
Приспособление для зажима трубы
Обновлено: 04.07.2024
Угловая струбцина своим руками
Приспособление для сварки или угловая струбцина своим руками.
Всем доброго времени. Сегодня я хочу рассказать, как один парень собрал своими руками, очень необходимое приспособление в помощь сварщику. А называется эта приспособа угольная струбцина.
Сама струбцина будет состоять из нескольких деталей которые в конце будут собраны воедино. И так для изготовления первой детали автор взял кусок листового металла размеры 4 мм., 200 мм., 310 мм. И два куска профильной трубы 20 на 40 и длинной 200 мм.
Положив трубу на лист под углом 90 градусов, автор приварил трубу с наружной стороны.
Перевернув деталь проварил во всех доступных местах.
После сварки он отрежет углы, на этой детали они лишние, а для изготовления второй детали будут в самый раз.
Затем он возьмёт эти отрезанные уголки и пару кусков профильной трубы 20 на 40 длинна 140 мм и изготовит вторую деталь.
Уложив куски трубы во внутрь первой детали таким образом, он возьмёт уголки и вложив их в середину приварит к трубе, один снизу, а второй сверху.
Далее автор приступил к изготовлению третьей детали. Для этого он взял ещё кусок профильной трубы 20 на 40 длинной 150 мм и отметив на ней середину, сделал сквозное отверстие диаметром 10 мм.
Далее он взял болт и две гайки одну из гаек автор накрутил на болт, затем одел на болт трубу и плотно прижав второй гайкой.
Приварил гайки к трубе в этом положении.
После сварки болт должен свободно выкрутиться.
Далее автор приготовил кусок полдюймовой трубы такой длинны, чтобы она заходила между уголками, второй детали с небольшим люфтом.
А также взял кусок профильной трубы 25 на 25 срезав с неё одну стенку, отрезал её такой же длинны, как и кусок полдюймовой трубы.
В центре этой заготовки, автор сделал отверстие 10 мм.
Затем взял шпильку М 10, накрутил на неё гайку, одел раннее приготовленную П-образную заготовку и накрутил вторую гайку с небольшим зазором, так чтобы заготовка могла вращаться на шпильке.
И приварил гайки к шпильке.
Затем кусок полдюймовой трубы автор приварит к П-образной заготовке, как показано на фото ниже.
Затем в уголках второй детали он сделает отверстия.
Теперь автор вторую и третью детали соединит с помощью стального пальца и обварит его.
Далее профильную трубы с гайками оденет на шпильку и приварит её к первой детали. Вот так.
Такая вот получилась у автора струбцина.
Так же для удобства, автор укоротил шпильку и приварил на край гайку.
Ну и как обычно тест новоиспечённого инструмента.
Две заготовки обрезанные под углом 45 градусов.
Можно регулировать зазор свариваемых деталей.
Всем спасибо и до новой встречи.
Видео самодельной струбцины:
Приспособление для зажима трубы
Перед покупкой сравните цены на угол сварки зажим, прочитайте реальные отзывы покупателей, ознакомьтесь с техническими характеристиками.
Закажите угол сварки зажим онлайн с доставкой по России: товары с пометкой Plus доступны с ускоренной доставкой и улучшенными условиями возврата.
На Алиэкспресс угол сварки зажим всегда в наличии в большом ассортименте: на площадке представлены как надежные мировые бренды, так и перспективные молодые.
Трубная струбцина
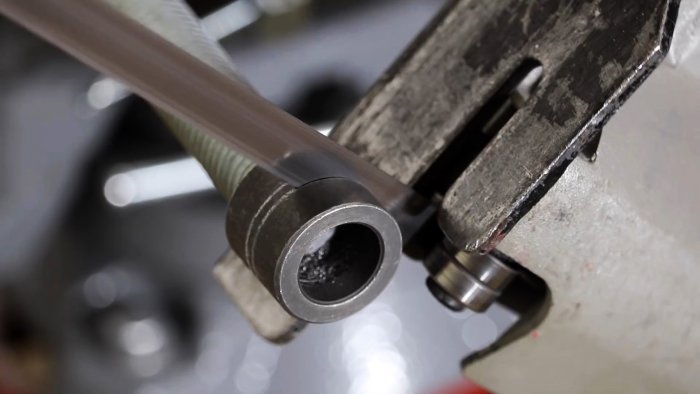
Для фиксации труб при нарезании резьбы и сварке используется трубная струбцина. С ее помощью цилиндрическая деталь надежно фиксируется, исключается ее смещение и проворачивание. Таким образом, удается оптимизировать рабочий процесс и добиться более качественной обработки изделия.
Конструкция струбцины для труб
Приспособление состоит из двух отдельных частей – двух держателей с цилиндрическим отверстием под трубы. Над отверстиями расположены прижимные поверхности, которые обеспечивают надежную фиксацию. Для удержания одной длинной трубы на ее концы надевают струбцины, зажимают и выполняют обработку. Для стыковки двух разных труб в каждую из частей помещают по трубе. Использование зажимного инструмента позволяет удерживать цилиндрическую деталь в нужном положении. Особенность струбцины в том, что она рассчитана на трубы одного диаметра – 1/2 или 3/4 дюйма.
Существуют тиски с одним отверстием для трубы. Их основание фиксируется на станине, а внутрь помещается труба, которая зажимается винтовым механизмом. Преимуществом является возможность работать с деталями разного диаметра, например, от 10 до 89 мм.
Тиски для труб (трубные)
Для зажима труб и других деталей круглого сечения при выполнении отрезных работ и резьбы используют трубные тиски. Конструкция позволяет надежно зафиксировать цилиндрическую заготовку и предотвратить ее прокручивание в процессе обработки – это их главное отличие от обычных зажимных приспособлений.
Что собой представляют тиски для труб
Приспособление состоит из металлического основания, на котором крепится зажимной механизм. Его форма адаптирована под удержание цилиндрических деталей. Губки чаще всего имеют вогнутую рабочую поверхность с насечками – труба легко помещается и надежно фиксируется в них, а насечки исключают ее проскальзывание. Губки зажимаются при вворачивании винта. Также встречаются цепные тиски для зажима труб – в них заготовка крепится обхватом цепи. Зажим осуществляется болтом и эксцентриковым механизмом. Такой вариант наиболее универсален, так как можно работать с трубами практически любых размеров, к тому же фиксация осуществляется быстрее.
Рекомендации по выбору
Обратите внимание на то, с какими по размеру трубами способно работать приспособление. Это зависит от регулировки расстояния между губками или от хода цепи у цепных моделей. Обычно производители указывают рабочий диапазон, например, от 10 до 89 мм или от 10 до 114 мм. Чем он шире, тем больше возможностей при использовании зажимного устройства.
В нашем интернет-магазине вы можете купить настольные трубные тиски по доступной цене. Выбирайте подходящие для специфики ваших работ и делайте заказ на сайте.
Как сделать сварочную струбцину под любой угол сварки
Чтобы быстро и ровно сваривать трубы, прутки и прочий металлопрокат под углом, очень удобно использовать специальную струбцину. Она держит детали крепче магнитов, к тому же способна регулироваться под разные углы стыковки. Это действительно полезное приспособление для сварщика, которое не сложно сделать самостоятельно.

Основные материалы:
- труба 100 мм;
- уголок 50х50 мм;
- полоса 50 мм;
- шпильки М16 – 2 шт.;
- болты М10, М16;
- обычные и удлиненные гайки, шайбы М10, М16, М20.
Процесс изготовления струбцины для сварки
От трубы нужно отрезать заготовку длиной 7-10 см. По центру, на половину окружности в ней делается вырез шириной 16 мм.

Далее нужно подготовить 2 отрезка уголка по длине трубы. В центр одного из них вваривается болт М16 с проточенной головкой.

Уголок с болтом вставляется в прорезь в трубе. Изнутри на него надевается гайка М20 и накручивается М16.

Нужно сместить уголок в край паза и зажать. Затем к нему впритык подставляется второй, и приваривается к трубе.

К уголкам под прямым углом привариваются по отрезку полосы длиной по 15 см. Важно, чтобы металл при сварке не повело, и угол был соблюден.

На следующем этапе изготавливается 2 упора для зажима струбцины. Для этого из трубки 3/4 дюйма вырезаются 2 кольца.
По бокам к ним привариваются шайбы. С одной стороны нужно подварить по мелкой шайбе, чтобы сквозь нее не проходила головка болта М10.

Для изготовления зажима нужно подготовить 2 шпильки М16. С одного края к ним приваривается оголовок, в качестве него можно использовать гайки М20.
Со второго на торец привариваются гайки М10. Последние протачиваются, чтобы накрутить на шпильки удлиненные гайки М16.

К шпилькам прикручиваются упоры болтами М10.

Далее нужно приварить их удлиненными гайками к полосам на уголках. Для этого используются проставки из прутка.

После сварки струбцина окрашивается.

Ее подвижный уголок нужно установить точно напротив приваренного, чтобы соблюсти прямой угол. Затем на трубе намечаются ножовкой метки по его краям. После этого следует сдвинуть подвижный угол уже под 45 градусов, и также поставить насечки.

Ориентируясь по меткам, будет возможно выставлять струбцину под нужный угол, и зажимать на ней трубы или прочий прокат для сварки. Получается очень удобная полезная конструкция, позволяющая сваривать ровные металлоконструкции.



Смотрите видео

Бухают мастера-кустари. Простите, ведут задушевную беседу. У одного вместо сакраментального «Вася, ты меня уважаешь?» с языка срывается «Вась, а сколько бы ты рук себе хотел?» Тот призадумывается: «Сколько? Да кто ж его знает… Ну, сколько там по работе надо…»
Рук, понятно, чтобы придержать, прижать, подхватить, и пр. Поэтому такого вспомогательного инструмента, как временные съемные зажимы различных видов – струбцины – мастеровому человеку всегда не хватает. Не хватало и во времена, когда эти самые струбцины стоили копейки. Сейчас за хорошую струбцину могут запросить и поболее 1000 руб. При том, что теперь и в мелком штучном производстве широко распространены электроинструмент, электро- и газосварка, склеивание под давлением и др. технологии, требующие надежного удерживания деталей на время рабочего процесса. Назначение настоящей статьи – рассказать читателю, как в домашних условиях изготавливается струбцина своими руками. Желательно – из подручных материалов с минимальной потребностью в сварочных и токарных работах.
Примечание: по-английски струбцина cramp (винтовая), bar clamp (пружинно-рычажная) или просто clamp, аналогично тому, как отвертку (screw driver) зачастую обзывают просто screw. Человек, неплохо знающий разговорный английский, но незнакомый с особенностями технического (это очень разные языки), услышав что-то вроде «Give me screw driver», скорее всего не поймет, чего от него хотят. Тем более, что малообразованные англоязычные артикли чаще всего «глотают». Вдруг вам доведется оказаться в подобной ситуации, прислушивайтесь: «the screw» (именно отвертка) означает инструмент, а «a screw» – какой-то резьбовый метиз (винт, шуруп), который им крутят.
Разновидности
Целью данной публикации не является соорудить нечто вроде энциклопедии монтажных зажимов – их много видов, а патентов на новые, «супер-супер», еще больше. Наша задача – показать, какие из струбцин более всего надобны в домашней мастерской, и как лучше всего сделать струбцину, не тратя много материала и времени.
Наиболее употребительные в кустарном производстве виды струбцин показаны на рис:

-
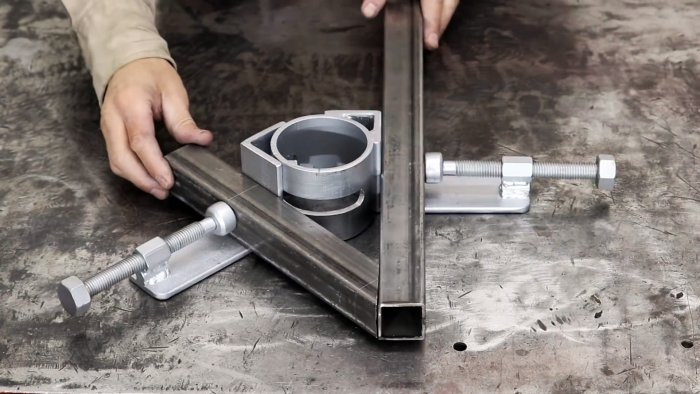
G-образная (G-cramp; G-clamp) – самая остая, надежная и дешевая из струбцин общего назначения. Недостатки: долго затягивается и может провернуть склеиваемые детали, если шарнир упора некачественный или неухоженный. Последнее довольно существенно: не схватившийся клеевой слой неплохая смазка, а разнимать и вновь сжимать склеиваемые поверхности нежелательно, прочность высохшего стыка от этого резко падает. Кроме того, обычная G-струбцина плохо держит круглые детали, поэтому для фиксации труб либо круглого профиля для сварки или пайки встык используется специальная трубная струбцина (см. след. рис.). Собранный из обычной конструкционной стали s=(2,5-4) мм, такой варной зажим обеспечивает надежную фиксацию труб до d(120-150)х(1,5-4) мм.
Струбцина для сварки и пайки труб встык
Как какую делать
Любую из описанных выше струбцин можно изготовить самостоятельно в домашней мастерской. Столярные струбцины делаются из металла – деревянные станина и губки инструмента не выдержат противодавления материала детали(ей), зажим ослабнет уже во время работы, а сама струбцина придет в негодность. С варными и паечными струбцинами и так понятно: только металл; дерево – горючий материал.
Столярные струбцины для работ с ценным деревом либо изделиями лучше делать деревянными, но можно пользоваться и металлическими с проставками из фанеры или ровной драни. Струбцины для склеивания в пласть (на толстые заготовки из нескольких тонких) лучше использовать деревянные, даже если клеится металл или пластик – деревянные губки дают более равномерное распределение давления по плоскости и, соответственно, лучшее качество склейки. Хрупкие детали (стеклянные и т.п.) сжимаются для склеивания только деревянными струбцинами.
G-образные
Станины G-струбцин фабричного производства выполняются литыми. В гараже или сарае, даже в кузне на своем участке, организовать сталелитейку нельзя. Поскольку G-струбцины как самые «хваткие» применяются преимущественно в слесарно-сварочных работах с довольно длинными и/или тяжелыми деталями, то и самодельную G-образную струбцину нужно делать из металла на сварке или цельной.
Мастера-умельцы часто сваривают себе струбцины из листовой стали, поз. 1 на рис.:

Самодельные G-образные струбцины
Видимо, копируя профиль станин заводских изделий, что в данном случае неправильно. Профили литых станин струбцин показаны на поз. 2. Обратите внимание на зализы и галтели (показаны стрелками). Сглаживание профиля необходимо во избежание концентрации механических напряжений: они «любят» углы и щели, как постельные клопы. Но сварочный шов не работает, как галтель! Нет, струбцина скорее всего не сломается и не погнется. Однако отдачей зажатой детали станину немного поведет, и добиться точной фиксации будет трудно, причем не исключается и проворот детали при затягивании зажима.
Вполне надежны самодельные струбцины из отрезков швеллера (поз. 3). Недостатки – трудоемки, несоразмерно тяжелы сравнительно с шириной захвата. Резать швеллер на станины струбцин можно, если вам нужно будет сжимать детали очень сильно. Оптимальный вариант станин струбцин для обычных работ – из профильной трубы квадратного сечения, поз. 4. В зависимости от типоразмера и толщины стенок заготовки струбцины из профтрубы можно делать на ширину захвата до 1 м и более, см. видео:
Видео: струбцины из профильной трубы
Примечание: об изготовлении самого ответственного узла G-струбцины – винтового зажима – см. в конце, поскольку он применяется и в струбцинах других типов.
Разновидностью G-струбцины является поджимная, которую условно можно бы назвать GE-струбциной. Поджимные струбцины хорошо известны строителям маломерных судов из дерева, однако будут весьма полезны и в малом деревянном строительстве (напр. дачного или каркасного дома, хозблока и т.п.).
Чертежи поджимной струбцины и способ их применения показаны на рис.:

Чертежи и порядок применения поджимных струбцин
К примеру, при зашивке, скажем, ригеля (стропильной конструкции) крыши каждая следующая доска сначала плотно прижимается к предыдущей, а уж затем крепится к стропильным балкам. Соответственно, надежность и долговечность всего кровельного пирога намного возрастают.
F-образные
Устройство F-струбцины, так сказать, в полном комплекте, показано на след. рис.:

Устройство F-образной струбцины
В ходе использования башмак двигают по направляющей, пока пятка не коснется детали. Тогда большим пальцем руки сдвигают собачку или нажимают на нее (в зависимости от конструкции фиксатора), при этом башмак заклинивается на направляющей. Тогда деталь дожимают поворотом рукояти винтового зажима, или отводя курок эксцентрикового прижима. Расфиксация и разжимание – в обратном порядке.
Городить сложный фиксирующий механизм в самодельной F-струбцине особого смысла нет. Тогда для заклинивания башмака нажимают на его внутренний обушок, или слегка бьют туда легким молоточком, если струбцина мощная, широкозахватная. Как правило, ползун саморасклинивается уже при разжатии винта или вбросе курка в гнездо. Если же башмак заело, расклинивают его легким ударом по наружному обушку со стороны упора (в направлении, обратном заклинивающему).
Слева на след. рис. даны чертежи быстрозажимной F-струбцины с губками из дерева. В центре – внешний вид инструмента, а справа – порядок пользования им. Размеры пересчитаны из дюймовых; их можно округлить до ближайших целых мм.

Чертежи, внешний вид и порядок использования F-струбцины с губками из дерева
Основное назначение данной струбцины – прижим при склеивании в пласть. Предпочтительный материал губок – клен, вяз, граб, бук, дуб или др. древесина, сочетающая в себе высокую прочность и вязкость; из такого дерева делают, например, упорные гребенки фуговальных и копировальных станков по дереву. О других вариантах самодельных быстрозажимных струбцин см. подборку видео:
Зажимы для труб своими руками
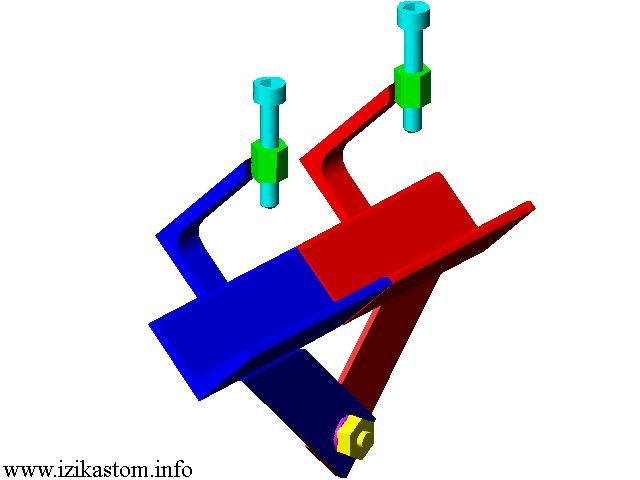
При сварке труб в гаражных условиях не всегда легко добиться их соосности, особенно если объемы работы достаточно велики. В данной статье автор предлагает к рассмотрению конструкцию зажимов для труб, которые смогут существенно облегчить процесс их сварки. Эти зажми, подходят для работы, как с круглыми, так и с профильными трубами разных диаметров. С его помощью довольно легко закрепить трубы соосно и при любых углах наклона.
Необходимые материалы:
- Уголок 40х40, длина 200 мм;
- Полоса 30х3, длина 200 мм;
- Уголок 70х70, длина 30 мм;
- Два болта М12, длина 70мм, четыре гайки к ним;
- Болт М10, длина 20 мм. Гайка и две шайбы к нему;
(эти материалы необходимые для создания одного зажима)
Необходимые инструменты:
- Сварочный аппарат;
- Дрель со сверлами, диаметром 10 и 12 мм;
- Отрезной станок или болгарка;
- Верстак.
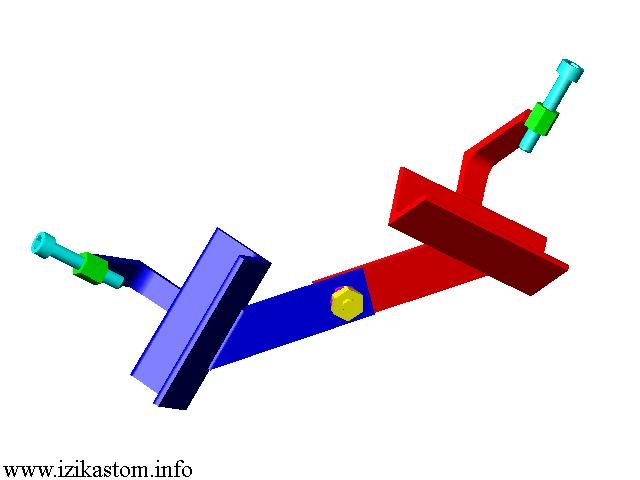
Вот как выглядит приспособление в 3d проекции:
Для начала из полосы метала 30х3 вырезаются два одинаковых кусочка по 100 мм длины. Затем на расстоянии 20 мм от одного края пластины по центру сверлится отверстие, диаметром 10 мм. Такая же операция проделывается и со вторым куском пластины. После этого пластины слаживаются вместе, и стягиваются болтом через отверстия. Затем скрепленные пластины зажимаются в отрезной станок и от другого края срезаются углы пластин, примерно 45 градусов, как на фото:

(Автор изготавливал одновременно 4 зажима, поэтому на фото 8 пластин.)
Далее из уголка 40х40 отрезаются два куска по 100 мм. Затем они выставляются на одной плоскости друг за другом, зажимаются по бокам. Затем к ним точками прихватываются пластины, как это показано на фото:

Как видно на фото, пластины закреплены дополнительно и выставлены к плоскости, на которой лежат уголки под углом 90 градусов.
Полный провар делать не рекомендуется, чтобы детали не «повело». Достаточно прихватить стыки по краям:



Затем из уголка 70х70 вырезаются два кусочка, длиной 15 мм каждый и привариваются к середине уголка, как это видно на фото:


Угловая струбцина своим руками
Приспособление для сварки или угловая струбцина своим руками.
Всем доброго времени. Сегодня я хочу рассказать, как один парень собрал своими руками, очень необходимое приспособление в помощь сварщику. А называется эта приспособа угольная струбцина.
Сама струбцина будет состоять из нескольких деталей которые в конце будут собраны воедино. И так для изготовления первой детали автор взял кусок листового металла размеры 4 мм., 200 мм., 310 мм. И два куска профильной трубы 20 на 40 и длинной 200 мм.
Положив трубу на лист под углом 90 градусов, автор приварил трубу с наружной стороны.
Перевернув деталь проварил во всех доступных местах.
После сварки он отрежет углы, на этой детали они лишние, а для изготовления второй детали будут в самый раз.
Затем он возьмёт эти отрезанные уголки и пару кусков профильной трубы 20 на 40 длинна 140 мм и изготовит вторую деталь.
Уложив куски трубы во внутрь первой детали таким образом, он возьмёт уголки и вложив их в середину приварит к трубе, один снизу, а второй сверху.
Далее автор приступил к изготовлению третьей детали. Для этого он взял ещё кусок профильной трубы 20 на 40 длинной 150 мм и отметив на ней середину, сделал сквозное отверстие диаметром 10 мм.
Далее он взял болт и две гайки одну из гаек автор накрутил на болт, затем одел на болт трубу и плотно прижав второй гайкой.
Приварил гайки к трубе в этом положении.
После сварки болт должен свободно выкрутиться.
Далее автор приготовил кусок полдюймовой трубы такой длинны, чтобы она заходила между уголками, второй детали с небольшим люфтом.
А также взял кусок профильной трубы 25 на 25 срезав с неё одну стенку, отрезал её такой же длинны, как и кусок полдюймовой трубы.
В центре этой заготовки, автор сделал отверстие 10 мм.
Затем взял шпильку М 10, накрутил на неё гайку, одел раннее приготовленную П-образную заготовку и накрутил вторую гайку с небольшим зазором, так чтобы заготовка могла вращаться на шпильке.
И приварил гайки к шпильке.
Затем кусок полдюймовой трубы автор приварит к П-образной заготовке, как показано на фото ниже.
Затем в уголках второй детали он сделает отверстия.
Теперь автор вторую и третью детали соединит с помощью стального пальца и обварит его.
Далее профильную трубы с гайками оденет на шпильку и приварит её к первой детали. Вот так.
Такая вот получилась у автора струбцина.
Так же для удобства, автор укоротил шпильку и приварил на край гайку.
Ну и как обычно тест новоиспечённого инструмента.
Две заготовки обрезанные под углом 45 градусов.
Можно регулировать зазор свариваемых деталей.
Всем спасибо и до новой встречи.
Видео самодельной струбцины:
Зажимы для труб своими руками
При сварке труб в гаражных условиях не всегда легко добиться их соосности, особенно если объемы работы достаточно велики. В данной статье автор предлагает к рассмотрению конструкцию зажимов для труб, которые смогут существенно облегчить процесс их сварки. Эти зажми, подходят для работы, как с круглыми, так и с профильными трубами разных диаметров. С его помощью довольно легко закрепить трубы соосно и при любых углах наклона.
Необходимые материалы:
- Уголок 40х40, длина 200 мм;
- Полоса 30х3, длина 200 мм;
- Уголок 70х70, длина 30 мм;
- Два болта М12, длина 70мм, четыре гайки к ним;
- Болт М10, длина 20 мм. Гайка и две шайбы к нему;
(эти материалы необходимые для создания одного зажима)
Необходимые инструменты:
- Сварочный аппарат;
- Дрель со сверлами, диаметром 10 и 12 мм;
- Отрезной станок или болгарка;
- Верстак.
Вот как выглядит приспособление в 3d проекции:
Для начала из полосы метала 30х3 вырезаются два одинаковых кусочка по 100 мм длины. Затем на расстоянии 20 мм от одного края пластины по центру сверлится отверстие, диаметром 10 мм. Такая же операция проделывается и со вторым куском пластины. После этого пластины слаживаются вместе, и стягиваются болтом через отверстия. Затем скрепленные пластины зажимаются в отрезной станок и от другого края срезаются углы пластин, примерно 45 градусов, как на фото:
(Автор изготавливал одновременно 4 зажима, поэтому на фото 8 пластин.)
Далее из уголка 40х40 отрезаются два куска по 100 мм. Затем они выставляются на одной плоскости друг за другом, зажимаются по бокам. Затем к ним точками прихватываются пластины, как это показано на фото:
Как видно на фото, пластины закреплены дополнительно и выставлены к плоскости, на которой лежат уголки под углом 90 градусов.
Полный провар делать не рекомендуется, чтобы детали не «повело». Достаточно прихватить стыки по краям:
Затем из уголка 70х70 вырезаются два кусочка, длиной 15 мм каждый и привариваются к середине уголка, как это видно на фото:
Читайте также: