
Роликовый вращатель для труб своими руками
Обновлено: 03.05.2024
Сварочный вращатель из того, что было
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
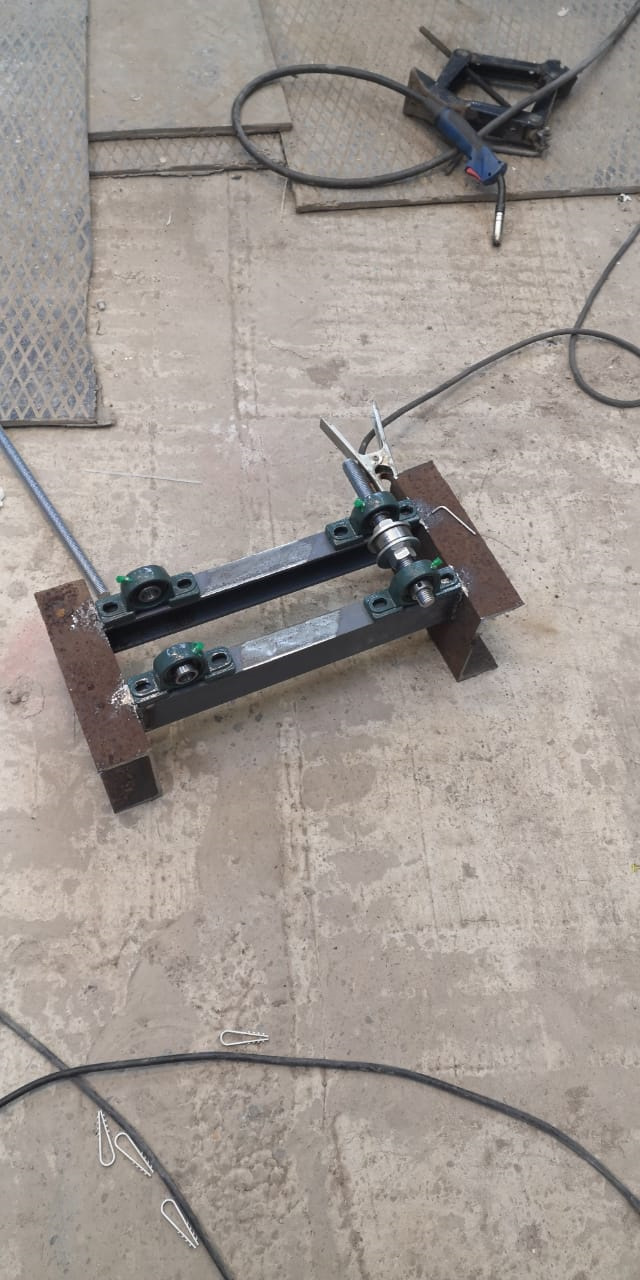
Профилегиб своими руками без токарных работ.

Всем привет. Решил разнообразить свои вечера и сделать чтото полезное, а вдруг пригодится.
Давно интересовался профилегибом, да и супруга просила сделать разного рода декорации из металла. Для чего нужно было гнуть профиль.
Для сборки я купил:
подшипниковый узел UCP 204
резьбовая шпилька М20
гайки М20
шайбы под шпильку М20
Что для сборки я не покупал (нашел на участке, в гараже, в сервисах):
куски швеллера
винтовой домкрат
подшипники 156704 — 3шт
дополнительно 2 звезды и цепь от какого то мотоцикла.
Сборка:
сварил сначала саму раму — основание.
Прикинул подшипники.
Дальше приварил подъемы под нажимной подшипник.
и собрал конструкцию нажимного ролика.
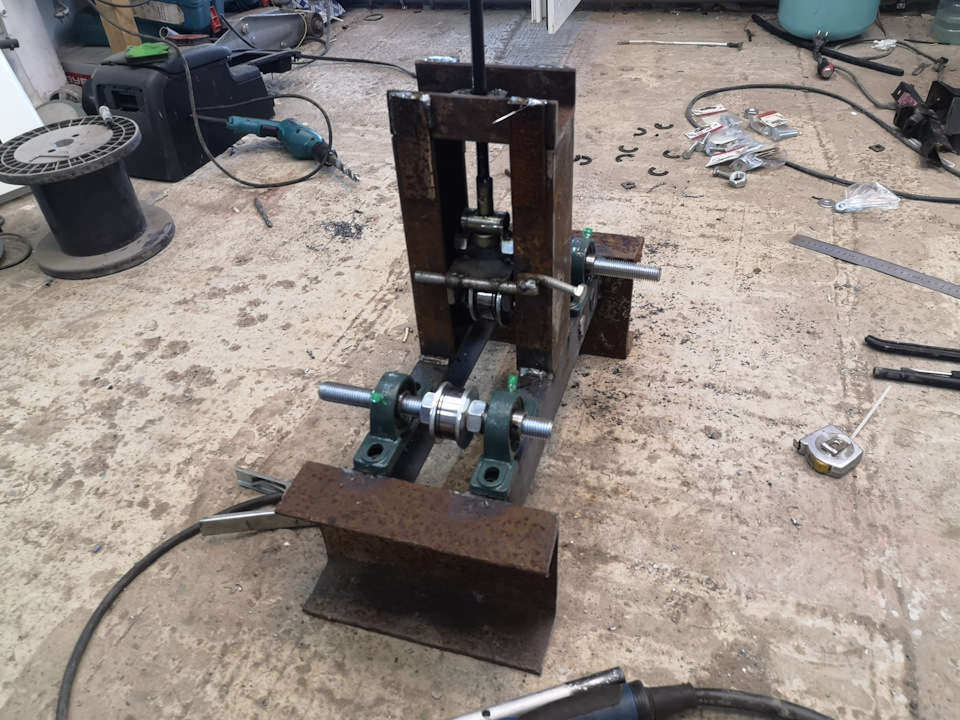
И приварил ручку к одному из крайних валов. на ручку надел полипропиленовую трубу
Принцип работы в следующем:
Крайние валы вращаются свободно в подшипниковых узлах. Подшипники на валу жестко зафиксированы шайбами и вращаются вместе с валами.
Нажимной подшипник прижимается площадкой к которой приварен а резьба от винтового домкрата, сам подшипник вращается свободно, т.к. от него нужен только нажим.
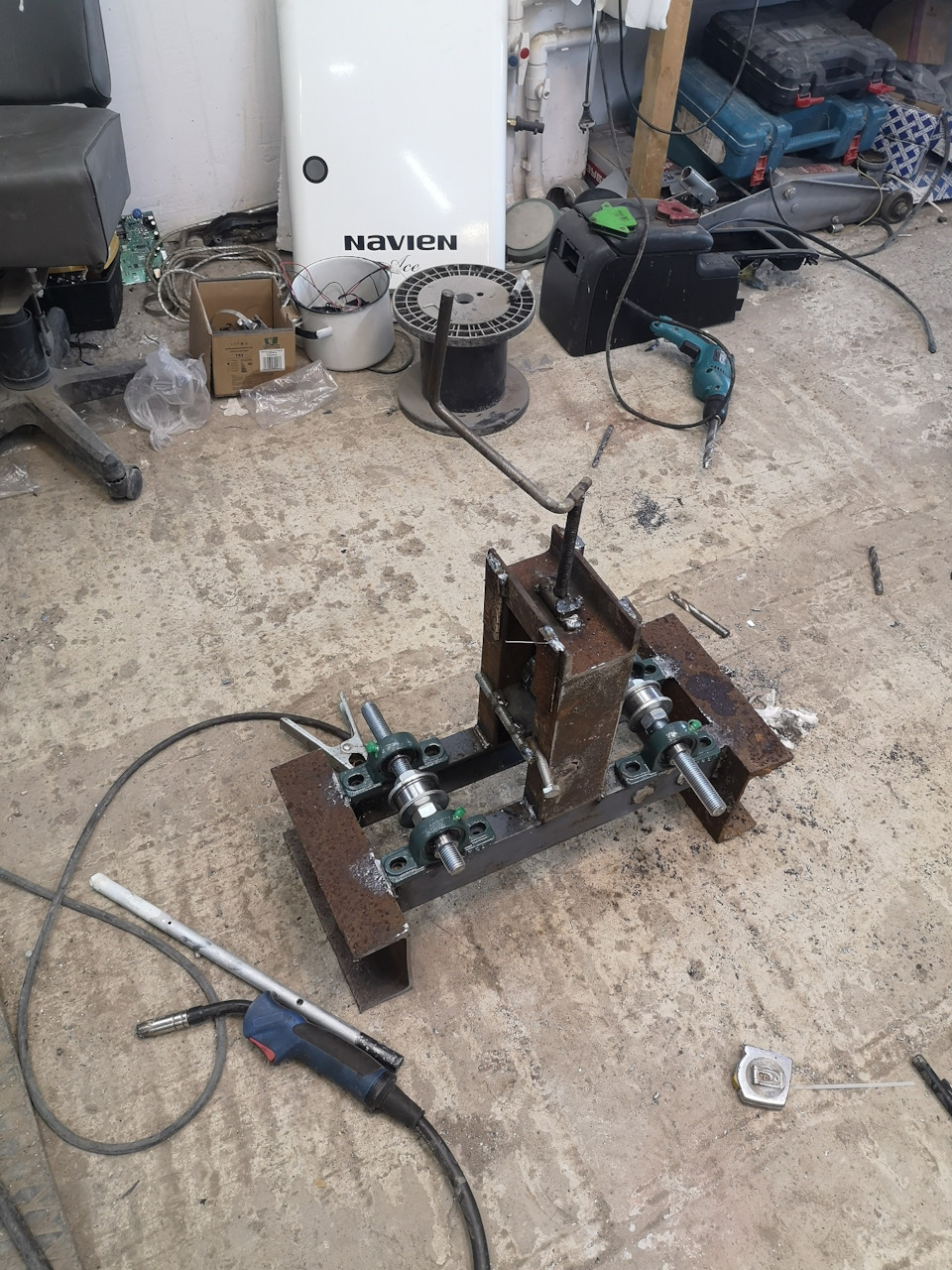
Первое испытание или блин — комом:
Взял кусок профиля 15мм решил согнуть — с приводом на один вал буксует и получается не совсем ровный загиб.



После этого у соседа было найдено 2 звездочки от какого-то мотоцикла и цепь к ним. Звездочки приварил к валам, цепь укоротил. Получился привод на 2 крайние ролика.
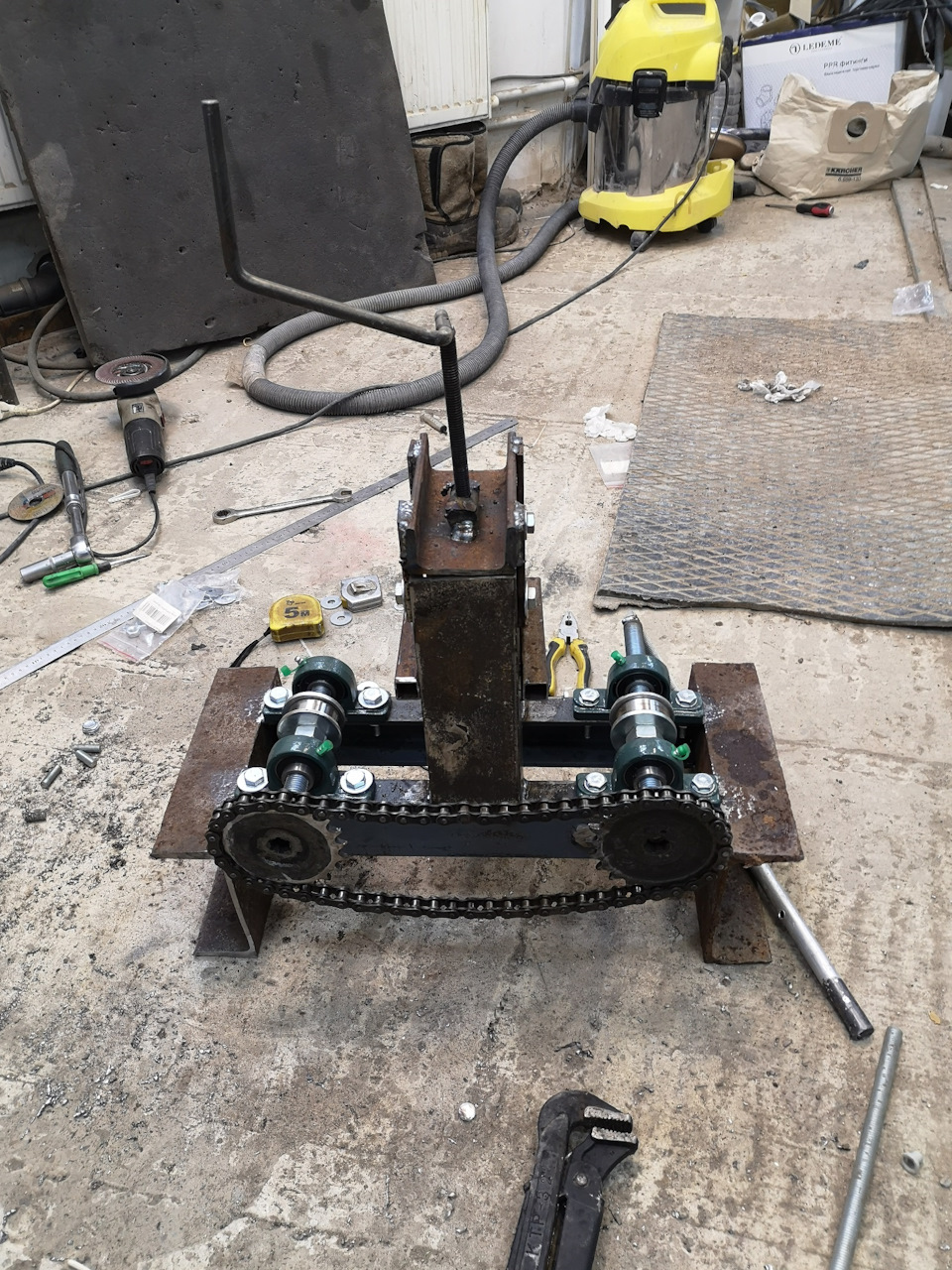
Второе испытание уже прошло успешно. 15 профиль загнул без проблем.

На следующий день купил 6 метров 20 профиля и попробовал загнуть. Чуть сложнее, но гнет без проблем. В идеале сам профилегиб нужно жестко крепить и работать желательно вдвоем.

Был очень рад проделанной работе. Себестоймость всего барахла обошлась в 1500р (основная часть — подшипниковые узлы). Сварил и собрал часа за 4 (дольше искал комплектующие). Осталось покрасить.
Изготовление сварочного вращателя
Качество шва зависит от опыта сварщика и правильно подобранного оборудования. Но при выполнении кольцевых швов, если есть возможность проворачивать стык, может возникать брак в соединении из-за рывков во время вращения. Чтобы этого избежать используют сварочный вращатель. Он особенно полезен, когда требуется выполнять много однотипных кольцевых швов. Такое приспособление продается наряду с оборудованием по сварке в магазинах, но его можно изготовить и своими руками. Для этого понадобятся чертежи, заготовки рабочих элементов, и двигатель. Перед разработкой лучше ознакомиться с видео о принципах функционирования сварочных вращателей, и их разновидностях, чтобы лучше понимать какой необходим конечный результат.

Почему стоит сделать самому?
Вращатель сварочный роликовый, изготовленный своими руками, экономит некоторую сумму средств из семейного бюджета, а работать может так же как и магазинный. Разрабатывая конструкцию самостоятельно, можно создать модель подходящую для конкретных видов сварочных работ, которая будет устойчиво стоять при вращении и позволять ровно вести шов.
Использование такого приспособления позволяет:
- выполнять сварку на трубах разного диаметра;
- приваривать фланцы к торцам труб;
- изготавливать бочки и баки разных размеров;
- автоматическое вращение изделия позволяет ускорить сварочный процесс, состоящий из однотипных кольцевых швов;
- улучшить рабочие условия для сварщика;
- повысить качество сварки за счет поддержания постоянной скорости на протяжении ведения всего шва, что избавляет от наплывов и непроваров;
- при креплении горелки на кронштейн над местом соединения труб полностью автоматизировать процесс.
Разновидности и чертежи
На видео можно ознакомиться с разнообразными моделями вращателей, созданных своими руками. Сварка с их помощью выполняется гораздо легче, благодаря повышенной концентрации внимания сварщика на горении дуги и формированию шва, без отвлечений на ручное вращение конструкции.
Свой первый вращатель для сварки можно смастерить несколькими способами. Схема будет зависеть от последующего применения и видов накладываемых швов. Поэтому, перед закупкой деталей и элементов, стоит рассмотреть различные фото подобных приспособлений, чтобы определиться с видом конструкции.
Роликовые версии
Для сварки кольцевых швов на трубах диаметром от 25 до 1000 мм активно используются вращатели сварочные роликовые. На видео понятен их принцип работы. Изделие выставляется на четыре ролика, где один или сразу два являются ведущими (к ним подсоединен привод), а остальные поддерживающими. Ролики крепятся к общему основанию, прорези в котором позволяют изменять расстояние между вращающимися опорами.
Двигатель приводит в движение ведущий ролик. Скорость вращения изменяется редуктором, снижающим обороты на порядок и тиристорным регулятором, замедляющим ход до сварочной скорости. Дополнительно, горелку от полуавтомата можно прикрепить над местом стыковки труб, а кнопку включения сварки вывести отдельно. Тогда весь процесс можно автоматизировать и выполнять стоя в стороне.
Барабанные модели и с вращающимся основанием
На других видео можно встретить вращатели, где основой служит кулачковый шпиндель (прижимной барабан) от токарного станка. Это приспособление имеет основание, на котором закреплен вал с барабаном на конце. Труба устанавливается в кулачки. К ней прихватывается ответная часть. Вращение происходит как и в предыдущей версии. Недостатком служит ограничение в диаметре используемых труб (это зависит от ширины развода кулачков).
Еще одной моделью сварочного вращателя является конструкция, где крутится не само изделие, а основание под ним. На видео понятно, что этот вариант хорошо подходит для круговых швов под приварку фланцев. Переворачивая изделие можно выполнить сварку как внутри, так и снаружи. Поэтому, определяясь с моделью вращателя, стоит учесть какие виды швов придется выполнять чаще (кольцевые на стыке двух труб или круговые для присоединения фланца), и после этого приступать к созданию.
Изготовление вращателя
Для создания самодельного вращателя с роликовой частью потребуются:
- электродвигатель;
- металлическая плита-основание;
- редуктор;
- тиристорный регулятор;
- ролики;
- органы управления.
Мотор может быть с различными параметрами, главное чтобы он работал от 220 V на переменном токе. Мощность 1200 Вт или 3000 Вт значения не имеет, поскольку его обороты будут все равно слишком велики для ведения сварки. Но чем выше значение мощности, тем больше это устройство будет потреблять электроэнергии, что невыгодно при долгих работах.
Для уменьшения скорости вращения в схему устанавливают редуктор. Можно подобрать сразу модель, которая принимает обороты двигателя, а за счет шестеренок разного диаметра, выдает скорость вращения, приемлемую для сварки. Если же это невозможно, то стоит использовать дополнительный редуктор. В случаях работы с трубами одного и того же диаметра, этого будет достаточно. Но если величина изделий не постоянна, то стоит сделать изменение вращения плавным с помощью тиристорного регулятора.
В качестве основания подойдет лист металла 5-10 мм толщиной. Под ролики следует изготовить П-образные «уши», крепящиеся к основанию болтом. В плите стоит сделать прорези, позволяющие менять расстояние между роликами. Это даст работать с трубами разных диаметров. Крутящий момент передается на ось одного из роликов, что приводит в движение и находящуюся на нем конструкцию.
Для управления можно вывести кнопку на проводе, которую сварщик будет держать в руке и нажимать во время начала сварки. Альтернативным вариантом является установка педали на полу, наступая на которую будет запускаться механизм.
Использование вращателя для сварки позволяет повысить производительность и улучшает рабочие условия сварщика. Положительно это влияет и на качество соединения. А изготовления такого приспособления самостоятельно еще и экономит средства.
Сварочный вращатель
Здравствуйте! Меня зовут Евгений. Давно хотел сделать вращатель, но всё руки не доходили и тут конкурс.
Был создан проект.
Вырезан в металле.

Начало сборки. Эл. двигатель 120 Вт. 1350 об. мин., редуктор 1/120, ступица от "девятки"


Выточил детали для ступичного узла.


В ходе испытаний выяснилось, что редукции 1/120 не хватает. На частоте 50Гц, 12 об. мин. на 15Гц, 2 об. мин.
Было решено ставить еще один промежуточный редуктор. За базу был взят рем. комплект редукторного стартёра.
Были изготовлены корпус, валы и шайбы. Втулки заменены на подшипники.


Реализация щёточного узла.


Изготовление щита управления.





И вот собственно сам готовый вращатель. Планшайба может принимать как горизонтальное так и вертикальное положение.
Реализован реверс, регулировка частоты вращения. Эл. двигатель полностью изолирован от рамы вращателя.
Сварочный вращатель
Данная конструкция ничем не лучше токарного патрона, плюс ещё и громоздкая. Надо чтоб нажал на рычажёк - губки разошлись, отпустил - губки зафиксировали детальку. Второй рычажок повернул в другую сторону и губки на разжим стали работать, ну если какой фланец зафиксировать надо. А если этотим зажимом ещё и пневматика рулить будет, то да . вещь.
Данная конструкция приведена как пример и применять именно эту конструкцию для вращателя было бы по меньшей мере глупо.
Для зажима деталей на вращателе достаточно слабого зажима для фиксации детали а не зажима..именно ставится вместо резьбы рычаг которым и подводить губки, а лучше поставить туда было бы механизм быстрого зажима и пневматика не нужна.
Имел разговор с пшиятелем-поляком .Он в Гданске в судоверфи трубопроводчиками заведует ,ну и спросил его -какими мол приспособами вращаете.У них всякие и позиционеры -кондукторы 3Д и роликовые,но все зажимные устройства после года работы выходят из строя-остаются всегда лишь планшайбы.Причина-пробой и искры от сварки делают свое черное дело.Особенно с токарным патроном-пару раз по запарке шваркнете через патрон на массу и можно выбрасывать.Лучше болтов пока никто ничего не придумал
Вот накидал "схему" и как работает такой зажим. идея что крепится на планшайбу вращателя.
Палки - типа клачки торчат что бы зажимать ( так для понимая, туда что угодно можно поставить.

Ручка сбоку которую надо повернуть и тогда зажим закроется.

90 градусов это во всём "поле" зажима, обычно это надо настроить на один диаметр и потом лёгким движением открыл-закрыл илил поставить туда типа механизм типа сварочного клемпа настраиваемый на определённую длину. вообщем это уже кто на что гаразд.
Поигрался с эскизом.. можно и 6-ти кулачковый, что бы лучше зажимал :-) но это уже извращение будет.
Самодельный сварочный вращатель
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Сварочный вращатель
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Роликовый вращатель для труб своими руками
Качество шва зависит от опыта сварщика и правильно подобранного оборудования. Но при выполнении кольцевых швов, если есть возможность проворачивать стык, может возникать брак в соединении из-за рывков во время вращения. Чтобы этого избежать используют сварочный вращатель. Он особенно полезен, когда требуется выполнять много однотипных кольцевых швов. Такое приспособление продается наряду с оборудованием по сварке в магазинах, но его можно изготовить и своими руками. Для этого понадобятся чертежи, заготовки рабочих элементов, и двигатель. Перед разработкой лучше ознакомиться с видео о принципах функционирования сварочных вращателей, и их разновидностях, чтобы лучше понимать какой необходим конечный результат.
Почему стоит сделать самому?
Вращатель сварочный роликовый, изготовленный своими руками, экономит некоторую сумму средств из семейного бюджета, а работать может так же как и магазинный. Разрабатывая конструкцию самостоятельно, можно создать модель подходящую для конкретных видов сварочных работ, которая будет устойчиво стоять при вращении и позволять ровно вести шов.
Использование такого приспособления позволяет:
- выполнять сварку на трубах разного диаметра;
- приваривать фланцы к торцам труб;
- изготавливать бочки и баки разных размеров;
- автоматическое вращение изделия позволяет ускорить сварочный процесс, состоящий из однотипных кольцевых швов;
- улучшить рабочие условия для сварщика;
- повысить качество сварки за счет поддержания постоянной скорости на протяжении ведения всего шва, что избавляет от наплывов и непроваров;
- при креплении горелки на кронштейн над местом соединения труб полностью автоматизировать процесс.
Разновидности и чертежи
На видео можно ознакомиться с разнообразными моделями вращателей, созданных своими руками. Сварка с их помощью выполняется гораздо легче, благодаря повышенной концентрации внимания сварщика на горении дуги и формированию шва, без отвлечений на ручное вращение конструкции.
Свой первый вращатель для сварки можно смастерить несколькими способами. Схема будет зависеть от последующего применения и видов накладываемых швов. Поэтому, перед закупкой деталей и элементов, стоит рассмотреть различные фото подобных приспособлений, чтобы определиться с видом конструкции.
Роликовые версии
Для сварки кольцевых швов на трубах диаметром от 25 до 1000 мм активно используются вращатели сварочные роликовые. На видео понятен их принцип работы. Изделие выставляется на четыре ролика, где один или сразу два являются ведущими (к ним подсоединен привод), а остальные поддерживающими. Ролики крепятся к общему основанию, прорези в котором позволяют изменять расстояние между вращающимися опорами.
Двигатель приводит в движение ведущий ролик. Скорость вращения изменяется редуктором, снижающим обороты на порядок и тиристорным регулятором, замедляющим ход до сварочной скорости. Дополнительно, горелку от полуавтомата можно прикрепить над местом стыковки труб, а кнопку включения сварки вывести отдельно. Тогда весь процесс можно автоматизировать и выполнять стоя в стороне.
Барабанные модели и с вращающимся основанием
На других видео можно встретить вращатели, где основой служит кулачковый шпиндель (прижимной барабан) от токарного станка. Это приспособление имеет основание, на котором закреплен вал с барабаном на конце. Труба устанавливается в кулачки. К ней прихватывается ответная часть. Вращение происходит как и в предыдущей версии. Недостатком служит ограничение в диаметре используемых труб (это зависит от ширины развода кулачков).
Еще одной моделью сварочного вращателя является конструкция, где крутится не само изделие, а основание под ним. На видео понятно, что этот вариант хорошо подходит для круговых швов под приварку фланцев. Переворачивая изделие можно выполнить сварку как внутри, так и снаружи. Поэтому, определяясь с моделью вращателя, стоит учесть какие виды швов придется выполнять чаще (кольцевые на стыке двух труб или круговые для присоединения фланца), и после этого приступать к созданию.
Изготовление вращателя
Для создания самодельного вращателя с роликовой частью потребуются:
- электродвигатель;
- металлическая плита-основание;
- редуктор;
- тиристорный регулятор;
- ролики;
- органы управления.
Мотор может быть с различными параметрами, главное чтобы он работал от 220 V на переменном токе. Мощность 1200 Вт или 3000 Вт значения не имеет, поскольку его обороты будут все равно слишком велики для ведения сварки. Но чем выше значение мощности, тем больше это устройство будет потреблять электроэнергии, что невыгодно при долгих работах.
Для уменьшения скорости вращения в схему устанавливают редуктор. Можно подобрать сразу модель, которая принимает обороты двигателя, а за счет шестеренок разного диаметра, выдает скорость вращения, приемлемую для сварки. Если же это невозможно, то стоит использовать дополнительный редуктор. В случаях работы с трубами одного и того же диаметра, этого будет достаточно. Но если величина изделий не постоянна, то стоит сделать изменение вращения плавным с помощью тиристорного регулятора.
В качестве основания подойдет лист металла 5-10 мм толщиной. Под ролики следует изготовить П-образные «уши», крепящиеся к основанию болтом. В плите стоит сделать прорези, позволяющие менять расстояние между роликами. Это даст работать с трубами разных диаметров. Крутящий момент передается на ось одного из роликов, что приводит в движение и находящуюся на нем конструкцию.
Для управления можно вывести кнопку на проводе, которую сварщик будет держать в руке и нажимать во время начала сварки. Альтернативным вариантом является установка педали на полу, наступая на которую будет запускаться механизм.
Использование вращателя для сварки позволяет повысить производительность и улучшает рабочие условия сварщика. Положительно это влияет и на качество соединения. А изготовления такого приспособления самостоятельно еще и экономит средства.
Сварочный вращатель
Здравствуйте! Меня зовут Евгений. Давно хотел сделать вращатель, но всё руки не доходили и тут конкурс.
Выточил детали для ступичного узла.
В ходе испытаний выяснилось, что редукции 1/120 не хватает. На частоте 50Гц, 12 об. мин. на 15Гц, 2 об. мин.
Было решено ставить еще один промежуточный редуктор. За базу был взят рем. комплект редукторного стартёра.
Были изготовлены корпус, валы и шайбы. Втулки заменены на подшипники.
Реализация щёточного узла.
Изготовление щита управления.
И вот собственно сам готовый вращатель. Планшайба может принимать как горизонтальное так и вертикальное положение.
Реализован реверс, регулировка частоты вращения. Эл. двигатель полностью изолирован от рамы вращателя.
Сварочные вращатели и манипуляторы
Трансформатор представляется важнейшей составляющей. Он сооружается из микроволновой печи (около одного киловатта и выше). Они обладают достаточной мощностью и вполне доступны. Трансформатора хватит, чтобы была создана точечная сварка из микроволновки. Однако если не хватит мощности, то берут два микроволновых прибора.
Чтобы работал магнетрон микроволновой печи, требуется высочайшее напряжение. Поэтому трансформатор, имеющий до двух тысяч ватт напряжения на выходе, используется как повышающий компонент. Лучше не проверять его работоспособность через сеть.
Для него нужны магнитный провод и обмотка. Аккуратно удаляется вторичная обмотка. Могут быть также установлены шунты. Их необходимо осторожно убрать, так как подача тока существенно ограничивается.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
При двух равных трансформаторах делается один для наиболее мощного тока. Такой способ применяется, например, для осуществления сварки с металлом не тонким или при недостаточной мощности трансформатора. При соединении нужно быть осторожным, так как ошибка стоит короткого замыкания.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.
Изготовление сварочного стола своими руками
Сборка сварочного столика своими руками не только экономит семейный бюджет, но и позволяет сделать его под конкретные условия эксплуатации.
Изготовление стола для сварки своими руками позволяет сделать его под свои потребности
Необходимые инструменты и приспособления
Чтобы самостоятельно сделать сварочный столик необходимо запастись:
- пассатижами,
- рулеткой,
- мелом,
- линейкой,
- молотком,
- угольником,
- кусачками,
- тремя С-образными струбцинами,
- болгаркой или, в крайнем случае, ножовкой по металлу,
- сварочным аппаратом с электродами,
- метчиками с воротком для нарезания резьбы,
- фрезерным или токарным станком, на котором будут сниматься фаски.
Определяемся с размерами стола
Пользоваться промышленными чертежами сварочного стола не стоит. Их воплощение в жизнь в домашних условиях затруднительно из-за невозможности применения заводских технологий. Но взять за основу можно, чтобы составить свой проект. В нём указываются общие габариты и размеры всех деталей.
Чтобы стол был удобен для работы, должны выполняться эргономические требования:
- максимальные размеры рабочей зоны не свыше 1×0,8 м,
- высота столешницы должна быть не ниже 0,7 м, но не выше 0,85 м,
- общая высота с учётом защитного ограждения не больше 1,4 — 1,5 м.
За основу берем готовый чертеж и дорабатываем по своим потребностям
Заготовка и раскрой
Изготовить самодельный сварочный стол можно из подручных материалов: уголков, профильных труб, листового железа. Сначала болгаркой отрезаются:
- 4 уголка 25 ×25 мм, длиной 0,46 м с концами, обрезанными под углом 45⁰, боковые стороны каркасов полок,
- 2 железных листа толщиной 3 мм размером 44,5×75 см для полок,
- 4 отрезка профильной трубы 30×230×21,5 мм длиною 76 см на ножки,
- 4 уголка 25×225 длиной 0,76 м со срезанными под углом 45⁰ концами, продольные стороны каркасов полок,
- 2 отрезка профиля 60×240 ×25 длиной 1 м и 2 размером 0,72 м для каркаса столешницы,
- 8 профилей 40×230×21,5 длиной 0,72 м на столешницу,
- 2 колёсные опоры со стопорами и 2 без них,
- 4 уголка 30×30 для пояса жёсткости.
Изготовление столешницы
Её каркас сваривается из профильной трубы 60×240. Сама столешница для сварочного стола собирается из профиля 40×230. Отрезки привариваются таким образом, чтобы расстояния между ними были равны. В итоге получается поверхность стола с зазорами, которые используются для установки струбцин и держателей. При необходимости периодического удлинения столешницы к её бокам крепятся откидные панели.
Получается поверхность стола с зазорами, которые используются для установки струбцин и держателей
Изготовление ножек для стола
Ножки привариваются в углах каркаса столешницы. Предварительно их прихватывают в нескольких точках и проверяют с помощью угольника и линейки углы. По отношению к раме они должны быть 90⁰. При несоблюдении перпендикулярности конструкция будет неустойчива. Поэтому перекосы устраняются и накладываются сплошные швы. Если стол не предполагается часто перемещать, снизу ножек привариваются кусочки листовой стали квадратной формы, чтобы повысить устойчивость.
Если стол не предполагается часто перемещать, снизу ножек привариваются кусочки листовой стали квадратной формы, чтобы повысить устойчивость
Пояс жесткости сварочного стола
Чтобы придать конструкции максимальную прочность нужно сделать дополнительный пояс жёсткости. Его изготавливают из уголка 30×30, отрезки которого привариваются к ножкам на расстоянии 20 — 30 см от пола. Связка опор производится по кругу, усилительные элементы устанавливаются так, чтобы острый угол был снаружи.
Чтобы придать конструкции максимальную прочность нужно сделать дополнительный пояс жёсткости
Защитный экран
Он не даёт разлетаться брызгам от сварки и частицам, образующихся при зачистке швов. Раму для защитного экрана делают из лёгких уголков, а его из тонкого стального листа. Желательно такое ограждение рабочей зоны делать с боковыми стенками. К каркасу привариваются штифты, которые при установке входят в отверстия, просверленные в столешнице. При необходимости размещения крупногабаритных деталей экран снимается.
Защитный экран не даёт разлетаться брызгам от сварки и частицам, образующихся при зачистке швов
Колеса и ручка для перемещения
Колёсики потребуются для мобильного стола, если планируется часто его перемещать. Если их ставить на все 4 ножки, пара должна быть со стопорами, чтобы надёжно фиксировать положение стола на месте. При использовании колёсиков от магазинных тележек их устанавливают на две боковые опоры. Фиксация осуществляется другой парой ножек, с приваренными к ним прямоугольными металлическими пластинками. Чтобы переместить такой стол, придётся край, где нет колёсиков, приподымать.
Колёсики потребуются для мобильного стола, если планируется часто его перемещать
Для удобства передвижения к каркасу столешницы приваривают одну или 2 ручки. Их изготавливают из прутка диаметром 10 — 12 мм в виде буквы П. Чтобы ручки не мешали их приваривают снизу.
Точечная сварка своими руками: видео
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное. На аппаратах промышленных образцов такая сила может быть равна десяткам, а иногда даже сотням килограммов. В связи с этим рычаг делается как можно крепче, а основание массивнее, лучше, если его можно будет закрепить к столу.
Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.
Чтобы не создавать еще сопротивление и не сварить до предела, выключатель надо соединить именно в первичную обмотку цепи. Если используется рычажный механизм для прижима, то выключатель устанавливают прямо на рычаге, чтобы при работе, давя на рычаг, подавать ток. Другой рукой спокойно поддерживаются свариваемые детали.
Классификация вращателей
В зависимости от направления вращательной оси инструменты делятся на отдельные категории: вертикальные, горизонтальные, роликовые, универсальные.
- Вертикальные. Инструменты данного типа предоставляют возможность проворачивать с установленной мастером скоростью деталь в вертикальной плоскости. Чаще всего применяется при выполнении сварочных работ в защитной газовой среде, с использованием флюса. Предельная масса – 2 тонны. Допустимая длина образца – 2 метра.
- Горизонтальные. Изделия для сварки этой категории позволяют проворачивать с установленной мастером скоростью деталь в горизонтальной плоскости. Используется для автоматической сварки. Предельная масса – 6,3 тонны. Допустимая длина заготовки – 2,5 метра.
- Роликовые. Вращатель данной конструкции используется для облегчения исполнения внутренних, наружных сварных швов. При этом вращательная скорость роликов устанавливается в зависимости от выбранного сварочного режима. Предельная масса – 20 тонн. Допустимая длина заготовки – 4 метра.
- Универсальные. Инструменты этой категории предоставляют возможность устанавливать заготовки в наиболее удобные положения для выполнения сварочных работ. Чаще всего используются для соединения трубопроводных магистралей. Предельная масса – 2 тонны. Допустимая длина заготовки – 1,9 метра.
Приобретая сварочное оборудование, в том числе сварочный вращатель, необходимо уделять особенное внимание их техническим характеристикам. Рекомендуется предварительно проконсультироваться у специалиста, хорошо разбирающегося в подобном оборудовании.
Аппарат точечной сварки своими руками
Осуществляя эксплуатацию, включая и выключая ток, нужно помнить, что электроды должны обязательно быть сжаты, потому что если этим пренебречь, они могут подгореть.
Лучше при эксплуатации аппарат специально охлаждать вентилятором. Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.
Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Еще по этой теме на нашем сайте:
- Контактная сварка своими руками — видео урок для начинающих Контактная сварка эксплуатируется при изготовлении изделий однотипного характера, а также для соединения крупных сварных деталей. В ходе работы металл нагревается при помощи тока, который проходит…
- Сварка аккумуляторов своими руками — пошаговое руководство Зачем платить приличные деньги за ремонт аккумуляторной батареи на станции технического обслуживания, если вполне реальна и доступна сварка аккумуляторов своими руками. Исполнителю данного процесса нужно…
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –…
- Сварочный инвертор самодельный – разбираем и комментируем схемы самодельных сварочных аппаратов Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Назначение и виды сварочных вращателей
Главное предназначение сварочных вращателей – осуществлять чёткую фиксацию деталей и поворачивать их с заданной скоростью. Благодаря вращателям можно значительно упростить сварочные операции, они позволяют мастеру без каких-либо проблем обрабатывать труднодоступные места, что особенно важно при работе с крупными металлоизделиями. Механизм устройства даёт возможность освободить руки сварщика, а это позитивно сказывается на его концентрации и, в конечном счёте, на качестве соединения.
Сфера применения
Данное оборудование может использоваться при автоматической, полуавтоматической и ручной электродуговой сварке. Также вращатели часто применяют для так называемых наплавочных работ. Ещё один плюс данного устройства состоит в том, что скорость вращения зафиксированного металлоизделия может настраиваться мастером-сварщиком индивидуально. Она должна в точности соответствовать скорости формирования конкретного шва.
Тем, кто находится в процессе выбора вращателя, обязательно нужно обратить внимание не только на тип прибора, но также на его вес, мощность, грузоподъёмность, максимальную и минимальную скорость вращения и так далее Точные технические характеристики и свойства могут варьироваться. У каждой конкретной модели они свои.
Основные типы
Можно выделить четыре основных типа вращателей для сварки:
Роликовые вращатели применяют для сварочных работ с металлоизделиями, имеющими цилиндрическую форму. Такие детали с лёгкостью фиксируются в устройстве и двигаются благодаря роликам, расположенным внизу. Наиболее мощные модели вращателей роликового типа способны выдерживать нагрузки до 20 тонн, в них можно вставлять металлические заготовки длиной до четырёх метров.
Сварочный вращатель горизонтального типа, в соответствии с названием, осуществляет вращение заготовок вокруг горизонтальной оси. Поэтому его используют для создания соединений круговой и эллиптической формы. В горизонтальном вращателе предусмотрено два основных механизма. На одном из них крепится деталь, а второй имеет специальный привод для вращения. Такая конструкция позволяет устанавливать во вращатель даже нестандартные детали длиной до 2,5 м. Вращатели горизонтального типа способны выдерживать вес изделий от 600 до 6300 кг в зависимости от модели.
Вертикальные вращатели по принципу действия мало чем отличаются от горизонтальных. Только в данном случае вращение зафиксированной металлической заготовки происходит по вертикальной оси. Данный тип вспомогательного оборудования применяется, как правило, для сварки в среде инертных газов (в частности, аргона), а также под различными флюсами. Допустимый вес заготовки — 2000 кг, а максимально допустимая длина – до 2 м.
Универсальный сварочный вращатель даёт возможность устанавливать изделие в любое удобное положение и вращать его по любой оси (в том числе и угловой) с необходимой скоростью. Данные вращатели нередко используют, когда выполняют сварку цилиндрических труб. Универсальные модели способны работать с деталями весом до 2000 кг и длиной от 0,5 до 1,9 м.
Назначение манипулятора
Помимо вращателей существуют и другие разновидности дополнительного сварочного оборудования — кантователь, позиционер, манипулятор. Особо подробно стоит рассказать о манипуляторах, потому что они их чаще всего применяют на производстве и в домашних условиях. Манипулятор может перемещать или вращать деталь в любом направлении, которое необходимо для проведения сварочных работ. Он более универсален, чем вращатель.
Значимым преимуществом современных манипуляторов является лёгкость их переналадки. При желании, скорректировать работу таких аппаратов не составит труда. Для этого надо лишь перенастроить программное обеспечение, то есть изменить рабочую программу, после чего инструмент начнёт двигаться по новой траектории. Линия соединения или линия шва в данном случае тоже претерпит изменения.
Модульная конструкция большинства распространённых сегодня манипуляторов позволяет с лёгкостью менять ориентацию рабочего инструментария. В результате один и тот же прибор можно использовать при различных технологиях сварки.
Некоторые разновидности манипуляторов
У каждого манипулятора есть своя область применения и свой принцип действия. Например, манипулятор типа «колонна» применяется при высокоточной сварке. Прибор поддерживает горелку сварочного аппарата и потихоньку двигает её, контролируя тем самым перемещение электрода или струи пламени. Традиционный сварочный манипулятор указанного типа состоит из колонны, которая удерживает стрелу, а также тележки, двигающейся по специальным направляющим. Причём направляющие похожи на латинскую букву V, они снабжены тормозами и механизмом аварийной остановки. Это гарантирует почти стопроцентную безопасность аппарата при сварочных работах.
Помимо стационарных манипуляторов-колонн в свободной продаже можно найти и портативные мобильные установки. Стационарные модели могут применяться, например, при создании автомобилей. А мобильные аппараты идеально подойдут для тех сварщиков, которые часто занимаются соединением труб в полевых условиях.
Наиболее востребованы универсальные сварочные манипуляторы. Они дают возможность работать с изделием и сварочным аппаратом максимально свободно, перемещать его, устанавливать под разным углом, задавать скорость, направление. С помощью такой универсальной техники можно выполнять большой спектр технологических операций. Однако и стоит она достаточно дорого. Приобретать универсальный агрегат актуально в том случае, если часто приходится обрабатывать совершенно разные изделия, при штучном и малосерийном производстве.
Манипулятор, вращатель и любое иное оборудование, призванное облегчить процесс сварочных работ посредством автоматизации какого-либо действия, должно быть качественным и чётко выполнять свои функции. Вдобавок ко всему такое оборудование требует максимально аккуратного применения в соответствии с инструкцией и правилами техники безопасности.
Читайте также: