
Технология отбортовки и развальцовки труб
Обновлено: 18.05.2024
Отбортовка (развальцовка) трубы
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
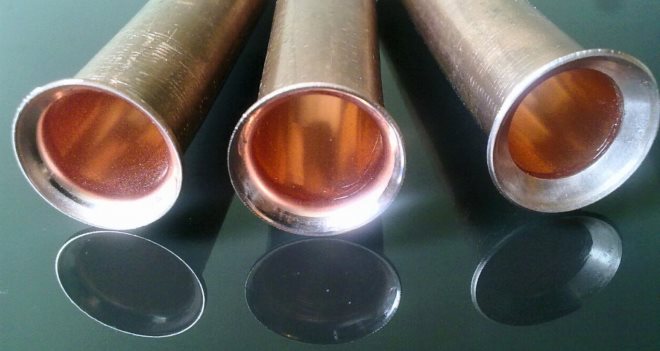
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.

Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
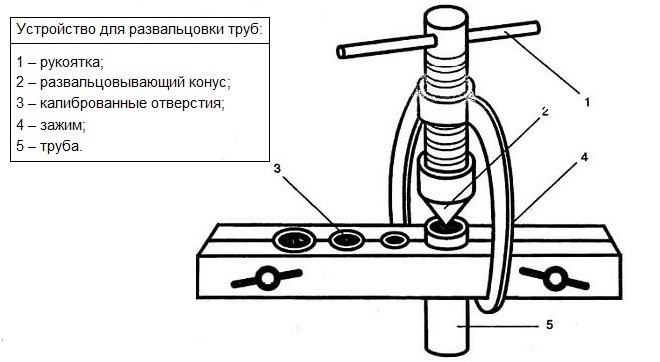
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
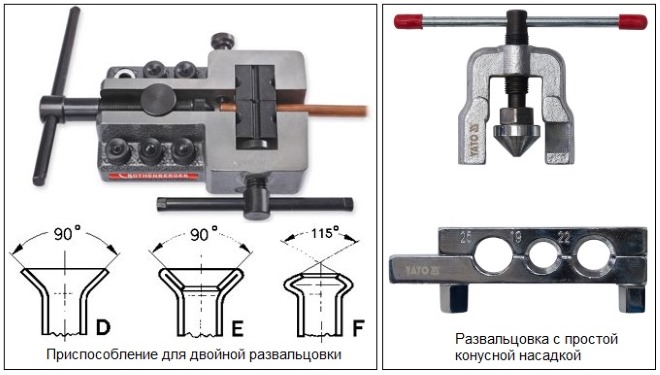
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
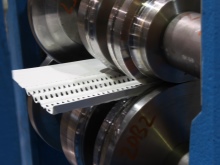
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
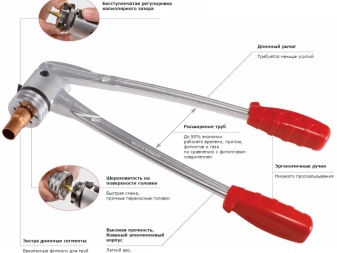
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
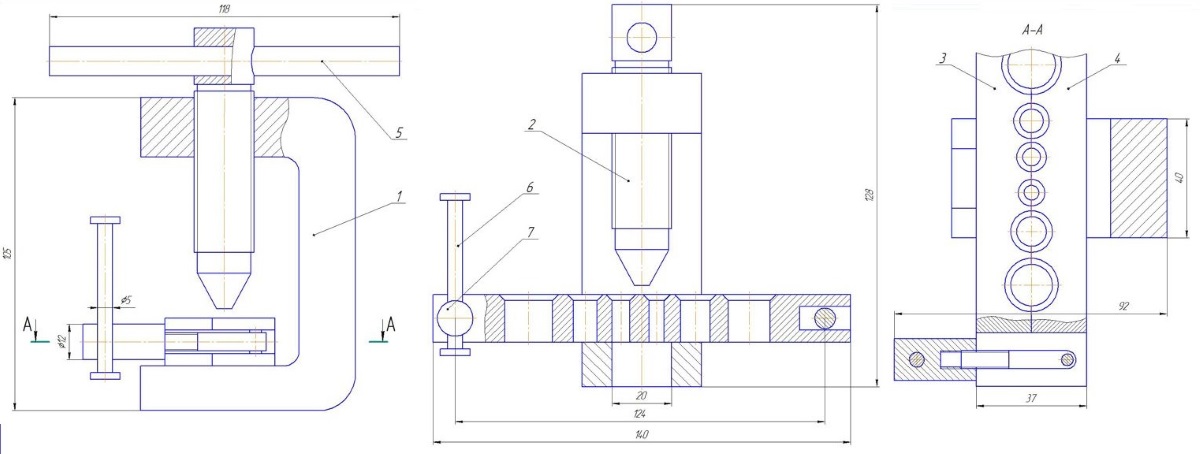
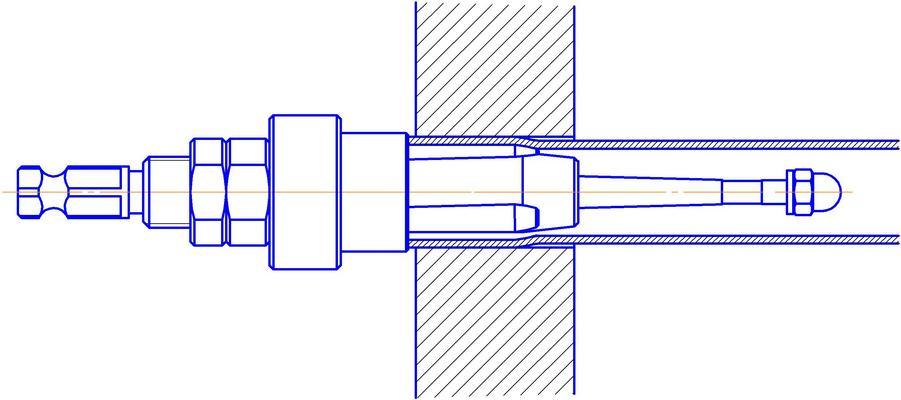
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
Технология отбортовки и развальцовки труб
Трубы разрезают на заготовки на отрезных станках с ленточными пилами, дисковыми фрезами или абразивными кругами, а также газопламенной резкой. Листовой и профильный прокат разрезают гильотинными или пресс-ножницами. Отверстия в плоскостях проката пробивают на фрикционных или кривошипных прессах, а также сверлят. Резку труб на секторы осуществляют в шаблонах.
Для резки труб используют большое количество разнообразного стационарного и переносного оборудования. Трубоотрезные, отрезные и токарные станки выполняют поперечный рез под углом 90° к оси трубы. Существуют станки других конструкций, например ножовочные отрезные, которые позволяют отрезать профильный прокат и трубы под острым углом к оси. На некоторых конструкциях трубоотрезных станков и переносных резцовых труборезов можно одновременно снимать и фаску под сварку. На трубоотрезных станках с дисками качество реза хуже, чем на резцовых труборезах. При резке легированных сталей используют станки и отрезные машинки с абразивными дисками диаметром 200-400 мм, толщиной 3-4 мм и высокой частотой вращении.
Отверстия диаметром до 50 мм прорезают сверлом или фрезой. Обычно используют дрель, а в труднодоступных местах - трещотки (ручные приспособления с храповым механизмом) .
При вырезке отверстия газопламенной резкой пользуются разметочным циркулем. Когда приходится вырезать отверстия в трубах большого диаметра, соизмеримого с диаметром отверстия, для разметки используют специальный циркуль, опорная ось которого позволяет шкале с чертилками скользить вертикально по поверхности трубы. Края отверстия после вырезки газопламенной резкой обрабатывают механическим способом (зачистной машинкой с наждачным кругом или драчевым напильником).
Перед газопламенной резкой трубы из низколегированных сталей предварительно нагревают, медленно охлаждают. Поверхность реза зачищают абразивным инструментом и проверяют на отсутствие трещин. Во всех случаях при заготовительных работах целесообразно предпочитать механические способы резки газопламенным.
Гибка труб
При заготовительных работах и изготовлении элементов трубопроводов трубы изгибают несколькими способами.
На монтажной площадке трубы гнут в холодном состоянии на станках и приспособлениях, работающих по одному из способов, показанных на рис.
1. Один конец закрепляют на неподвижном ролике, который служит шаблоном. В месте начала изгиба труба прижимается обкатывающим вращающимся роликом. Ролики имеют выточки, равные в сечении сечению изгибаемой трубы. Вращающийся ролик совершает относительное перемещение с помощью рычага вокруг неподвижного ролика на величину угла изгиба и, обкатывая трубу, изгибает ее. По этому способу работают несколько марок станков для изгиба труб диаметром до 150 мм и стенками небольшой толщины.
2. Трубы большого диаметра изгибают на станках с дорновой оправкой, вставляемой внутрь трубы для предотвращения ее смятия. Наружный диаметр оправки меньше внутреннего диаметра трубы на 0,5-1,5 мм в зависимости от диаметра изгибаемой трубы. Трубу закрепляют в выточке ролика и прижимают нажимной скользящей колодкой . При повороте ролика труба протягивается между ним и выточкой прижимной колодки, как бы наматываясь на шаблон. Этим способом изгибают трубы диаметром до 550 мм со стенками различной толщины.
3. При массовом производстве используют способ гибки на опорах. Труба опирается на два опорных ролика с выточками, между которыми и происходит изгиб трубы под действием сегмента при нажиме штока от усилия гидравлического пресса. На конце штанги укреплен роликовый сегмент с выточкой по диаметру изгибаемой трубы. Недостатком этого способа является сложность переналадки на каждый размер трубы и повышенная овальность при изгибе.
При изгибе труб выдерживают допуски на овальность - не более 12,5% (для труб диаметром менее 20 мм - не более 15 %). Овальность сечения в месте изгиба вычисляют в процентах как отношение разности диаметров трубы после изгиба в плоскости изгиба и в перпендикулярной плоскости к номинальному диаметру трубы. Уменьшение толщины стенки трубы в месте изгиба не должно превышать суммы минусового допуска на толщину стенки трубы по стандарту и допускаемого уменьшения толщины, которое не должно быть больше 20 % при толщине стенки до 2,8 мм и 15 % при толщине стенки 3 мм и выше. Трубы со швами, как правило, стараются не гнуть, а при необходимости их изгиба шов располагают в плоскости, перпендикулярной плоскости изгиба, чтобы максимальные напряжения деформации не приходились на сварной шов.
При гибке в холодном состоянии стальные трубы вследствие упругости частично распрямляются, поэтому гибку проводят при угле изгиба на 3-5° больше требуемого.
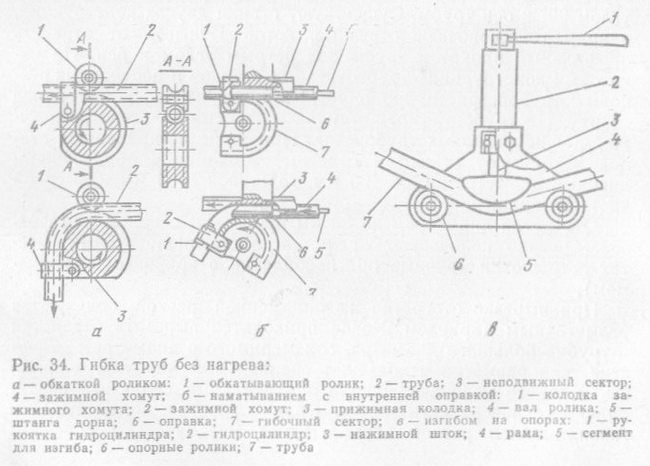
[ Рис. 34. Гибка труб без нагрева: а —обкаткой роликом: 1 — обкатывающий ролик; 2— труба; 8 — неподвижный сектор; 4 — зажимной хомут; 6 — наматыванием с внутренней оправкой: 1— колодка зажимного хомута; 2 — зажимной хомут: 3—прижимная колодка; 4 — вал ролика: 5 — штанга дорна; б —оправка; 7 — гибочный сектор; в— изгибом на опорах: 1— рукоятка гнлроцилиндра; 2 — гидроцилнндр; 3 — нажимной шток; 4 — рама; 5 — сегмент для изгиба; 6 — опорные ролики; 7 — труба ]
Отбортовка и развальцовка труб
В рассольных системах используют стальные отбортованные трубы, а в хладоновых - медные отбортованные трубы. Отбортовку труб проводят на монтаже вручную или на станках, используя отбортовочные головки, которые обеспечивают перемещение роликов в осевом и радиальном направлениях.
Отбортовку стальных труб вручную выполняют в нагретом состоянии на оправке, выполненной по диаметру трубы с закруглением, ударами шаровой головки молотка. Конец трубы нагревают до темно-вишневого или красного цвета, что соответствует температуре 700-800 °С; второй конец трубы закрывают пробкой во избежание быстрого охлаждения вследствие циркуляции воздуха. При отбортовке труб вручную обращают внимание на то, чтобы плоскость борта была перпендикулярна оси трубы, а поверхность борта была ровной. Разрывы борта заваривают в процессе отбортовки. Отбортовку труб из цветных металлов обычно проводят в отбортовочных колодках, где для более надежного закрепления трубы делают кольцевые проточки или резьбу.
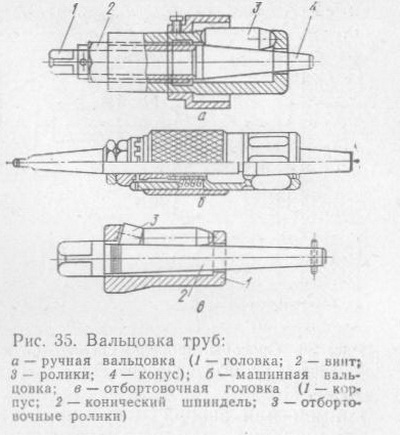
[ Рис. 35. Вальцовка труб: а - ручная вальцовка (1- головка, 2 -винт, 3 - ролики; 4 - конус); б -машинная вальцовка; в - отбортовочная головка (1 - корпус; 2 - конический шпиндель; 3 - отбортовочные ролики) ]
Для крепления труб в трубных решетках применяют их развальцовку- раздачу труб в отверстиях трубной решетки с помощью специального инструмента- вальцовки (рис. 35, а, б). Зазор между наружной поверхностью трубы и отверстием в решетке составляет от 0,5 до 1,5% наружного диаметра трубы. При большей величине зазора могут произойти уменьшение прочности и плотности соединения или разрыв конца труби. Разность внутренних диаметров трубы после и до развальцовки за вычетом зазора между трубой и отверстием в решетке называют степенью развальцовки. Оптимальная степень развальцовки составляет 15-20 % толщины стенки вальцуемой трубы. Устанавливаемые в решетке трубы на несколько миллиметров выступают за решетку.
Процесс развальцовки проходит в два этапа - увеличение диаметра для закрепления в решетке, а затем окончательная развальцовка. В вальцовке имеются также и бортовочные ролики, которыми разбортовывают выступающие за край трубной решетки концы труб (рис. 35, в).
Развальцовка: что это такое и какие инструменты нужны?


Что это такое и зачем нужна?
Развальцовка — это процесс обработки труб, в ходе которого на одном из концов заготовки получается коническая «юбка». По диаметру это образование больше, чем размеры заготовки. Такой результат достигается за счет растяжения материала. При увеличении сечения «юбки» уменьшается толщина металла в этом месте.
Развальцовка выполняется в соответствии с требованиями, которые прописаны в соответствующих ГОСТах. Только в этом случае можно быть уверенным в качественном и надежном соединении деталей, которое выдержит рабочие нагрузки и давление.
Когда применяется?
Развальцовка нашла широкое применение в современном мире. К этому методу обработки металлических труб обращаются в различных случаях.
- Соединение трубок кондиционера требует употребления муфт. Применение этого метода объясняется необходимостью в контроле рабочих жидкостей и неприемлемостью использования сварки. Аналогичная ситуация складывается в сфере производства холодильных установок.
- Пайка медных заготовок может быть выполнена на высоком уровне только при условии хорошего соприкосновения поверхностей труб. В случае обработки заготовок с разным диаметром проблем не возникает — они просто вставляются друг в друга и спаиваются между собой. Для труб с одинаковым диаметром приходится применять развальцовку для торцов, увеличивая тем самым площадь соприкосновения. Если ее не применять, то соединение не получится прочным и разорвется от рабочих усилий или вибрации.
- Создание подводок из нержавеющих гофрированных труб.
- При конструировании трубопроводов или проведении ремонтных работ в процессе создания различных приборов возникает необходимость в качественном соединении медных трубок. Благодаря развальцовке можно подготовить отверстия для дальнейшего соединения.
- Монтаж трубопроводов из металлопластиковых, алюминиевых, стальных и прочих материалов, а также устранение протечек в уже существующих конструкциях.
- Упрощенный процесс соединения торца труб может потребоваться в декоративных и прочих целях. В этом случае развальцовка позволяет зафиксировать заготовку торцом к плоскости, например.
- Создание сложных конструкций, которые, к примеру, предполагают прокладку электрических жгутов, требуют обеспечение прохождения через изгибы. Для решения таких задач вся конструкция разбивается на несколько фрагментов, которые соединяются между собой муфтами.
- В сфере производства автомобилей существует необходимость создания быстроразъемных соединений для формирования гидравлических тормозных систем и элементов для систем сцепления.
- Подготовка труб под шланг, изготовление заклепок, втулок и прочих деталей.




На самом деле развальцовка имеет широкое применение, и всего не перечислишь.
Главные моменты мы указали, потому можем продвигаться дальше в процессе изучения особенностей этого способа обработки труб из разных материалов.
Обзор видов
Существует несколько основных видов развальцовки.
Одинарная
Одинарный тип является самым простым из всех существующих. Этот способ довольно редко применяется, поскольку характеризуется низким качеством и недостаточно прочным соединением труб. Одинарная развальцовка делается под углом в 45 градусов, имеет вид одинарной воронки, выполняется при помощи любого ручного устройства.
«Под грибок»
Это одноразовая развальцовка. Для нее нужен специальный эксцентрик. Хотя такая развальцовка считается одноразовой, но на практике трубка может прикручиваться несколько раз, и качество соединения при этом не страдает — это неоднократно было проверено на практике.
Двойная
Двойная воронка —это американский стандарт. С такой обработкой трубы могут соединяться многократно. Для достижения такого результата необходимо проделать две операции. В результате первой получается «пузырь» в виде оправы.
В ходе второй операции происходит заминание конусом – и образовывается воронка.
Двухсторонняя
Такая развальцовка имеет вид одинарной воронки с двойным краем. Этот результат можно получить за счет применения профессионального инструмента, который поставляется с комплектом насадок.
Инструменты и приспособления
- Экспандер на настоящий момент является самым простым устройством для развальцовки труб. Этот агрегат работает в паре с насадками-шаблонами или штампами. Меняя эти насадки, можно обрабатывать трубы с разным диаметром. Растягивание происходит быстро, с минимальными усилиями. Недостатками являются неоднородность деформации и вероятность образования трещин.

- Конусный развальцовщик также является простым устройством, которое позволяет получать достойные результаты. Фиксирование трубы осуществляется в тисках, в заготовку вдавливается конус несколько раз. С каждым разом конус погружается на большую глубину. Популярность этого станка объясняется низкой стоимостью и простой эксплуатацией.
- Механический развальцовщик демонстрирует более высокое качество обработки заготовок. На трубу воздействует сразу несколько стальных валиков. Вместе с агрегатом пользователь получает набор валиков, рассчитанных на разный диаметр заготовок. За счет многократного прокатывания валиков по внутренней части трубы с определенным усилием материал растягивается равномерно и одинаково по всему диаметру.
- Развальцовщик с электроприводом — это профессиональное автоматизированное оборудование. Стоимость таких агрегатов высокая, но она полностью соответствует производительности и отменному качеству обработки труб. Работа также построена на многократном воздействии валиков на заготовки. На российских предприятиях обычно устанавливаются агрегаты из Италии, Германии и Британии. Рассчитывать на окупаемость станка можно лишь при постоянной его эксплуатации.
- Стационарные станки для развальцовки встречаются только на крупных промышленных объектах.


Этапы
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.


При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.


Рекомендации по выполнению
Даже если ранее никогда не приходилось сталкиваться с процессом развальцовки, можно с первого раза получить хороший результат. В этом помогут советы и рекомендации от специалистов.
- Трубы перед работой нужно тщательно проверить. Их сечение должно быть идеально круглым, без заусенцев, мусора и прочих дефектов.
- В процессе обработки нельзя допускать перекоса заготовок и расширяющего наконечника. Иначе раструб будет асимметричным, и надежного соединения уже не получится.
- В случае ручной обработки болванка не вдавливается, а вкручивается. В этом случае усилие будет равномерно распределяться, и вероятность повреждений трубы будет снижена.
- Если работа выполняется экспандером, обработка трубы делится на несколько этапов. Растягивание трубы должно выполняться после небольшого расширения кромки.
- Используя станки с матрицами, нужно четко подбирать отверстие под диаметр заготовки – погрешность здесь должна быть минимальной.
- Труба по внешней стороне обрабатывается абразивной губкой, что позволит убрать пыль и прочие загрязнения. Пропустив этот этап, можно столкнуться с проскальзыванием заготовки в матрице, что сильно усложнит работу.
Обзор инструмента для развальцовки труб смотрите далее.
Вальцовка труб: что это такое, где используется и как осуществляется?
Операция вальцевания труб берет свое название от прокатных валиков – вальцов (валков). Данные приспособления позволяют придать заготовке необходимый радиус. Но сам термин «вальцевание» не ограничивается одной гибкой труб. Рассмотрим, что же включает в себя этот процесс.


Что такое вальцовка труб?
Вальцовка, или же вальцевание, труб – это технологический процесс деформации изделия для получения заданной формы. Такая деформация позволяет сохранить материал, в отличие от операций токарной или фрезеровочной обработки. Само определение вальцевания включает в себя следующие операции:
- изменение поперечного сечения трубы;
- изгиб заготовки под углом или по радиусу;
- создание трубы из плоской или круглой заготовки;
- привальцовка – процесс исключения зазора между расширяемым краем заготовки и трубогибом;
- развальцовка – это увеличение одного конца трубки, выполняется для соединения двух труб телескопическим способом или для крепления к другому изделию;
- завальцовка – обратная операция с целью создания герметичного соединения двух труб;
- резка металла.
Список весьма обширный и включает самые разные операции. Такой охват позволяет применять вальцевание в различных отраслях.



Зачем и где используется?
Профильной отраслью, использующей процесс вальцевания, смело можно назвать металлообрабатывающую промышленность. Следующими в списке стоят все сферы, в которых применяются трубы и трубные соединения. Вальцевание используется как при создании трубок кондиционера, гофрированных труб из нержавеющей стали или трубок теплообменника, так и для весьма сложных конструкций (типа барабана парового котла).
С помощью вальцевания удается выполнить подгонку трубопроводов по месту для нестандартных решений. Тем самым удается избежать трудностей с созданием новых узкоспециализированных изделий.


Вальцевание применяется не только в промышленности, но и в повседневной жизни. Данная процедура актуальна в следующих случаях:
- соединение блоков кондиционера при установке;
- прокладка газовых и сантехнических труб;
- при пайке медных трубок холодильных установок;
- замена трубок тормозной системы автомобиля.


Технология
Как и любая другая технологическая операция, вальцевание имеет свои ГОСТы и ОСТы, регулирующие и регламентирующие процесс и его параметры, например: контроль герметичности, калибровку, допуски на толщину стенок трубы. Также на предприятиях имеются собственные СТО для этих целей. Представим краткий список данных документов.
- ГОСТ 13954-74 (переиздан в январе 1988 г. с Изменениями №1, 2). Концы труб, развальцованные для соединений трубопроводов по наружному конусу. Конструкция и размеры.
- ГОСТ Р 55601-2013. Аппараты теплообменные и аппараты воздушного охлаждения. Крепление труб в трубных решетках.
- ГОСТ 28941.12-91. Соединения трубопроводов с развальцовкой трубы. Концы труб развальцованные.
- ОСТ 26-02-1015-85. Отраслевой стандарт. Крепление труб в трубных решетках. Министерство химического и нефтяного машиностроения.
- СТО 002203680014-2009. Крепление труб в трубных решетках кожухотрубчатых теплообменных аппаратов и АВО.
Стоит отметить, что СТО редко находятся в открытом доступе и относятся только к одному предприятию. Также стоит учитывать свойства материала, из которого изготовлена труба, поскольку именно от них зависят допустимые усилия при вальцовке.
Методы
В зависимости от температуры заготовки процесс вальцовки труб можно разделить на две большие группы.
- Горячее вальцевание. Используется при работе с материалами, обладающими высоким сопротивлением к деформации. Например, нагрев используется при вальцовке пластиковых труб по радиусу.
- Холодное вальцевание. Применяется для мягких материалов, таких как медь, алюминий, низкокачественная сталь и им подобные.


Оба типа обработки применяются как при ручном, так и при промышленном способе вальцовки труб. Для самостоятельной работы потребуется приобрести экспандер или специальный набор, в который входят следующие предметы: труборез, штампы с отверстиями различного диаметра, зажим и сам труборасширитель. Он оснащается конусным расширителем. Если конус черный и необработанный, то набор предназначен для сантехнических труб, в противном случае комплект можно применять при работе с кондиционерами.
При развальцовке различают три основных типа воронки.
- Обычная воронка. Самый просто вариант, встречается повсеместно.
- Евростандартный грибок. Подобный тип часто встречается на автомобилях европейского производства. Внешне напоминает автомобильную покрышку.
- Воронка с двойным сложением окраины. Воронки такого типа распространены в автомобилях американского производства.


Часто для расширения трубы собственными силами используется коническая заготовка с необходимым углом. Но при таком подходе велика вероятность, что материал трубы деформируется неравномерно, а возможно, произойдет разрыв трубы или ее загиб.
В промышленности список используемого оборудования и инструментов гораздо шире, поэтому рассмотрим его поподробнее.

Инструменты и оборудование
В производстве процесс вальцевания выполняется не только с помощью обычных или пневматических ручных инструментов – для этого также применяют токарный станок, вальцовый трубогиб или прокатный станок. Использование подобных специализированных станков и инструментов обуславливается размерами заготовок и материалами, из которых они сделаны.
Именно от свойств и параметров материала заготовки зависит, какой категории будет использоваться инструмент при обработке.
- Категория Т – используется при обработке трубок с внутренним диаметром от 5,6 до 12.5 мм. Глубина вальцевания ограничена.
- Категория СТ – применяется при вальцевании сварных изделий, внутренний диаметр которых равняется 6-11 мм. Так же, как и у инструментов группы Т, у СТ ограничена глубина использования.
- Категория Р – предназначена для изделий диаметром от 1,2 до 4 см. Максимальное значение развальцовки равняется 4,87см.
- Категория РТ – используется для видов с внутренним диаметром 0,55-1,29 мм.
- Категория СР – применяется для толстых трубных решеток, глубина развальцовки равняется 3,23 см.
- Категория 5Р – предназначена для трубок из нержавеющей стали с тонкими стенами.
- Категория К и КО – подходят для развальцовки котельных труб.


В свою очередь, прокатные станы по изготовлению бесшовных труб также имеют свое разделение.
- Непрерывно-удлинительные. Предназначены для производства изделий диаметром до 110 мм.
- Коротконаправочные. Используются при изготовлении изделий диаметром от 60 до 450 мм.
- Трехвалковые. Применяются для создания толстостенных труб сечением от 35 до 200 мм.
- Пилигримовые. Предназначены для получения бесшовных изделий диаметром от 400 до 700 мм.




Валковые трубогибы представляют собой систему, состоящую из нескольких валков, их количество варьируется от 2 до 3 (реже 4) штук. Два вращающихся нижних валка в такой системе прижимают заготовку к третьему, упорному, вокруг которого изгибается изделие. В результате такой прокатки изменяется профиль внутреннего сечения трубы. Регулировка радиуса получаемого изделия осуществляется подбором диаметра валков и расстояния между нижними элементами. В процессе обработки валки станка должны выдерживать высокие механические нагрузки, поэтому их изготавливают из высокопрочных сплавов стали.
Подобные трубогибы являются довольно универсальным оборудованием и позволяют выполнять вальцевание уголков. Также при помощи вальцов различного вида создаются профильные трубы. Наибольшей популярностью пользуются профильные трубы квадратного (прямоугольного) и овального сечений.
Подводя итоги, стоит еще раз отметить, что термин «вальцевание» включает в себя довольно объемный список технологических процессов. Для получения необходимого результата необходимо грамотно выбрать подходящий инструмент, оборудование и соблюдать условия технологического процесса.
Вальцовка К-45-47 и КО-45-47 представлена далее.
Развальцовка труб
Для осуществления большого количества технологических процессов на предприятиях нефтегазового, химического, нефтехимического комплексов, а также на различных энергогенерирующих объектах применяются разнообразные конденсаторные и теплообменные установки. Их массовое использование привело к необходимости существенного снижения себестоимости производства. Одним из наиболее производительных и недорогих методов крепления труб в трубных решетках при изготовлении подобных изделий является развальцовка труб. Этот метод заключается в контролируемом радиальном деформировании концов труб в трубной решетке, в результате чего труба прочно соединяется с трубной решеткой. Учитывая, что данные изделия работают при высоких температурах и давлениях, соединения должны быть выполнены максимально качественными и надежными. Технология развальцовки труб полностью удовлетворяет этому требованию. В особо ответственных случаях применяется комбинированный способ крепления труб: сварка + развальцовка. Помимо высокой эффективности данного процесса, применение современного оборудования позволяет получить соединения, способные надежно работать при температурах до 450 о С и при давлениях до 6,4 МПа (а для комбинированных соединений при температуре до 550 о С и давлении до 70 МПа).
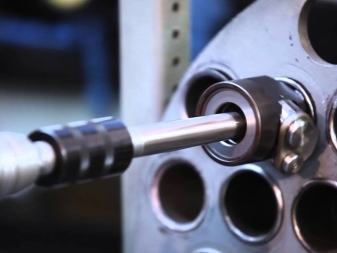
Для обеспечения данного технологического процесса используется развальцовочная машина. Данное устройство позволяет производить большое количество соединений труб с трубной решеткой с высокой степенью стабильности контактного давления между ними. Это обеспечивается точной отработкой блоком управления развальцовочной машины достигаемого крутящего момента, установленного в зависимости от характеристик соединений, материалов, из которых изготавливаются изделия и прочих факторов, влияющих на технологический процесс вальцовки. Назначение необходимого крутящего момента производится согласно ГОСТ Р 55601-2013. В простейшем и наиболее распространенном случае этот процесс состоит из нескольких основных этапов:
-
вводится в выбранную трубу трубной решетки.
- Коническое веретено развальцовочного инструмента подается вперед до соприкосновения роликов с внутренней поверхностью трубы.
- Затем происходит включение привода развальцовочной машины. Вращательное движение конического веретена, приводимого в действие развальцовочной машиной, передается роликам, обкатывающих внутреннюю поверхность трубы, при этом веретено самозатягивается, за счет небольшого разворота осей роликов относительно оси веретена, что обеспечивает раздачу трубы по внутреннему диаметру. Таким образом, производится радиальная упруго-пластическая деформация трубы до соприкосновения её с поверхностью отверстия в трубной решетке.
- Далее, по мере раздачи, происходит одновременная пластическая деформация трубы и упругая деформация трубной решетки.
- По мере достижения заданного крутящего момента, выставленного на блоке управления машины, происходит отключение вращения веретена, до момента наступления упруго-пластической деформации трубной решетки.
- Затем происходит включение реверса для выхода развальцовочного инструмента из развальцованной трубы и автоматическая остановка привода.
Циклы могут повторяться в автоматическом режиме.
Развальцовочные установки серии МЭР, производства ТЕХРЕМЭКС могут производить развальцовку труб с применением охлаждения развальцовочного инструмента воздушно-эмульсионной смесью, что повышает производительность работы и увеличивает ресурс развальцовочного инструмента.
Технология развальцовки медных трубок
Суть развальцовки трубок из меди состоит в том, что внутренний диаметр одной из контактных трубок необходимо «подогнать» под внешний диаметр другой.

Соединение фрагментов и частей медных трубопроводов требует знания определенных нюансов технологии, которые касаются как самой пайки или резьбового крепления фитингами, так и подготовительных работ. Одним из самых сложных и ответственных действий является развальцовка медных трубок. Суть процесса состоит в том, что внутренний диаметр одной из контактных трубок необходимо увеличить, «подогнать» под внешний диаметр другой.

При креплении резьбовыми фитингами создается увеличенная площадь прижима и конусная фаска плотно заходит на торец соседнего участка трубопровода и соединение получается герметичным за счет механического сжатия. В случае применения пайки, пространство между конической внешней частью контакта и внутренней цилиндрической заполняется припоем.
Как происходит пайка медной трубы при помощи стандартных фитингов, показано на видео, с развальцованной трубой технология та же и соединение получается не менее прочным и герметичным. При правильно выполненной развальцовке конец трубки должен выглядеть примерно так:
Технология развальцовки
Чтобы подготовить трубу для соединения пайкой или резьбой, необходим специальный инструмент для развальцовки медных трубок. Его называют по-разному — вальцовщик, развальцовщик, вальцовка. Но суть от этого не меняется — подвергаясь механическому усилию, трубка деформируется по шаблону и, сохраняя толщину стенки и круглое сечение, образует конус. Наклон внутренних стенок конуса составляет до 74 0 . Для соединений с применением накидной гайки обработка трубы должна производиться согласно ГОСТ 13954-74 или максимально приближено к его требованиям. Если использовать вальцовочные инструменты промышленного изготовления и придерживаться всех требований технологии, то должен получиться результат, соответствующий схеме:

Соотношение диаметров тела трубы и максимально допустимого внешнего диаметра конуса D и D приведены в таблице (для стандартных размеров медной трубы).

Вальцовка для медных труб производится с насадками различных размеров, которые соответствуют требованиям стандартов как для пайки, так и для накидных гаек. При покупке импортных инструментов, особенно азиатского происхождения, необходимо обязательно проверить соответствие матриц и конусов, чтобы их размеры не отклонялись от принятых у нас.
Виды развальцовщиков

Конусный развальцовщик — труборасширитель, действующий прямым давлением конусной втулки на трубу. Он очень удобный в применении и им достаточно удобно пользоваться непосредственно на объекте. В чемоданчике монтера или сантехника он не займет много места. Вес инструмента не более 0,5-0,6 кг. На рисунке показана принципиальная схема развальцовщика, по которой можно понять, как в нужном направлении деформировать медную трубку небольшого диаметра.
Схема стандартного инструмента для развальцовки медных труб.
Такое приспособление для развальцовки стандартных медных водопроводных трубок может работать с диаметрами до 10 мм. Инструмент применяется при сборке систем кондиционирования, отопления, отвода конденсата и подачи воды.
При больших диаметрах потребуется определенное усилие, возрастающее практически в геометрической прогрессии, что может привести к повреждению стенки трубки, особенно при ее неравномерной толщине. Особенность медной водопроводной трубы — некоторые неточности в диаметре и толщине стенки по контуру.
При сильном давлении могут возникнуть непредвиденные сложности в виде трещин, заусениц и бугорков на вальцованной поверхности, что является явным браком и такие трубы использовать нельзя — возможна потеря герметизации сразу же после запуска жидкости в систему или спустя некоторое время после начала эксплуатации. Требования к состоянию развальцованной поверхности регулируются ГОСТ 28941.12-91 или ТУ, созданными на его базе.

Дефекты вальцованных поверхностей:
Эксцентрический развальцовщик
Развальцовка стандартных медных трубок более качественная и отличается отсутствием дефектов, если применить эксцентрический развальцовщик, центр конуса которого несколько смещен относительно продольной оси трубы. Он как бы накатывается на стенку трубки, постепенно смещаясь вниз и прижимая ее к стенке шаблона, который входит в комплект инструмента и выполняет одновременно роль и калибровщика, и зажима для трубы.
Как работает конусный развальцовщик заводского изготовления демонстрирует ролик.Схема устройства эксцентрикового инструмента приведена ниже:

Как выбрать инструмент для развальцовки
При покупке развальцовщика необходимо учесть ряд обстоятельств, которые могут повлиять на результат работы и возможность применения инструмента в конкретных обстоятельствах. Основными параметрами являются:
- материал трубы;
- диаметр отверстий плашки;
- высоту выступа трубы над срезом зажима;
- расстояние между центрами соседних отверстий в основании;
- наружный диаметр труб, с которыми придется работать;
- толщину стенок трубок;
- глубину развальцовки;
- вид трубы (сварная, бесшовная и т.д.)
Для профессионального использования лучше всего купить и профессиональный инструмент.
Он, как правило, изготавливается по определенному стандарту и соответствует всем требованиям ГОСТ. В наборе непременно есть плашка с отверстиями наиболее востребованных размеров, конус отлично отрегулирован и выполнен из лучших сортов стали.
Для бытового применения к выбору инструмента нужно подойти тоже со всей серьезностью — дешевым инструментом сделать качественную подготовку трубы к соединению практически невозможно. Но таких высоких требований, как к профессиональному инструменту, нет. Достаточно плашки на 2–3 диаметра и конуса из простой полированной стали. Он стоит намного дешевле и для периодического применения вполне подходит.
Как происходит развальцовка медных трубок своими руками демонтирует видео. Из дополнительных инструментов понадобится труборез и выравниватель кромок (райбер). Выровнять трубу по диаметру для достижения контуром идеального круга необходимо — при отрезании медная труба, в силу мягкости и пластичности, часто деформируется и это отрицательно сказывается на качестве вальцовки.
Устанавливать трубку в зажим необходимо с таким расчетом, чтобы верхняя кромка выступала на 2–4 мм над срезом шаблона. Только при такой установке можно достичь максимального качества внутренней поверхности конуса.
Статья носит ознакомительный характер и представляет общие сведения по процессу вальцовки медных труб. Если у вас есть свой опыт работы в данном направлении или даже собственноручно сделанные инструменты — поделитесь с читателями нашего сайта. Наша цель — максимально объективно и всесторонне осветить все аспекты металлообработки. Ждем ваших вопросов и дополнений.
Читайте также:
- Поддон для душа искусственный мрамор ww trs10080 размер 1000х800х35 мм душевой поддон сифон 2 кор
- Прокладка под смеситель на раковину размеры
- ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
- Как пользоваться вантузом в унитазе
- Газовый водонагреватель накопительного типа аристон 150