
Приварить кламп к трубе нержавейки
Обновлено: 07.07.2024
можно ли сварить латунь с нержавейкой?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Сварка нержавейки аргоном.
День добрый всем участникам данного раздела. Такой вопрос при сварки перегородок ведет трубу не пойму толи перегреваю толи труба тонкая посоветуйте что и как? Труба 51 мм. стенка 1,5 мм. пищевая. И может кто подскажет как ровно приварить кламп ? Фото прилагаю.
Вложения:
Вы должны войти для просмотра вложений.Да, и еще. Для контроля после того как обрежу трубу, и как сделаю прихватки, ставлю царгу на горизонтальную поверхность. Если стоит (в смысле труба)), значит все нормально.
Когда привариваю перегородки ставлю много прихваток, приблизительно через каждые 5мм. Одну сверху, другую с низу . ° . ° . Потом провариваю центр, затем правую сторону, левую и потом соединяю.
С фасками аккуратнее. Мне тут токарь, повыпендривался, сделал очень острые ><, в результате прихватить (своим металлом) проблемма, да и варить пришлось очень аккуратно, дабы не прожечь.
Выбор коронки под кламп
Какой коронкой можно просверлить нерж. сталь толщиной около 1 мм? Мне нужно 2 отверстия. По цене прикинул, что лучше купить коронку за 300-400 рублей и пусть она останется у меня, чем за такую же сумму искать людей, которые могут просверлить мне куб. Нашел биметаллическую коронку такого типа, но не знаю, подойдет ли она, не затупится ли на пол оборота. Дрель у меня обычная, высокооборотистая. Планирую сверлить урывками с использованием масла или прочей смазки, чтобы зубцы не горели.
@supermevlevi @supermevleviСсылку скинуть не могу, сайт не пропускает. Коронка биметаллическая Inforce 11-01-065.
Врядли получится. Сплав кобальта стоил бы дороже. И к стати нельзя смазывать детали маслом , либо погружать ее периодичесски в воду , либо готовить суспензию. С водой проще. Хотя если ее хватит на одно отверстие , то вполне себе отличный вариант.
Маглуар в законе
@supermevleviНе знаю , никогда в ней не нуждался , она применяется на производстве , дома не актуальна, все всегда охлаждал водой. Еще не разу не подвела. Ну у вас миллим етр сталь , можно и полуручным способом , с болгаркой и напильником.
Маглуар в законе
@samovar-samovarovНаметить отверстие, просверлить тонким сверлом по периметру не много отступив внутрь отверстия (примерно миллиметр). Сверлить плотно, отверстие к отверстию. Взять сверло чуть большего размера и рассверлить эти же отверстия для замыкания периметра. Доработать напильником (дремелем или тем что есть в наличии)
Сверлить на малых оборотах, добавляя воду и прикладывая усилия к нажатию на сверло 🙂
С умными людьми приятно говорить, но трудно работать.
На ютюбе есть видос как коронками нерж сверлят, вроде получается, но на сколько хватит не понятно, я сверлом 22мм сверлил так пол сверла сточил на одно отверстие.
Быстро выпитый стакан не считается налитым.
3мм нержа по периметру высверливал, потом напильник. Сверлить на малых оборотах с охлаждением. Самое сложное найти советские свёрла, которое говно сейчас в магазинах, хватает на два три отверстия.
С уважением, Dmitriy.
@samovar-samovarovС умными людьми приятно говорить, но трудно работать.
Приварка муфты под ТЭН
Одна из наиболее частых и востребованных процедур по доработке перегонных кубов - это установка муфты для ТЭНа в перегонный куб. Эта процедура часто пользуется спросом потому, что винокуры зачастую понимают что нагрев перегонного куба периодически лучше осуществлять не на плитах (индукционных, газовых или электрических), а иногда и удобнее и в случае мощного ТЭНа для самогонного аппарата выход на рабочую температуру для дистилляции происходит быстрее.
Основные варианты муфты для приварке в перегонный куб:
Как мы оказываем услугу по приварке муфты под ТЭН в перегонный куб:
1. Вам необходимо привезти изделие (перегонный куб) в который будет осуществлена приварка муфты в любой из наших магазинов или офис.
2. Указать и согласовать с менеджером место установки (приварки) муфты под ТЭН в Вашем перегонном кубе. Наши менеджеры всегда могут проконсультировать Вас в необходимости приварки муфты в том или ином месте.
3. Внести предоплату - не менее 50% от общей суммы доработок.
4. Ваш заказ на доработку перегонного куба с помощью приварки муфты под ТЭН будет выполнен за 2-5 дней в зависимости от загруженности производства и логистических моментов в доставке на производство изделия.
5. При готовности заказа Вы можете забрать готовое изделие в том же магазине или в офисе, где оформляли заказ на доработку перегонного куба, а также Вы можете оформить заявку на доставку готового перегонного куба по удобного адресу (стоимость согласуется менеджером). При получение готового изделия Вами проверяется выполненная работа. Кроме получения готового изделия с новыми возможностями, Вы сможете докупить все необходимые комплектующие - ТЭНы, регуляторы, заглушки под triclamp соединения, уплотнительные прокладки, хомуты.
Можно ли сварить или спаять нержавейку с медью?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Сварить ржавейку с нержавейкой ?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Нержавейка
Вопрос номер раз. Привариваю кламп к трубе (толщина 1,5 мм), своим телом, на импульсе, при таком способе должен образовываться обратный валик, или допускается небольшой непровар?
Вопрос номер два. Все тот же кламп, все та же труба. Подобрал режим, импульс 115/15А, 1,7 Гц, скважность 25% , Шов снаружи не серый, но внутри как будь-то перегрев, ежей нет, но все серое. Больше подавать на поддув? Было 5 л/мин, при этом же расходе при подаче присадки обратный валик, а вот своим телом чет не айс.

скважность 25%Данный параметр выражается в числах больше 1 ( единицы). а в процентах -КЗ-коэффициент заполнения. Это обратные величины. в Вашем варианте настроек-скважность-4.
welderman , ну хорошо-хорошо, пусть будет коэффициент заполнения, это я по старой привычке, только швы от этого светлее не становятся
Удовольствие от высокого качества длится дольше чем радость от
ежей нет, но все серое. Больше подавать на поддув?
Поддув увеличить однозначно . + может поднять пиковый ток но при этом изменить "коэффициент заполнения " и убавить Гц ( Зы какая то хрень) вот на Селко просто импульс-пик и % его действия от 1% до 99% и усе просто , на Форсаж в сек тоже не плохо .
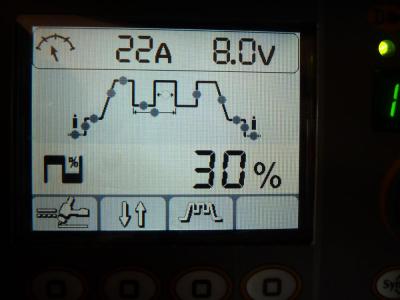
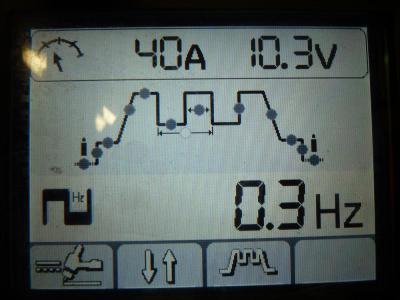
Вот тут посмотри и следующую страничку захвати .
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
selco , нужные параметры я подберу под себя, меня фундаментальные вопросы интересуют, должно ли быть проплавление при сварке своим телом на импульсе? Возможно мне показалось, но даже в той теме что по ссылке, на фото полного проплавления нет, только до следов побежалости. Или оно там такое что даже шва не видно?
Я в принципе и исходил из того что на нерже нужно увеличить пиковый ток, но при этом уменьшить коэф. заполнения, но вот что-то не смог нужные настройки подобрать, клиент еще над душой стоял. терпеть ненавижу так работать
Удовольствие от высокого качества длится дольше чем радость от
, должно ли быть проплавление при сварке своим телом на импульсе?
А почему его не должно быть , конечно будет . но усе зависит от настройки импульса и да ты прав каждый его настраивает под себя и это нормально .
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
selco , понято, принято, благодарствую, буду пробовать разные вариации настроек
Георгий 11Просьба не хамить мне,а не то буду жмать кнопку жалоба
Buzz ,настройки пульса определяются скоростью сварки,поэтому каждый подстраивает под себя,в вашем случае я бы увеличил частоту пульса и снизил пиковый ток.Конечно должен быть обратный валик, вот тоже приварка клампа 2" с трубой с толщиной стенки 1.5мм. Импульс, пиковый 70, база 30%. Но здесь все по ощущениям.
На поддув 5 литров вполне достаточно, главное, чтобы аргон полностью воздух вытеснил, поток аргона может влиять на формирование валика, но если труба продукта, то шов чёрный не будет, хоть 1л/мин поставь.
Прикрепленные изображения
TigserviceTula , Это хорошо. тезка значит.
chdv1971 , Спасибо. Я знаю как он называется. Пробовал общаться - малоадекватный чел. Из серии - не читал, но осуждаю.
TigserviceTula , разобрался уже, спасибо, чуть надо было коэффициент заполнения увеличить, не успевало проплавлять
Нержавейка выступ для последующей проточки под подшипники



Сварка корневого шва с поддувом аргона.


Верхний уголок, получается темный шов со стандартным соплом 13 мм и газ. линзой Abitig 450W, остальные швы цветные с самодельным соплом
Конечный продукт поворотные муфты лафетного ствола с электроуправлением пожарной машины.

Обратная сторона шва нерж. 3,5 мм 90 труба. Сварка с поддувом



Несгораемая крышка из тонкой нержи, Обычно резинувую используем а тут сгорит.

Обратная сторона шва нерж. 3,5 мм 90 труба. Сварка с поддувом
IMG_20201007_130530.jpg IMG_20201028_125250.jpg IMG_20201028_163719.jpg
Несгораемая крышка из тонкой нержи, Обычно резинувую используем а тут сгорит.
IMG_20201028_133233.jpg
Добрый день. Сварщик я не коммерческий, да и не сварщик вовсе, так для себя, знакомых и что то на продажу по рыболовной тематике. Тут просят собрать трубу д-35 мм, тонкостенную, с несколькими поворотами, и все бы нечего, но надо с поддувом.Если правильно понял, все собирается на прихватки без поддува, заклеиваются все стыки и торцы алюмин скртчем, на выходе отверстие, на входе шланг с трубкой и поочередно снимая скотч, заваривают по одному стыку. Но это теория, а как на практике узнать, что хорошо задул? Сколько оптимально стаить расход? Что стоит предусмотреть?
Спасибо.
Избавление. Ежики нам не нужны.
Добрый день. Сварщик я не коммерческий, да и не сварщик вовсе, так для себя, знакомых и что то на продажу по рыболовной тематике. Тут просят собрать трубу д-35 мм, тонкостенную, с несколькими поворотами, и все бы нечего, но надо с поддувом.
Если правильно понял, все собирается на прихватки без поддува, заклеиваются все стыки и торцы алюмин скртчем, на выходе отверстие, на входе шланг с трубкой и поочередно снимая скотч, заваривают по одному стыку. Но это теория, а как на практике узнать, что хорошо задул? Сколько оптимально стаить расход? Что стоит предусмотреть?
Спасибо.
Расход 3л примерно, выходное отверстие Ф3-5мм, пускаю газ выкуриваю сигарету начинаю сваривать. Если стыки близко к друг то еще надо давать время остывать либо сваривать через 1. Заранее продумайте как каждый стык по кругу будете проходить, может понадобится доп. масса.
Как сваривать нержавеющую сталь электродами

Нержавеющая сталь широко применяется в разных производственных областях и в быту. Из нее получаются прочные, красивые и надежные изделия. Служат вещи долго, но иногда требуют проведения ремонта. Чаще всего для этого используют сварку нержавейки электродом с помощью инверторного агрегата.

Выбор подходящего аппарата
Для домашнего пользования годится любая марка инвертора. Умельцы часто собирают модели, не уступающие заводским аналогам.
Для сварки нержавеющей стали необходимо устройство с функциями:
Кабель выбирают длиной до 6 м. Электропроводка больших размеров сильно нагревается. При внезапных скачках в сети работоспособность устройства должна сохраняться. Лучше взять инвертор, который работает при пониженных температурах.
Какие электроды стоит использовать
Лучшие результаты достигаются при использовании изделий, выпускаемых фирмой из Швеции ESAB. Они отличаются легким воспламенением и хорошо держат дугу. Количество брызг горячего металла резко снижается.
Даже у начинающих мастеров при работе с нержавейкой получается прочный шов. При сварке нужно учитывать свойство остывшего шлака лопаться и отскакивать от заготовки. Необходимо принять меры к защите глаз и открытых участков тела от ожогов.
Рекомендуем к прочтению Как варить нержавейку полуавтоматомПри работе с ручной электросваркой используются электроды: СЭЗ ЗИО-8, СЭЗ ЦТ-15, ESAB FILARC 88S. Они имеют защитное покрытие из карбоната кальция и магния.

Технология сварки обычным электродом
Для соединения нержавейки нужно выполнять простые правила:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
Методика с использованием инвертора
Работа требует опыта и не каждому новичку доступна.
Преимущества сварки нержавейки обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа ведется тремя способами:
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
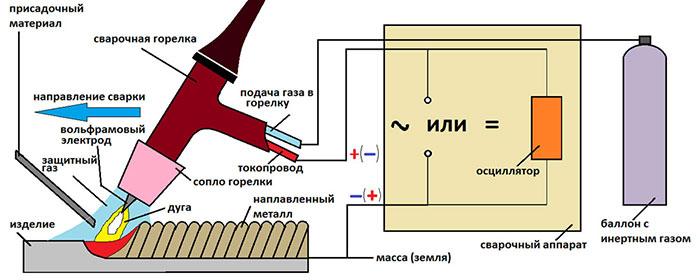
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.
Рекомендуем к прочтению Как приварить нержавейку к чермету 
Необходимые расходники
Используя инвертор, нужно подготовить все необходимое для работы:
Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, выполнить которую можно с помощью инвертора с осциллятором и с возможностью проведения аргонодуговой сварки (АДС).
Таким аппаратом может стать популярное устройство Aurora PRO INTER TIG 200 PULSE. АДС позволяет создавать красивые и прочные швы на тонких листах или трубах.
Настройка инвертора
Перед сваркой аппарат правильно настраивают. Делается это переключателями на панели прибора. Нужные значения можно посмотреть в таблице:
Процесс пошагово
Перед работой мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
При работе с постоянным током устанавливают обратную полярность.

Обработка после сварки
По окончании работы детали остужаются естественным образом. Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Для облагораживания используют абразивные материалы с содержанием оксида алюминия или циркония. Корундовые изделия не годятся.
Чтобы место стыка оставалось прочным и эстетичным, его покрывают пастой с антикоррозийными свойствами. При несоблюдении этих рекомендаций качество изделия снижается из-за возникновения очагов ржавчины.
Вместо заключения: ручная сварка часто используется при небольших бытовых и производственных проблемах. Ее применяют для соединения труб, нержавеющих баков и других изделий на даче, в доме, в гараже. Отремонтированные вещи служат еще долгие годы.
Как приварить нержавейку к чермету

Процесс сварки нержавейки с черным металлом вызывает затруднения даже у опытных мастеров. Это объясняется физическими и химическими свойствами материалов.

Для создания прочного сварного шва требуется правильный выбор параметров функционирования аппарата, марки электродов, присадочной проволоки.
Общие проблемы свариваемости нержавайки в домашних условиях
При сварке нержавеющих сталей могут возникать сложности:
- Низкая теплопроводность материала. По сравнению с черным металлом у нержавейки этот параметр в 2 раза меньше. При нагревании детали не отдают тепло в окружающую среду, а накапливают в себе. Резкое повышение температуры обрабатываемого участка способствует появлению сквозных дефектов. Снижение силы подаваемого тока решает эту проблему.
- Увеличенное линейное расширение. При остывании сварочного шва наблюдается усадка, способная разорвать соединение и привести к появлению трещин. Устранить этот недостаток помогает увеличение расстояния между заготовками.
- Электрическое сопротивление. Этот параметр у нержавеющей стали также высок. Сопротивление воздействует на электрод, способствуя его перегреву. Длину расходного материала уменьшают до 35 см.
- Изменение физических характеристик при высокотемпературном воздействии. При перегреве нержавейка утрачивает антикоррозионные свойства, превращаясь в простую сталь. Решить проблему можно разными способами, например, ведя сварочный процесс в газовой среде или охлаждая соединяемые элементы водой.
Особенности сварки разнородных сталей
Черный металл и нержавейка обладают разными химическими составами, физическими свойствами. Процесс сварки деталей из разнородных материалов сопряжен со следующими трудностями:
- Сварной шов является самым слабым местом металлоконструкции. Это объясняется разницей в коэффициентах линейного расширения. После затвердевания расплава сохраняется внутреннее напряжение, снижающее устойчивость соединения к нагрузкам.
- Стык проплавляется неравномерно, что связано с разницей в показателях теплопроводности. Это отрицательно отражается на прочности сварного шва.
- Атомы углерода мигрируют, ухудшая антикоррозионные свойства металла. Шов быстро покрывается ржавчиной и разрушается.

Технология и правила работы
Правильный выбор метода сварки черного металла с нержавейкой помогает получить прочное долговечное соединение.
Подходящие режимы
Для соединения деталей из разнородных материалов чаще всего применяют следующие технологии:
- электродуговую сварку с плавкими электродами;
- работу в аргоновой среде с неплавкими вольфрамовыми стержнями и присадочной проволокой или без таковой.
Для получения качественного шва электродуговым способом применяют электроды для сварки нержавейки.
Электроды для сварки нержавейки и их классификация
От правильности выбора стержней зависит стабильность сварочной дуги, качество получаемого шва. Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
- ОЗЛ-25Б, используемые для сварки деталей из жаропрочных сталей;
- НИАТ-5, применяемые для работы с аустенитными материалами;
- ЦТ-28, предназначенные для сварки содержащих никель сплавов;
- Э50Ф, применяемые для работы с термостойкими металлами.

При силе тока до 60 А используют стержни толщиной 2 мм. Если значение достигает 80 А, диаметр электрода должен составлять 3 мм.
Методы сварки чермета и нержавеющей стали
Для соединения деталей из разных металлов применяют ручные и полуавтоматические аппараты. Процесс ведется как с подачей защитного газа, так и без таковой.
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.

При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.

В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Для защиты изнаночной стороны шва используют поддув. После завершения сварки газ продолжают подавать в течение 15 секунд. Это повышает прочность шва.
Какую технологию сварки лучше выбрать
Решая, как приварить нержавейку к черному металлу в домашней мастерской, сварщики отдают предпочтение дешевым методам. Однако наиболее прочный шов получается при использовании дорогостоящей аргонодуговой технологии. Такое оборудование редко присутствует в домашней мастерской. Покупка аппарата нецелесообразна.
Инверторы отличаются более низкой стоимостью. Стабильность работы и высокая прочность образующегося шва делают это оборудование предпочтительным для домашнего мастера.
.jpg)
Ручная дуговая технология подходит только для формирования горизонтальных соединений. При высокотемпературном воздействии сталь плавится, сварочная ванна смещается.
Необходимые меры предосторожности
При выборе любой технологии сварки соблюдают следующие правила безопасности:
- Нельзя применять неисправные аппараты. Основные блоки оборудования проверяют перед началом работы. Провода не должны иметь повреждений. При необходимости кабели заменяют.
- Для работы подходят только новые электроды с неповрежденным покрытием. Использование треснутых стержней недопустимо.
- Рабочее место обустраивают заранее. Из зоны сварки убирают легковоспламеняющиеся жидкости и материалы, посторонние предметы, способные затруднять процесс.
- При работе применяют сварочную маску, специальный костюм, перчатки, кирзовые сапоги. Возле оборудования стелют диэлектрический коврик, исключающий вероятность поражения человека током.
- Помещение снабжают мощной вентиляционной системой.
- Работу ведут на специальном столе. Не рекомендуется держать детали на весу.
- При использовании инертного газа или кислорода на сварочном столе не должно быть следов масел.
Популярные производители электродов и выбор прочего оборудования
Многие компании предлагают сварщикам широкий ассортимент электродов, применяемых при сварке разнородных металлов. Ведущими производителями стержней считаются:
- ESAB;
- «Лосиноостровский завод электродов»;
- «Кировская электродная фабрика»;
- Quattro Elementi;
- «Спецэлектрод»;
- Lincoln Electric.
.jpg)
Особенности работы с тонкой нержавейкой
При сварке тонкостенных материалов требуется наличие соответствующих навыков. Рекомендуется выбирать один из 2 способов:
Сварка трубопровода
Для соединения труб из разных материалов используют электроды с рутиловым или основным покрытием. С плавким расходным материалом работу ведут с током обратной полярности. Сварка труб с постоянными параметрами имеет следующие преимущества:
- возможность применения при работе с тонкостенными трубами;
- высокое качество шва;
- простота в исполнении;
- минимальное количество образующихся в процессе работы брызг.

При использовании неплавких вольфрамовых электродов устанавливают прямую полярность. Такой способ сварки труб отличается следующими положительными характеристиками:
- надежной защитой сварочной ванны кислорода;
- стабильностью электрической дуги;
- коррозионной устойчивостью шва.
Контроль за сварными соединениями
Для оценки прочности соединения между железом и нержавеющей сталью применяют следующие способы:
- Обработка шва керосином. Если жидкость проступает с обратной стороны, соединение является некачественным.
- Использование ацетона. Его наносят также, как керосин. Появляющиеся на изнаночной стороне капли свидетельствуют о наличии сквозных дефектов.
- Гидравлический метод. Применяется в промышленных условиях. После подачи воды под давлением осматривают соединение.
- Ультразвуковые методы. Применяются при предъявлении высоких требований к качеству металлоконструкций.
Полезные рекомендации
Опытные сварщики дают начинающим мастерам следующие советы:
- При сварке разнородных металлов желательно применять расходники, содержащие никель. Перед началом работы стержни прокаливают в течение часа.
- Сварочный аппарат должен выдавать постоянный ток.
- Нельзя пропускать этап предварительной обработки деталей. При наличии грязи или ржавчины шов становится хрупким.
- При газовой сварке нельзя использовать принудительные методы охлаждения. Деталь должна остывать естественным путем.
- Нанесение флюса способствует повышению прочности соединения.
- Наконечники неплавких электродов нужно регулярно затачивать.
- При сварке стараются захватывать как можно больше черного металла. Это помогает установить прочную молекулярную связь.
- Электрод нужно вести медленно и аккуратно.
Соблюдение рекомендаций помогает быстро освоить методы сварки деталей из разнородных металлов.
Читайте также: