
При сварке режущих инструментов прутков труб используют способ электроконтактной сварки
Обновлено: 17.05.2024
Электроконтактная сварка и наплавка (приварка ленты, проволоки, порошка). Сущность процесса, область применения, достоинства и недостатки.
По форме выполняемых соединений различают три основных вида контактной сварки : стыковую, точечную и шовную или роликовую.
При стыковой сварке через стык соединяемых деталей пропускают электрический ток. После разогрева зоны сварки производится осадка.
При точечной сварке соединяемые детали, чаще всего листы, собирают внахлёстку и зажимают между двумя медными, охлаждаемыми изнутри проточной водой электродами, подводящими ток к месту сварки и имеющими вид усечённого конуса. Ток проходит от одного электрода к другому через толщу соединяемых металлов и контакт между ними и производит местный нагрев их(вплоть до температуры расплавления). Давлением Р, приложеныым к электрода, производят осадку. Полученное сваренное соединение в плане имеет форму пятна диаметром в несколько миллиметров. Это пятно называют точкой.
При шовной сварке электроды, подводящие ток к изделию и осуществляющие сварку, имеют форму роликов, катящихся по изделию, в связи с чем эту разновидность контактной сварки называют также роликовой. При шовной сварке листы соединяются непрерывным плотным швом.
Энергия, выделяемая на контактах между электродами и основным металлом, расходуется на подогрев поверхности свариваемых деталей и ускоряет износ электродов, в связи с чем является вредной. Для уменьшения износа электродов обычно предусматривается водяное охлаждение их.
Все разновидности электрической контактной сварки широко используют в промышленности, а в ряде отраслей (например в автомобилестроении и др.) находят наибольшее по сравнению с другими способами сварки применение.
Сущность способа ЭКН заключается в нагреве присадочного материала и приконтактного объема металла восстанавливаемой детали импульсами электрического тока и их совместной пластической деформации, обеспечивающей образование физического контакта, активацию контактных поверхностей и объемное взаимодействие покрытия и материала основы.
В качестве присадки при ЭКН применяются как порошковые материалы, так и компактные материалы (сплошные металлические ленты и проволоки, порошковые ленты и проволоки). В случае использования в качестве присадки порошковых материалов процесс называется электроконтактное припекание (ЭКП). Припекание – технологический процесс, заключающийся в нанесении на поверхность восстанавливаемой детали порошковой формовки или слоя порошка с целью получения двухслойного материала путем нагрева до температуры, обеспечивающей спекание порошкового материала и образования прочной диффузионной связи с деталью.
Наварка стальной ленты. Металлическая лента используется для восстановления деталей типа тел вращения (валы, оси, ролики). Для этого используют отожженные СЛ. В этом случае теплота выделяется в основном на переходном сопротивлении лента – деталь. Наплавленный слой (определение «наплавленный слой» в принципе некорректно.) формируется в результате соединения СЛ с поверхностью детали. Его толщина практически равна толщине СЛ. Ленты почти всех марок стали при наварке значительно упрочняются (наблюдали даже упрочнение слоя, наплавленного лентой стали 08). Получаемая твердость пропорциональна содержанию углерода в стали.
Упрочнение происходит неравномерно. Наиболее интенсивно упрочнение происходит в зонах наплавленного слоя, не подвергающихся термическому воздействию последующих импульсов тока . Площадь этих зон составляет 50–90% от общей площади наплавленной поверхности. Остальная часть наплавленного слоя разупрочняется при наварке смежных участков в результате повторного термического воздействия. Степень разупрочнения повышается при увеличении содержания углерода в стали и снижении содержания легирующих элементов.
При правильном выборе режима наплавленные слои являются практически беспористыми. Однако с повышением содержания углерода возрастает вероятность образования в наплавленном слое сетки трещин. Поэтому электроконтактную наварку СЛ наиболее целесообразно применять для восстановления и упрочнения деталей, имеющих большой запас усталостной прочности.
Недостатками наплавки металлической лентой являются сравнительно низкая прочность сцепления покрытия с основой, тонкий слой наплавленного металла. Увеличить толщину наплавки в данном случае не представляется возможным. Более толстое покрытие позволяет получить ЭКН сварочной проволокой.

Наплавка сварочной проволокой .Электроконтактную наплавку осуществляют на специальной установке совместным деформированием наплавляемого металла и поверхностного слоя металла основы, нагретых в очаге деформации до пластического состояния короткими (0,02–0,04 с) импульсами тока 10–20 кА. В результате каждого из последовательных электромеханических циклов процесса на поверхности металла основы образуется единичная площадка наплавленного металла, перекрывающая соседние. Деформация наплавляемого металла за цикл составляет 40 – 60%. Наличие пластической деформации присадочного материала дает возможность повысить прочность сцепления покрытия с основой.
Наварка порошковых материалов. Использование свободных порошков позволяет готовить широкую гамму композиций различных технологических и эксплуатационных свойств, имея в наличии небольшую номенклатуру порошков матричных, технологических и упрочняющих материалов. Наварку производят сухими порошками со свободной их подачей под сварочные ролики.
Для уменьшения износа электрода, а также для устранения налипания порошковых материалов на контактную поверхность роликового электрода между последними и порошковым слоем целесообразно вводить технологическую медную или латунную ленту толщиной 0,1–0,2 мм (рис. 10, в). При нанесении твердосплавных металлических порошков, когда требуется приложение к слою значительных давлений (DР>О,7 МН/м), возможен токоподвод непосредственно через технологическую прокладку. Верхний ролик выполняется из жаропрочной стали.
В настоящее время широко применяется ЭКПП предварительно сформированных покрытий. Порошок с помощью плазмы или газопламенного устройства напыляют на поверхность заготовки , после чего она подвергается воздействию давления с одновременным пропусканием электрического тока. Указанный способ позволяет эффективно упрочнять крупногабаритные детали, оплавление которых после напыления практически невозможно. Электроконтактное припекание предварительно напыленных покрытий дает возможность получать слои с высокими физико-механическими свойствами, которые существенно превосходят характеристики оплавленных покрытий.
Применяющиеся в настоящее время дозирующие устройства для электроконтактной наплавки металлических порошков не позволяют решить поставленную задачу. Это связано с тем, что требуемый расход порошкового материала определяется сечением крана бункера и давлением порошка, масса которого изменяется в процессе упрочнения. Вследствие значительного удельного веса металлических порошков давление на слои, прилегающие к отверстию крана, в процессе наплавки существенно изменяется. Кроме того, требуемая величина толщины слоя порошка регулируется вручную, что приводит к ошибкам, снижающим качество металлопокрытия.
НАПЕКАНИЕ И НАПЛАВКА
Электроконтактное напекание металлических порошков применяют для восстановления деталей типа валов и осей. Технология этого процесса разработана в Челябинском институте механизации и электрификации сельского хозяйства. Сущность его заключается в следующем:
Между вращающейся деталью 4 (рис. 4), установленной в шпиндель токарного станка, и медным роликом-электродом 2, подают присадочный порошок 3. Ролик 2, при помощи
пневмо- или гидро - цилиндра 1 прижимается к детали с усилием 0,75. 1,2 кН. При прокатывании детали и ролика и в результате большлого электрического сопротивления в месте их контакта порошок нагревается до температуры 1000. 1300'С. Раскаленные частицы порошка спекаются межд собой и с поверхностью детали. Для напеканияпорошка применяют большуюсилу тока 2500. 3500 А напряжение 0,7. 1,2 В от трансформатора 6.
Качество слоя во многом зависит от размеров детали и ролика, от давления, создаваемого роликом, химического состава порошка и окружной скорости детали. При диаметрах восстанавливаемых деталей от 0 до 100 мм электроконтактным напеканием можно получить слой толщиной от 0 до 1,5 мм. С увеличением диаметра детали толщина наносимого слоя возрастает. Скорость напекания составляет 0,11. 0,25 м мин. Преимущества процесса — высокая производительность, малая глубина теплового воздействия и высокая износостойкость напеченного слоя. К недостаткам можно отнести ограниченность толщины напекаемого слоя и сложность оборудования.
Технология сварки кольцевых швов
Чтобы сделать качественную сварку металлических деталей, потребуется качественное оборудование и хороший навык у того, кто им управляет. Но иногда ручная работа должна выходить за рамки базовых навыков и требует особого оборудования, к примеру, при сварке кольцевых швов. О том, как они правильно делаются и что для этого нужно — далее в материале.
Технология и способы сварки
Для неровных заготовок существует несколько способов сварки. Выбор правильного метода будет зависеть от того, какого размера участок нужно сварить, какая форма шва должна получиться.
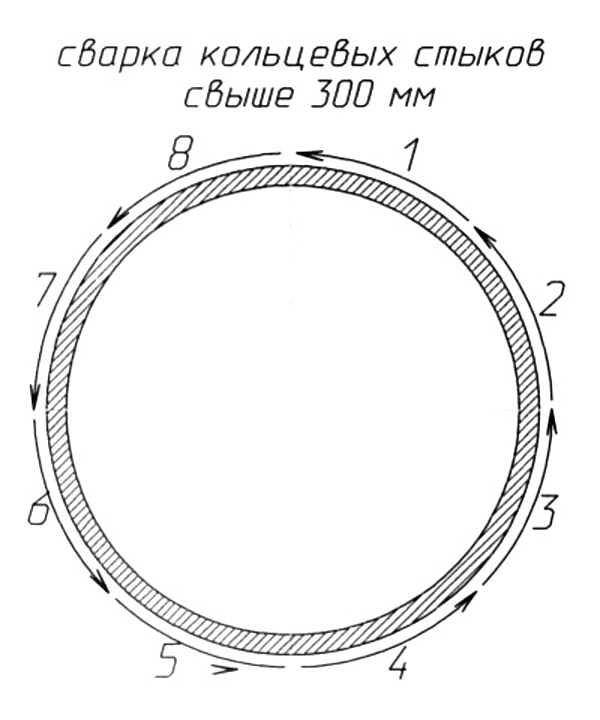
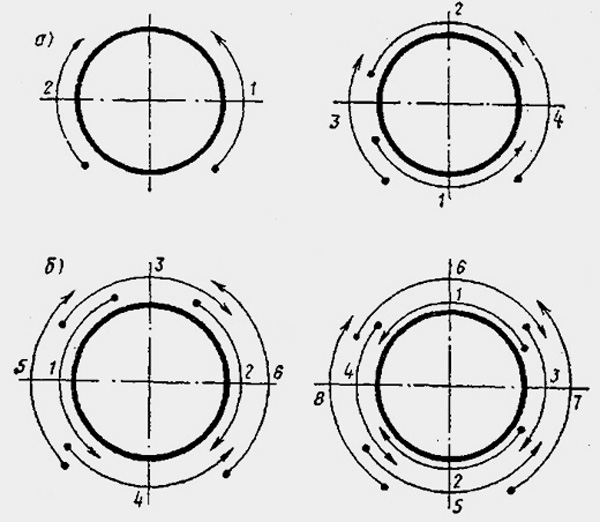
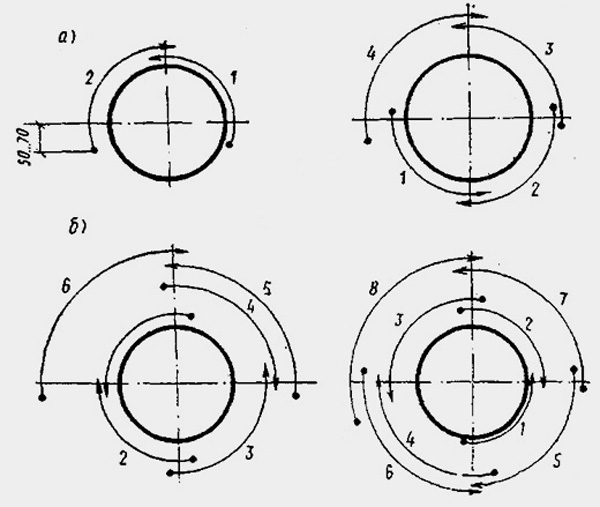
Чтобы сварить трубы с диаметром более 30 см потребуется кольцевой обратноступенчатый способ. Здесь каждый небольшой участок сваривается по часовой стрелке, но появляться эти сварные участки будут в обратном порядке, против часовой стрелки. То есть в начале первого участка будет заканчиваться второй и т. д.
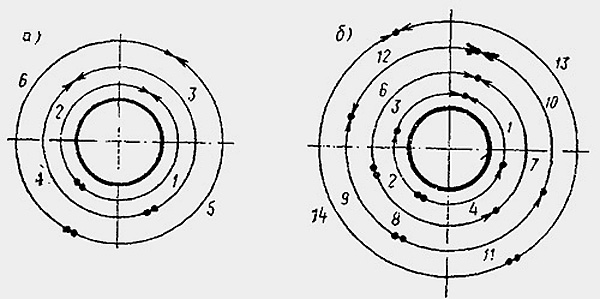
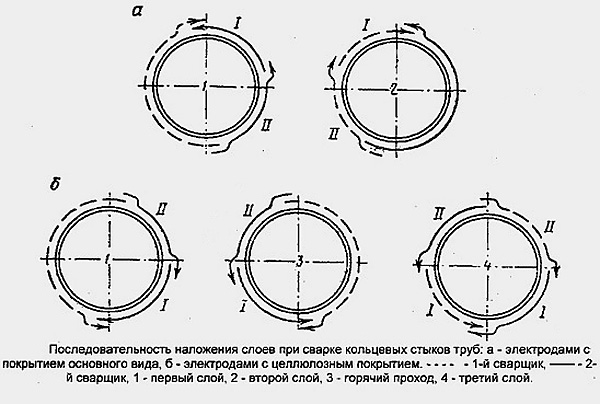
Более практичной, чем обратноступенчатая кольцевая сварка, будет многослойная. Принцип здесь заключается в том, что концы и начала смежных слоев перекрывают друг друга. И при каждом последующем наложении шва, направление сварки должно меняться на противоположное. Величина каждого сварного участка на кольцевой детали здесь не превышает 25 мм.
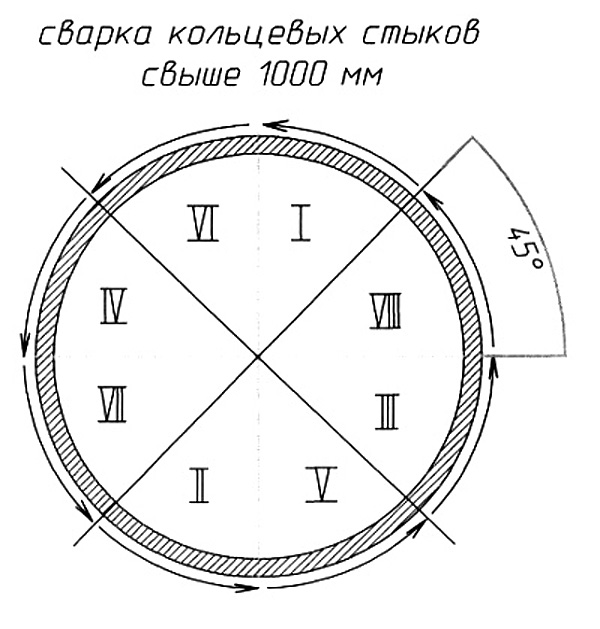
Есть и способ кольцевой сварки крест накрест. Обычно он применяется для труб, диаметр которых более 1000 мм. Здесь сварочные швы делятся на отдельные участки, обычно четыре и больше. Каждый участок делится еще на два. Так получается не менее восьми точек, в которых нужно сваривать деталь. Они нумеруются не по порядку, а крест-накрест. И чтобы эффект был максимальным, работать здесь лучше двум сварщикам сразу.
Помимо правильного метода потребуется выбрать еще и подходящий электрод. К примеру, когда применяются газозащитные электроды, шов должен делаться против часовой стрелки, без колебаний. Для этого одним электродом придется опираться на саму деталь, которая сваривается.
Не забывайте и о величине сварочного тока, так как он должен меняться в зависимости от диаметра электрода. Если диаметр 3,25 мм, то ток должен быть не меньше 100–110 А. А вот 4 мм уже потребуют 120–160 А для варки кольцевых и иных швов в нижнем или полувертикальном положении, а 100–140 А для остальных положений.
Скорость кольцевого сваривания тоже важна для качества конечного шва, в среднем она составляет 15–20 м/ч. Угол наклона электрода тоже может меняться, но только в пределах 40–90° с учетом технологического окна для наблюдения. А вот смещение стыков обычно происходит на 90 или 180°, это помогает снизить остаточное напряжение.
Оборудование для сварки кольцевых швов
Для того чтобы повысить качество сварки и снизить количество брака, а также исключить человеческий фактор, были созданы установки для сварки кольцевых швов. Типовая конструкция любой установки включает в себя:
- Механизм, вращающий горелку относительно деталей, которые предполагается соединить.
- Вращатель с задней бабкой.
- Прижимная бабка, с помощью которой деталь и держится в установке.
- Источник питания с горелкой.
- Пульт управления.
- Защита от брызг и излучения.
- Таймер.
- Автоотключение, включенное в систему автоматики. В нее иногда включают функции центровки свариваемых деталей, зачистки швов и т. д.
- Рама.
- Несколько роликовых опор.
- Система наблюдения за качеством сварки.
Конечные комплектация и технические характеристики будут зависеть от того, какие конкретно задачи будет выполнять установка. К примеру, если производства большие, то установки могут иметь сразу несколько рабочих станций, чтобы сократить время обработки изделий.
Например, есть свои установки для сварки газовых баллонов, расширительных баков, ресиверов, пищевых емкостей, карданных валов, водонагревателей и т. д. Поэтому чаще всего такие сварочные аппараты используют в области приборостроения, пищевой промышленности, резервуаростроении, а также при строительстве, к примеру, электростанций.
Есть и универсальная техника, которая работает в автоматическом режиме и умеет работать как с продольными, так и кольцевыми швами. Сварочный источник может быть любой, даже плазменный.
Заключение
Автоматическая сварка кольцевых швов — удобная процедура, позволяющая упростить действительно сложный процесс. Благодаря различным установкам, пользоваться сваркой можно даже при соединении таких деталей, с которыми человеку сложно работать вручную. Довести качество своих навыков до идеала может каждый, при должной практике, но мастерства машинной обработки не достичь. Причем именно машинная обработка позволяет не только сделать сварку качественнее, но и сократить время ее создания. Поэтому специалистам остается лишь правильная настройка техники.
Контактная электрическая сварка
Контактная сварка -это один из наиболее эффективных, экономичных, высокомеханизированных и автоматизированных способов сварки, обеспечивающих высокую прочность, качество и надежность сварного соединения и широко используемых в строительстве для сварки арматуры, трубопроводов, рельсов и т.д. Изготовление наиболее дорогих и сложных узлов легковых и грузовых автомобилей - кузовов и кабин тоже основывается на электроконтактной сварке. Многие конструктивно сложные детали в машиностроении изготовляются путем точечной сварки штампованных из листового проката заготовок.
Способы электроконтактной сварки подразделяются на три группы: стыковая сварка, точечная сварка и шовная сварка.
Электроконтактная сварка деталей выполняется следующим образом: детали сжимают усилием Р , через стык их пропускается электрический ток J в течении времени t , происходит нагрев металла в зоне контакта до температуры плавления, выключается электрический ток, деталь охлаждается и кристаллизуется сварной шов, снимается нагрузка.
Количество тепла, выделившегося при прохождении электрического тока находится по формуле:
Напряжение сварки U по сравнению с электродуговой сваркой очень низкое (всего 1-6 В), а токи измеряются сотнями и тысячами А. Поэтому понижающий трансформатор конструктивно отличается от сварочных трансформаторов для электродуговой сварки: вторичная обмотка имеет от 1 до 6 витков, а сила тока J регулируется изменением количества витков первичной обмотки (рис. 1). Сопротивление R зависит от чистоты, шероховатости и загрязнения поверхности свариваемых деталей, электрического сопротивления материала, давления сжатия деталей и др. Время сварки t изменяется от сотых долей секунды до нескольких минут. Из-за малого времени сварки снижаются окисляемость материалов деталей и величина зоны термического влияния, поэтому при сварке будут минимальные деформации и хорошее качество наплавленного металла.
Стыковой сваркой (рис. 1) свариваются арматурные стержни, полосы, трубы, фланцы, швеллера, рельсы. Применяются три разновидности стыковой сварки: сопротивлением, непрерывным и периодическим оплавлением.

Рис.1. Схема электроконтактной стыковой сварки
При сварке сопротивлением торцы свариваемых деталей тщательно обрабатывают, детали сводят до соприкосновения и включают электрический ток. После нагрева металла до пластичного состояния выключают ток и снимают нагрузку. Сваркой сопротивлением можно сваривать детали сечением до 300 мм 2 , например, трубы — диаметром до 40 мм.
При сварке непрерывным оплавлением после сжатия деталей производят нагрев стыка до его оплавления электрическим током. С торца выдавливается жидкий металл, а с ним окислы и загрязнения с поверхности контакта, поэтому особой подготовки детали перед сваркой не надо. После выключения электрического тока кристаллизуется расплавленный металл и образуется сварной шов. Этим способом можно сварить детали значительно большего сечения (до 3000 мм 2 ) чем при сварке сопротивлением.
Сварка прерывистым оплавлением выполняется периодическими короткими замыканиями и размыканиями электрического тока за счет перемещения детали . При этом появляются искры и разбрызгивание металла. Этот способ сварки эффективен для легированных сталей (30ХГСА. ).
Точечная сварка используется в основном для сварки листовых конструкций, соединения пересекающих стержней (арматура железобетонных конструкций). Суммарная толщина листов обычно не превышает 10-12 мм (возможна до 20 мм для листовой сварки), а других элементов до 30 мм.

Рис.2. Способы получения точечных сварных швов
Сварные соединения могут реализовываться по разному ( рис. 2) : одноточечная 2-х сторонняя; 2-х точечная односторонняя и многоточечная односторонняя. Последний способ обеспечивается аналогично как и 2-х точечная односторонняя, только в этом случае для каждой пары точек сварки необходима своя вторичная обмотка, так, например, для 40 -точечной контактной сварки необходимо 20 вторичных обмоток трансформатора.
При двухсторонней одноточечной сварке нижний электрод неподвижен, а верхний перемещается с помощью механизма сжатия (механический, пневматический или электрический привод).
После установки и сжатия (рис.3) деталей включается трансформатор, металл нагревается в зоне контакта до образования ядра из расплавленного металла, увеличивается нагрузка сжатия и выключается ток, кристаллизуется расплавленный металл и детали свариваются. Место контакта электрода с деталью нагревается меньше, т.к. тепло отводится через водоохлаждаемые медные электроды. Для сварки конкретных деталей могут использоваться схемы выполнения сварки. отличающиеся от схемы, представленной на рис. 3.
Для сварки углеродистых и низколегированных сталей применяются мягкие режимы (большое время выдержки ( t=0,2-3 с и небольшая плотность тока J=80-160 А/ мм 2 ), а для сварки низкоуглеродистых и высоколегированных сталей, не склонных к закалке, – жесткие режимы (t=0,001-0,1 с , J=150-350 А/ мм 2 ).

Рис.3. Изменение силы тока J и усилия сжатия P деталей по времени Τ выполнения электроконтактной сварки.
Разновидность точечной сварки — рельефная (рис.4). Сначала создаются холодной пластической деформацией выступы на свариваемых поверхностях, а затем детали сжимаются и через них пропускается электрический ток, т.е. производится электроконтактная сварка.


Рис. 5. Шовная сварка
Шовная контактная сварка ( рис.5) применяется для получения прочных и герметичных швов (тонкостенные сосуды, тонкостенные сварные трубы . ) Листы толщиной 0,3-3 мм собирают внахлестку, сжимают двумя медными роликами, пропускают через них электрический ток, ролики вращаются, листы или ролики перемещаются, происходит контактная сварка.
Есть два способа шовной сварки :
- При непрерывной контактной сварке изделий из малоуглеродистой стали толщиной менее 1мм выполняется непрерывная подача электрического тока.
- Для более толстых изделий используется прерывистая сварка : ролики вращаются непрерывно, а ток подается периодическими импульсами ; образуется ряд непрерывных точек, которые перекрывая друг друга в итоге образуют сплошной сварной шов.
Конденсаторная сварка. Энергия накапливается в конденсаторах, которые разряжаются или непосредственно через изделие или через дополнительный трансформатор на изделие. Чаще всего используется второй способ. Конденсаторной сваркой соединяют металлические детали толщиной 0,005 . 2 мм., но можно приварить тонкий металл (толщиной 0,2. 0,3 мм ) к металлическим деталям большой толщины (до 10. 15 мм). Конденсаторные установки имеют маленькую мощность и обеспечивают высокое качество сварных соединений.
Для повышения твердости и износостойкости рабочих поверхностей деталей и при ремонте посадочных мест под подшипники качения валов, отверстий редукторов, коробок перемены передачи, шеек коленчатых валов двигателей широко используется электроконтактная приварка ленты, проволоки или порошка. Технология приварки ленты включает в себя : подготовку детали (шлифование до размера : dн -0,3мм), нарезку заготовок ленты по ширине и длине (периметру) и очистку ленты, предварительную приварку ленты в середине. Далее выполняется приварка ленты (порошка, проволоки) с помощью роликов установки электроконтактной сварки.
Тепловые деформации при этом малы, материал подбирается высокой износостойкости, обеспечивается долговечность не ниже новых деталей, исключается термическая деформация деталей.
При сварке режущих инструментов прутков труб используют способ электроконтактной сварки
При сварке режущих инструментов, прутков, труб используют следующий способ электроконтактной сварки:- точечная
- все способы
- кузнечная
- стыковая
Внимание! Верный ответ отмечен зелёным цветом.
Загрузка ответа.
Если через несколько секунд ответ не появился, то проверьте соединение с интернетом и нажмите на кнопку повторить
Электроконтактная сварка
Электроконтактная сварка является одним из самых распространенных видов сварки металлов давлением. Электроконтактная сварка относится к видам сварки с кратковременным нагревом места соединения деталей без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов – пластическая деформация, в ходе которой формируется сварное соединение. В процессе этой деформации происходит удаление окислов из зоны сварки, устранение раковин и местное уплотнение металла.
Способ электроконтактной сварки изобрел русский инженер Н. Н. Бенардос, который в 1885 году получил патент на способ точечной электросварки клещами с угольными электродами. Позднее этот способ усовершенствовали заменой угольных электродов на медные, и появились новые способы сварки: роликовая, стыковая, рельефная и т. д.
Место соединения разогревается проходящим по металлу электрическим током, при этом максимальное количество теплоты выделяется в месте сварочного контакта. Количество теплоты, выделяемой в зоне сварки, определяют по формуле Джоуля-Ленца (Q = I 2 ? R ? t):
Q = 0,24 ? I 2 ? R ?t.
где Q – количество тепла (кал.);
I – сила тока сварки (А);
R – полное сопротивление зоны сварки (Ом);
t – время протекания тока сварки (с).
где Q – количество теплоты (Дж),
остальные параметры по формуле 3.1.
Основное влияние на нагрев оказывает сила сварочного тока. Например, при данном количестве необходимой теплоты, расходуемой за один сварочный цикл, увеличение силы тока в два раза приведет к уменьшению времени сварки более чем в четыре раза.
Полное сопротивление сварочного контура состоит из электросопротивлений выступающих концов заготовки L, свариваемых заготовок Rзаг, сварочного контакта Rк и электросопротивления между электродами и заготовками Rэл (рис. 28 а)
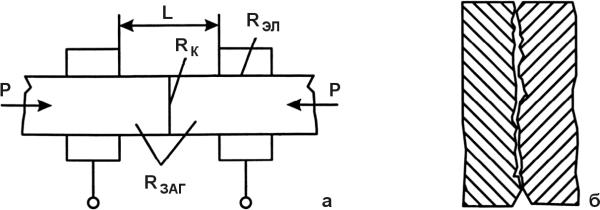
Рис. 28.
Схема электроконтактной сварки (а), схема контакта заготовки (б)
Полное сопротивление сварочного контура равно:
R = Rзаг + Rк + Rэл
Сопротивление сварочного контакта зависит от таких факторов, как чистота поверхностей деталей в месте сварки, наличие окисных пленок металла, сила сжатия заготовок. Например, при сварке неочищенных заготовок сопротивление в месте контакта изменяется в весьма широких пределах. Это приводит к изменению температуры нагрева, стабильности прочностных показателей, браку и износу электродов.
При нагреве в месте контакта сопротивление металла возрастает, следовательно, еще более возрастает количество выделяющейся теплоты и резко ускоряется процесс сварки. Применяя для контактной сварки токи больших величин, удается производить сварку за десятые и сотые доли секунды.
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
сварка
сварка крупнокалиберный пулемет ДШК Он рассказывал… о жутких обстрелах из ДШК, огонь которого сверху напоминает звездное сияние сварочного аппарата. [2, 188] Экономим, стреляем только по «сварке». [3,
Холодная точечная сварка (сварка внахлестку)
Холодная точечная сварка (сварка внахлестку) На рисунке 16 представлена схема холодной точечной сварки.Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы
Сварка и соединения
Сварка и соединения Сварку оцинкованных стальных труб следует осуществлять самозащитной проволокой диаметром 0,8–1,2 мм или электродами диаметром не более 3 мм с рутиловым или фтористо-кальциевым покрытием.Соединение оцинкованных стальных деталей следует выполнять при
По роду сварочного тока выделяют контактную сварку:
Схемы основных современных способов контактной сварки представлены на рисунке 29. Эти способы отличаются сопряжением деталей в месте соединения, особенностями токоподвода и приложением сварочного давления.

Рис. 29.
Основные способы контактной электросварки:
а – стыковая сварка; б – точечная сварка; в – шовная (роликовая) сварка; г – рельефная сварка
Выпускаемые машины для электроконтактной сварки состоят из двух основных частей: электрической и механической.
Электрическая часть сварочной машины состоит из:
• трансформатора с первичной обмоткой на напряжение 220/380 В и вторичной обмоткой на напряжение 1–20 В, при силе тока во вторичной обмотке от нескольких десятков до сотен килоампер;
• прерывателя тока в цепи первичной обмотки;
Механическая часть машины для контактной электросварки включает в себя:
• устройства фиксации деталей;
• механизмы для создания, выдержки и снятия давления на заготовки.
Машины для контактной сварки работают по заданной программе с целью изменения сварочного тока и усилия сжатия. График изменения сварочного тока и усилия сжатия, совмещенных во времени, называют циклограммой.
Контактная электросварка является высокопроизводительным процессом. Этот вид сварки легко механизируется и автоматизируется. Относительная простота в обслуживании способствует широкому применению контактной сварки в строительстве, автомобилестроении, приборостроении и многих других областях техники и производства.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
7.1. Источники оперативного тока на ПС
7.1. Источники оперативного тока на ПС Вторичные цепи электростанции (ПС) — это совокупность кабелей и проводов, соединяющих устройства управления, автоматики, сигнализации, защиты и измерения электростанции или ПС (ГОСТ 24291—90).Вторичный ток (трансформатора тока) — это
Источники тока
Источники тока Источники тока – это особые аппараты, способные создать электрическое поле в проводнике, а также электрическую сеть.В 1786 г. итальянский ученый Л. Гальвано выпустил книгу, в которой рассматривал воздействие электрического тока на живые организмы. Книга
Обслуживание сварочного оборудования
Обслуживание сварочного оборудования Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на: 1)
Осмотр сварочного преобразователя
Осмотр сварочного преобразователя Некоторые узлы источников сварочного тока требуют особого внимания. В сварочных преобразователях постоянного тока особого ухода требуют коллектор, щеточный механизм и подшипники. Коллектор должен быть чистым, без следов нагара.
Осмотр сварочного выпрямителя
Осмотр сварочного выпрямителя Сварочные выпрямители требуют особого внимания к системе охлаждения, состоящей из вентилятора, жалюзи и реле. Неисправности системы могут привести к перегреву полупроводниковых элементов и выходу из строя выпрямителя.Следует постоянно
Приложение 5 Кривые предельных кратностей тока трансформаторов тока 10 кВ и 35 кВ
Приложение 5 Кривые предельных кратностей тока трансформаторов тока 10 кВ и 35 кВ На рис. П5.1, а показаны кривые предельных кратностей тока ТТ типа ТПЛ-10 при допустимой погрешности 10 %: 1 — для ТТ с коэффициентами трансформации от 5/5 до 300/5 класса Р; 2 — для ТТ с коэффициентами
Электроконтактная сварка
Это способ получения сварного шва в результате нагрева соединяемых деталей проходящим через них током и последующей пластической деформации зоны совмещения. Для этого к двум (или нескольким) сжатым вместе деталям с помощью специальных электродов подводят ток небольшого напряжения и большой силы (3 – 8 В, до нескольких десятков кА). При прохождении тока в деталях, контактах между ними и местах взаимодействия изделий с электродами выделяется тепло. Большая его доля высвобождается в зоне соединения деталей, так как здесь достигается максимальное электросопротивление, из-за осуществления контакта по вершинам микровыступов соприкасающейся поверхности, на которой к тому же присутствуют пленки окислов.
Основными способами контактной сварки являются точечная, шовная и стыковая.
Точечная сварка - это способ получения нахлесточных соединений, при котором детали зажимают между подводящими электродами и сваривают отдельными точками .
Существует много приемов контактной сварки, различающихся способом подвода тока. Наиболее распространена сварка двумя электродами с двусторонним подводом тока (рис. 13.9,а). При сварке-прихватке в процессе сборки узла в качестве одного из электродов используют плоскую медную шину (рис. 13.9, б). Если одна из свариваемых деталей в три и более раза толще другой и достаточно жесткая, чтобы она не прогибалась в месте сварки, то можно подвести ток к ней (рис. 13.9,в). Когда одна из деталей тонкостенная полая, применяют токопроводящие вставки (рис. 13.9,г). Во многих случаях употребляют односторонний подвод тока (рис. 13.9, д - ж). Это позволяет увеличить производительность благодаря постановке сразу двух точек и упрощает механизацию процесса. Одностороннюю точечную сварку выполняют с использованием токопроводящей подкладки (рис. 13.9,д, е) или без нее, если обращенная к электродам деталь значительно тоньше (рис. 13.9,ж).
Электроды изготавливают из медных сплавов, имеющих высокую тепло- и электропроводимость, и охлаждают изнутри водой. Установлено, что сопротивление контакта электрод - деталь вдвое меньше между деталями. Кроме того, электроды изнутри охлаждаются водой, поэтому нагрев локализуется на участке соприкосновения деталей между собой. Металл на этом участке плавится и образуется линза жидкости. Благодаря сжатию электродами твердый нагретый металл вокруг линзы расплава деформируется и образует кольцевой поясок, предотвращающий вытекание расплава в зазор между деталями. Одновременно осуществляется защита расплава от попадания воздуха и окисления. Получив линзу расплава требуемого размера, ток выключают, расплав затвердевает, и образуется сварная точка.
Электроды же продолжают сжимать детали, пластически деформируя их. Это обжатие зоны расплава способствует ликвидации усадочных трещин. Недостатком является появление вмятин под электродами на поверхности деталей.
Шовная сварка - это способ соединения деталей швом, когда шов образуется из прилегающих друг к другу сварных точек. Если точки перекрываются, то шов получается герметичным. В отличие от точечной сварки здесь электродами являются вращающиеся дисковые рамки, которые зажимают и передвигают детали .
Виды шовной сварки различаются способом подвода сварочного тока (с двух сторон или с одной) и расположением роликов относительно изделия. Двухсторонняя шовная сварка аналогична подобной точечной (рис. 13.10, а - в). Вместо второго ролика для получения кольцевых швов можно использовать оправку, плотно входящую внутрь изделия (рис. 13.10,г), вращающуюся медную подставку (рис. 13.10,д). Для сварки тонкостенного изделия как показано на рис. 13.10,е, используют массивную медную проставку. Иногда свариваемые детали устанавливают на массивную медную шину. При этом подвод тока может осуществляться с двух (рис. 13.10,ж) или с одной стороны (рис. 13.10,з).
Наиболее распространенный вариант шовной сварки - прерывистая, когда рамки вращаются непрерывно, а ток включают периодически на определенные промежутки времени.
Стыковая сварка - способ соединения деталей по всей плоскости их касания. Существуют две основные ее разновидности: сварка сопротивлением и сплавлением.
При сварке сопротивлением детали 1 зажимают в губках 2 сварочной машины, сжимают усилием Р по свариваемой поверхности и включают ток. При этом в месте контакта (стыка) 3 происходит сильный разогрев деталей, приводящий к сплавлению микровыступов, после чего площадь контакта увеличивается, сопротивление падает и происходит разогрев самих деталей, у которых по мере увеличения температуры растет и электросопротивление.
Когда температура достигает 0,8 - 0,9 Тпл свариваемого металла, происходит сварка с образованием утолщения в месте соединения. В результате пластической деформации и быстрой рекристаллизации в зоне контакта образуются новые рекристаллизованные зерна из материала обеих деталей. Этим и обеспечивается прочность соединения.
Контактная сварка по объему производства занимает в сварных конструкциях второе место после дуговой (около 30 %). Область ее применения чрезвычайна широка. Этими способами сваривают: кузова автомобилей, бытовые холодильники, самолеты, электронные лампы, детали приборов, арматуру железобетона и др. Основные отличительные особенности контактной сварки - высокая производительность, простота технологических схем, дающая возможность легко механизировать и автоматизировать процесс, надежность соединений, культура производства и т. д.
Поэтому объем применения контактной сварки непрерывно возрастает, особенно в серийном и массовом производстве.
Читайте также: