
Приспособление для сварки труб встык
Обновлено: 07.07.2024
Приспособление для автономной сварки стыков профильных труб
Начинающие сварщики имеют мало опыта, поэтому швы на свариваемых конструкциях получаются ненадежными и неприглядными. На первых порах, пока необходимый уровень мастерства еще не достигнут, можно пользоваться специальными кондукторами. Рассмотрим, как сделать один из них, предназначенный для сварки профильных труб.
Материалы:
- Стальная полоса сечением от 4-6 мм;
- длинные болты М10 с гайками – 2 шт.
- болт М12-М14 с гайкой.
Процесс изготовления сварочного кондуктора
От стальной полосы отрезается заготовка длиной 10-15 см.
Со стороны торцов к ней аккуратно привариваются гайки М10. Они располагаются и ввариваются так, чтобы не повредить резьбу, а вкручиваемые в них болты имели параллельное направление относительно полосы.
Сбоку к полосе приваривается края болта М12 или М14 с накрученной гайкой.
Его нужно просверлить поперек перед головкой. Направление сверления должно быть не параллельно полосе, а под легким углом вниз в сторону наваренных гаек. Диаметр отверстия делается таким, чтобы в него входил сварочный электрод.
Чтобы воспользоваться кондуктором, нужно сточить фаску на торцах свариваемых труб. Затем они укладываются на ровную поверхность впритык. Кондуктор зажимается сбоку на одну из труб так, чтобы отверстие в приваренном болте располагалось напротив стыка.
В отверстие вставляется электрод и укладывается на стык труб. Далее он фиксируется гайкой. За счет скошенного отверстия он будет прижиматься к трубам.
Теперь подсоединяем к электроду держатель от сварочного инвертора, а к трубам массу.
Далее замыкаем его край любым металлическим предметом, и электрод сам проварит стык, оставив ровный шов.
Останется снять кондуктор, и отшлифовать наплывы металла со шлаком. Затем устройство устанавливается на другую сторону труб, и все повторяется.
Смотрите видео
Приспособление для сварщиков: быстрое в изготолении, долговечное в работе
Сейчас почти у каждого мужика в доме есть сварка, так как в настоящее время она стоит совсем недорого. В том же Леруа-мерлен её можно приобрести всего за 2700р. Пускай большинство тех людей кто имеет в собственности сварку, далеко не профессионалы, но для дома что то приварить или прихватить вполне хватает простых навыков которые можно приобрести за пол часа пробной работы электродом. Часто бывает так что если варишь в одиночку какую то конструкцию, будь то забор или теплица не хватает второй пары рук. Вот именно по этой причине я решил изобрести простейшее устройство, которое практически не требует финансовых затрат, а материал для её изготовления всегда есть в наличии у каждого в гараже или сарае.
Для изготовления мне понадобился отрезок профильной трубы 20*20 длиной 120 мм. Отмечаем линейкой и маркером.
Отрезаем строго по линии. Для этого я использую сабельную пилу с пилкой по металлу. Плюс такого реза в том что не нужно одевать защитные очки, нет искр и пыли.
10 Железных Правил Сварки Трубы
В этой статье коротко рассмотрим ключевые моменты сварки трубы самым распространённым методом - плавящимся электродом ручной-дуговой сварки. Сварной стык трубы может быть: поворотный и неповоротный - с разделкой или без неё. Рассмотрим основные правила самого сложного варианта - неповоротный стык, свариваемый "снизу-вверх" с разделкой кромок, который чаще других встречается на монтажах различных трубопроводов:
1. Подготовка стыка. Фаски стыка, как правило, должны быть 60-70 градусов (если иное не указано в технической карте) и притуплением кромок по диаметру используемого электрода - как правило 2 - 2.5 мм. Стык должен быть полностью очищен от ржавчины и прочих загрязнений и, в идеале, обезжирен.
2. Типы электродов. Для сварки трубы снизу-вверх хорошо подойдут электроды с небольшой текучестью такие как ЛБ-52, УОНИ-13/55 и др. Диаметр как правило 2 - 3 мм.
3. Прихватки. Количество прихваток зависит от диаметра трубы (делайте как можно меньше, однако такое количество, которое будет держать. Следите за тем, чтобы при сварке они не лопались). В идеале места прихваток не заполняются корнем шва, а срезаются, как только вы дотянули до них кусочек шва - это позволит избежать непровара отдельных участков.
4. Начало сварки. Начинать сваривать корень трубы методом "снизу-вверх" всегда стоит с потолочного положения, которое потом переходит в вертикальное и далее в нижнее. Самый сложный участок - переход от потолочного к вертикальному положению , потому что, если в этот момент не изменить угол ведения электрода или не снизить сварочный ток (с помощью помощника или самостоятельно) метал начнет стекать из сварочной ванны. Шов сваривается полумесяцами по разные стороны потолка и соединяется в верхнем положении трубы.
5. Корень шва. Корень шва, как правило, рекомендовано сваривать током обратной полярности наиболее возможно малым сварочным током, при условии, что электрод не захлёбывается в сварочной ванне.
6. Обратный валик . Это очень важное составляющее хорошего шва, обратный валик должен иметь высоту от 0 до 2 мм и иметь ровную и плотную структуру по всему диаметру.
7. Технологическое окно. Для формирования идеального обратного валика и хорошего провара корня шва технологическое окно - самый важный момент. Техн. окно простым языком, это "шарик" который бежит впереди сварочной ванны и формирует обратный валик. От того, как ровно он распределен по обеим стенкам стыка и скорости его нанесения и зависит обратный валик, который на 90% определит качество вашего стыка.
8. Замки . Замки ещё один очень значимый момент. В тот момент, когда электрод полностью прогорел и вам нужно продолжить шов новым электродом - не забываем зачистить конец предыдущего шва! Таким образом вы избежите пор и не проваренного участка шва. Следующий шов следует начинать "разогнавшись" по предыдущему шву и проваривать зачищенный замок уже разогретым электродом.
9. Зачистка. После того как вы закончили корень шва вам важно полностью очистить его от шлака и иного мусора металлической щёткой или кордщёткой для болгарки. Это поможет избежать образования пор при сварки заполнения и облицовки.
10. Заполнение и облицовка. Финальная стадия вашего шва. При заполнение и формировании облицовочного шва соблюдаем все те же правил, что и при формировании корня (начало сварки, зачистка замков). Облицовочный шов должен иметь плотную структуру и низкую чешуйчатость, а так же следите за отсутствием подрезов.
Спасибо, что дочитали до конца! Также рекомендуем к прочтению:
- Законы Старого Сварщика
- Топ-3 электродов для сварки трубы "Сверху-Вниз"
Не забываем оставлять комментарии и лайки, а так же подписываться на канал в Дзен и наш канал EURO WELDER Вконтакте.
Мега-подборка: ТОП-30 инструментов и приспособлений с AliExprss, которые должен иметь каждый уважающий себя сварщик
Многие домашние мастера ошибочно считают, что для занятия сварочными работами достаточно иметь в арсенале инструментов только сварочный аппарат, маску и электроды.
Сварка металлических заготовок занимает не много времени, 80% качественного сварочного соединения зависит от подготовительных работ, а для этого понадобится иметь при себе дополнительные инструменты, приспособления, измерительные приборы, да и средства защиты для безопасной работы, тоже ещё никто не отменял, но давайте все по порядку.
Первым делом для занятия сварочными работами, конечно же понадобится сам сварочный аппарат. По типу и модификации они бывают разными, и если говорить о электро-дуговой сварке, то выбор однозначно должен быть в пользу сварки инверторного типа, трансформаторные уже давно отходят на второй план, так-как их параметры (вольт-амперные характеристики, вес, размер и т.д.) во всем уступают своим конкурентам.
Если у трансформаторных сварочных аппаратах выходное напряжение пропорционально зависит от входного, что приводит к залипанию электродов, недогреву или перегреву металла и тому подобное, то в случае с инвертором таких проблем нет, так как установленное напряжение и ток неизменны в независимости от сетевого напряжения.
Одним недостатком инверторной сварки, является его высокая (в сравнении с трансформаторным собратом) цена.
1. Инверторная мини-сварка
Фото с AliExpress Фото с AliExpressСварочный аппарат подойдёт для домашнего использования, имеет минимальный функционал регулировок, от этого и низкую цену.
На передней панели имеется только индикатор сети, регулятор тока от 20 до 250 ампер и дисплей указывающий на величину предустановленного тока. Имеется защита от залипания электрода, а также защита от перегрузок.
Фото с AliExpress Фото с AliExpressСразу хочу отметить, что на практике, китайцы всегда завышают параметры своих устройств, так что не стоит надеяться на обещанные 250 ампер тока, смело делите эту цифру на пополам и получите реальное значение выдаваемой вольт-амперные характеристики.
Фото с AliExpress Фото с AliExpressВ этой "малютке" не плохая сборка и схематическое решение, параметры цена/качество полностью соответствуют.
Такой аппарат отлично впишется в инструментарий домашнего мастера, а также при выездных работах, когда размер инструмента и приспособлений имеют значение, при размещении их в багажнике автомобиля.
Фото с AliExpress Фото с AliExpressРазмеры этого аппарата 120х200х85 мм, он настолько маленький, что устройство легко помещается на ладони взрослого человека.
2. Инверторный сварочный аппарат 2 в 1
Фото с AliExpress Фото с AliExpressЭтот сварочный аппарат будет отличным вариантом для использования в любых мастерских или гараже, устройство многофункциональное и позволит работать как с использованием обычных электродов, так и применять его в качестве аргонно-дуговой сварки.
Фото с AliExpress Фото с AliExpressАппарат на порядок мощнее представленного устройства выше, имеет реальные заявленные продавцом параметры и технические характеристики.
Фото с AliExpress Фото с AliExpressКачество сборки и схематическое решение на высоком уровне, хотя и цена немножко "кусается", но для такого аппарата она нисколько не завышена, и если вас в инструментах привлекает не только стоимость, но и качество, тогда предложенная новинка от китайских друзей именно для вас.
Если определились со сварочным аппаратом, тогда настало время подумать о защите лица и глаз от дуги, яркость которой может повредить сетчатку глаз, а ультрафиолетовое излучение, искры и брызги раскаленного металла оставить ожоги на лице и теле.
3. Маска "хамелеон"
Фото с AliExpress Фото с AliExpressИспользование в работе сварщиков обычных масок с затемнённым стеклом, давно уже отходит на второй план, оно и понятно, ведь пользоваться такой маской крайне не удобно, ведь ее нужно постоянно подымать и опускать во время работы, а когда режим работы ускоренный можно и "зайцев" наловить.
Фото с AliExpress Фото с AliExpressОсобенность этой маски заключается в автоматическом и мгновенном изменении освещенности фильтра, в зависимости от появления или затухания сварочной дуги.
Фото с AliExpress Фото с AliExpressМаска имеет три регулировки: степень затемнения, время срабатывания затемнения и регулировка времени открытия светофильтра после затухания дуги.
Питание маски происходит от солнечной + литий ионный батареи, которую при необходимости можно будет легко сменить. Экран размером 100х67 мм, обеспечит отличную обзорность рабочей зоны.
4. Объемная маска "хамелеон"
Фото с AliExpress Фото с AliExpressБолее дорогой альтернативой предложенной выше сварочной маски, но в тоже время и с расширением функционала использования, является маска "хамелеон", которая отличается от своих "собратьев" более объемной обзорностью, за счёт наличия в ней одного основного и двух вспомогательных (боковых) светофильтров с автозатемнением.
Фото с AliExpress Фото с AliExpressОсновной светофильтр имеет размеры 115х85 мм, а боковые 80х68 мм, которые в совокупности обеспечивают наивысшее оптическое качество и изображение в истенных цветах.
Настройка работы маски производится при помощи блока регулировок, что находится на верхней части маски под защитной крышкой.
Фото с AliExpress Фото с AliExpressОсновным отличием этой маски от более дешёвых аналогов, это расширенный диапазон настроек и объёмность обзора, благодаря которому маску можно не снимать долгое время и использовать ее не только при работе с электросваркой, но и при подготовке материалов к свариванию, например, обрезка и зачистка металлических заготовок с использованием УШМ, в этом случае маска отлично защитит от попадания искр и мелких частиц абразива в глаза и лицо, при этом экономя время на смену защитных средств.
5. Электрическая УШМ
Фото с AliExpress Фото с AliExpressЕсли уж мы упомянули подготовительные работы перед сваркой, тогда нам не обойтись без такого инструмента как болгарка. Для домашней работы вполне подойдёт такой бюджетный вариант сетевой УШМ.
Фото с AliExpress Фото с AliExpressБолгарка DECO имеет эргономичную форму, удобно лежит в руке, дополнительная рукоять с пронезиненным основанием крепится на корпусе редуктора при помощи резьбового соединения с левой или правой стороны.
Фото с AliExpress Фото с AliExpressПосадочное место под стандартные диски на 125 мм. У продавца имеется две модели с различной мощностью на 710 и 1600 ватт. Есть возможность доставки товара из складов России.
6. Аккумуляторная УШМ
Фото с AliExpress Фото с AliExpressЕсли вас как и меня бесит наличие на рабочем месте огромного количества сетевых шнуров, а объем работ по резке или шлифовке металлических заготовок не так уж и велик, то имеет смысл присмотреться к болгарке аккумуляторного типа.
Фото с AliExpress Фото с AliExpressРаботать с таким инструментом одно удовольствие, причем намного безопасней чем с сетевым вариантом УШМ, так-как аккумуляторная болгарка имеет защиту от удара или заклинивания диска, что предотвращает разлетание диска при работе, да и исключается возможность случайного повреждения диском сетевого кабеля и попадание человека под электрическое напряжение.
Фото с AliExpress Фото с AliExpressБолгарка имеет посадочное место под аккумуляторы от инструмента бренда Makita с питанием 18 вольт.
Базовая комплектация включает в себя: УШМ, защитный кожух, рукоять, ключ и литий-ионный аккумулятор ёмкостью 3000 мАч, но я бы посоветовал, если часто работаете с инструментом, взять комплект включающий в себя два аккумулятора, обойдется немного подороже, но зато работать сможете бесперебойно.
УШМ имеет светодиодный индикатор разряда аккумулятора. Диаметр шпинделя стандартный на 14 мм, посадочное место рассчитано под диски 125 мм. Мощность инструмента 800 ватт, максимальная скорость оборотов на холостом ходу 10000 об/мин.
Мы немного отклонились от темы сварочных приспособлений прямого назначения, чтобы быть последовательным, рассмотрим дальше защитные средства, которые понадобятся для работ со сваркой.
С защитой лица мы уже разобрались, теперь давайте определимся с безопасностью при сварочных работах для других частей тела
Приспособления для сварки

Приспособления для сварки: струбцины
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала. Еще хуже, когда элемент приваривается, но не в том положении, которое требуется - незаметно сдвинулся или деформировался после остывания металла. Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ. В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование - транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр. В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Все сборочно-сварочные приспособления можно разделить на два основных вида - установочные и закрепляющие. Особенно удобны механизмы, сочетающие в себе обе эти функции.Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение - точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.

Угольники
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.

Приспособление для сварки труб
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.

Сварочные приспособления: струбцины и зажимы
Струбцина - универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она - первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько - различных размеров и конфигураций.

Струбцины Bessey

Струбцина Bessey с регулируемым зевом и наклоняемым упором

Быстрозажимные струбцины Bessey с регулируемым зевом
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.

Зажимы
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы - самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.

Приспособления для сварки: прижимы
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.

Приспособление для сварки: стяжка

Приспособление для сварки: стяжка
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.

Приспособление для сварки: распорка
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Установочно-закрепляющие приспособления
Наиболее удобны в использовании приспособления для сварки, выполняющие комплексную функцию установки детали в нужное положение и ее закрепление. В этом случае не нужно заботиться о том, чтобы правильно выставить детали, достаточно просто вставить их в приспособление и затянуть винты или эксцентрики. На рисунке ниже изображено три подобных устройства для сборки элементов под углом 90°, позволяющие быстро и легко выставлять и крепить свариваемые детали в одной и двух плоскостях. Для обеспечения выемки конструкции из приспособления после сварки, один из зажимов у приспособления для объемной сборки (вверху справа) выполнен поворотным.
Установочно-закрепляющие приспособления для сварки

Угловые зажимы Bessey

Использование углового зажима Strong Hand Tools
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.

Самодельное приспособление для сварки
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.

Самодельное приспособление для сварки
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.

Самодельное приспособление для сварки

Самодельное приспособление для сварки
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.

Самодельное приспособление для сварки
Приспособления для сварки труб
Сварка торцов труб является часто выполняемой операцией - как в производстве, так и в домашних условиях. Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.

Приспособление для сварки труб: звенный центратор
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) - для труб диаметром от 10 до 70 мм.

Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3

Струбцина для труб Bessey
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Самодельное устройство для сварки труб

Самодельное устройство для сварки труб
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Очень удобными сборочно-сварочными устройствами являются магнитные приспособления для сварки, соединяющие и удерживающие детали в определенном положении силой притяжения встроенных в них магнитов.Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.

Магнитный угольник Strong Hand Tools

Магнитный угольник Strong Hand Tools

Магнитный угольник Strong Hand Tools

Магнитный угольник Strong Hand Tools
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).

Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.

Магнитное приспособление MagTab для сварки (Strong Hand Tools)

Магнитное приспособление MagTab для сварки (Strong Hand Tools)

Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Есть варианты и проще:

Магнитное приспособление V-Pads для сварки (Strong Hand Tools)
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты - под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая - вследствие подсоса воздуха в сопло и турбулентности газового потока.Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы - корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.

Газовая линза

Поток газа с использованием газовой линзы (слева) и без линзы (справа)
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
При сварке титана требуется защита не только непосредственно зоны расплавленного металла, но и прилегающих к ней областей. Это вызвано тем, что титан при температуре выше 400°C начинает активно вступать в реакцию с газами, содержащимися в воздухе, в результате чего повышается его хрупкость и снижается прочность. Чтобы не допустить этого, применяется т.н. вторичная защита, целью которой является исключение контакта с воздухом тех зон металла, которые могут иметь температуру выше 400°C.В качестве основного устройства для вторичной защиты используется металлический кожух ("сапожок"), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы "сапожок" качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.

Сапожок для сварки
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и "сапожок", но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.

Приспособление для вторичной защиты при сварке

Приспособление для вторичной защиты при сварке

Приспособление для вторичной защиты при сварке (Huntingdon Fusion Techniques)

Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)

Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Приспособления для сварки профильных труб

Опытные мастера и обыватели, выполняющие сварочные работы, знают, что подготовительный этап не отнимает больше времени, чем сам процесс сварки.
Значительную часть времени пропадает на сборку сварочного сооружения и установку всех элементов в нужном расположении.
Зная, насколько важны приспособления для сварки профильных труб, и умея использовать их правильно, сварщик может выполнить поставленные перед ним задачи быстро и качественно.
В быту используют большое количество механизмов и конструкций для сварки труб. Эти вспомогательные устройства, чаще всего, ручные и универсальные.

Они помогают выполнить быстрый сбор конструкции с надежно закрепленными деталями, также позволяют проделать работу практически без их деформации.
Сборно-сварочные приспособлений профильных труб и их виды
Их делят на такие виды:
- Крепежные.
- Установочные.

Механизмы для установки
Эти устройства позволяют установить профильные трубы в необходимом положении.
Именно так, как они будут располагаться в итоге. По функциональному и конструкционному решению их делят на:
- Упоры.
- Угольники.
- Шаблоны.
- Призмы.
Упорные. Они фиксируют заготовки на основной поверхности, и могут использоваться постоянно, сниматься, а есть и откидные (служащие для отвода и поворота).
Постоянные приспособления – это пластины, которые приварены к основанию.
А съемные приспособления применяют в тех ситуациях, когда устройство с постоянной установкой использовать нельзя.
Угловые. С их помощью устанавливаются профильные трубы под заданным углом.
Призмы. Они фиксируют в необходимом положении цилиндрические профильные заготовки. В качестве данного приспособления используют очень простые конструкции, которые варят из уголков.
Этот механизм помогает установить профильные трубы в необходимом положении по отношению к уже стоящим частям будущей конструкции.
Приспособления для крепежа
Такие приспособления для установки профильных труб под сварку позволяют прочно зафиксировать деталь и предохраняют ее от случайного смещения после остывания. К ним относят:
- Струбцины.
- Зажимы.
- Прижимные.
- Стяжки.
- Распорки.
Струбцина. Она является универсальным приспособлением, которое можно использовать при всяких видах работы с металлическими изделиями.

Мастера называют их самыми главными по важности, и говорят, что обойтись без них практически не возможно.
Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования.
Особым удобством выделяются быстрозажимные устройства, в которых зажимную функцию выполняет кулачковый механизм.
СОВЕТ! Профессиональные мастера рекомендуют приобрести набор разнообразных струбцин. Для сварочных мероприятий может понадобиться сразу несколько вариантов разных размером.
Зажимы. Если сравнить эти механизмы со струбцинами, то они более удобные, и в большей степени приспособлены к такому виду работ. Необходимый размер зева выставляют винтом в зажимной ручке и перемещением штифта.

Прижимы. Является самым распространенным. Они бывают: клиновые, винтовые, пружинные, рычажные.

Простейший вид такого устройства является самым обыкновенным болтом и гайкой, скрепляющим две пластины, которые зажимают заготовку.
Стяжки. Они применяются для того, чтобы сблизить элементы, которые имею габаритные размеры. Длина и способ такой конструкции зависит от задач, которые она должно выполнить.

Приспособления для установки и крепежа
Самые удобные в применении конструкции, которые выполняют несколько функций. При работе нужно только вставить детали и затянуть эксцентрики и винты. Все части без дополнительных усилий становятся на нужное место.
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.

Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.

Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.

- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Как соединить металлические трубы без сварки – советы профессионалов

Чтобы узнать, как соединить металлические трубы без сварки, нужно детально изучить методы соединения данных трубопрокатных материалов. Все дело в том, что трубопроводы являются сложной конструкцией из последовательного соединения трубопрокатного сортамента, измерительного оборудования, задвижек и других деталей, которые предусмотрены в проекте.
Состыковку можно осуществить различными методами. При выборе оптимального решения ориентируются на назначение магистрали и условия ее использования. Также в расчет берут диаметр трубопрокатного сортамента.
При прокладке магистрали метод соединения может быть разным. Часть из них могут быть неразъемными, но демонтаж с последующей повторной сборкой конструкции при этом возможен.
А есть монолитные стыки, которые без разрушения конструкции разобрать не получится. Самую большую популярность среди монолитных стыков завоевала сварка. Но, это далеко не единственный метод, который позволяет соединить участки трубопровода, есть и другие.
Не смотря на высокую популярность пластика, изделия из стали используют до сих пор. Сварное крепление применяется очень часто, но выполнение такого стыка невозможно без специальных знаний и навыков. Поэтому многие стараются использовать варианты, которые позволяют соединить по-другому.
Монтаж при помощью резьбового соединения
О том, как соединить железные трубы без сварки, пойдет речь дальше, а в этой статье можете узнать как правильно произвести сварку оцинкованной трубной продукции. Чтобы произвести состыковку, этот способ является очень распространенным.
Резьбовое соединение может стоять в таких местах магистрали, где условия позволяют выполнять постоянный контроль стыка. Еще при этом должна быть возможность проведения ремонтных работ в случае необходимости.
Чаще всего резьбу накатывают на спецоборудовании, но такую работу можно выполнить самостоятельно.
Она выполняется в такой последовательности:
- Отрезают кусок заготовки, на котором предусматривается нужный припуск на резьбовую часть. Трубу закрепляют на плашкодержатель. В тиски кусок металлической заготовки закрепляют так, чтобы он не прокручивался.
- Плашку на конечную часть металлической трубы нужно аккуратно наживить. При этом важно не сделать даже маленького перекоса, в противном случае резьба выйдет кривая, и соединить участки не получиться.
- Для удобства работы заготовки рекомендуют смазать машинным маслом.
- Когда плашка перестает проворачиваться, то рекомендуют выполнить один проворот в обратном направлении. При этом удалится срезанная стружка, а именно она становится помехой для продвижения вперед.
- На участке, проходящем на близком расстоянии к стене, сделать полный оборот при нарезке резьбы можно не всегда. В таких ситуациях рекомендуют использовать плашкодержатель с храповым механизмом.
- Чтобы соединение резьбовым способом было надежным, нужно использовать уплотнение. В этих целях применят сантехническую подмотку.
- Перед закручиванием резьбового стыка стоит проверить изделия на наличие заусениц и остатков стружки. А само закручивание должно производиться с определенным усилием.

Как соединить без резьбы и сварочных работ
Дальше можно будет узнать, как соединить металлические трубы без сварки и резьбы. Говоря о соединении металлических трубопрокатов, этот способ обойти нельзя, ведь он пользуется большой популярностью при монтажных работах.
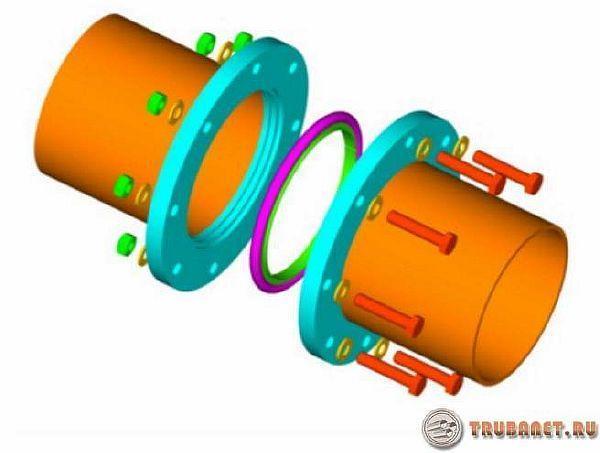
Речь пойдет о фланцевых соединениях. Чтобы его выполнить, берут специальные фитинги, которые получили название фланцы. Эти детали оснащают прокладкой из резины. Сам стык выполняют в такой последовательности:
- В зоне крепления производится срез. Его выполняют четко перпендикулярно, и при этом не должно быть заусениц. Торцевая фаска здесь не нужна.
- На подготовленный срез одевают фланец.
- После этого вставляется прокладка из резины, которая должна выходить на 10 см за края среза.
- На прокладку одевают фланец. После этого он скрепляется с ответной частью фланца на второй металлической трубе.
- Во время закручивания фланцев нельзя перетягивать болты.
Следующим вариантом соединения является муфтовое. Этот метод дает возможность произвести надежный, высокогерметичный стык.
Читайте также: