
Сварка асептических труб как правило производится орбитальным способом
Обновлено: 07.07.2024
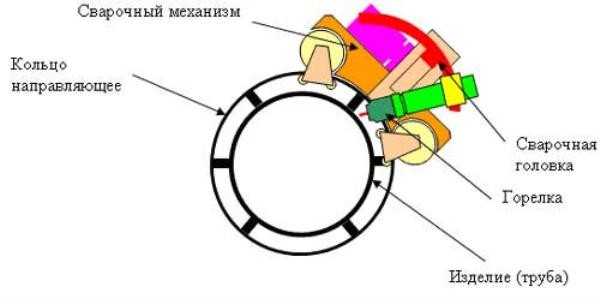
Применение обрудования орбитальной сварки ORBITEC для монтажа трубопроводов фармацевтического завода
Занять рынок услуг по монтажу и обслуживанию промышленных трубопроводов в своем регионе. Сдав заказчику первые объекты, зарекомендовать себя в новой сфере, расширить производственные мощности и вытеснить конкурентов.
Оптимально подобранный комплект оборудования на основе орбитальной резке и сварке труб позволил получить высокий результат на всех этапах процесса монтажа трубопроводов на строящемся фармацевтическом заводе.
Производственная компания - заказчик данного проекта с 2013 года специализируется на производстве, монтаже и обслуживанию топливозаправочных агрегатов. Последние годы компания активно занимается монтажом трубопроводов различного назначения, как на строящихся заводах, так и в рамках перевооружения. В 2018 году компания выиграла тендер на монтаж трубопроводов на крупном строящемся фармацевтическом заводе в Ленинградской области. Важными параметрами тендера были такие условия, как скорость сдачи объекта, так и работа в рамках европейских стандартов производства GMP (Good Manufacturing Practice).
Для быстрого и качественного выполнения заказа компания приобрела несколько комплектов орбитальной сварки немецкой компании ORBITEC.
Состав приобретенного оборудования:
- Инвертор «Tetrix 200» - 3 шт.
- Контроллер орбитальной сварки «TIGTRONIC Basic 2» - 1 шт.
- Контроллер орбитальной сварки «TIGTRONIC Basic 3» - 1 шт.
- Контроллер орбитальной сварки «TIGTRONIC Orbital 4» - 1 шт.
- Сварочная головка закрытого типа «OSK-115» с рукояткой - 1 шт.
- Сварочная головка закрытого типа «OSK-76» с рукоятками - 2 шт.
- Комплект зажимных колец для сварочных головок закрытого типа
«OSK-115» и «OSK-76» - 20 шт. - Газовый редуктор-расходомер с двумя ротаметрами - 3 шт. - 1 шт.
- Прибор для измерения остаточного содержания кислорода «Oxy-SMART» - 2 шт.
- Заточка вольфрамовых электродов «WEG 4.0»
- Орбитальный труборез «DCSENG S-100L» для труб от 13 до 120 мм - 2 шт.
- Комплект соединительных проводов и шлангов
Первый комплект оборудования был размещен на производственной территории компании - заказчика, где несколько бригад монтажников прошли базовое обучение, в ходе которого были подобраны режимы сварки для основных типоразмеров труб.


Контроллеры орбитальной сварки «TIGTRONIC Basic» и «TIGTRONIC Orbital» позволили прецизионно отрегулировать режимы сварки так, чтобы независимо ни от прогрева во время сварки, ни от пространственного положения сварочного стыка, сварочная ванна не меняла ни своего размера, ни геометрии, за счет постепенного уменьшения погонной энергии, вкладываемой в сварочный шов. После обучения, оборудование было сразу же перемещено на строящийся объект и совместно с представителем компании ООО «Интертехприбор», было запущенно в работу на монтаж линии водоподготовки.



Процесс монтажа можно разделить на три основные этапа: 1 – подготовка трубных заготовок, 2 – сварка отдельных узлов трубопровода, 3 – монтажная сварка заготовленных узлов в линию трубопровода.
1. Подготовка трубных заготовок
При монтаже линии трубопровода определяется базовая точка, от которой размечаются и нарезаются в размер с точность до 0.1 мм трубные заготовки с учетом всех отводов, тройников и прочей арматуры, либо трубные заготовки нарезаются по размерам согласно проекту. Нарезанные трубные заготовки компонуются в отделение узлы. Размер протяженных узлов зачастую ограничивается комнатой, в которой они будут установлены. Сложные типовые узлы компонуются отдельно (тройники – отводы – фланцы – компенсаторы – переходники) так чтобы их можно было удобно соединить на монтаже с магистралью.
Отцентрованные детали узлов стыкуются между собой несколькими сварочными прихватками ручной аргонодуговой сваркой с применением специальных центраторов, либо при помощи сварочной головки закрытого типа «OSK-76 или 115» посредствам специальной программы прихваток доступной на контроллере орбитальной сварки «TIGTRONIC Orbital 4». Базовым условием подготовки труб под орбитальную сварку является перпендикулярность резки труб относительно своей оси, что достигается применением орбитального трубореза «DCSENG S-100L».
Особенностью заготовительного производства фармацевтических линий является повышенный ряд требований к трубам, к методам резки и подготовки:
- обязательное применение труб с электрополированной внутренней поверхностью;
- штучная вакуумная упаковка и заглушки от попадания пыли для каждой трубы;
- во избежание образования заусенцев резка труб допускается только свежей фрезой (до 500 резов на один диск), т.к. при механическом удалении заусенца велика вероятность нарушения целостности внутренней зеркальной поверхности трубы;
- при резке труб недопустимо применение смазочных материалов;
- при помощи специального шабера «ENTGRATUNG SWERKZEUGE», необходимо удалить град образующийся после резки;
- во время стыковки трубных заготовок посредством сварочных прихваток обязательно наличие поддува аргона вовнутрь собираемого узла (вытеснение воздуха инертным газом);
- собранный узел глушится со всех сторон во избежание попадания пыли, в некоторых случаях все стыки до сварки заматываются лентой не оставляющей следов.
2. Сварка отдельных узлов трубопровода
Сварочные головки закрытого типа «OSK-76 и 115» плотно фиксируются на свариваемых трубах, образуя защитную камеру вокруг сварного стыка. Во время сварки образуемая камера заполняется аргоном, который вытесняет воздух, препятствует воздействию окружающей среды на сварочную ванну во время сварки. Длина шлангпакета на рукоятке для закрытых сварочных головок типа «OSK» составляет 8 метров, что позволяет свободно в любом пространственном положении устанавливать сварочные головки «OSK-76 и 115» на стык свариваемых труб в достаточной удаленности от рабочей сварочного аппарата и контроллера управления. Таким образом, отдельно заготовленные узлы обвариваются на месте, после чего перемещаются к месту монтажа.
Так же, как и во время прихваток, необходимо осуществление поддува инертного газа во внутрь свариваемого узла трубопровода. От качества и количества инертного газа напрямую зависит качество внутренней поверхности сварного шва, поэтому для сварки ответственных соединений обязательно применение прибора для измерения остаточного содержания кислорода «Oxy-SMART».
Контроллеры орбитальной сварки «TIGTRONIC Basic и Orbital» записывают историю сварочных операций во внутреннюю память в виде основных параметры сварки. Протоколы сварочных операций могут быть расшифрованы с помощью компьютерной программы «Docutronic V2.1» и предоставлены заказчику по требованию. Кроме того, контроллер орбитальной сварки «TIGTRONIC Orbital 4» оборудован принтером, который после сварки печатает чек с указаниями основных параметров сварки. Для удобства анализа истории сварочных операций, каждый сваренный стык маркируется индивидуальным номером, в соответствии с присвоенным контроллером порядковым номером сварочной операции.



3. Монтажная сварка заготовленных узлов в линию трубопровода
Трубная магистраль водоподготовки проходит по разным цехам, комнатам и этажам внутри заводского здания. Монтаж продвигается от базовой точки, поочередно соединяя различные узлы трубной магистрали. Узлы трубопровода размещаются на различных подвесных конструкциях, если при этом соблюдается соосность стыкуемых узлов с точностью до 0.5 мм, то допускается сваркаголовкой закрытого типа «OSK-76 или 115» без предварительных фиксирующих прихваток, т.к. сварочные головки, плотно фиксируются на свариваемых трубах,выравнивая стыковку узлов. При монтаже весь внутренний объем трубной магистрали заполнятся инертным газом, с обязательным контролем остаточного содержания кислорода газоанализатором «Oxy-SMART».

На примере данного проекта компания - заказчик намерена, расширяться и полностью занять рынок услуг по монтажу и обслуживанию промышленных трубопроводов в своем регионе. В итоге за месяц работы, используя три комплекта орбитальной сварки компании ORBITEC при работе в одну смену, было сварено около двух тысяч сварочных швов магистрали трубопровода.
Сварка нержавеющих труб: аргонодуговая, орбитальная
Трубопроводы из нержавеющей стали, благодаря уникальным свойствам материала, широко применяются во многих отраслях промышленности и коммунальном хозяйстве. Для получения надежных соединений сварку труб из нержавеющей стали делают по специальным технологиям. Это усложняет монтаж, но в ряде случаев необходимо для выполнения требований нормативных документов. Например, в международных актах указывается, что орбитальную сварку нержавеющих труб нужно применять обязательно, если они контактируют с пищевыми продуктами.

Особенности сварки нержавейки
Чтобы без изъянов сварить трубы из нержавейки, особенно тонкостенные, нужно учитывать ее отличия от обычного металла. Теплопроводность нержавеющей стали на 70% меньше, поэтому металл на стыке перегревается. В результате повышается вероятность прожига. Для устранения этого недостатка значение сварочного тока устанавливают на 20% меньше чем для черного металла.
Из-за большого коэффициента температурного расширения зона стыка может деформироваться и потрескаться. Для устранения последствий этого явления оставляется зазор между свариваемыми трубами. Нагретому металлу есть куда расширяться, поэтому деформация сводится к нулю.
Если соединение выполняется высоколегированными электродами, они будут перегреваться, так как у нержавеющей стали высокое электрическое сопротивление. Поэтому скорость плавления электродов возрастет, а качество шва снизится. Если иной способ сварки невозможен, их нужно укоротить до минимума.
Подготовительные работы
Перед сваркой труб из нержавеющей стали проводится подготовка места стыка. Чтобы шов был качественный, необходимо:
- Зачистить кромки напильником, наждачной бумагой или абразивным инструментом.
- Участки нержавеющих труб возле стыка обезжирить ацетоном. Этот растворитель также помогает поддерживать электрическую дугу на стабильном уровне, что положительно сказывается на качестве соединения.
- Стыкуя трубы не забывать о зазоре между ними, чтобы не было деформации.
- Закрыть теплостойким материалом поверхности возле стыка, чтобы на них не попадали капли расплавленного металла.
Способы сварки труб из нержавеющей стали
В заводских условиях заготовки из нержавеющей стали соединяют лазерной, плазменной и высокочастотной сваркой. Домашним мастерам доступны следующие методы:
Технология аргонодуговой сварки труб из нержавеющей стали
Соединение заготовок из нержавеющей стали этим способом ведут неплавящимся электродом из вольфрама, закрепленного в центре сопла горелки. Через него аргон поступает к стыку, создавая защищенную зону. Шов создается в результате плавления присадочной проволоки, подаваемой вручную или автоматически.
При сварке труб из нержавейки необходимо обдувать место соединения аргоном как снаружи, так и изнутри. Проблема решается просто:
- в торец одной из труб забивают пробку из любого подручного материала;
- на стык наматывают скотч или изоляционную ленту;
- через торец другой трубы с помощью горелки закачивается аргон;
- после заполнения газом всего объема забивают вторую пробку;
- снимают скотч или изоляционную ленту, начинают сваривание.
Орбитальная сварка нержавеющих труб
В основу этого способа заложен аргонодуговой метод, но сварочная головка движется по окружности трубы, вдоль стыка, создавая непрерывный шов. Отсюда и название. Процесс полностью автоматизирован и контролируется процессором. Длину дуги выставляют путем крепления головки на направляющих в нужном положении.
Программа, заложенная в процессор, изменяет параметры процесса в зависимости от положения головки во время ее движения по орбите. Для этого стык по длине делится на горизонтальные, вертикальные и участки под углом. При прохождении головки по любому из них автоматически изменяются значения параметров:
- скорость движения головки;
- величина сварочного тока;
- скорость подачи присадочной проволоки;
- расход аргона.
Не важно, каким способом свариваются трубы из нержавеющей стали. Главное качество шва, от которого зависит надежность и срок эксплуатации трубопроводов. Можно и вручную добиться хороших результатов, но лучше обзавестись полуавтоматом для аргонодуговой сварки (TIG). Он универсален и позволяет качественно сваривать различные металлы толщиной от 1 мм.
Водопроводная труба в срезе

До начала работ желательно подготовить чертеж или эскиз по обустройству дома сантехническим оборудованием и пометить будущее местонахождение всех сантехнических приборов, выбрать и записать выбранные материалы для водопровода, запорную арматуру, необходимые фитинги, необходимый инструмент и расходные материалы (ФУМ лента, уплотнители и прокладки, и необходимый крепеж). Затем по эскизу подсчитывается необходимое их количество. Все необходимые материалы, как правило, покупаются с небольшим запасом.
Виды водопроводных трубы для внутреннего и наружного водопровода
Прежде чем приступать к эскизу проекта будущего водопровода, необходимо выбрать сами трубы. Сейчас на рынке большим спросом пользуются стальные, медные, металлопластиковые трубы, гибкая сантехническая подводка. Во многих домах еще стоят трубы из металла.
Металлические водопроводные трубы
Металлические трубы уже давно используются в гражданском строительстве и не только. Особенности монтажа металлических труб и их свойства зависят от свойств используемого материала.

Металлические водопроводные трубы
До сих пор во многих домах установлены стальные, чугунные и медные трубы (встречается очень редко), которые обладают как достоинствами, так и определенными недостатками. Не так давно даже использовались свинцовые трубы, но, учитывая значительную опасность для здоровья человека, их использование полностью прекращено.

Водопроводные трубы из нержавеющей стали
Стальные трубы — дешевый, прочный и надежный вариант водопровода. В городских квартирах все стояки изготавливаются из стальных труб. Радиаторы отопления, полотенцесушители также монтируются на стальных трубах. Их недостаток — подверженность коррозии. Чтобы избежать повреждения труб, наносят цинковое покрытие снаружи и внутри. Они обладают высокой теплопроводностью, поэтому очень часто трубы холодного водоснабжения «потеют». На неровной внутренней поверхности стальных труб со временем нарастает накипь. Сталь — тяжелый материал, поэтому такие трубы довольно сложно монтировать. Срок их службы — 30–40 лет.
Существует три способа соединения стальных труб: муфтовое, сварное и с помощью пресс-фитингов. Для оцинкованных труб подходит только муфтовое и пресс-соединение, поскольку сварка способна разрушить антикоррозийный слой.

Чугунные трубы в отличие от стальных труб способны сопротивляться коррозии, но чугун — очень тяжелый материал, в этом его основной недостаток.
Такие трубы имеют толстые стенки с шероховатой внутренней поверхностью. Чугунные трубы подходят к использованию в системах канализации и водоснабжения, они не покроются ржавчиной, долго не будут выходить из строя. Срок службы чугунной канализации составляет от 80 до 100 лет. Соединяются чугунные трубы с помощью уплотняющих прокладок и раструбов.
В зависимости от массы выделяют три типа чугунных труб: очень тяжелые, тяжелые и средние. На чугунные трубы наносится специальный антикоррозийный слой — силикатно-эмалевый. Такие трубы высокопрочные, стойкие к перепадам температур, имеют низкий коэффициент расширения.

Медные трубы уже издавна завоевали себе звание элитных труб. Водопровод из медных труб прослужит в худшем случае 70 лет (как правило, значительно дольше), при этом медная труба не состарится, не испортится и никак не изменит своих рабочих качеств. К тому же медь обладает бактерицидными свойствами, а в таких трубах будет течь чистая питьевая вода. Медные трубы не подвержены воздействию ультрафиолетовых лучей, не страшатся перепадов атмосферного давления, осадков, могут работать в широком температурном диапазоне — от –200 до +500 °С, не подвергаются коррозии.
Медные трубы замечательно подходят в качестве основы для системы отопления, а также организации холодного и горячего водоснабжения. Монтаж медных труб очень простой, они не очень тяжелые, их несложно гнуть, пилить и паять. Один из самых распространенных способов их соединения — высокотемпературная пайка. Припой используется серебряно-бронзовый, он равномерно распределяется по всей поверхности трубы. Удобнее всего их монтировать с помощью фитингов. Пожалуй, чуть ли не единственный, но самый главный их недостаток — большая стоимость.
Пластиковые водопроводные трубы
Пластиковые трубы — первый шаг вперед в развитии современного сантехнического дела.

Пластиковые трубы и комплектующие
Стойкость к изменяющимся погодным условиям (резкие похолодания, пониженное давление, повышенная влажность), неподверженность коррозии, долговечность в эксплуатации (примерно 50 лет), простота в монтаже, установке и наладке, небольшая стоимость — эти качества делают пластиковые трубы незаменимыми при оборудовании дома водопроводом. Они почти не теряют тепло при доставке горячей воды, не обрастают отложениями изнутри, безопасны для здоровья. Для соединения пластиковых труб используют фитинги.
Недостатки таких труб: потеря эластичности при нагревании, больший коэффициент температурного расширения, быстрое старение под действием солнечных лучей.
Пластиковые трубы имеют несколько разновидностей: трубы из полибутилена, полиэтилена, поливинилхлорида (ПВХ), полипропилена и др.

Полибутиленовые трубы делают из эластичного и теплопроводного материала, который пригоден для транспортировки воды температурой до +90 °С. Соединяют такие трубы с помощью сварки. К их недостаткам относят легкую восприимчивость к огню, а также непереносимость бензола. Красить полибутиленовые трубы нельзя. Полиэтиленовые трубы — трубы из эластичного и прочного материала, идеально подходят для проведения водоснабжения в собственном доме. Благодаря своей эластичности легко переносят низкие температуры даже при замерзшей внутри воде. Полиэтилен стоек к коррозии.

Полиэтиленовые трубы имеют гладкую поверхность внутри, проходящая по ним вода не оставляет на стенках окиси и отложений примесей. Недостаток в том, что полиэтилен применим только для холодного водоснабжения. При температуре кипения воды и близких к ней трубы начинают плавиться. Кроме того, данный материал очень чувствителен к ультрафиолетовым лучам. Соединяют полиэтиленовые трубы фитингами и обжимом.
Сегодня на строительном рынке такое многообразие труб, что одних только полиэтиленовых можно найти несколько разновидностей в зависимости от используемых для их производства материалов и способов.

Трубы из сшитого полиэтилена
Трубы из сшитого полиэтилена обладают высокой прочностью и устойчивостью к высоким температурам. В процессе производства такие трубы проходят обработку под высоким давлением, благодаря чему молекулы материала образуют дополнительные связи. Процесс полной обработки называется сшивкой. На сегодняшний день существует четыре вида сшивки: пероксидная сшивка (РЕХа), силановая сшивка (РЕХb), сшивка потоком электронов в ЭМ-поле (РЕХс) и сшивка с помощью азотных соединений (РЕХd). Сырье, используемое для получения данных труб, называется сшитым полиэтиленом.
Трубы из сшитого полиэтилена считаются сегодня самым передовым материалом в оснащении систем водоснабжения и отопления. Легкость в монтаже с помощью пресс-фитингов только добавляет им популярности.

Трубы из поливинилхлорида (ПВХ)
Трубы из поливинилхлорида (ПВХ) — самые жесткие из всех представленных на рынке пластиковых труб. Такие трубы практически не горят, мало весят, устойчивы к воздействию солнечных лучей, соединяются друг с другом склеиванием.

Гибкие канализационные трубы из поливинилхлорида (ПВХ)
Недостаток — использование хлора в процессе производства поливинилхлорида, что не добавляет материалу экологичности.

Полипропиленовые трубы используют для холодного и горячего водоснабжения, канализации, отопления.
По своим термическим показателям они схожи с трубами из сшитого полиэтилена, но дешевле и проще в монтаже. Соединяются между собой сваркой или пайкой, для чего используется паяльник для полипропиленовых труб.

Металлопластиковые трубы соединили в себе положительные свойства металла и пластика. Они подходят для систем водоснабжения и отопления.
Такие трубы состоят из трех слоев, между двумя слоями полимера находится тонкий слой металла. Их не нужно спаивать или сваривать, они эластичны, легки, долговечны и эстетичны. В качестве металла внутри трубы чаще всего используют алюминий. Поэтому недопустим его контакт с другими металлами в местах соединения. Металлопластиковые трубы способны выдерживать температурную нагрузку до +95 °С, кратковременно — до +110 °С.
Металлопластиковые трубы можно применять во всех трубопроводах загородных домов, для внутреннего водопровода городской квартиры. Основной недостаток таких труб в том, что, если они открыты, их легко повредить, поэтому монтаж труб из металлопластика в стояках централизованного водоснабжения допускается только внутри стен.

Гибкая сантехническая подводка
Гибкая сантехническая подводка — шланг в металлической обмотке. Такой водопровод способен выдержать достаточно высокое рабочее давление, но при этом совершенно не устойчив к внешним повреждениям. Его используют (желательно в пределах одного помещения) для соединения раковины, стиральной, посудомоечной машин и нагревателя с центральной трубой, стояком.
Гибкая сантехническая подводка может быть выполнена из пластикового гофрированного шланга, который используется для монтажа канализационных стоков.

Сантехническая подводка из гофрированного пластикового шланга
Подсоединить сантехническую подводку к системе водоснабжения возможно либо с помощью штуцера, который вкручивают в подключаемый прибор, либо с помощью накидной гайки, которую навинчивают на торец трубы с резьбой. Внутри металлической оплетки спрятан резиновый шланг, который изготавливается из этиленпропиленового каучука. Данный материал относится к классу нетоксичной резины, поэтому вода из такого шланга может использоваться для питья.
Общая последовательность монтажа сантехнической подводки представлена на рисунках ниже.

Подсоединяем подводку к прибору с помощью гаечных ключей

Подсоединяем второй конец шланга к крану водоснабжения
Виды, свойства и область применения труб для внутреннего и наружного водопровода
Фитинги
Трубы водопровода монтируют с помощью фитингов: муфт, предназначенных для соединения различных частей трубопровода между собой; уголков, используемых для изменения направления линии; тройников и крестов, применяемых для разветвления трубопровода; сгонов для соединения уже проложенных труб, переходников. В местах сгибов трубопровода используются либо гибкие трубы, либо специальные фитинги.
Виды фитингов и соединительных элементов водопроводных труб
В завершении, по уже сложившейся традиции, несколько интересных видео про водопроводные трубы:
На специальном стенде производят измерения прочности на разрыв пластиковых водопроводных труб разных производителей.
Что такое орбитальная сварка
Для монтажа трубопроводов в полевых условиях используется орбитальная сварка. Это автоматизированный процесс соединения бесповоротных стыков. Труба проваривается головкой, закрепленной на вращающемся устройстве. Специальный зажим плотно фиксирует аппарат в рабочей зоне. Для работы необходимы навыки оператора. Сварщик выбирает необходимый режим в зависимости от размера, толщины стенки, химического состава сплава. В процессе работы следит за параметрами.

Особенности орбитальной сварки
Дуга в автоматическом режиме проворачивается по всей окружности, труба равномерно проваривается со всех сторон. Стыковая сварка труб орбитальными аппаратами незаменима в труднодоступных местах, где сложно проварить неподвижную заготовку.
Сварочный автоматизированный процесс представляет собой ручную или аргонодуговую электросварку с использованием тугоплавкого вольфрамового электрода и наплавочной проволоки. При зажигании дуги кромки оплавляются, создается ванна расплава. Присадка образует на месте стыка аккуратный валик. Головка проходит по всей окружности (орбите). Заготовки при работе не вращаются, остаются неподвижными.
Область применения
Автоматы для орбитального соединения трубных стыков используют:
- для линейного монтажа трубопроводов; ;
- соединения отрезков трубного проката с отводами, тройниками, другой трубной арматурой;
- сварки трубной доски теплообменников.
Орбитальная сварка труб минимизирует процент брака, увеличивается скорость монтажа трубопроводов, сборки котлов и теплообменников. Упрощается ремонт ТЭС, ТЭЦ, обслуживание нефтепроводов, газовых магистралей, инженерных коммуникаций.
Преимущества и недостатки
Стыковая сварка орбитальными автоматами обеспечивает герметичность трубопроводов за счет качественных швов. Металл проваривается по всей окружности равномерно. Преимущества орбитальной сварки труб:
- снижается риск дефектов шовного валика;
- регулирование дуги снижает область разбрызгивания ванны расплава;
- соединение частей трубопровода, трубных досок можно производить в любом пространсвенном положении;
- широкий диапазон свариваемых сплавов: углеродистых и легированных сталей, цветного металла;
- возможность работать с присадкой и без нее;
- отсутствие окалины на шве;
- процесс протекает без образования дыма.
- высокая стоимость аппаратов;
- сложность ремонта и обслуживания оборудования;
- низкая скорость тонких трубопроводов (головка медленно движется по небольшой орбите).
Оборудование для орбитальной сварки труб
У аппарата для сварки трубопроводов имеется:
- источник электропитания – инвертор, выдающий от 30 до 400 А, подключаемый к однофазной сети напряжением 220 В или трехфазной 380 В, с ним просто контролировать силу рабочего тока;
- вольфрамовый электрод;
- соединительная головка, образующая шов;
- клещевая система крепления, фиксирующая головку на трубе;
- система подачи газа с регулируемым соплом для проволоки;
- блок управления, регулируется:
- частота вращения головки;
- скорость подачи прутка;
- расход инертного газа (объем впрыскивания);
- угол наклона электрода.
Некоторые модели оснащены печатающим устройством, информацию о режиме работы можно вывести на бумагу.
Оборудование для орбитальной сварки применяется при монтаже труб с наружным диаметром от 17 до 170 мм. Выпускают аппараты для аргонодуговой и ручной дуговой сварки в защитной атмосфере трех основных типоразмеров (величина свариваемых труб указана в мм): 17–50; 33–90; 60–170. По согласованию с заказчиком некоторые производители делают фиксирующие клещи другого размера. Верхний предел увеличивают до 275 мм. Разработаны модели для тонкого трубного проката, минимальный наружный размер – 1,6 мм.
Виды орбитальных головок, удерживающих горелку на фиксированном расстоянии от свариваемого металла:
- Закрытого типа рассчитана на соединение труб небольшого диаметра. Стык располагается в камере, заполненной защитным газом. Такие головки считаются самыми надежными, они образуют герметичный шов, не содержащий окислов.
- Открыто типа, аргон или другой инертный газ или специальная смесь поступает в рабочую зону под давлением. Такие головки используют на толстостенных трубах, где стык заваривается за несколько циклов. Горелка для удобства наклоняется под нужным углом до 45°.
Для трубных досок, головки созданы для ремонта теплообменников, регулировка процесса происходит в автоматическом режиме, оператору достаточно установить клещевое крепление.
Предусмотрена система предварительного прогрева электрода и свариваемого металла до необходимой температуры, имеется система охлаждения, по замкнутому контуру циркулирует вода.
Технология сварки
Для выравнивания концов применяют отрезные станки, обеспечивающие вертикальную ровную кромку. Толстостенные трубы подготавливают к работе в заводских условиях: производят разделку кромок, срезают под углом 30°. Тонкостенный прокат заплавляют без присадки.
До орбитальной сварки труб проводятся подготовительные работы. Производится очистка концов от заусенцев, загрязнений. Подготовленные отрезки центруют, укладывают на установленном расстоянии друг от друга. Для орбитальной сварки труб малого диаметра достаточно приобрести съемную головку. Она крепится на универсальных зажимных системах. Поверхность стыка делят на сектора, для каждого задаются индивидуальные режимы с учетом давления собственного веса заготовки в нижней части. Расплавленный металл не должен провисать сверху. Параметры рабочего тока, скорость подачи присадочного прутка устанавливает оператор в зависимости от марки стали, формы заготовки. Орбитальный аппарат крепится в области стыка.
Сваривание металла производится автоматически. После заделки всех секторов оборудование отключается самостоятельно.
Орбитальные аппараты узкоспециальные. Их приобретают для монтажа трубопроводов большой протяженностью, для ремонта теплообменников и котлов. Это наиболее перспективный метод монтажа трубного проката. В быту подобное оборудование применять нецелесообразно из-за длительного периода окупаемости.
Что такое орбитальная сварка?
Один из самых сложно выполнимых швов — бесповоротный стыковой при сварке труб различного диаметра. Чтобы просто соединить две трубы нужно уметь выполнять сварку во всех пространственных положениях, обычно такими навыками обладают только мастера высокой квалификации. Многие начинающие сварщики при формировании шва на верхней части стыка не испытывают никаких трудностей и полагают, что дальнейшая работа будет такой же простой. Но это частое заблуждение.

Далее нужно сварить боковые вертикальные стыки, что уже непросто. А в конце нужно сделать потолочный шов на нижней части трубы, для новичков такая работа оказывается слишком трудной из-за недостатка опыта. Но что делать, если на предприятии не хватает высококвалифицированных кадров, а сварку нужно выполнять? Поможет оборудование для орбитальной сварки. Что это такое и какие преимущества есть у данного метода? Обо всем расскажем в этой статье.
Общая информация
Орбитальная сварка — метод соединения металлов (чаще всего труб) путем движения сварочной дуги вокруг стыка. Отсюда и название. Все работы выполняются в автоматическом режиме, сварщик только устанавливает настройки. Дополнительно в сварочную зону подается присадочная проволока и защитный газ, также в автоматическом режиме. Проще говоря, этот метод напоминает сварку полуавтоматом, только сварщик не играет главную роль в работе, и горелка двигается по кругу.

Сам процесс сварки крайне прост. Деталь надевается на вращатель сварочный, благодаря ему она фиксируется и при необходимости может перемещаться. Также для сварки применяются центраторы, если нужно сварить трубы. У сварочного аппарата есть так называемая «голова», которая перемещается по стыку и формирует шов с помощью электрической дуги. Вот и все. Нет никаких особых функций, которые могли бы удивить опытного сварщика.
Преимущества
Оборудование для орбитальной сварки позволяет работать с высокой производительностью, поскольку сварка выполняется в автоматическом режиме. Сварщик просто настраивает аппарат, начинается сварка и в это время он может подготовить следующие стыки.
Еще один неочевидный плюс — возможность организации серийного производства, если трубы одного диаметра. Вы один раз устанавливаете оптимальные настройки и после этого пускаете поток из деталей. А благодаря отсутствию человеческого фактора качество сварки будет на высочайшем уровне.
Оборудование
Оборудование играет ключевую роль в орбитальной сварке. Оно стоит недешево, но все же обходится дешевле, чем обучение сварщиков или поиск профессионала. Поэтому такой оборудование можно часто встретить на современном производстве. В целом оно состоит из трех крупных компонентов: источника сварочного тока, системы подачи газа, также применяются сварочные «головы». С системой подачи газа все ясно, она такая же, как и в любом полуавтомате. А вот про источник тока и сварочную голову поговорим подробнее.
В качестве источника тока используется инвертор, выдающий от 30 до 400 ампер. Рядом с инвертором монтируется баллон с газом. Инвертор оснащен панелью управления, через которую задается программа. Также выпускаются модели с дистанционным управлением. Кроме того, в корпусе предусмотрен принтер, который печатает документацию о характере проведенных работ.

При настройке аппарата задается сила сварочного тока, его напряжение, скорость подачи присадочной проволоки, скорость движения электрода и угол его наклона, количество используемого газа, диаметр и толщина стенок трубы.
Что касается сварочных голов, то они бывают нескольких типов. Есть головы закрытые и открытые. Закрытые применяются для сварки труб небольшого диаметра, поскольку обхватывают деталь со всех сторон и сварка производится в закрытом пространстве. С открытыми головами все с точностью наоборот.
Орбитальная сварка труб малого диаметра выполняется достаточно быстро и не требует дополнительного оборудования. А вот для сварки больших труб необходимы специальные кронштейны, по которым голова будет передвигаться. Движение голова так же программируется, при этом настройки можно корректировать во время работы, в том числе дистанционно. При сварке больших труб дополнительно можно установить разное положение электрода, чтобы добиться максимального качества шва.
Вместо заключения
Оборудование для сварки орбитальным методом позволяет выполнить работу под контролем сварщика низшей категории, а это большой плюс для любого завода, страдающего от нехватки кадров. На данный момент самым популярным оборудованием является продукция от компании Полисуд (Polysoude). Это французский производитель, предлагающий оборудование для орбитальной сварки по демократичной цене. А вы имели дело с орбитальной сваркой в своей практике и с оборудование «Полисуд» в частности? Расскажите об этом в комментариях. Желаем удачи в работе!
Орбитальная сварка труб
Во время установки трубных конструкций обязательно требуется проводить соединение большого количества неповоротных стыков. Этот процесс достаточно сложный и требует наличие большого опыта. Обычно при проведении данных работ используется орбитальная сварка.
Во время ее выполнения приходится сталкиваться с разными пространственными положениями, которые обладают определенной спецификой. Но все же перед тем как проводить сварочный процесс стоит рассмотреть его технологию и особенности выполнения.

Характеристика
При проведении орбитальной сварки нержавеющих труб применяется сварочный процесс, который осуществляется в среде аргона с использованием неплавящегося вольфрамового электрода. Одновременно с данными действиями производится подача присадочной проволоки.
Во время данного процесса применяется специальное оборудование для неразъемного соединения неповоротных стыков труб. Оно вращается вокруг заготовок из метала, а сами заготовки в это время находятся в неподвижном состоянии. Именно по этой причине данный метод сваривания получил это название.
Вращение устройства провоцирует определенное воздействие на сварочную ванну. Обычно орбитальная сварочная технология используется при прокладке трубопроводов в ограниченных условиях, а именно когда сварщика не может удобно расположиться или свободного пространства не хватает для установки огромного оборудования.
Преимущества
Орбитальная сварка труб считается специальной технологией, которая позволяет произвести сваривание особых конструкций. Она имеет некоторые положительные особенности, благодаря которым этот процесс пользуется высокой популярностью среди профессиональных сварщиков.

К преимуществам орбитальной технологии относят:
- Технология обладает высокой скоростью работ. Именно она обеспечивает быстрый выпуск продукции или создание коммуникаций. Это значит, что один оператор можно произвести настройку оборудования на рабочий процесс, и в период пока ведется сварка, он может выполнить подготовку следующих стыков.
- За счет того, что осуществляется сохранение данных о работе с трубой определенного диаметра и толщины стенки, имеется возможность запустить серийное производство без повторных настроек.
- При проведении орбитальной сварки получаются швы с высоким качеством. Получается ровный мелкочешуйчатый валик без наплывов с одинаковой структурой со всех сторон.
- Соединение конструкций можно осуществлять в любом пространственном положении.
- При помощи орбитальной технологии можно сваривать практически все виды металлов.
- Все параметры, включая показатели напряжения дуги, контролируется в автоматическом режиме.
- При соединении не образуется шлак, не выделяется дым.
Стоит отметить! Во время орбитальной технологии обычно используется сложное оборудование, которое обладает достаточно высокой стоимостью. Его могут себе позволить только крупные производства и профессионалы.
Особенности аппарата для сварки труб
Орбитальная сварка труб малого диаметра производится при помощи специального оборудование, которое позволяет выполнять соединение в разных пространственных положениях. Аппараты имеют следующие основные элементы:
- источник питания;
- специальная голова;
- электрод.
Источник питания требуется для выполнения следующих важных условий:
- контролирование режимов рабочего процесса;
- управление расходом присадочной проволоки и инертного газа;
- автоматическое определение параметров свариваемых заготовок;
- программирование новых режимов рабочего процесса орбитальной технологии.
Обычно орбитальная сварка производится при помощи специального оборудования Полисуд, которое обладает полным набором необходимых функций. Оно позволяет производить сваривание трубных конструкций в автоматическом режиме в разных положениях.
Виды головок
Головка или вращатель сварочный является важным узлом орбитальной технологии. Этот элемент может быть разного вида, но обычно для сваривания труб с небольшим диаметром используются сплошные камеры, которые обеспечивают полное охватывание трубы в области стыка.

Вращатель для сварки бывает следующих видов:
- Закрытый. Данные головки используются для сваривания труб с диаметром до 17 см и размером толщины стенок около 4 мм.
- Открытые. Элементы применяются для сварки труб с толстыми стенками.
- Для трубных досок. Обычно головки используются при проведении ремонта теплообменников, в которых имеется много важных элементов.
Обратите внимание! Чтобы труба стояла на одном месте и не двигалась во время сварочного процесса используются специальные сварочные центраторы. Они бывают цепные, звенные или эксцентриковые.
Орбитальная сварочная технология обладает широким спектром возможностей, который позволяет соединять огромные трубные конструкции. Ее уникальность состоит в том, что она может производиться в любых положениях, а используемое автоматическое оборудование позволяет производить соединение огромных партий трубопроводов. Но все же чтобы ее проведение было правильным, стоит изучить важные особенности и нюансы этого процесса.
Интересное видео
Читайте также: