
Прижимное приспособление для сварки продольных швов спс 1000 сварка обечаек и труб
Обновлено: 07.07.2024
Установка для сварки продольных швов обечаек
Установка предназначена для сварки продольных швов металлических карт и обечаек толщиной от 0,1 до 10 мм. Обеспечивает одностороннюю сварку стыковых соединений без прихваток с минимальными термическими деформациями, что позволяет уменьшить расходы на сварку и повысить качество сварного шва.
Особенности
- Клавишные прижимы для фиксации кромок свариваемого изделия;
- Высокая точность перемещения сварочной головки;
- Устройство отвода тепла из зоны сварки;
- Открытый доступ к рабочей зоне;
- Программное управление перемещением сварочной головки;
- Клавишные пневмоприводные прижимы, изготовленные из алюминия, позволяют вести интенсивный отвод тепла из зоны сварки и исключают явление магнитного дутья.
Опции
- Дополнительные прижимные полосы для материалов толщиной менее 0.4 мм;
- Блок для работы с диаметрами выше 770 мм;
- Пневматическое устройство для подъема-опускания горелки;
- Система подачи проволоки;
- Распределение прижимного усилия по толщине листа;
- Функция ограничения хода и возврата в начальное положение.
| Модель | LS-06 | LS-09 | LS-12 | LS-15 | LS-18 | LS-24 | LS-30 |
| Питание | 1-фазный 110/220 В, 50/60 Гц | ||||||
| Сварочная длина (F), мм | 684 | 988 | 1296 | 1596 | 1900 | 2508 | 3116 |
| Диапазон толщины, мм | 0,1-10 | ||||||
| Мин. диаметр заготовки (D), мм | 67 | 89 | 108 | 133 | 152 | 184 | 241 |
| Макс. диаметр заготовки (Е), мм | 770 | ||||||
| Точность хода, мм | +/-0,1 | ||||||
| Диапазон скорости каретки, мм/мин | 30-1500 | ||||||
| Привод каретки | Реечная передача | ||||||
| Ширина каретки (G), мм | 500 | ||||||
| Высота каретки (Н), мм | 350 | ||||||
| Габаритные размеры: Высота (А), мм | 1650 | 1725 | 1950 | ||||
| Ширина (В), мм | 800 | 900 | 1050 | ||||
| Длина (С), мм | 1450 | 1750 | 2050 | 2360 | 2740 | 3270 | 4100 |
Размеры
Автоматизация Оборудование для сварки продольных швов Установка для сварки продольных швов обечаекПриспособления для сборки металлоконструкций. Сборка обечаек.

Использование приспособлений для сборки является обязательным, так как ими обеспечивается правильное расположение собираемых частей.
Применение приспособлений создает тщательность пригонки свариваемых деталей, а также равномерность накладываемых швов.
Сварка продольного и радиального швов без приспособлений практически невозможна. Например, наложение радиального шва связано с поворачиванием свариваемых деталей, осуществляемым с помощью поворотных роликов. Приспособления необходимы для создания жесткого закрепления, что предупреждает коробление при сварке.
Классификация сборочно-сварочных приспособлений.
Классификация приспособлений по назначению предусматривает два основных вида приспособлений:
По степени подвижности приспособления разделяются на:
По роду привода — на приспособления:
а) ручного действия;
б) с машинным приводом.
Переносные сборочные приспособления для сварки.
К переносным приспособлениям ручного действия относятся приспособления, применяемые при сборке сопрягающих продольных и поперечных швов деталей.
Такими простейшими приспособлениями для соединения кромок продольных швов служат стяжные кольца, которые применяют для получения плотного прилегания перед сваркой, и домкраты, применяемые для смещения кромок при пригонке.
Струбцина для стыковки обечаек.
Кольца и домкраты можно заменить приспособлением специального типа. Таким приспособлением является струбцина (рис. 1, а) для стыковки кромок обечаек, которая вполне пригодна также для стыковки толстостенных обечаек. При помощи струбцины можно получить необходимую плотность прилегания кромок при сварке. Струбцинка дает возможность соединения кромок при сборке обечаек диаметром 1000 мм при толщине стенок 20 мм.
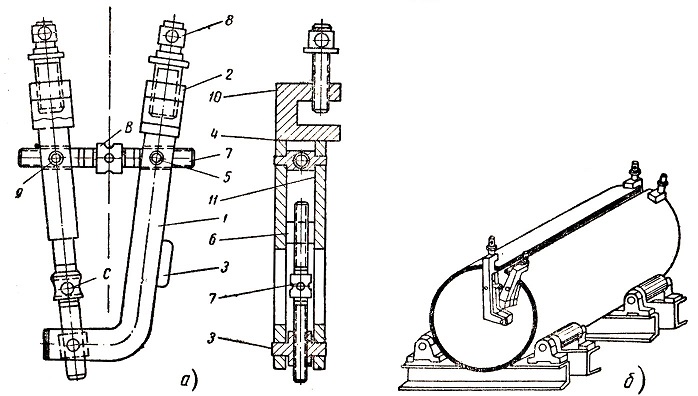
Рис. 1. Струбцина (а) и ее применение (б) для стыковки кромок и обечаек:
1 — коленчатая планка; 2 — скоба; 3 — накладка; 4 — планка; 5 — шарнирная гайка; 7 — стяжной винт; 8 — нажимной винт; 9 — шарнирная гайка; 10 — скоба; 11 — планка.
Чтобы соединить кромки обечайки, необходимо иметь две струбцины.
Струбцины устанавливаются с двух противоположных торцевых сторон обечайки (рис. 2, б) и крепятся нажимными винтами.
Выравнивание кромок относительно друг друга производится винтом С, а регулирование и фиксация просвета между кромками производится винтом В.
При сборке обечаек значительных размеров применяют систему стяжных планок и прокладок, построенную по принципу регулирования клиновых соединений.
Сборочно-сварочные приспособления.
Сборочно-сварочные приспособления относятся к числу стационарных приспособлений ручного действия или с машинным приводом. Они применяются для сборки и сварки обечаек котлов и аппаратуры.
К таким приспособлениям можно отнести роликовый стенд, поворотные и наклонные столы.
Роликовый стенд для сварки.
Роликовый стенд (рис. 2) предназначен для сборки в стык, центрирования и сварки продольного и радиального швов.
Применение стенда обеспечивает вращение обечаек в процессе сборки и сварки, и благодаря этому создается возможность при повороте на 180° производит вырубку и сварку контрольного шва в нижнем положении. Его можно применить при установке и сборке внутренней части аппарата.
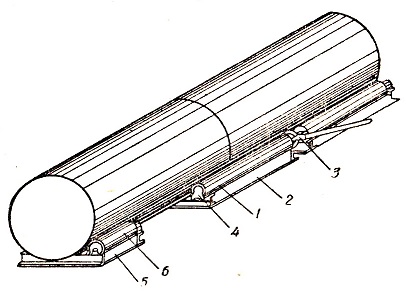
Рис. 2. Роликовый стенд с ручным приводом:
1 — приводной ролик; 2 — рама приводного ролика; 3 – трещотка; 4 — подшипник; 5 — рама опорных роликов; 6 — опорный ролик.
Пригонка листов при сборке.
Правильные расчеты разверток при разметке листов для цилиндрических и конических звеньев, тщательная правка и гибка их гарантируют правильное соединение звеньев.
При обжатии шва необходимо обжимаемый участок заклепочного шва с противоположной стороны поддерживать металлической плиткой. Плитка должна иметь кривизну, соответствующую кривизне шва. Для поддержки плитки применяют рычаги или домкраты. Пригонка днищ осуществляется обточкой бортов днищ на лобовых или карусельных станках. Соединение днищ с корпусом котла или с поясом резервуара осуществляется электросваркой стыковым швом. В этом случае кромки котла или пояса и днища обрабатывают под стыковой сварной шов.
При обжатии швов с местным нагревом вблизи расположенные от места нагрева болты несколько ослабляются для свободного расширения металла и устранения в нем внутренних напряжений. Чем равномернее нагрев, чем меньше изменений формы и чем равномернее остывание нагретого участка, тем меньше причин для возникновения внутренних напряжений. Если эти условия не будут соблюдены, внутренние напряжения в металле могут возникнуть и изменить первоначальные его свойства в худшую сторону.
При сборке котельных конструкций нашел широкое применение блочный метод сборки, как наиболее производительный. Сущность этого метода состоит в сборке отдельных узлов агрегата, например, парового котла, в блоки на сборочной площадке. Затем готовые блоки поднимаются к месту установки. Таким образом, отпадают операции по подъему отдельных деталей и сборке их непосредственно на агрегате; вся работа осуществляется внизу, что значительно повышает качество сборки и производительность труда.
Автоматическая установка для сварки продольных швов обечаек, труб и листов AWL FINGER.M, Cascade series, HST Creative(Чехия).

Улучшенная механическая конструкция в совокупности с высокими допусками обеспечивают повышенную точность. Сварная конструкция расположена на подкладном цилиндре и прижимается независимыми клавишными рычагами с помощью пневмоцилиндров. Улучшенный теплоотвод позволяет сваривать самые тонкие и прихотливые материалы. Каскадная система поддува экономит до 70% расхода защитного газа посредством многоклапанной системы подачи газа направляющей газ только в зону где проходит сварочная горелка. Прижимная центровочная планка обеспечивает позиционирование и прижим материалов различной толщины и типов. Необходимая точность и плавность хода сварочной горелки достигнута применением в приводе шагового мотора и червячной передачи. Скорость сварки составляет от 100 до 3000 мм/мин, для быстрого возврата в начало сварки применена маршевая скорость 5000 мм/мин, что уменьшает время простоя между этапами сборки и сварки.
Технические характеристики
Блок управления LCS06
LCS06 - цифровая система управления разработана специально для установки сварки продольных швов. Эта система решает большую часть потребностей в процессе сварки продольных сварных швов и содержит ряд очень сложных функций.
Режимы работы
- Полностью автоматический режим.
- Ручной режим сварки подходит для штучного производства.
- Режим без сварки - облегчает настройки параметров сварки и всего рабочего цикла.
- Непрерывная сварка
- Интервальный режим
- Точечный с интервалами
- Режим со смещением начала сварки
- Режим старта в центре
- Режим старта с прихваткой
- Установка предварительной подачи поддувочного газа.
- Установка места старта сварки.
- Установка задержки движения горелки для разогрева основного металла.
- Установка длины сварки.
- Установка выключения сварочного аппарата.
- Функция сшивки позволяет сделать любое количество точек или стяжков в любом месте.
- Программирование сварочного источника.
- LSC 06 является система, которая позволяет пользователю сохранять сложные настройки конкретного режима в блоке памяти.
- Возможность присвоение текстового наименования программе и синхронизировать с программой сварочного аппарата. 30 ячеек памяти.
- Подтверждение сварочной дуги. Машина ждет сигнала от сварочной машины, и только после получения этого сигнала начинается запрограммированный рабочий цикл. Эта функция применима для сварки тонких материалов, главным образом, алюминия.
- С помощью функции устраняется ненадежный поджиг дуги сварочных аппаратов.
- Система управления. Система управления обеспечивает самые высокие технические уровни, которые контролируют настройки, и механизм блокируется при функциональной или пользовательской ошибке. Ошибки выводятся на дисплей и индицируются светодиодом «незавершенный».
- Функция AR позволяет выполнять сварку без переключения или вращения материала, когда резка полупродукта не прямая.
- Функция центровки сварного соединения позволяет сваривать соединение от центра вправо, затем сварочная головка возвращается в центр и движется влево. Эта функция особенно применима в ситуации, когда трубопроводы обрезаны неточно.
Вы можете задать любой интересующий вас вопрос по товару или работе магазина.
Автоматическая установка для сварки продольных швов обечаек, труб и листов AWL FINGER T, HST Creative (Чехия)

AWL FINGER - это современная автоматическая установка для сварки продольных швов тонких материалов.
ПодробностиИнформация о технических характеристиках, наличии на складе, стоимости товаров не является публичной офертой!
AWL FINGER - это современная автоматическая установка для сварки продольных швов тонких материалов. Машина подходит для работы в различных отраслях промышленности. Машина отличается точностью и изысканным дизайном. На машине можно сваривать оцинкованные трубы с удалением дыма. Система управления LCS06 обеспечивает уникально отношение к функциям, включая цифровую связь со сварочным аппаратом.
Варианты сварки: TIG DC, TIG AC, Plasma Weld DC, Plasma Weld AC нелегированные стали, CrNi Steel, медь, алюминий, титан и другие материалы, такие как оцинкованная сталь и алюминизированная сталь.

Улучшенная механическая конструкция в совокупности с минимальными допусками, обеспечивает повышенную точность. Сварная деталь располагается на опорной балке с медными подкладками и прижимается независимыми клавишными рычагами с помощью пневматических цилиндров. Улучшенный теплоотвод позволяет сваривать различные и самые тонкие материалы. Каскадная система поддува экономит до 70% расхода защитного газа посредством много-клапанной системы подачи газа, направляющей газ только в зону где проходит сварочная горелка. Прижимная центровочная планка обеспечивает позиционирование и прижим материалов различной толщины и типов. Необходимая точность и плавность хода сварочной горелки достигнута применением в приводе шагового мотора и червячной передачи. Скорость сварки составляет от 100 до 3000 мм/мин, для быстрого возврата в начало сварки применена маршевая скорость 5000 мм/мин, что уменьшает время простоя между этапами сборки и сварки.


Машина может быть оснащена механизмом подачи холодной проволоки HST CREATIVE CW 07. С помощью этого механизма подачи можно сваривать более толстые материалы, что требуется при производстве сосудов высокого давления. CW 07 полностью контролируется системой управления станка, и конечная точность подачи составляет 99% благодаря возможностям настройки.
Установка управляется системой управления LCS 06, которая была разработана специально для линейных сварочных автоматов. Система обладает широким спектром функций, с помощью которых решаются все требования линейной сварки. LCS06 контролирует весь спектр функций, включая логику UP / DOWN.
Преимущества установки AWL FINGER T
- Система управления LCS06 представляет собой высокотехнологичную современную систему управления сварочными установками семейства HST CREATIVE, предназначенными для сварочных работ и резки.
- Автоматическая или ручная настройка режимов сварки (непрерывная сварка, интервальная сварка, точечная сварка, точечная сварка с интервалами).
- Визуальная настройка параметров в соответствии с заданной траекторией.
- Высоко технологичная функция, автоматизированная реакция при подготовке материалов.
- Современное управление сварочными работами непосредственно с использованием системы управления.
- Возможность сохранения программ в памяти, экономия расхода поддувочного газа благодаря использованию системы Cascade Gas.
Теxнические характеристики AWL FINGER T
| Модель | AWL SUPERFINE | AWL SUPERFINE LIFT |
| Диапазон толщин сварочного материала | 0,3 - 3,5 (4) мм | 0,3 - 3,5 (4) мм |
| Диаметр изделия для версии машины 1100.T Мин. / Макс. | 70 - 80 - 100 / 1000 мм | 70 - 80 - 100 / 1000 -1500 мм |
| Диаметр изделия для версии машины 1550.T Мин. / Макс. | 80 - 100 / 1000 мм | 80 - 100 / 1000 - 1500 мм |
| Диаметр изделия для версии машины 2050.T Мин. / Макс. | 120 / 1000 мм | 120 / 1000 - 1500 мм |
| Длина изделия продукции для версии машины 1100.T | 50 - 1100 мм | 50 - 1100 мм |
| Длина изделия продукции для версии машины 1550.T | 50 - 1550 мм | 50 - 1550 мм |
| Длина изделия продукции для версии машины 2050.T | 50 - 2050 мм | 50 - 2050 мм |
| Диапазон скорости сварки | 10 - 300 см/мин | 10 - 300 см/мин |
| Методы сварки | TIG AC /DC, Plazma, Key Hоle | |
| Использование максимального тока питания для сварки | 450A DC / 330A AC/DC | |
| Источник питания | 3x400 В | 3x400 В |
| Вес | 610-740 кг | 740-1150 кг |
Конструктивные особенности AWL FINGER T

Блок управления LCS 06
LCS 06 - цифровая система управления разработана специально для установки сварки продольных швов. Эта система решает большую часть потребностей в процессе сварки продольных сварных швов и содержит ряд очень сложных функций.
Продольная сварка обечаек и труб на примере машины (симера) модели LS
Представляем вашему вниманию сварочную установку модели LS производства ProArc, Тайвань. Машина предназначена для сварки продольных швов обечаек, цистерн, труб различного сечения. Кромки изделия центрируются на медной оправке и фиксируются с помощью прижимных губок, затем происходит автоматическая сварка.

Управление процессом сварки максимально упрощено за счет электронного контроллера с сенсорным монитором, в котором можно настроить как ручной режим сварки, так и автоматический.

Отличительная особенность этого контроллера состоит в том, что к нему можно подключить любой сварочный источник, что делает всю машину универсальной установкой, не требующей каких-либо специальных или определённых источников сварки. Типы сварки, которые можно проводить на машине, охватывают практически все сферы сварочной промышленности, начиная от аргонодуговой сварки и заканчивая плазменной сваркой:
- TIG (GTAW)
- MIG (GMAW)
- Плазма
- Под флюсом
Такие функции, как задержка сварки, задержка подачи защитного газа, задержка подачи присадочного материала, задержка окончания сварки, задержка остановки подачи газа после сварки, тестирование и т.п. являются стандартными функциями машины и позволяют только улучшать качество сварного шва.
Также на машину можно установить осциллятор, систему контроля высоты по напряжению дуги и другое оборудование, если требуется по технологии сварки. Все это дополнительное оборудование подключается к контроллеру, который во время сварки дает сигнал, и вся система работает как единая установка.
В стандартную комплектацию машины входят такие компоненты, как: станина, несущая балка, каретка, опорная часть, оправа, прибор подъема/опускания горелки, центратор кромок, прижимные губки с подкладкой, необходимые кабелеукладчики и контроллер.
-
Станина машины отличается жесткостью и долговечностью. На нее устанавливаются все остальные компоненты машины. Станина изготовлена из цельной стальной конструкции, что также дает надежность и высокое сопротивление температурным изменениям.
Дизайн станины способствует более удобному наблюдению за сварочным процессом благодаря более открытой и неглубокой области, где происходит сварка.


Несущая балка сконструирована из цельной стальной трубы прямоугольного сечения. На несущую балку устанавливаются две линейные направляющие, по которым перемещается каретка. Так, на ней установлена рейка для шестерни серво привода. Контроллер расположен на каретке и перемещается вместе со сварочной горелкой. Так как оператор следит за сварочным процессом, то доступ к контроллеру находится всегда на расстоянии вытянутой руки для предотвращения аварийных ситуаций, и в случае непредвиденной ситуации оператор может быстро среагировать и остановить процесс сварки.


- Труба
- Труба с различными диаметрами - для сварки изделий с различными минимальными диаметрами
- Специальная оправа для сварки труб и обечаек различного сечения


Для разных толщин изделия необходима настройка высоты оправы относительно прижимных губок. Обычно у всех производителей этот процесс довольно трудоемкий и требует много терпения, так как уровневая настройка требует точности и параллельности относительно перемещения сварочной горелки. На LS этот процесс максимально упрощен и не требует много времени. Все настраивается несколькими болтами и гайками.

У оправы есть замок, который после загрузки изделия закрывается и поддерживает оправу. Имеется два типа данных замков: автоматический (пневматика) и ручной (по желанию).


Существуют различные решения этой опоры, например, для сварки больших диаметров.
- Фиксированная высота машины LS
- LS с изменчивой высотой (лифтовый)
Опора может быть изготовлена по требованию заказчика или максимальному диаметру изделия.
Изделия, которые могут быть сварены на машине, различны.

Технические характеристики всех моделей LS можно посмотреть здесь.
Дополнительные функции машины LS для сварки продольных швов
Настройка различного давления на прижимных губках слева и справа. Необходимо при сварке кромок с разными толщинами, когда одну сторону необходимо прижать сильнее (где металл толще) и другую сторону (где металл тоньше) необходимо прижать слабее.
По требованию LS можно оснастить ручными и моторизированными вспомогательными системами подачи изделий – тележками и платформами.

LS также могут быть использованы при стыковой сварке листового металла или при сварке внутренних швов обечаек.
При необходимости LS может быть оснащена высокоэффективным прибором подачи холодной проволоки от ProArc со своим прибором для различных настроек под определенные сварочные процессы: TIG или плазменной сварки.
Благодаря постоянному повышению квалификации по продукции, обучению у зарубежных партнеров, накопленному опыту специалисты ООО «ДельтаСвар» всегда готовы предложить технически грамотное и экономически выгодное решение в области сварки металла, а также оказать содействие при выборе оборудования в зависимости от вашего производства.

EVOSPARK 2021: новые производственные решения
2021 год для сварочных аппаратов российского производства EVOSPARK стал особенно результативным благодаря выпуску новых производственных решений для сварки и обновлению уже существующих линеек оборудования. Перечислим некоторые из них. .

Новая линейка недорогих российских сварочных полуавтоматов: EVOSPARK Synergic
Изготовитель российского сварочного оборудования бренда EVOSPARK – ООО «Завод технологических источников» – представил и перешел к серийному выпуску новой линейки упрощенных (по сравнению со старшими моделями линейки «EVOMIG») сварочных полуавтоматов MIG/MAG промышленного исполнения. .

Качественные станки для отрезки труб и снятия фасок Orbitalum Tools – всегда отличное решение!
Инновационные отрезные станки компании Orbitalum Tools для мгновенной отрезки и снятия фасок труб, а так же для вырезания колен труб (так же тонкостенных труб из нержавеющей стали). Оптимальная подготовка к автоматизированному процессу сварки! .

Лидер продаж: мобильный механический фильтровентиляционный агрегат filtoo из наличия на складе!
Вы ищете идеального помощника для очистки воздуха от сварочного дыма? Наш продукт месяца, универсальный бестселлер filtoo, в настоящее время доступен на складе в ограниченном количестве. Если вы поторопитесь, устройство будет у вас уже через пару дней. .

Выставка «МЕТАЛЛООБРАБОТКА-2021»
На нашем стенде будет демонстрироваться оборудование для орбитальной сварки. Ждем Вас с образцами с 24 по 28 мая 2021 года в ЦВК Экспоцентр, г. Москва! Специалисты ООО «ДельтаСвар» подберут рациональное оборудование и технологию для решения актуальных технических задач Вашего производства! .
Установки для сварки продольных стыковых швов обечаек

Системы SW/SWC для сварки продольных швов разработаны для выполнения стыковых швов обечаек круглого и прямоугольного сечения или листов. На данном оборудовании могут быть реализованы следующие способы сварки: MIG/MAG,WIG, плазменная (PAW) и сварка под флюсом (SAW).
Автоматическая установка SWA для сварки продольных швов позволяет производить сварку практически без участия оператора, который выполняет в данном случае функции контроля и наблюдения. Конструкция оборудования предполагает наличие автоматизированной линии подачи заготовок либо слева, либо справа (зависит от пожелания заказчика) и выдачи с противоположной стороны готовых изделий.
Установки для сварки наружных стыковых швов
Система SW для сварки продольных швов разработана для выполнения наружных стыковых швов обечаек круглого и прямоугольного сечения или листов.
Установки для сварки продольных стыковых швов обечаек

Системы SW/SWC для сварки продольных швов разработаны для выполнения стыковых швов обечаек круглого и прямоугольного сечения или листов. На данном оборудовании могут быть реализованы следующие способы сварки: MIG/MAG,WIG, плазменная (PAW) и сварка под флюсом (SAW).
Автоматическая установка SWA для сварки продольных швов позволяет производить сварку практически без участия оператора, который выполняет в данном случае функции контроля и наблюдения. Конструкция оборудования предполагает наличие автоматизированной линии подачи заготовок либо слева, либо справа (зависит от пожелания заказчика) и выдачи с противоположной стороны готовых изделий.
Установки для сварки наружных стыковых швов
Система SW для сварки продольных швов разработана для выполнения наружных стыковых швов обечаек круглого и прямоугольного сечения или листов.
Установки для автоматической сварки продольных швов обечаек – высокая надежность и простота в эксплуатации

Компания «ДельтаСвар» представляет Вашему вниманию установку для сборки и автоматической сварки продольных швов обечаек толщиной от 0,1 до 10 мм и длиной до 6000 мм. Данную установку отличает высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Установка предназначена для высокопроизводительной MIG/MAG, TIG, плазменной сварки, сварки под флюсом углеродистых, нержавеющих сталей, титана и алюминиевых сплавов.
Установка позволяет производить автоматическую сварку продольных швов обечаек диаметром от 50 мм и выше. Специальные прижимы позволяют производить предварительную сборку обечаек перед сваркой без прихваток. Это позволяет снизить трудоемкость сборки обечаек перед сваркой на 40-50%. Постоянство сварочных параметров, воспроизводимых установкой, и высокая скорость перемещения сварочного инструмента позволяют увеличить производительность сварки в 1,5-3 раза. При этом обеспечивается высокое качество сварного соединения.
Устройство установок для сварки продольных швов

- Станина
- Поддержка
- Суппорт поддержки
- Оправка горизонтальной/вертикальной регулировки
- Система прижима заготовки
- Мотор-редуктор сварочной каретки
- Консоль для сварочной каретки
- Суппорт/Пневматический подъем горелки
- Центратор
- Регулировка консоли
- Редуктор сцепления
- Блок управления оператора
Основным компонентом установки является подложка с бруском из специального высокопрочного медного сплава для поддержки и фиксации на нем свариваемых кромок обечайки.

В медном бруске проложены каналы для рециркуляции хладагента (охлаждение медного бруска при интенсивной сварке) и защитного газа (поддувка и защита корня шва при TIG/плазменной сварке).
После размещения листов на медном бруске поддержки оператор фиксирует свариваемые торцы с помощью пневматических бронзовых независимых зажимов. Сварочная головка (MIG, TIG, SAW, Plasma) размещается на каретке с моторизированным приводом и пневматическим сцеплением с редуктором. Каретка перемещается по специальным высокоточным термообработанным направляющим, которые обеспечивают максимальную точность перемещения сварочной головки вдоль свариваемого стыка. Система привода каретки включает в себя двигатель постоянного тока с энкодером.
Все сварочные параметры могут быть заданы через цифровой пульт управления с сенсорным экраном, кроме того, могут быть заданы координаты начала и конца сварки, время предварительного и послесварочного поддува защитного газа, задержка начала движения каретки и время заварки кратера, время нарастания начальной скорости сварки до рабочей, автоматическое перемещение каретки в нулевую точку сварки.

Преимущества
- Полностью цифровое управление . Система использует контроллер PLC совместно с 5,7 дюймовым сенсорным экраном HMI, который обеспечивает интуитивно понятный графический интерфейс и русскоязычное меню, а также представляет четкие численные данные о точном расположении и скорости перемещения каретки.
- Гибкая настройка сварки . Настраиваемые параметры сварки: позиции Старт/Стоп и расстояние сварки.
- Точность управления скоростью . Система управления осуществляет постоянный контроль за скоростью. Точность управления делают качество сварки лучше и стабильнее.
- Программы сварки . 100 сварочных программ могут быть сохранены и загружены для использования в будущем.
- Графический русский интерфейс . Интуитивно понятный графический интерфейс и работа на русском языке. Язык можно менять, если это необходимо.
- Функции технического обслуживания . Система включает в себя историю аварийных сигналов и оповещений, а также систему контроля ввода/вывода, что облегчает поиск неисправностей и техническое обслуживание, увеличивает общую эффективность производства.

Особенности
- Независимые клавишные прижимы для фиксации кромок свариваемого изделия. Прижимы активируются ножной педалью управления и оснащены воздушными подушками для равномерного зажима заготовок, что позволяет избежать замятия кромок обечайки. Клавишные пневмоприводные прижимы , изготовленные из латуни, позволяют вести интенсивный отвод тепла из зоны сварки, что уменьшает зону термического влияния и снижает сварочные деформации.
- Высокая точность перемещения сварочной головки . Каретка двигается по консоли, на которой установлена высокоточная рейка. PMDC двигатель поддерживает постоянную скорость перемещения. Для удобства управления рейка оборудована устройством сцепления на основной каретке, чтобы оператор мог перемещать каретку вручную.
- Устройство отвода тепла из зоны сварки .
- Открытый доступ к рабочей зоне .
- Программное управление перемещением сварочной головки.
Подробные технические характеристики оборудования для сварки продольных швов смотрите здесь.
Оборудование может быть адаптировано под любые требования заказчика в соответствии с техническим заданием.
Используя стандартные компоненты автоматизации, специалисты компании «ДельтаСвар» спроектируют для Вас установку с требуемым уровнем автоматизации и производительности, оптимальную для решения Вашей производственной задачи.
Курищев Антон Игоревич
Специалист по сварочному оборудованию
EVOSPARK 2021: новые производственные решения
2021 год для сварочных аппаратов российского производства EVOSPARK стал особенно результативным благодаря выпуску новых производственных решений для сварки и обновлению уже существующих линеек оборудования. Перечислим некоторые из них. .
Новая линейка недорогих российских сварочных полуавтоматов: EVOSPARK Synergic
Изготовитель российского сварочного оборудования бренда EVOSPARK – ООО «Завод технологических источников» – представил и перешел к серийному выпуску новой линейки упрощенных (по сравнению со старшими моделями линейки «EVOMIG») сварочных полуавтоматов MIG/MAG промышленного исполнения. .
Качественные станки для отрезки труб и снятия фасок Orbitalum Tools – всегда отличное решение!
Инновационные отрезные станки компании Orbitalum Tools для мгновенной отрезки и снятия фасок труб, а так же для вырезания колен труб (так же тонкостенных труб из нержавеющей стали). Оптимальная подготовка к автоматизированному процессу сварки! .
Лидер продаж: мобильный механический фильтровентиляционный агрегат filtoo из наличия на складе!
Вы ищете идеального помощника для очистки воздуха от сварочного дыма? Наш продукт месяца, универсальный бестселлер filtoo, в настоящее время доступен на складе в ограниченном количестве. Если вы поторопитесь, устройство будет у вас уже через пару дней. .
Выставка «МЕТАЛЛООБРАБОТКА-2021»
На нашем стенде будет демонстрироваться оборудование для орбитальной сварки. Ждем Вас с образцами с 24 по 28 мая 2021 года в ЦВК Экспоцентр, г. Москва! Специалисты ООО «ДельтаСвар» подберут рациональное оборудование и технологию для решения актуальных технических задач Вашего производства! .
Оборудование для сварки обечаек и труб
Мы продолжаем серию статей об автоматическом оборудовании, предназначенном для сварки типовых изделий и конструкций. Цилиндрические конструкции, к которым относятся обечайки и трубы, являются типовыми для многих отраслей промышленности, и, конечно, уместно рассказать об установках для их изготовления.
Сразу необходимо заметить, что в этой статье не будет рассказываться о трубосварочных станках, применяемых при изготовлении труб общего назначения — как прямошовных, так и спирально-шовных, потому что такие установки относятся, скорее, к специальному металлургическому оборудованию. А мы будем рассматривать оборудование машиностроительного производства.
Конструкция
Обечайка — конический или цилиндрический барабан без днищ из листового материала; заготовка для котлов, резервуаров и других листовых металлоконструкций.
Труба — полое изделие преимущественно кольцевого сечения и относительно большой длины.
Так определяет изделия, о которых пойдет речь, «Советский энциклопедический словарь» (М., «Советская энциклопедия», 1979).
По сути же, трубы и обечайки (цилиндрические) представляют собой одну и ту же конструкцию и различаются только соотношением размеров — считается, что у трубы диаметр во много раз (на несколько порядков) меньше длины. Исторически сложилось, что обечайками называют в основном конструкции круглого, реже эллиптического, сечения; это отличает их от балок замкнутого сечения, например, коробчатых. Так как обечайки круглого сечения имеют наиболее широкое применение, то большая часть изложенного материала будет относиться именно к ним.
- обечайка — замкнутая листовая конструкция круглого или эллипсного сечения, открытая с торцов;
- труба — обечайка, у которой длина много больше диаметра;
- днище обечайки — листовая конструкция, ограничивающая обечайку с торцов; днища могут быть плоские, круглые или эллиптические;
- панель обечайки — плоская листовая конструкция, из которой посредством прокатки на вальцах изготавливается обечайка;
- пояс обечайки — отдельная замкнутая секция обечайки; длина поясов часто ограничивается шириной листов, из которых они вальцуются;
- диафрагма — перегородка, установленная внутри обечайки, полностью или не полностью перекрывающая ее поперечное сечение;
- резервуар (или сосуд) — обечайка с установленными в торцах днищами.
Основными размерами для обечаек и сосудов являются:
- наружный и внутренний диаметры;
- толщина листового материала, из которого изготовлена обечайка;
- длина отдельного пояса обечайки;
- полная длина обечайки;
- полная длина резервуара, складывающаяся из длины обечайки и высоты днищ.
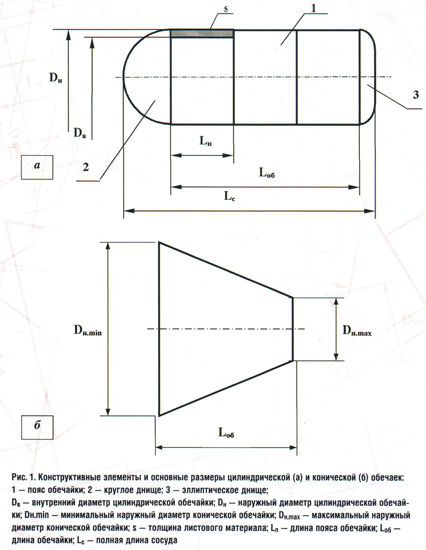
Для конических обечаек различают максимальный и минимальный наружный и внутренний диаметры; для эллиптических — основные размеры эллипса, такие как радиусы образующих дуг и расстояние между центрами эллипса. Эти элементы конструкции и их основные размеры приведены на рис. 1.
Используемые материалы, типы швов и методы сварки
Основная функция обечаек — быть ограждающей корпусной конструкцией емкостей для хранения и перевозки каких-либо жидкостей или газов или осуществления неких технологических процессов; трубы предназначены для транспортировки жидкостей, газов или сыпучих тел. В зависимости от назначения определяются и используемые материалы — это могут быть углеродистые или низколегированные стали, теплоустойчивые, высокопрочные, нержавеющие или жаропрочные стали; двуслойные стали; цветные сплавы — алюминиевые или титановые; биметаллы «сталь-алюминий». Эксплуатационные характеристики сварных швов также должны соответствовать основным функциям: с одной стороны, соединения обеспечивают общую прочность конструкции; с другой стороны, они должны быть герметичны и выдерживать определенные давления.
В зависимости от назначения конструкции, применяемого материала и его толщины, при сварке труб и обечаек могут использоваться: однопроволочная или многопроволочная сварка SAW; сварка MIG/MAG — одной проволокой или тандемная; сварка FCAW — самозащитной проволокой или в среде защитного газа; сварка TIG с подачей присадочной проволоки или без нее; плазменная сварка. При дуговых методах иногда применяют комбинированную сварку: например, при сварке емкостей из нержавеющих сталей или легких сплавов первый (корневой) проход выполняют сваркой TIG или плазменной, а заполняющие валики накладывают методами MIG/MAG или SAW. Для металла в диапазоне толщин от 0,5 до 2 мм применяется контактная шовная сварка. При очень больших толщинах металла (свыше 80 мм) можно пользоваться электрошлаковой сваркой (ЭШС), однако некоторые отраслевые технологические нормы не допускают применение этого метода.
Как видно из рис. 1, на обечайках существует два типа швов — продольные и кольцевые. Основной тип швов — стыковой, тавровые швы применяются при установке ребер жесткости и внутренних диафрагм, угловые — на соединениях днищ. Исходя из толщины материала для стыковых швов назначают разделку кромок; для односторонних швов V-, Y- и J-образные, для двусторонних Х- или К-образные; реже встречаются нахлесточные или замковые соединения.
Технология изготовления и группы оборудования
Типовой технологический процесс изготовления любого резервуара выглядит следующим образом: вырезка листовых деталей обечайки (с разделкой кромок, если это необходимо) — сборка и сварка плоских панелей отдельных поясов — гибка поясов на листогибочной машине — сборка и сварка продольных швов поясов — сборка и сварка кольцевых швов (стыковка обечайки) — установка и приварка днищ.
Безусловно, на каждом предприятии существуют свои особенности, обусловленные множеством факторов — отраслевыми требованиями, спецификой конструкции и применяемых материалов, техническими характеристиками имеющегося в наличии оборудования и т. д. В частности, толщина материалов определяет необходимость сварки швов с одной или двух сторон и необходимую разделку кромок, а длина валков листогибочных машин — количество поясов и кольцевых стыков резервуара.
В идеале для каждой технологической операции применяется свое специализированное оборудование, размещенное на отдельной рабочей позиции. Некоторые виды оборудования предназначены для решения общих задач, другие являются специализированными и созданы для выполнения конкретных операций. В рассматриваемом случае все оборудование можно разделить на две группы: сварочные установки и оборудование для размещения и перемещения деталей во время сварочных операций. Рассмотрим применяемое в данном случае оборудование.
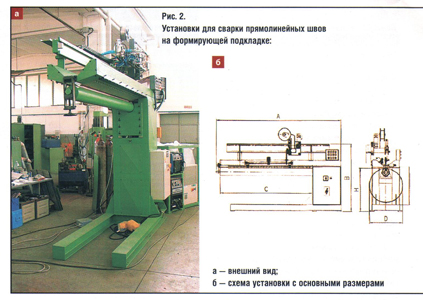
Установки для сварки продольных швов
Для сварки стыковых швов, являющихся продольными швами обечаек, наиболее удобно применение специализированных установок для сварки прямолинейных швов на формирующей подкладке (в англоязычной литературе приняты наименования seam welder и seamer). На таких установках можно производить сварку прямолинейных швов на плоских панелях, открытых коробчатых профилях и на уже сформированных обечайках — особенностью данного оборудования и его отличием от обычных сварочных порталов является консольная конструкция, которая дает возможность снимать обечайку после сварки. В зависимости от внутреннего диаметра свариваемой обечайки она может размещаться как снизу консоли, так и сверху.
Основными частями установок являются:
- силовая консоль с формирующей подкладкой;
- пневматическая система выравнивания и прижима свариваемых листов;
- опорная рама для установки консоли;
- направляющая балка для сварочной каретки;
- передвижная сварочная каретка со сварочной головкой;
- откидной крюк консоли;
- сварочная часть, состоящая из сварочной головки, источника питания и т.д;
- система управления: шкаф с электрооборудованием (обычно размещается внутри опорной рамы), система вертикального позиционирования сварочной головки и т. д.
Основные конструктивные параметры установок для сварки на формирующей подкладке (рис. 2):
- А — общая длина установки;
- С — длина прижима, то есть длина свариваемого шва;
- Dmin — минимальный диаметр свариваемой обечайки;
- Dmax — максимальный диаметр свариваемой обечайки;
- Н — высота прижима (верхней поверхности формирующей подкладки);
- В — общая высота установки.
Толщина свариваемого материала определяется расстоянием от верхней плоскости формирующей подкладки и нижней плоскости прижима и может быть различной даже на установках одной модели, то есть устанавливается изготовителем по запросу. Максимальный диаметр свариваемой обечайки зависит от возвышения формирующей подкладки над опорными ногами установки (при сварке шва с наружной стороны), а минимальный диаметр — от размера опорной консоли (при сварке шва снаружи) или от суммарной высоты консоли с прижимом, направляющей балки и сварочной каретки с головкой (при сварке шва изнутри).
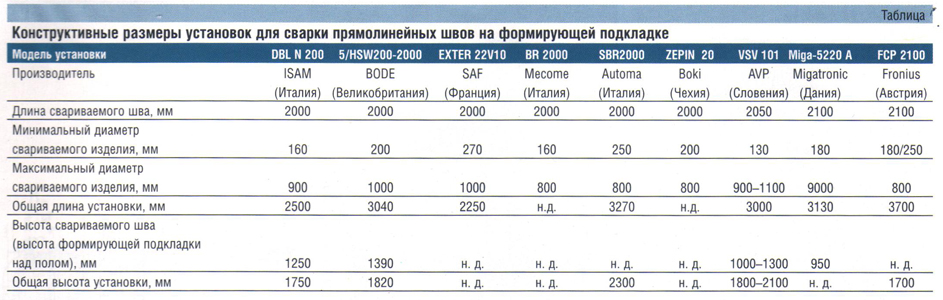
Приведем конструктивные размеры некоторых моделей сварочных установок (см. табл.). Поскольку каждый производитель выпускает целый ряд таких установок, для сравнения мы ограничились моделями, имеющими наибольшее распространение, с длиной свариваемого стыка 2 м.
Валерий Райский
Журнал «Оборудование: рынок, предложения, цены», № 5, май 2006 г.
Читайте также: