. Но существуют и комбинированные изделия. С одной стороны такой фитинг-уголок имеет пластиковый патрубок для соединения с трубой ПП методом пайки, а с другой – металлический элемент с резьбой для прикручивания к металлической трубе.
Угол 90 градусов для соединения труб
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines.
Main types, design elements and dimensions
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. N 1876 дата введения установлена 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ИЗДАНИЕ (июль 2005 г.) с Изменением N 1, утвержденным в декабре 1990 г. (ИУС 3-91).
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
; - толщины стенок свариваемых деталей;
- зазор между кромками свариваемых деталей после прихватки;
- ширина сварного шва;
- выпуклость сварного шва;
- толщина подкладного кольца;
- катет углового шва;
- катет углового шва со стороны разъема фланца;
- наружный диаметр трубы;
1, 2. (Измененная редакция, Изм. N 1)
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Форма подготов-
ленных кромок
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Характеристики и применение отвода трубы 90 градусов
Металлические трубы различного назначения используются повсеместно. А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы. Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180 О . Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.
Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.

Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
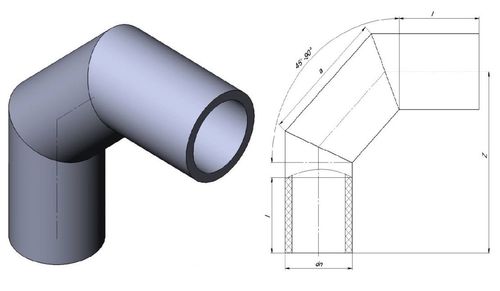
Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.

Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
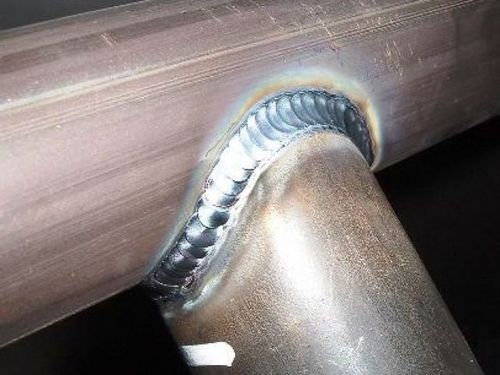
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.

Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45 О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.

Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Способы разметки и резки металлических труб
Выполняя монтаж трубопровода, часто приходится разрезать трубу под углом. Причем угол должен иметь именно тот градус, который необходим для конструкции. При неправильном изготовлении угла, невозможно изготовить именно те размеры трубопровода, которые предполагалось выполнить. К примеру, труба при монтаже будет поворачивать на 45 градусов, следовательно, необходимо знать, как разрезать трубу под 45 градусов. Для этого нам потребуются разметочные инструменты, болгарка или ножовка по металлу.
Разметка с помощью листа бумаги

Один из самых простых методов состоит в разметке угла с помощью листа бумаги. Квадратный лист складываем строго по диагонали. Берем трубу и оборачиваем ее сложенным листом так, чтобы края диагоналей были друг против друга. Таким образом, на меньшей стороне листа у нас получился угол 45 градусов. Берем любой разметочный инструмент и размечаем по линии листа место будущего разреза трубы. Чтобы разметка случайно не стерлась, можно использовать узкий скотч. Этот метод разметки удобен для длинной трубы большого диаметра, и место разреза которой находится где-то посередине.
Способы резки металлических труб под углом
Отпилить трубу или разрезать ее на части можно несколькими способами. Из доступных инструментов лучше всего с этой задачей справляется болгарка. Но самой большой проблемой остается необходимость правильно разметить линии реза. Они могут быть разными, чаще всего приходится выдерживать либо прямой угол относительно оси трубы, либо 45 градусов. Приемы несколько меняют в зависимости от того, какие изделия нужно разрезать:
трубы для прокладки водопровода, газовые и для разводки отопления;
профильные изделия для сборки ворот, козырьков, других металлоконструкций;
трубы большого диаметра — как правило, это редко нужно в домашних условиях, где самые широкие просвет только в канализации;
трубы из стали, чугуна, тонкостенные из цветных металлов и мягких сплавов.
Обе задачи решаются довольно просто даже без использования специального лекала угла трубы.
ВАЖНО ЗНАТЬ: Гофрированная труба из нержавеющей стали

Использование емкости с водой

Разметка в воде
Что делать, если мы имеем дело с трубой маленького диаметра, и разрезать трубу под углом надо где-то недалеко от края? На помощь придет глубокая емкость, наполненная водой. Перед началом работы необходимо высчитать угол наклона и на емкости сделать метку. Далее нам остается всего лишь аккуратно опустить край трубы в воду и наклонить ее к метке на емкости. Вытаскиваем трубу, отмечаем линию соприкосновения с водой, и смело режем по разметке. Этот метод хорош при разметке большого количества труб. Готовый шаблон из емкости с водой ускорит процесс нашей работы.
Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.

Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.

Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Компьютерная программа в помощь

Компьютерная программа
Еще хотелось бы рассмотреть метод разметки с помощью компьютерной программы. Это довольно сложный метод для тех, кто не привык работать с компьютером. Он требует знание ПК, наличие программ для разверток и чертежей. Начинаем работу с выполнения чертежа с указанием размера окружности и уклона. Изготавливаем так называемый виртуальный шаблон.

Виртуальная порезка
Затем с помощью принтера распечатываем изображение на листе бумаги. Чем больше диаметр трубы, тем больше будет листов с разметкой. Ножницами вырезаем все части чертежа и при помощи скотча, склеиваем их. Готовый шаблон прикладывается к трубе, и по краю бумаги делаем разметку. Этот метод разметки считается одним из самых точных. Если на компьютере нет таких программ, можно воспользоваться интернетом. В сети можно скачать лекало для разметки. Его также надо распечатать на принтере и вырезать. Готовое лекало обертываем вокруг трубы и выполняем разметку.
Способы и методы сварки
Все профильные трубы изготавливают из стали, которая применяется для изготовления аналогичных изделий круглого сечения. К ним применимы такие же технологии соединения. Наиболее распространёнными считаются следующие виды сварки:
- электродуговая (плавящимся или неплавящимся электродом);
- газовая.

Два этих метода реализуются с применением различных сварочных аппаратов.
Сварка инвертором
Такой электросварочный аппарат получил своё название благодаря процессу преобразования стандартного переменного напряжения 220 В частотой 50 Гц в напряжение постоянного тока. Сварка профильной трубы инвертором считается наиболее простым и надёжным способом соединения двух заготовок. Основными преимуществами используемого агрегата считаются:
- хорошо отработана методика проведения работ;
- применим для начинающих сварщиков;
- исключает залипание электродов;
- обеспечивает высокое качество дуги;
- удаётся получить хорошее качество шва;
- все элементы сварочного аппарата доступны для применения даже для домашней мастерской;
- широкая область применения для сварки металлических конструкций.

Его применяют для производства каркаса из профильных труб толщиной от 2 мм. Используя этот метод из профильной трубы можно получить основу для теплиц или мебели.Свариваемыми элементами могут быть заготовки любой длины.Инвертор позволяет сваривать заготовки из различных марок металла с применением соответствующих электродов. В зависимости от толщины стенки, размера профиля трубы выбирают инверторные аппараты, способные обеспечить необходимый режим протекания процесса. Применение инверторных агрегатов используется для прокладки трубопроводов, как внутри, так и снаружи помещения. Благодаря универсальности инверторных аппаратов можно производить сварку под любым необходимым углом. Одним из оптимальных режимов считается работа под углом 90 градусов. В этом случае необходимо применять инструменты и приспособления, обеспечивающие сохранение вертикальность угла в течение всего периода работы. Для получения профиля заданной конструкции с применением трубы 2 мм необходимо аккуратно работать электродом, чтобы не допустить повреждения края заготовки и тем более прожога.
Газовая сварка
Для создания необходимой температуры в месте соединения применяется смесь газов. Реализация этого метода осуществляется с применением следующего оборудования:
- редуктора;
- кислородного и ацетиленового баллонов;
- горелки;
- набора соединительных шлангов;
- прутков для обеспечения сплавления двух краёв деталей.
Сущность метода заключается в создании в районе рабочей зоны (края металла с присадкой) необходимой температуры для их плавления. Это производиться при горении смеси кислорода и ацетилена. Присадка плавится и заполняет рабочую зону, формируя сварной шов. В газовой сварке различают два метода. Они определяются направлением движения горелки. Первый – слева направо. Второй наоборот, справа налево. Каждый из них имеет свои достоинства и недостатки.
Контактная сварка
Этот тип соединения применяется на крупных предприятиях, когда необходимо обеспечить большое количество изготавливаемых конструкций. Контактный способ предполагает наличие дорогого оборудования. Сложность процесса производства таких работ требует высококвалифицированных специалистов. Сущность метода заключается в создании высокого давления на электроды без применения присадочных материалов.
Электродуговая сварка
Такой вид сварки использует следующие методы:
- соединение встык;
- соединение внахлёст;
- метод тавровых швов;
- работа под заранее заданным углом.
Она позволяет сваривать профильные трубы различных размеров. Для этого необходимо выполнить определённую последовательность работ.
- Подготовить концы труб. Они должны быть зачищены (удаляется, грязь, ржавчина и старая краска). Непосредственно перед началом работы поверхность обезжиривают.
- Выбрать электроды, соответствующие типу проводимых работ.
- Используя специальное оборудование снять фаску. Будет формироваться более ровный шов.
- Технологический процесс зависит от толщины стенки. Тонкие трубы соединяют одним слоем, чтобы не допустить прожога. Элементы с толстыми стенками варят в несколько слоёв, для увеличения жёсткости соединения. Кроме учёта этих особенностей необходимо выбрать скорость прохода электродом.
- Выбираемый режим зависит от параметров подаваемого тока. Его величина не должна превышать 90А. Полярность напряжения зависит от решаемых задач.
- После проведения сварочных работ необходимо аккуратно удалить образовавшийся на поверхности шва шлак. После этого профессионалы советуют провести антикоррозийную обработку.

При правильном выполнении предъявляемых требований получают надёжный и красивый шов.
Если труба профильная

Разрезаем под углом профильную трубу по разметке
А вот, к примеру, у нас профильная труба, а не круглая. Ручная разметка профильной трубы может привести к большой погрешности. Наилучший выход из этой ситуации, будет изготовленный шаблон из такого же профиля большего диаметра. Возьмем небольшой отрезок профильной трубы и с помощью угломера отметим угол 45 градусов. Отрезаем по разметке болгаркой и шлифуем края, чтобы при работе не пораниться об заусеницы. Дальше нам остается только вставить профиль меньшего диаметра в шаблон и, сделав разметку, отрезать его.

Разрезаем под углом профильную трубу в самодельном устройстве
В этой статье мы рассмотрели, как разрезать трубу под 45 градусов. Воспользовавшись одним из вышеперечисленных методов, сделайте разметку и выполняйте разрез. Для более ровного разреза лучше использовать болгарку. При резке сваркой потребуется опыт, иначе на срезах получатся неровности. В крайнем случае можно воспользоваться ножовкой по металлу. В настоящее время в продаже есть много различных приспособлений для разреза труб под углом, но их покупка требует лишних затрат. Проще и дешевле один раз изготовить себе шаблон, и использовать его по мере надобности.
Отрезка трубы диаметром 108 мм под 45 Градусов
DiVO написал : А можно ещё сделать кольцо из резинки чуть меньше диаметра трубы. Один натягивает резинку по намеченным вышеописанным способом рискам, чтобы она легла ровно, а другой мелом обрисовывает получившийся контур.
Так понимаю,это предположение?А попробовать слабо?Не ляжет резинка ровно,это же не плоскость.Если нужна приблизительная метка,все гораздо проще.наносите две метки мелом на трубе на расстоянии диаметра трубы.Далее по затертой теореме Пифагора.Берется полоса газеты \картона ,бумаги \ с ровным краем.У газеты он именно такой.Длина полосы = больше полутора длин окружности вашего диаметра ,ширина от 10-15 см. \чем шире,тем точнее\.Полоса наматывается на трубу, на вторую от предполагаемого угла риску так,чтобы край полосы совпадал по всей длине и отмечается риска с противоположной ,от искомой ,стороны.Далее ,»на глаз»,проводится предполагаемая линия 45 гр. .Точно так же можно получить ровную линию среза под 90 гр.Просто обвести край полосы по кругу в заданной точке.Будет проще,нежели методом ,указанным ниже.Особенно на больших диаметрах или длинах труб.
DiVO написал : накладываете одну трубу на другую (обе должны располагаться параллельно земле), задаете нужный угол, фиксируете, чтобы не двигались, вставляете в углы угольник перпендикулярно земле и отмечаете по нему риски мелом на обеих трубах с обеих сторон.

Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.

Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Рекомендуем ознакомиться: Как правильно варить трубы отопления электросваркой — советы специалистов
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
Выбор электродов

Электроды
Качество соединения зависит от того, какими электродами варить профильную трубу. Электрод малого диаметра не обеспечит прочность шва, а чрезмерная толщина приведет к прожиганию трубы. Подходящий электрод должен поддерживать ровное горение дуги и препятствовать окислительным процессам.
Профильные трубы одинакового диаметра свариваются неплавящимися электродами с использованием аргона в качестве защитного газа.
Выбор диаметра электрода зависит от размера стенок трубы. Для тонкого металла до 2 мм, подойдет электрод Ø 1,5 мм, для более толстого металла в 2–3 мм потребуется электрод Ø 2 мм. Для металла более внушительной толщины ‒ 4–6 мм потребуется электрод Ø 4 мм.

Стол сварочный монтажный
Детали для сварки фиксируются на специальном столе или изготовленных для этого приспособлениях. С них необходимо удалить грязь и смазочные материалы. Выполняется точечное прихватывание металла, для закрепления конструкции. После выравнивания выполняется основной процесс. Сварочную дугу ведут со скоростью, которая позволяет кромкам расплавиться, но металл не успевает затекать внутрь.
Нет общей рекомендации, как правильно выполнять сварку, оптимальная скорость подбирается практическим путем.
Для тонкостенных труб сварка производится в один прием, для соединения толстого металла потребуется несколько проходов для приваривания всех слоев. Разделывание кромок позволяет выполнить несколько швов и снизить напряжение металла. На режим дуговой сварки влияет: сила тока, полярность, диаметр электрода, напряжение, тип тока. Сила тока может колебаться от 20 до 90 ампер, она рассчитывается исходя из толщины электрода. При работе с тонким металлом рекомендуется постоянный ток, имеющий обратную полярность.
В процессе сварки образуется шлак, который снижает прочность шва, и его необходимо периодически сбивать. После остывания шва выполняется его зачистка. Места, разогреваемые до высокой температуры, быстрее ржавеют, поэтому они требуют основательной защиты от коррозии.
Возможные ошибки
Иногда при нагревании прожигается профиль. Чтобы избежать этого, нужно выполнить ряд действий:
- Вставить внутрь трубы металлический брусок по размеру отверстия.
- Не останавливать электрод в одном месте.
- Понизить мощность выходного тока.
- Провести предварительную сварку точками, затем соединить их сплошным швом.
Можно заранее потренироваться в проведении работ на черновых деталях.
Из профильных труб изготавливаются различные металлоконструкции. Чтобы делать их своими руками, нужно освоить рабочий процесс с использованием сварочного аппарата. Ознакомившись с нюансами, можно сделать прочное соединение без особых сложностей.
Что представляет собой профильная труба

Профильные трубы
Профильная труба является разновидностью металлопроката, она изготавливается при помощи формовки из круглой трубы. После деформации термическим способом снимается напряжение металла. Материалом для изделия служит углеродистая сталь или нержавейка. Сечение труб колеблется от 10×10 мм до 500×400 мм. Толщина их стенок бывает от 1 до 22 мм. Такие трубы имеют существенные достоинства:
- Большой выбор размеров позволяет подобрать материал для любой металлоконструкции.
- Стандартные размеры облегчают стыков частей.
- Равномерная толщина трубы позволяет выполнить надежный шов.
- Гладкая поверхность изделия.
- Вес трубы меньше, чем цельнометаллического проката, конструкция из нее получается легче.
Перед тем как сваривать профильную трубу, стоит учесть советы профессионалов по технологии проведения работы. Для сваривания стальных труб применяют известные виды сварки: электродуговую, газовую, контактную и полуавтоматическую. Рассмотрим подробно, как варить профильную трубу каждым из перечисленных способов.
Читайте также: