
Приспособление для сборки труб под сварку встык
Обновлено: 07.07.2024
Промышленное оборудование, зажимные приспособления и кондукторы
Для выполнения основных и вспомогательных операций процесса сварки необходимы кроме сварочного аппарата, источника питания дуги и аппаратуры управления, дополнительные приспособления и механизмы, образующие вместе с указанным выше оборудованием пост или установку для ручной, автоматической или полуавтоматической сварки. Эти приспособления и механизмы весьма различны в зависимости от формы и размеров изделия, характера производства и т. д. Они могут быть разделены на следующие группы:
- сварочные и сборочно-сварочные технологические приспособления;
- приспособления для укладки и кантовки свариваемых изделий;
- несущие металлоконструкции и тележки для рабочего и маршевого движения сварочных аппаратов;
- металлоконструкции и механизмы для обслуживания зоны сварки;
- транспортные устройства и др.
Технологические приспособления
Применение сборочно-сварочных приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций. Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям: быть удобным в эксплуатации, обеспечивать проектные размеры изделия, быструю установку элементов и съем собранного или сваренного изделия, иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ. Тип приспособления определяется серийностью производства и степенью сложности конструкции. В единичном производстве обычно применяют универсальные приспособления. В серийном производстве, в зависимости от количества изготовляемых однотипных изделий, используют как универсальные, так и специализированные приспособления. В массовом производстве распространены приспособления различных типов, от простых до сложных, быстродействующих, с элементами автоматики.
Универсальные приспособления для сборки под сварку
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей. Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы. Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.
 |  |  |
| клиновая скоба | зажимная скоба | пружинная скоба |
Прихваты используют в основном при монтаже крупных конструкций. Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров. Наибольшее распространение нашли винтовые стяжки.
Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.

Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.
Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.
Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.

Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина др. При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах - винтовые распоры или домкраты. Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.
Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей. Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные). Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок. Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб (см. рисунок ниже).
 |  |
| Клещи для труб диаметром до 40 мм | Приспособление с винтовым зажимом для труб диаметром до 60 мм |
Центраторы для сборки труб большого диаметра могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром. Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.

Наружный гидравлический центратор ЦНГ-1220
1 - цепь; 2 - упорный ролик; 3 - скобы; 4 - концевое звено; 5 - домкрат; 6 - винт.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов.
Сборочные и сварочные стенды
Стенды, стеллажи и плиты — простейшие устройства для укладки и фиксации в удобном для сварки положении собранных под сварку изделий.

Стеллаж для сборки и сварки
Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится сборка и сварка изделий. При ручной сварке часто применяют универсальные сборочно-сварочные плиты с пазами для различных крепежных устройств или стеллажи.
Стенды и приспособления, в которых совмещены операции сборки и сварки, бывают стационарными, передвижными и накладными.
Различные балки собирают и сваривают на козлах такого стеллажа, установленных на небольшом расстоянии друг от друга по всей длине, или на универсальном стенде, состоящем из ряда неподвижных стоек 2, к которым крепятся, в зависимости от конфигурации балки, сменные опоры 1.

Схема универсального стенда для сварки балок: 1 - опора; 2 - стойка; 3 - сварочный трактор.
Перечисленные стенды относятся к беззажимным приспособлениям. К ним относятся столы для сварки сравнительно мелких деталей и плиты. Стенд или стол подключаются, как правило, к источнику питания дуги и обеспечивают подвод тока к свариваемому изделию.
Если изделие подается на сварочную установку в собранном виде, то эта установка должна иметь устройства для укладки и фиксации изделий в удобном для сварки положении. В таких случаях могут быть применены универсальные или специализированные стенды. Универсальное приспособление для сварки рамных конструкций содержит ряд плит с пазами, в которые в зависимости от конфигурации свариваемого изделия крепятся различные упоры, фиксаторы и зажимы. Такие стенды снабжают набором универсально-наладочных приспособлений, которые могут фиксироваться в различных сочетаниях в пазах базовых плит. Для сборки и сварки аналогичных конструкций могут также применяться специализированные стенды для определенных изделий. Они снабжены плитой, на которой укреплен ряд постоянных фиксаторов, определяющих взаимное положение собираемых под сварку деталей. Примером универсальных стендов для сборки и сварки плоских листовых конструкций могут служить электромагнитные стенды. На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений - отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.
Кондуктор — сборочно-сварочное приспособление, снабженное упорами, гнездами, крепежными приспособлениями, дающее возможность вести сборку и сварку изделий в наиболее удобном положении. Кроме того, в состав стендов и приспособлений входят устройства для удерживания ванны расплавленного металла и флюса в зоне сварки, для формирования ша и т.д. Механизированная сварка чаще всего выполняется в сборочно-сварочных или сварочных кондукторах. В этих приспособлениях элементы кондуктора не мешают движению сварочного автомата; сам кондуктор может наклоняться, придавая шву положение удобное для автоматической сварки.



Примеры сборочно-сварочных кондукторов
Фиксаторы - элементы, определяющие положение свариваемых деталей относительно всего приспособления (стенда, стеллажа, кондуктора и т.п.). К фиксаторам относятся: упоры (постоянные, съемные, откидные), установочные пальцы и штыри (постоянные, съемные), призмы (жесткие и регулируемые) и шаблоны.
Съемные упоры применяются в настраиваемых по типу деталей приспособлениях или при сварке деталей, съем которых невозможен из-за упоров. В последнем случае предпочтение заслуживают откидные быстродействующие упоры. Как правило, упоры служат и опорными базами, а в некоторых случаях могут служить одновременно шаблонами для приварки сопряженных деталей. Они могут быть силовыми (ограничивающими) и направляющими (ненагруженными).
 |  |  |  |
| Карман | Упор жесткий | Упор съемный | Упор откидной |
Фиксаторы в виде пальцев или штырей обеспечивают точную установку деталей и применяются в деталях с обработанными поверхностями. Призмы, регулируемые и нерегулируемые, применяют для сварки труб, профилей и т.п.
 |  |  |
| Палец жесткий | Призма регулируемая | Палец откидной |
Шаблоны предназначены для; фиксирования устанавливаемых при сборке деталей по сопрягаемым деталям узла или по каким-либо опорным контурам изделий. В этом случае само изделие является несущим элементом приспособления.

Прижимы - элементы приспособлений, обеспечивающие прижим деталей друг к другу, к фиксаторам или несущим поверхностям приспособлений. Прижимы бывают механические пневматические, гидравлические и магнитные.
Механические прижимы конструктивно просты и поэтому наиболее распространены.
 |  |  |
| Прижимы винтовые | Прижим эксцентриковый | Прижим пружинный |
Наряду с механическими прижимами применяют также пневматические, гидравлические и магнитные прижимы.
Технологическая оснастка сварочных установок
Флюсоудерживающие устройства служат для создания необходимого слоя флюса в тех случаях, когда этот слой не удерживается кромками свариваемых деталей. Флюсоудерживающие устройства могут быть неподвижными и подвижными. Схемы некоторых из них показаны на рисунке.

Флюсовые подушки служат для предотвращения утечки расплавленного металла в зазор между кромками. Слой флюса прижимается к нижней стороне шва, удерживая при этом сварочную ванну и формируя обратный валик.
Оборудование для укладки и кантовки свариваемых изделий
Стенды не обеспечивают кантовку и поворот изделий в процессе работы, что затрудняет сварку громоздких и тяжелых узлов, поэтому в состав сварочных установок входит специальное оборудование, а именно: кантователи, вращатели, роликовые стенды, манипуляторы и позиционеры.
Кантователи представляют собой стационарные приспособления, в которых свариваемые элементы не только закрепляют, но и поворачивают вокруг горизонтальной или наклонной оси с целью установки их в удобное для сварки положение, а иногда и для перемещения во время сварки. Кантователи обеспечивают маршевое вращение изделия вокруг неизменно расположенной оси либо вокруг ряда осей, лежащих в одной плоскости. Кантователи имеют ручной или механический привод. В зависимости от типа поворотного устройства различают кантователи роликовые, цевочные, цапфовые (центровые) и цепные.
Вращатели — это устройства для вращения свариваемого изделия с рабочей или с маршевой и рабочей скоростью вокруг оси, не изменяющей своего положения в пространстве. Различают вращатели с вертикальной, наклонной или горизонтальной осью вращения. Вращатели с вертикальной или наклонной осью вращения ВВ (вращатель вертикальный) иногда называют карусельными по аналогии с токарными карусельными станками.

Сварочный вращатель с вертикальной осью вращения:
1 - планшайба; 2 - станина с механизмом вращения.
Роликовые стенды или, иначе, роликовые вращатели или роликовые постели предназначены для поворота и установки изделия в удобное для сварки положение и для вращения изделия с рабочей скоростью. Вращение изделия производится приводными, обычно обрезиненными роликами, сцепленными с изделием. Существенное преимущество роликовых стендов в том, что скорость вращения изделия, независимо от его диаметра, равна окружной скорости вращения роликов. Обычный роликовый стенд состоит из системы холостых и приводных роликоопор, смонтированных на общей фундаментной плите. оликовые стенды применяются не только для сварки, но и для сборки.
Манипуляторами называют универсальные, обычно стационарные приспособления, предназначенные для вращения изделия вокруг оси в процессе сварки при различных углах наклона оси вращения.

Универсальный сварочный манипулятор:
1 - основная станина; 2 - поворотная станина; 3 - планшайба; 4 - механизм поворота планшайбы; 5 - механизм наклона планшайбы; 6 - опорные лапы.
Манипулятор состоит из следующих основных узлов: станины, поворотного стола, приводов вращения и наклона планшайбы и блока управления. В большинстве манипуляторов все движения механизированы. В некоторых конструкциях наклон и подъем стола могут осуществляться вручную. В некоторых из них может отсутствовать механизм подъема стола.
Позиционеры в отличие от манипуляторов не рассчитаны на сварочное вращение изделия и служат только для установки и поворота (кантовки) изделия в удобную для сварки позицию. Позиционеры или установочные манипуляторы служат как для закрепления изделия, так и для установки в удобное для сварки положение. Все позиционеры сходны по конструкции. Они имеют две или три взаимно перпендикулярные оси, вокруг которых планшайба с изделием может поворачиваться или наклоняться.

Схемы настройки позиционеров
Стол позиционера вращается и наклоняется при помощи ручного или электрического привода, он имеет только маршевую скорость перемещения. Позиционеры для изделий массой более 1,5 т обычно имеют электрический привод.
Оборудование для крепления и перемещения сварочных автоматов и полуавтоматов
Сварка автоматами и полуавтоматами может выполняться, как без, так и с применением специальных вспомогательных устройств, например, для подвески аппарата над подвижным свариваемым изделием или для перемещения аппаратов вдоль шва или от шва к шву (колонны, порталы, тележки, площадки). Вспомогательное оборудование такого типа применяется часто и для сварки тракторами или полуавтоматами.

Колона поворотная для сварочного полуавтомата
Оборудование для обслуживания зоны сварки
Удобство положения сварщика при работе на крупногабаритных изделиях обеспечивают люльки, стремянки, а также специальные площадки. Площадки предназначены для размещения сварщиков и сварочной аппаратуры, а также для перемещения их в зону сварки. Они изготовляются в расчете на одного или нескольких сварщиков и могут быть передвижными (самоходными или несамоходными), переносными и стационарными. На рисунке показана универсальная площадка, которая может передвигаться вдоль свариваемого изделия, подниматься и опускаться в зависимости от уровня сварки и перемещаться в направлении изделия.

Универсальная площадка для сварщика:
1 - балкон; 2, 4 - рычаги; 3, 5 - винтовой привод; 6 - тележка.
Сборка под сварку стыков труб и сборочные приспособления
В практике трубопроводного строительства при выполнении сборочных операций применяют приспособления, которые обеспечивают тщательную подгонку свариваемых труб, а также труб с деталями (тройниками, переходами и т. п.). На полевых трубосварочных базах сборочные операции на трубах выполняют с применением стендов, кондукторов и центраторов. Центраторы используют также для сборки и центровки неповоротных стыков труб непосредственно на трассе при монтаже магистральных трубопроводов.
На сборочном стенде при центровке стыков труб выполняется первое условие соосности (совпадение поверхностей, образующих цилиндр трубы). Наиболее распространен стенд ССТ-141, основным элементом которого является роликовая опора (рис. 54).

На балансире 8, состоящем из двух щечек с ребрами, устанавливают опорные ролики 7. Для облегчения перемещения цинтрируемых труб опорные ролики снабжены шарикоподшипниками. посаженными на ось. В нижней части балансир имеет ось 6, которая расположена с некоторым смещением от центра тяжести системы и соединяет балансир с рамой. Балансир может качаться на оси и опускать один из роликов, обеспечивая сброс готовой секции. В рабочем положении балансир закрепляется защелкой, которая предотвращает произвольное перемещение рычага, штанги и упора в положение - сброс секции. Роликовые опоры устанавливают на раме 11, которая выставляется на поверхности с помощью винтовых домкратов 2. На рис. 55 изображена схема стенда ССТ-141. Для сборки одиночные трубы цепными отсекателями подаются по покатям на ролики 4 рольганга 6, а затем тележкой 1 передвигаются в осевом направлении до упора 7. Совмещение осей, стенок труб и создание требуемого зазора более точно осуществляется двумя манипуляторами 3 и 5. Окончательная центровка труб проводится внутренним центратором 2, который устанавливается в трубах и совмещает образующие цилиндрических поверхностей. Каждый манипулятор (см. рис. 54) имеет механизмы для смещения трубы в горизонтальной плоскости 9 и подъема ее в вертикальной плоскости. Эти механизмы выполняют роль самоустанавливающихся опор, которые облегчают процесс центровки труб. Механизм смещения трубы представляет собой опору, перемещаемую между направляющими 5 с помощью рычага под действием штока 4. Перемещение штока осуществляется от редуктора 1, который имеет привод от электродвигателя 3. Подъем трубы при центровке осуществляется механическим подъемником 10.

Кондуктор из звеньев труб используют для центровки труб диаметром 219-720 мм в тех случаях, когда выполняют небольшой объем монтажных работ. Наиболее распространены кондукторы, состоящие из двух параллельных звеньев труб диаметром 325- 529 мм. Эти звенья скрепляют между собой уголками или планками. Трубы в звене кондуктора сваривают между собой швом высотой 0,8 толщины стенки, что необходимо для нормальной центровки. Стыкуемые трубы, прошедшие подготовительные операции, накатывают на кондуктор так, чтобы между их концами было расстояние 50-100 мм и продольные швы находились в верхней части. Для осевого перемещения труб применяют лебедку или домкрат, которые устанавливают на специальной площадке с одного конца кондуктора. При определении расстояния между звеньями кондуктора (рис. 56) следует руководствоваться следующим. Расстояние п между трубами по ширине кондуктора определяют в зависимости от диаметра изделия таким образом, чтобы центральный угол a1 (или а2) составлял 45-90°. Для этого случая в точке касания К1 (или К2) центрируемой трубы (1 или 2) со звеньями кондуктора 3 вертикальная составляющая реакции V1 = 1/2G, где V1 (или V2)-вертикальная составляющая опорной реакции R1 (или R2); G - сила тяжести трубы. Горизонтальная составляющая H1 (или Н2) стремится раздвинуть звенья труб, поэтому скрепляющие планки устанавливают с учетом этой силы

Горизонтальная составляющая Н1 (или Н2) изменяется в зависимости от угла a1 (или а2).

Для подачи труб на кондуктор и съема секций после центровки используют стеллажи из труб, которые устанавливают перпендикулярно к кондуктору (рис. 57). Сборку труб на кондукторе часто проводят с поворотом их вокруг оси до полного совмещения кромок, что связано с отклонением цилиндрической формы от идеальной. Осевой поворот трубы проводят вручную цепным ключом. Необходимое усилие для поворота трубы можно определить из выражения Р1>Мт, где Р - усилие рабочего; l - длина рычага ключа; Мт - момент силы трения трубы

f - коэффициент трения в местах контакта трубы с кондуктором, равный 0,18; R - радиус трубы.
Точная центровка на кондукторе обеспечивается применением наружных или внутренних центраторов. В местах расположения наружных центраторов в трубах кондуктора вырезают отверстия шириной 140-150 мм и длиной 1200-1400 мм, облегчающие доступ к стыку при центровке и сварке. Для создания осевого и кругового перемещения труб большого диаметра на кондукторе требуется прилагать значительные усилия. Для облегчения перемещения труб на кондукторах используют шаровые опоры, которые устанавливают с таким расчетом, чтобы на каждую трубу приходилось по четыре опоры (по две с каждой стороны кондуктора). Обойму шаровой опоры крепят к трубе на прямоугольной подкладке. В гнездо обоймы устанавливают стальной закаленный подшипниковый шар диаметром 35-40 мм, который прижимается крышкой с сальником при помощи винтов. Гнездо шара периодически заполняют консистентной смазкой. При работе шаровой опоры диаметром 40 мм допустимая предельная нагрузка на каждую опору не должна превышать 30 кН.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Сборка под сварку стыков труб и сборочные приспособления
Процесс сборки труб под сварку предусматривает технологическую операцию - центровку, в результате которой две сопрягаемые трубы становятся соосными. При сборке прямолинейных труб в секции необходимо, чтобы их оси совпадали. Для сборки криволинейных труб требуется совпадение касательных (АО и ОС) к осям в точке О, являющейся местом пересечения осей труб с плоскостью N, проходящей по середине зазора b собираемого стыка (рис. 48).

Для обеспечения совпадения мнимых осей сопрягаемых груб используют их поверхности (а также линии и точки), которые обеспечивают требуемую ориентацию труб при центровке. Эти поверхности (линии и точки) называют базирующими элементами, а придаваемое трубе положение, определяемое базирующими элементами, называют ее базированием. При центровке труб в качестве базирующих элементов используют следующие поверхности и линии: наружную цилиндрическую поверхность (НП), внутреннюю цилиндрическую поверхность (ВП), торцовую плоскость кромок (ТП), образующие линии на наружной цилиндрической поверхности (ОЛ), которые могут иметь по две опорные точки (ОТ). Можно считать, что совпадение соответствующих базирующих поверхностей, линий или точек одной и другой трубы или определенное их взаимное расположение обеспечит совпадение осей, соединяемых трубой. Разумеется перед сборкой трубы необходимо закупить, так например, у компании "Трубосталь", имеется в продаже труба стальная отменного качества. Рассмотрим несколько независимых условий, соблюдение которых позволит обеспечить качественную сборку соединяемых труб. В этом случае базирующие элементы первой трубы обозначим одним штрихом, а второй трубы - двумя штрихами.
Условия соосности труб (рис. 49) можно записать так: I-(НП)′=НП, II-(ВП)′=ВП, III -ТП′=ТП, IV - 2ОЛ′=2(ОЛ) при 0<а 1 2 3 4 5 6 7
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Сборка под сварку стыков труб и сборочные приспособления

Современные методы сварки позволяют получать качественные сварные соединения при условии обеспечения незначительных смещений кромок труб (2-3 мм) во время сборочных операций. При расчете на прочность высота шва h принимается равной толщине основного металла, т. е. h = S, и шов считается равнопрочным основному металлу. Это достигается, когда основания свариваемых кромок труб лежат в одной плоскости РР (рис. 47). Если имеется отклонение (при заданном зазоре b) от номинального диаметра Dном одной из сопрягаемых труб, то происходит смещение кромок. Смещение кромок по линии аа приводит к уменьшению расчетной высоты шва h и угла а (при сравнении отрезков ое и ос или углов ос и а"). Поэтому возникает необходимость свести возможные отклонения к минимально допустимым. Несовпадение кромок труб при сварке плавлением, кроме уменьшения расчетной высоты шва, ухудшает условия равномерного прогрева и сплавления корня шва. В местах, где одна из кромок смещена по линии аа на значительную величину, часто наблюдаются несплавления и прожоги. Причинами несовпадения кромок при сборке стыков могут являться разнотолщинность и эллиптичность цельнотянутых труб, значительные отклонения по длине окружности сварных труб, местные вмятины, связанные с транспортировкой и разгрузкой, а также выхваты, вызванные неправильной обработкой концов труб. Эти отклонения вызывают необходимость дополнительной подгонки концов труб при сборке в трассовых условиях.
Сборочные операции могут производиться на сварочной базе при вращении стыкуемых труб и в неповоротном положении, на трассе в неповоротном положении (при сборке секций в нитку, при сборке захлестов, установке задвижек и т. п.), на трассе с помощью сварочной головки в неповоротном положении (при прессовых методах сварки).
Сборка стыков труб под сварку включает следующие виды работ: подготовку труб (правка концов и очистка поверхности свариваемых кромок), установку труб, стяжку и центровку труб, проверку сопряжений кромок и сборочных баз, подгонку сопрягаемых элементов деталей, закрепление (фиксацию) свариваемых кромок.
Подготовка труб к сборке
Трубы, изготовляемые на трубопрокатных заводах, доставляют на трассу в различное время года и разными транспортными средствами. Поэтому при транспортировке, хранении и погрузочно-разгрузочных работах они могут покрыться ржавчиной, изменить точную форму и т. п., что требует перед сборкой и сваркой выполнения следующих подготовительных работ.
Очистку внутренней полости труб от возможных загрязнений, снега, льда и случайных предметов выполняют до сборки. На механизированных линиях загрязнения и случайные предметы удаляют ершом, который укрепляют на центраторе. В процессе прохода центратора внутри трубы ерш удаляет их автоматически. Попавшие внутрь трубы камни, грунт и посторонние предметы могут нарушить технологический процесс сборки и сварки при сооружении трубопровода, а также причинить вред готовой линии во время ее продувки и эксплуатации.
Правку деформированных концов труб глубиной до 3,5 % диаметра трубы можно выполнять с помощью устройства для правки вмятин УПВ-141. Это устройство применяют для правки вмятин на трубах диаметром 630-1420 мм с толщиной стенок до 22 мм. В. качестве рабочего органа используют гидравлический домкрат с усилием 300 кН. Для труб из стали с σв до 539 МПа допускается правка вмятин и деформированных концов при положительной температуре без подогрева. При отрицательной температуре окружающего воздуха проводят местный подогрев до 100-150 °С. Правку труб из стали с (σв>539 МПа осуществляют с местным нагревом до 150 - 200 °С при любых температурах окружающего воздуха. Участки труб с вмятинами глубиной более 3,5 % диаметра, а также с резкими деформированными краями, имеющими надрывы и надрезы, обрезают ацетилено-кислородной резкой или механическим способом.
Подготовку кромок труб к сварке начинают с выявления забоин и задиров на фасках глубиной до 5 мм, которые заплавляют узкими ниточными валиками, а затем шлифовальной машинкой или напильником выполняют скос кромок с притуплением. При наплавке валика на кромки из стали, которая требует подогрева, место наплавки подогревают до температуры 150-200 °С. Для двусторонней сварки под флюсом и для сварки в среде углекислого газа форму кромки труб подготовляют в трассовых условиях специальными лобовыми станками. Необходимый скос кромок и притупление создают таким образом, чтобы увеличить производительность процесса и обеспечить высокое качество сварных соединений.
Зачистка кромок. Перед сборкой кромки и прилегающие к ним внутреннюю и наружную поверхности труб шириной не менее 10 мм зачищают до металлического блеска абразивным инструментом или напильником.
Для электроконтактной сварки на концах труб зачищают полосу шириной 100 мм под контактные башмаки (на расстоянии 50 мм от торца трубы).
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Сборка стыков труб
При сборке стыков с односторонней разделкой кромок и свариваемых без подкладных колец и подварки корня шва смешение внутренних кромок не должно быть выше, чем установлено технической документацией на трубопровод.
Подготовленные кромки и прилегающие к ним участки должны был, зачищены механическим способом до металлического блеска и обезжирены на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны.
При сборке стыков труб под сварку следует пользоваться центровочными приспособлениями, предпочтительно инвентарными, непривариваемыми к трубам.

Прямолинейность труб в стыке (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладывая ее в трехчетырех местах но окружности стыка.
В правильно собранном стыке просвет между концом линейки и поверхностью трубы должен быть не более 1,5 мм, а в сваренном стыке - не более 3 мм.

При сборке труб и других элементов, имеющих продольные и спиральные швы. последние должны быть смещены один относительно другого. Смещение - не менее трехкратной толщины стенки свариваемых труб, но не менее 100 мм.

Последовательность сборки стыка с подкладным кольцом:
- устанавливают кольцо в одну из труб с зазором между ним и внутренней поверхностью трубы не более 1 мм;
- делают прихватку кольца с наружной стороны трубы в двух местах, а затем приваривают его к трубе ни точным швом с катетом не более 4 мм;
- зачищают ниточный шов от шлака и брызг;
- надвигают на выступающую часть подкладного кольца стыкуемую трубу;
- устанаваливают зазор 4-5 мм между ниточным швом и стыкуемой трубой;
- проверяют правильность сборки;
- приваривают подкладное кольцо ниточным швом к стыкуемой трубе.
Приварка подкладного кольца

Корневой шов сваривают электродами диаметром 2,5-3,0 мм. Размеры подкладного кольца: ширина 20-25 мм, толщина 3-4 мм.
Перед прихваткой и началом сварки качество сборки должен проверять сварщик. Качество сборки стыков трубопроводов под давление выше 2,2 MПа или диаметром более 600 мм независимо от рабочего давления проверяет мастер или контролер. При контроле качества сборки стыков паропроводов с рабочей температурой 450°С и выше необходимо убедиться в наличии заводского номера плавки, номера трубы.
Подготовка стыков труб под сварку
Выполняется механической обработкой либо путем термической резки или строжки (кислородной, воздушно-дуговой, плазменно-дуговой) с последующей механической обработкой резцом, фрезой, абразивным инструментом. Глубина механической обработки после термической резки должна быть указана в технической документации на трубопровод в зависимости от восприимчивости конкретной марки стали к термическому циклу резки.
Фаски на трубах из углеродистых и низколегированных сталей под ручную аргонодуговую сварку без подкладных колец, а также на трубах из сталей легированных и высоколегированных, независимо от способа сварки, необходимо снимать только механическим способом. Подготовленные кромки не должны иметь вырывов. заусенцев, резких переходов и острых углов. Все местные уступы и неровности следует удалить абразивным кругом или напильником.
Подготовленный торец трубы проверяют на перпендикулярность

Номинальный внутренний диаметр трубы, мм
Допустимый перекос плоскости e, мм
Если разность внутренних диаметров стыкуемых труб превышает допустимую (30% толщины стенки), то для достижения плавности перехода в месте стыка применяют один из следующих способов:
- раздача без нагрева или с нагревом конца трубы с меньшим внутренним диаметром;
- расточка но внутренней поверхности конца трубы с меньшим диаметром;
- наплавка на внутреннюю поверхность трубы с большим внутренним диаметром слоя металла и последующая его обработка резцом и абразивным камнем.
Устройства для калибровки концов труб

Рекомендуемая обработка внутреннего диаметра концов труб согласно РД 153-34.1-003-01
ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ И ЭСКИЗ ОБРАБОТКИ КОНЦА ТРУБЫ
Требования к технологической операции
Раздача вхолодную и с нагревом Dp- диаметр в месте раздачи или расточки β≤ 15°

Только для углеродистых и низколегированных, конструкционных и теплоустойчивых сталей. Остальные операции - независимо от легирования
Dн- наружный диаметр

Технологические параметры способа раздачи концов труб согласно РД 153-34.1-003-01
Как соединить металлические трубы без сварки – советы профессионалов

Чтобы узнать, как соединить металлические трубы без сварки, нужно детально изучить методы соединения данных трубопрокатных материалов. Все дело в том, что трубопроводы являются сложной конструкцией из последовательного соединения трубопрокатного сортамента, измерительного оборудования, задвижек и других деталей, которые предусмотрены в проекте.
Состыковку можно осуществить различными методами. При выборе оптимального решения ориентируются на назначение магистрали и условия ее использования. Также в расчет берут диаметр трубопрокатного сортамента.
При прокладке магистрали метод соединения может быть разным. Часть из них могут быть неразъемными, но демонтаж с последующей повторной сборкой конструкции при этом возможен.
А есть монолитные стыки, которые без разрушения конструкции разобрать не получится. Самую большую популярность среди монолитных стыков завоевала сварка. Но, это далеко не единственный метод, который позволяет соединить участки трубопровода, есть и другие.
Не смотря на высокую популярность пластика, изделия из стали используют до сих пор. Сварное крепление применяется очень часто, но выполнение такого стыка невозможно без специальных знаний и навыков. Поэтому многие стараются использовать варианты, которые позволяют соединить по-другому.
Монтаж при помощью резьбового соединения
О том, как соединить железные трубы без сварки, пойдет речь дальше, а в этой статье можете узнать как правильно произвести сварку оцинкованной трубной продукции. Чтобы произвести состыковку, этот способ является очень распространенным.
Резьбовое соединение может стоять в таких местах магистрали, где условия позволяют выполнять постоянный контроль стыка. Еще при этом должна быть возможность проведения ремонтных работ в случае необходимости.
Чаще всего резьбу накатывают на спецоборудовании, но такую работу можно выполнить самостоятельно.
Она выполняется в такой последовательности:
- Отрезают кусок заготовки, на котором предусматривается нужный припуск на резьбовую часть. Трубу закрепляют на плашкодержатель. В тиски кусок металлической заготовки закрепляют так, чтобы он не прокручивался.
- Плашку на конечную часть металлической трубы нужно аккуратно наживить. При этом важно не сделать даже маленького перекоса, в противном случае резьба выйдет кривая, и соединить участки не получиться.
- Для удобства работы заготовки рекомендуют смазать машинным маслом.
- Когда плашка перестает проворачиваться, то рекомендуют выполнить один проворот в обратном направлении. При этом удалится срезанная стружка, а именно она становится помехой для продвижения вперед.
- На участке, проходящем на близком расстоянии к стене, сделать полный оборот при нарезке резьбы можно не всегда. В таких ситуациях рекомендуют использовать плашкодержатель с храповым механизмом.
- Чтобы соединение резьбовым способом было надежным, нужно использовать уплотнение. В этих целях применят сантехническую подмотку.
- Перед закручиванием резьбового стыка стоит проверить изделия на наличие заусениц и остатков стружки. А само закручивание должно производиться с определенным усилием.

Как соединить без резьбы и сварочных работ
Дальше можно будет узнать, как соединить металлические трубы без сварки и резьбы. Говоря о соединении металлических трубопрокатов, этот способ обойти нельзя, ведь он пользуется большой популярностью при монтажных работах.
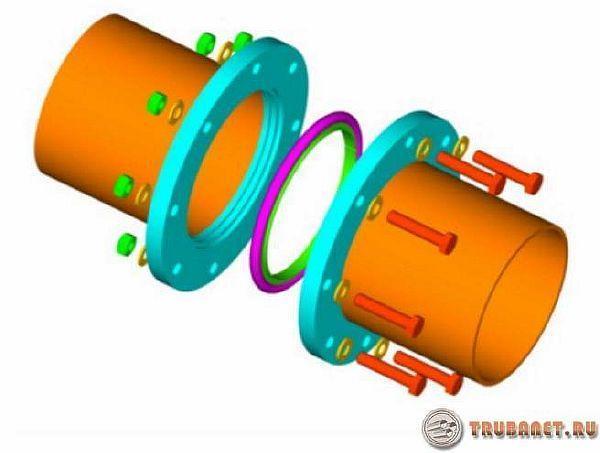
Речь пойдет о фланцевых соединениях. Чтобы его выполнить, берут специальные фитинги, которые получили название фланцы. Эти детали оснащают прокладкой из резины. Сам стык выполняют в такой последовательности:
- В зоне крепления производится срез. Его выполняют четко перпендикулярно, и при этом не должно быть заусениц. Торцевая фаска здесь не нужна.
- На подготовленный срез одевают фланец.
- После этого вставляется прокладка из резины, которая должна выходить на 10 см за края среза.
- На прокладку одевают фланец. После этого он скрепляется с ответной частью фланца на второй металлической трубе.
- Во время закручивания фланцев нельзя перетягивать болты.
Следующим вариантом соединения является муфтовое. Этот метод дает возможность произвести надежный, высокогерметичный стык.
Читайте также: