
Пористость усадочная раковина термические трещины неметаллические включения
Обновлено: 07.07.2024
Дефекты прокатанного и кованного металла
В зависимости от возможного влияния на служебные свойства детали дефекты могут быть критическими, значительными и малозначительными. При классификации учитывают характер, размеры, место расположения дефекта на детали, особенности деталей и изделий, их назначение, условия использования (эксплуатации).
Дефектом называется каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией (ГОСТ 17 102).
Дефекты подразделяются на допустимые и недопустимые. Допустимые в свою очередь делятся на фиксируемые или регистрируемые (в соответствии с требованиями НТД) и нефиксируемые.
Дефекты подразделяют на
явные, скрытые, критические, значительные и малозначительные, исправимые и неисправимые.
Явный дефект – это дефект, для выявления которого в нормативной документации, обязательной для данного вида контроля, предусмотрены соответствующие правила, методы и средства.
Критическим – называют дефект, при наличии которого использование продукции по назначению невозможно или исключается из-за несоответствия требованиям безопасности или надежности.
З начительным – дефект, который существенно влияет на использование продукции по назначению и (или) на ее долговечность, но не является критическим.
Брак – это продукция, передача которой потребителю из-за наличия дефектов не допускается.
Малозначительным – дефект, который не оказывает влияния на использование продукции по назначению и (или) на ее долговечность.
По происхождению дефекты изделий подразделяют на:
Производственно-технические – металлургические, возникающие при отливке и прокатке;
Технологические – возникающие при изготовлении и ремонте деталей (сварке, наплавке, механической и термической обработках, калибровке и др.);
Эксплуатационные – возникающие после некоторой наработки изделия в результате усталости металла деталей, коррозии, охрупчивания под действием радиации, изнашивания и т.д., а также неправильного технологического обслуживания в эксплуатации.
Дефекты литья

Усадочные раковины - открытые или закрытые сравнительно большие полости произвольной формы с грубой шероховатой, иногда окисленной, поверхностью, находящиеся в теле отливки. Образуются вследствие неравномерной усадки металла при затвердевании в верхней части слитка или в утолщенных частях отливки, где металл затвердевает в последнюю очередь.

Рыхлота - местное скопление мелких усадочных раковин при крупнозернистой структуре металла. Часто встречается рыхлота, расположенная над усадочной раковиной.
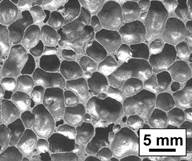
Пористость - местное скопление мелких газовых или усадочных раковин. Газовая пористость обычно наблюдается в большом объеме отливки или отдельных ее участках.

Ликвационные зоны - неравномерность химического состава металла в теле отливки. Различают дендритную и зональную ликвации. Дендритная ликвация образуется по границам дендритов обычно в корковой зоне слитка. Зональная ликвация образуется в тех областях слитка, которые затвердевают в последнюю очередь.
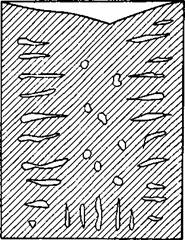
Газовая ликвация - характерный дефект слитка кипящей стали, представляющий собой участки структурной и химической неоднородности в виде стреловидной ликвации - каналов в зоне наружной корочки у внутренних концов сотовых пузырей.
Газовые пузыри или раковины - в литом металле представляют собой полости (округлые, овальные или продолговатые) с чистой и гладкой, иногда окисленной поверхностью. По расположению в слитках пузыри могут быть внутренние и подкорковые. Внутренние пузыри расположены произвольно по объему слитков. Подкорковые пузыри расположены у поверхности слитков и представляют собой тонкие извилистые каналы, часто выходящие на поверхность.
Песчаная раковина - полость в теле отливки, частично или полностью заполненная формовочным материалом.

Шлаковая раковина - полость, заполненная шлаком.

Неметаллические включения –
1 - включения неметаллических частиц, попавших в металл извне; так, частицы шлака, графита, песка и т.д.
2 - включения частиц окислов, сульфидов, силикатов, нитридов, образующихся внутри металла вследствие химического взаимодействия компонентов при расплавлении и заливке сплава.
Завороты корки - дефект представляет собой завернувшиеся корки металла, окислившиеся заливины и брызги, расположенные у поверхности слитков. В деформированном металле дефект представляет собой разрывы или частичное отслоение.

Металлические включения - инородные металлические тела в основном металле отливки. Такими телами могут быть нерасплавленный легирующий компонент, и т.д.
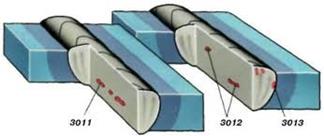
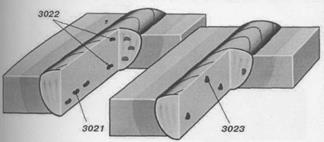
Дефекты прокатанного и кованного металла

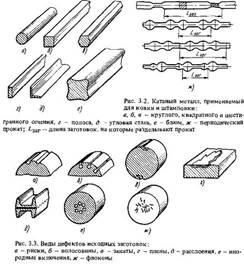
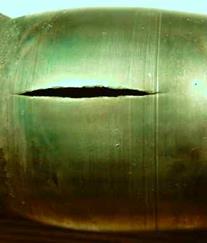
Трещины - бывают одиночные или групповые, расположенные беспорядочно или идущие в определенном направлении. По длине они достигают нескольких метров; глубина трещин в зависимости от размеров проката, причин и условий возникновения дефекта - до 10-15 мм.
Штамповочные трещины - (трещины горячего деформационного происхождения) связаны с пониженной пластичностью материала и имеют, как правило, извилистый характер. Характерным структурным признаком, свидетельствующем об образовании трещины в процессе горячей деформационной обработки.

Трещины напряжения - дефект, представляющий собой направленную вглубь металла, часто под прямым углом к поверхности, трещину, образующуюся вследствие объемных изменений, связанными со структурными превращениями, или с нагревом и охлаждением металла.

Флокены - представляют собой волосные трещины с кристаллическим строением поверхности стенок, образующиеся внутри толстого проката или поковок (диаметром более 30 мм) из сталей перлитного и мартенситного классов.
Волосовины - мелкие внутренние или выходящие на поверхность трещины, образовавшиеся из газовых пузырей или неметаллических включений при прокате или ковке. Они направлены вдоль волокон металла и в поперечном изломе видны как точки или линии небольшой высоты. Длина волосовин 20-30 мм, а иногда 100-150 мм. Встречаются волосовины во всех конструкционных сталях.

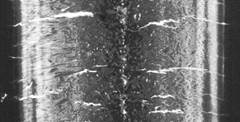
Расслоения - нарушения сплошности внутри прокатанного металла, представляющие собой раскатанные крупные дефекты слитка (глубокие усадочные раковины, усадочная пористость, скопления пузырей или неметаллических включений).
Рванины - представляют собой разрывы или надрывы металла разнообразного очертания с рваными краями. Чаще расположены на кромках листов, профилей. К образованию рванин при прокатке слитков особенно склонны высоколегированные стали с крупнозернистой структурой.
Закаты и заковы – вдавленные и закатанные (закованные) заусенцы или возвышения (бугорки) на поверхности, получившиеся при предыдущем пропуске слитка через калибр прокатного стана. При этом металл заусенца или возвышения не сваривается с основной массой проката.
Плены - представляют собой сравнительно тонкие плоские отслоения на поверхности прокатанного или кованого металла. В большинстве случаев плены имеют вид "языка", у которого уширенный и утолщенный конец составляет одно целое с основной массой металла.
Причинами образования плен могут быть неудовлетворительное качество слитков и нарушение режимов прокатки.

Прижоги - дефекты, образующиеся при локальном перегреве материала, например в процессе клеймения (маркировки) деталей электрографом. При металлографическом анализе материала деталей наличие прижогов устанавливается по белым, нетравящимся участкам, видимым на поверхности травленого шлифа.
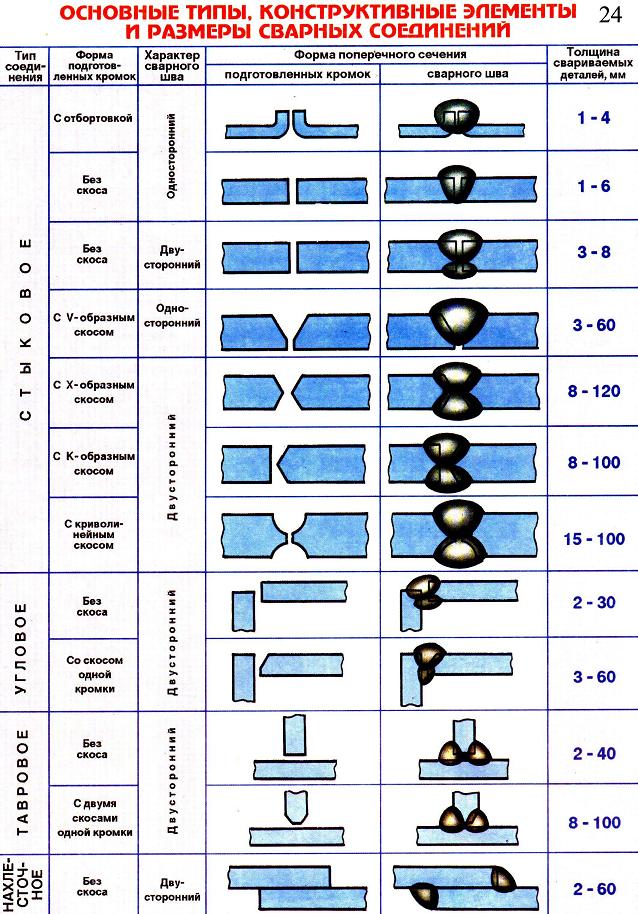
Дефекты сварного и паянного соединения
Типы сварных соединений
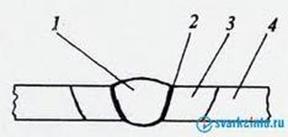
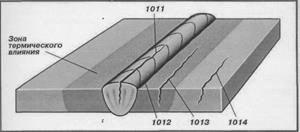
1. Основной металл сварного шва
Зона сплавления
3. Зона термического влияния (ЗТВ) –
Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева (1350-2000 °С) при сварке или наплавке.
Основной металл
Термины и определения
Флюс – вещество, вводимое в зону сварки для создания защиты дуги и сварочной ванны от воздуха, а также для металлургических процессов во время сварки.
Шлак – стекловидный расплавна поверхности шва после затвердевания различных окислов, образующихся в результате металлургических процессов во время сварки.
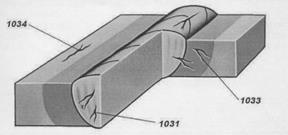
Группа 1. Трещины

Трещины– несплошность, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок
Продольная трещина
Трещина, ориентированная параллельно оси сварного шва.
Она может располагаться:
— в металле сварного шва;
— на границе сплавления;
— в зоне термического влияния;
— в основном металле

Поперечная трещина
Трещина, ориентированная перпендикулярно оси сварного шва.
• Она может располагаться:
• — в металле сварного шва;
• — в зоне термического влияния;
• — в основном металле
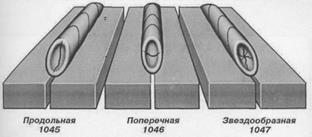
Радиальная трещина
Трещины, радиально расходящиеся из одной точки.
• — в металле сварного шва;
• — в зоне термического влияния;
• — в основном металле
Примечание. Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные трещины
Трещина в кратере
Трещина в кратере сварного шва, которая может быть:
Группа 2. Поры
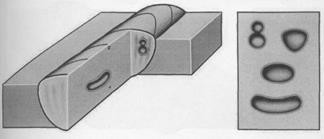
Газовая полость
полость произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов

Газовая пора
Газовая полость обычно сферической формы.
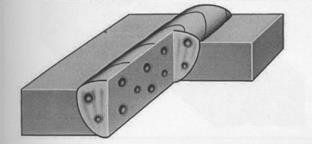
Равномерно распределенные поры
Группа газовых пор, распределенных равномерно в металле сварного шва.

Скопление пор
Группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
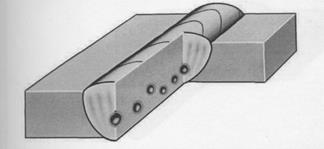
Цепочка пор
Ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
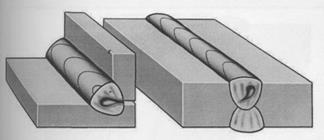
Свищ
Усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов
Группа 3 . Твердые включения
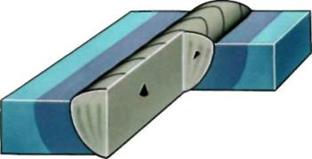
Твердое включение
Твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями
Шлаковое включение
Шлак, попавший в металл сварного шва. В зависимости от условий образования такие включения могут быть:
Флюсовое включение
Флюс, попавший в металл сварного шва. В зависимости, от условий образования такие включения могут быть:
Металлическое включение
Частица инородного металла, попавшая в металл сварного шва. Различают частицы из:
Дефекты металла: Учебное пособие
Изложена классификация дефектов металла различного происхождения, даны определения дефектов. Изложены методы контроля сварных соединений, подробно рассматриваются способы и методика ультразвукового контроля. Учебное пособие полезно для студентов механических специальностей при изучении дисциплины "Материаловедение и ТКМ".
Приведенный ниже текст получен путем автоматического извлечения из оригинального PDF-документа и предназначен для предварительного просмотра.
Изображения (картинки, формулы, графики) отсутствуют.
Пористость усадочная раковина термические трещины неметаллические включения
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮ3А ССР
ОТЛИВКИ ИЗ ЧУГУНА И СТАЛИ
Термины и определения дефектов
Iron and steel castings.
Terms and definitions of defects
Дата введения 1981-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 27 июня 1980 г. N 3143
ПЕРЕИЗДАНИЕ. Январь 1992 г.
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий дефектов отливок из чугуна и стали.
Стандарт соответствует рекомендации СЭВ по стандартизации PC 46-63.
Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в качестве справочных и обозначены "Ндп".
Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В стандарте в качестве справочных приведены иностранные эквиваленты стандартизованных терминов на немецком (D), английском (Е) и французском (F) языках.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке и их иностранных эквивалентов.
Стандартизованные термины набраны полужирным шрифтом, а недопустимые синонимы - курсивом.
НЕСООТВЕТСТВИЕ ПО ГЕОМЕТРИИ

Недолив
Ндп. Стек
D. Guss
Е. Short run, misrun
F. Manque
Дефект в виде неполного образования отливки вследствие незаполнения полости литейной формы металлом при заливке
Неслитина
Ндп. Неспай
D. Kaltschweisse
Е. Cold lap
F. Reprise
Дефект в виде произвольной формы отверстия или сквозной щели в стенке отливки, образовавшихся вследствие неслияния потоков металла пониженной жидкотекучести при заливке
Обжим
Ндп. Выдав формы
Отдав формы
D. Stauchen, Stauchgrat an
Teilungen
Е. Incorrect shape
F. Corroyage
Дефект в виде нарушенной конфигурации отливки, возникающей вследствие деформации формы из-за механических воздействий до или во время заливки
Подутость
Ндп. Раздутие
Распор
D. Verstampfung
Е. Ram-off
F. Fausse variation
Дефект в виде местного утолщения отливки вследствие распирания неравномерно или недостаточно уплотненной песчаной формы заливаемым металлом
Перекос
Ндп. Сдвиг
D. Gussversatz, Versetzung
Е. Mismatch, cross-joint
F. Variation
Дефект в виде смещения одной части отливки относительно осей или поверхностей другой части по разъему формы, модели или опок вследствие их неточной установки и фиксации при формовке и сборке
Стержневой перекос
Ндп. Стержневой сдвиг
D. Versetzung, Versetzung Kern
Е. Mismatch in core
F. Dejettement de noyau
Дефект в виде смещения отверстия, полости или части отливки, выполняемых с помощью стержня, вследствие его перекоса
Разностенность
Ндп. Смещение стержня
Дефект в виде увеличения или уменьшения толщины стенок отливки вследствие смещения, деформации или всплывания стержня
Стержневой залив
Ндп. Непроставленный стержень
Дефект в виде залитых металлом отверстия или полости в отливке из-за непроставленного в литейной форме стержня или его обрушения

Коробление
Ндп. Прогиб
D. Verformung, Verzug
E. Distortion, warping
F.
Дефект в виде искажения конфигурации отливки под влиянием напряжений, возникающих при охлаждении, а также в результате неправильной модели

Незалив
Ндп. Нечеткость контура
D. Unformgrat, Fehler beim
Putzen
E. Short run, misrun
F. Moulage
Дефект в виде несоответствия конфигурации отливки чертежу вследствие износа модели или недостаточной отделки формы

Зарез
Ндп. Заруб
D. Erstechung
E. Mechanical damage
F.
Дефект в виде искажения контура отливки при отрезке литников, обрубке и зачистке
Вылом
Ндп. Выбоина
Скол
D. Mechanische
E. Mechanical damage, injury
F. Faute d'
Дефект в виде нарушения конфигурации и размера отливки при выбивке, обрубке, отбивке литников и прибылей, очистке и транспортировании
Прорыв металла
Ндп. Прорыв формы
D. Metalldurchbruch,
Metalldurchschmelzen
E. Metal run out
F. Fuite du
Дефект и виде неполного образования или неправильной формы отливки, возникающей при заливке вследствие недостаточной прочности формы

Уход металла
Ндп. Подъем формы
Стек
D. des Metalls
E. Metal leakage
F. Perte du
Дефект в виде пустоты в теле отливки, ограниченной тонкой коркой затвердевшего металла, образовавшейся вследствие вытекания металла из формы при слабом ее креплении
Пригар
Ндп. Металлизация
D. Angebrannter Sand
E. Burn on
F. Grippure
Дефект в виде трудно отделяемого специфического слоя на поверхности отливки, образовавшегося вследствие физического и химического взаимодействия формовочного материала с металлом и его окислами
Спай
Ндп. Неспай
D. Kaltschweisse
E. Cold lap, cold shut
F. Reprise
Дефект в виде углубления с закругленными краями на поверхности отливки, образованного неполностью слившимися потоками металла с недостаточной температурой или прерванного при заливке

Ужимина
Ндп. Рвотина
D. Festsitzende
E. Expansion scab
F. Gale franche
Дефект в виде углубления с пологими краями, заполненного формовочным материалом и прикрытого слоем металла, образовавшегося вследствие отслоения формовочной смеси при заливке
Нарост
Ндп. Размыв
Подрыв
D. Auswuchs, Treibstelle
Е. Knob, scab
F. Bosse
Дефект в виде выступа произвольной формы, образовавшегося из загрязненного формовочными материалами металла вследствие местного разрушения литейной формы
Залив
Ндп. Облой
Грат
D. Grat, Gussgrat
Е. Flash, cross-joint
F. Barbe, bavure de joint
Дефект в виде металлического прилива или выступа, возникающего вследствие проникновения жидкого металла в зазоры по разъемам формы, стержней или по стержневым знакам
Засор
Ндп. Намыв
D. Verunreinigung,
Verschmutzung
Е. Surface contamination
F. Remblayage, obstruction
Дефект в виде формовочного материала, внедрившегося в поверхностные слои отливки, захваченного потоками жидкого металла
Плена
Ндп. Заплеск
Заворот
D. Oxydflecken
Е. Oxide spots
F. Repliure, d'oxyde
Дефект в виде самостоятельного металлического или окисного слоя на поверхности отливки, образовавшегося при недостаточно спокойной заливке
Просечка
Ндп. Заусенец
Рубцы
D. Stechen
E. Veining, mapping
F. Bavure
Дефект в виде невысоких прожилок на поверхности отливки, возникших вследствие затекания металла в трещины на поверхности формы или стержня

Окисление
Ндп. Пережог
Рубашка
D. Zunderschicht
Е. Oxidation
F. Oxidation,
Дефект в виде окисленного слоя металла с поверхности отливки, получившийся после отжига отливок из белого чугуна на ковкий чугун
Поверхностное повреждение
Ндп. Забоина
D. der
Е. Surface damage
F. Trace de frappe, deterioration
Дефект в виде искажения поверхности, возникшего при выбивке отливки из формы, очистке и транспортировании
Складчатость
Ндп. Наплыв
Заворот
D. Faltenbildung, Runzein
Е. Foldness, waviness
F. Plissement
Дефект в виде незначительных гладких возвышений и углублений на поверхности отливки, возникающих вследствие пониженной жидкотекучести металла
Грубая поверхность
Ндп. Неровность поверхности
D. Rauhigkait der
Е. Rough surface
F. de la surface
Дефект в виде шероховатости поверхности с параметрами, превышающими допустимые значения

Газовая шероховатость
Ндп. Пузырчатость
D. Gasrauhigkeit
Е. Gas roughness
F. gaseux
Дефект в виде сферообразных углублений на поверхности отливки, возникающих вследствие роста газовых раковин на поверхности раздела металл-форма
НЕСПЛОШНОСТИ В ТЕЛЕ ОТЛИВКИ
Горячая трещина
Ндп. Усадочная трещина
D. Warmbruch, Warmriss
Е. Shrinkage crack, hot tear
F. Cassure chaud
Дефект в виде разрыва или надрыва тела отливки усадочного происхождения, возникшего в интервале температур затвердевания.
Примечание. Горячая трещина располагается по границам кристаллов, имеет неровную окисленную поверхность, на которой иногда видны дендриты
Холодная трещина
Ндп. Бой
D. Kaltbruch, Kaltriss
Е. Cold crack
F. Cassure froid
Дефект в виде разрыва тела затвердевшей отливки вследствие внутренних напряжений или механического воздействия.
Примечание. Холодная трещина обычно имеет чистую светлую или с цветами побежалости зернистую поверхность
Межкристаллическая трещина
D. Mikroriss, Korngrenzenriss
Е. Intercrystalline crack
F. Fissure intercristallique
Дефект в виде разрыва тела отливки при охлаждении отливки в форме на границах первичных зерен аустенита в температурном интервале распада.
Примечание. Межкристаллическая трещина в изломе термически обработанной пробы (отливки) имеет вид сглаженных поверхностей с зеркальным блеском на общем сером фоне волокнистой составляющей излома и образуется под воздействием водорода, растворенного в стали
Газовая раковина
Ндп. Пузырь
D. Blasen
Е. Blowholes
F. Soufflure
Дефект в виде полости, образованной выделившимися из металла или внедрившимися в металл газами
Ситовидная раковина
Ндп. Ситовидная пористость
D. Sieblunker, Siebblase
F.
Дефект в виде удлиненных тонких раковин, ориентированных нормально к поверхности отливки, вызванных повышенным содержанием водорода в кристаллизующемся слое

Усадочная раковина
Ндп. Подсадина
D. Schwindungshohl raum
Е. Draw, contraction cavity
F. Effet
Дефект в виде открытой или закрытой полости с грубой шероховатой иногда окисленной поверхностью, образовавшейся вследствие усадки при затвердевании металла
Песчаная раковина
D. Sandeinschluss
Е. Sand holes, drop
F. Inclusion de sable
Дефект в виде полости, полностью или частично заполненной формовочным материалом
Шлаковая раковина
Ндп. Шлак
D. Schlackenblasen
Е. Slag blowholes, slag inclusion
F. Soufflures de scorie
Дефект в виде полости, полностью или частично заполненной шлаком

Залитый шлак
Ндп. Шлак
D. Schlacke
Е. Poured slag
F. Laitier
Дефект в виде частичного заполнения литейной формы шлаком
Графитовая пористость
Ндп. Течь
D. vvv
Е. Graphite porosity
F. de graphite
Дефект отливок из серого чугуна в виде сосредоточенных или паукообразных выделений графита, вызывающих неплотности металла при испытании гидравлическим или газовым давлением
Усадочная пористость
Ндп. Течь
D.
Е. Shrinkage porosity
F. de retrait
Дефект в виде мелких пор, образовавшихся вследствие усадки металла во время его затвердевания при недостаточном питании отливки

Газовая пористость
Ндп. Ситовидная пористость
Течь
D. Gasporositat
Е. Gas porosity
F. de gas
Дефект в виде мелких пор, образовавшихся в отливке в результате выделения газов из металла при его затвердевании
Рыхлота
Ндп. Подкорковая пористость
D. Mikrolunker
Е. Microporosity, shrinkage porosity, grain boundary cracks
F. Microretassure
Дефект в виде скопления мелких усадочных раковин.
Примечание. Рыхлота обнаруживается при механической обработке отливки или методами дефектоскопии

Непровар жеребеек (холодильников)
D. Trennung zwischen Kernstutzen
()
E. Unfused chaplets (cooles)
F. Incuit de support de noyau (refroidisseur)
Дефект в ряде несплошности соединения металла отливки с поверхностью жеребеек (холодильников) вследствие их загрязнения, несоответствия масс, пониженной температуры заливаемого металла
Вскип
Ндп. Кип
Дефект в виде скопления раковин и наростов, образовавшихся вследствие парообразования в местах переувлажнения литейной формы или проникновения газов из стержней в полость литейной формы
Утяжина
Ндп. Утяжка
Подсадина
D. Aussenlunker,
Einfallstelle
E. Shrinkage depression
F. Poquette retassure de surface
Дефект в виде углубления с закругленными краями на поверхности отливки, образовавшегося вследствие усадки металла при затвердевании
Металлическое включение
D. Metallischer
Fremden Ursprungs
E. Exogenous metallic inclusion
F. Inclusion d'origine
Дефект в виде инородного металлического включения, имеющего поверхность раздела с отливкой
Неметаллическое включение
Ндп. Черные пятна
D. Nichtmetallischer
E. Exogenous non-metallic inclusion
F. Inclusion non-
Дефект в виде неметаллической частицы, попавшей в металл механическим путем или образовавшейся вследствие химического взаимодействия компонентов при расплавлении и заливке металла
Королек
Ндп. Выпот
Дефект в виде шарика металла, отдельно застывшего и несплавившегося с отливкой, образовавшегося брызгами при неправильной заливке
НЕСООТВЕТСТВИЕ ПО СТРУКТУРЕ
Отбел
Ндп. Твердые места
D. Harte Stellen
E. Chill hard spots
F. Points durs
Дефект в виде твердых, трудно поддающихся механической обработке мест в различных частях отливки из серого чугуна, вызванных скоплением структурно свободного цемента
Половинчатость
Ндп. Отсер
Первичный графит
D. Halbheit
Meliertes Roheisen
Е. Mottleness
F. Fonte
Дефект в виде проявления структуры серого чугуна в отливках из белого чугуна

Ликвация
D. Seigerung, Entmischung
Е. Segregation
F. Liquation,
Дефект в виде местных скоплений химических элементов или соединений в теле отливки, возникших в результате избирательной кристаллизации при затвердевании
Флокен
Ндп. Белые пятна
D. Flocken
Е. Flakes
F. Flocon
Дефект в виде разрыва тела отливки под влиянием растворенного в стали водорода и внутренних напряжений, проходящего полностью или частично через объемы первичных зерен аустенита.
Примечание. Флокен в изломе термически обработанной пробы (отливки) имеет вид сглаженных поверхностей без металлического блеска (матового цвета) на общем сером фоне волокнистой составляющей
Дефекты металлический изделий

Производство предметов из металла представляет собой сложный технологический цикл. Некоторые операции могут как исключаться из этой цепочки, так и проводиться повторно. В процессе обработки металл претерпевает изменения, на нем могут появляться изъяны. Далее вы узнаете, какие бывают дефекты металлических изделий, а также как их можно выявить.
Типы дефектов металлических изделий
Из-за дефектов ухудшаются физико-механические свойства металлов, такие как электропроводность, магнитная проницаемость, прочность, плотность, пластичность. Принято выделять изъяны тонкой структуры или атомарного масштаба, а именно дислокации, вакансии, пр., и более грубые. К последним относятся субмикроскопические трещины, появляющиеся на границах блоков кристалла и на его поверхности.
Еще более грубыми считаются микро- и макроскопические дефекты металлических изделий, предполагающие нарушение сплошности или однородности. Они появляются по двум причинам: из-за несовершенства используемой технологии и низкой технологичности многокомпонентных сплавов. Дело в том, что при работе с подобными сплавами необходимо особенно точно соблюдать режимы, установленные для всех этапов изготовления и обработки.

С точки зрения прикладного, технического понимания, дефектами называют отклонения от установленной нормы, при которых ухудшаются рабочие характеристики металла или металлического изделия, происходит снижение сортности или отбраковка продукции. Но нужно понимать, что не любой изъян металла распространяется на изделие. Если отклонения не влияют на работу металлической детали, они не воспринимаются в качестве недостатков.
Отклонения, признанные дефектами для изделий, эксплуатируемых в определенных условиях (допустим, при усталостном нагружении), могут не приниматься во внимание при других условиях работы (например, при статическом нагружении).
Литьевые дефекты металлических изделий
Сегодня в металлургии принято использовать несколько классификаций брака, получаемого при литье.
Дефекты делятся на типы по месту нахождения. Так, если брак выявлен внутри участка, его считают внутренним. Если же проблема проявилась при дальнейшей обработке, ее относят к внешнему браку.
С точки зрения внешнего проявления, выделяют такие основные виды дефектов отливок, как пригар, при котором слой формовочных материалов, спекшихся с металлом, крепко присоединился к поверхности заготовки, и приливы, которые представляют собой отклонение размеров отливок от проекта в большую сторону.
Приливы делят на:
- Заливы, которые образуются вдоль стыка частей формы. Причина их появления кроется в несоблюдении размеров моделей и плохом соединении элементов опок.
- Подутость (распор) – возникает из-за давления расплава на рыхлую смесь.
- Нарост, который появляется, когда поток расплава размывает форму при заливке.
- Просечки (гребешки, заусенцы), образующиеся при затекании расплава в повреждения формы или стержня.

Нередко дефекты при литье проявляются в виде пороков поверхности. Сюда относятся:
- Засоры. Массы зерен земли или шлаков. Эта проблема появляется из-за ошибок, допущенных при проектировании форм, непродуманного расположения литников, несоблюдения технологии складирования и перевозки.
- Ужимины – образуются при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и расплав заполняет образовавшуюся пустоту.
- Спаи, или неслитины, возникают, когда происходит контакт между слоями охладившегося расплава. Поскольку не достигнута необходимая температура, потоки не могут правильно сплавиться.
- Плены – появляются, когда окисляются легирующие добавки.
- Морщинистость, или складчатость. Данный дефект выглядят как разнонаправленные складки на поверхности металлического изделия. Такой изъян связан со скоплением большого объема углерода в металле.
- Выпот – провоцирует взрывообразное выделение скоплений графита, поэтому он похож на множество лопнувших пузырьков.
- Корольки появляются и из-за разбрызгивания расплава при заливке. В этом случае шарик металла кристаллизуется отдельно от отливки, не соединяясь с ней.
- Коробление отливки возникает по причине внутренних напряжений, провоцируемых неравномерным остыванием.
Также среди распространенных пороков литья стоит назвать трещины. Подобные дефекты металлических изделий также делятся на виды:
- Горячие. Возникают, когда металл достигает температуры кристаллизации, обычно вызваны усадочным напряжением. Имеют неровные формы.
- Холодные. Появляются при более низких температурах, чем горячие, при этом отличаются ровным, прямым профилем.
- Межкристаллические. Образуются на металлических изделиях из легированных сталей в тех зонах, где имеются неметаллические включения.
Помимо прочего, нередко на предметах из металла появляются газовые дефекты:
- Ситовидная пористость, то есть большое количество мелких пузырьков в теле детали.
- Газовые раковины, которые представляют собой крупные каверны, возникшие после выхода и объединения мелких пузырьков.
Пластические дефекты металлических изделий
При отбраковке заготовок достаточно часто приходится сталкиваться с включениями инородных металлических или неметаллических тел, причем последние бывают различной величины, формы.
Надрыв представляет собой местные несквозные разрывы, находящиеся поперек или под углом к направлению обработки материла. Такие дефекты образуются из-за раскрытия внутренних несплошностей материала, а также несоблюдения норм, установленных для процесса обработки.
Сквозной разрыв отличается от предыдущего вида тем, что на металлическом изделии наблюдаются сквозные несплошности. Они образовываются при деформации плоской заготовки, имеющей неравномерную толщину, либо причиной появления сквозного разрыва могут стать вкатанные инородные тела.
Накол выглядит как несквозные единичные или групповые точечные углубления. Они появляются при использовании загрязненных смазочно-охлаждающих жидкостей, попадании на заготовку мелких металлических и инородных элементов. Еще одной причиной для образования накола могут стать выступы и налипшие частицы на валках.
Рекомендуем статьи по металлообработке
Вмятинами называют отдельные единичные углубления различных размеров, форм, имеющие пологие края. Вмятины появляются из-за повреждения металла в процессе производства, перевозки, хранения.
Забоина представляет собой углубление неправильной формы. Обычно такой дефект имеет острые края, поскольку появляется при ударе металлического изделия.

Отпечаток – периодически повторяющиеся углубления, выступы, расположенные по всему металлическому изделию или на некоторых его участках. Отпечатки появляются под действием неровностей на прокатных и правильных валках.
Задир выглядит как широкое продольное углубление с неровным дном и краями. Причина его появления состоит в резком трении заготовки о детали оборудования, при помощи которого осуществляется обработка.
Риска – это продольное узкое углубление, дно которого может быть закругленным либо плоским. Образуется при царапании заготовки металлического изделия выступами на поверхности оборудования.
Царапина представляет собой углубление неправильной формы, имеющее произвольное направление. Появляется из-за механических повреждений, например, во время складирования, перевозки металлических изделий.
Потертостью называют нарушение блеска на отдельно взятом участке металлического изделия, а также скопление мелких разнонаправленных царапин. Такие дефекты появляются из-за трения металлических изделий между собой.
Налип появляется в результате прилипания к металлическому изделию частиц или слоя металла с инструмента.
Закат образуется за счет вдавливания в изделие частиц обрабатываемого металла, заусенцев, выступов и других дефектов, появившихся в процессе обработки.
Пережог проявляется в виде темных, оплавленных или окисленных пятен на металлическом изделии, которые образуются, если была превышена температура, время нагрева материала.
Расслоение выглядит как отделение слоя материала на торцах, кромках металлического изделия, заготовки. Причина для расслоения одна – изначально внутри металла были дефекты, такие как рыхлости, включения, внутренние разрывы, пережог.
Плена представляет собой расслоение, обычно имеет форму языка, идущего по направлению обработки и одним краем соединенного с основным металлом. Подобное расслоение появляется, если в металле изначально были надрывы, трещины, пузыри, либо при нагреве материала был допущен его пережог, оплавление.
Чешуйчатость представляет собой пластическую деформацию, вызванную пережогом или недостаточной пластичностью металла периферийной зоны. В соответствии с названием, такие разрывы на металлическом изделии больше всего похожи на чешую или сетку.

Рябизна выглядит как скопление углублений, появившихся на металлическом изделии во время проката или плавки.
Смятой поверхностью называют тип деформации, при котором на металлическом изделии появляются складки, изгибы, волны, при этом не вызывающие разрыва металла.
Излом представляет собой полосу поперек направления прокатки или под углом к нему. Изломы появляются из-за резкого перегиба в процессе сматывания, разматывания рулонов, либо при перекладке тонких листов.
Недотрав выглядит как пятна, полосы, появившиеся на металлическом изделии из-за неравномерного травления.
Перетрав – это местное или общее разъедание поверхности изделия, которое проявляется как точечные либо контурные углубления. Образуется, так же как и недотрав, при несоблюдении режима травления.
Пятна загрязнения могут иметь форму полос, натеков, разводов. Их оставляют на поверхности металлического изделия технологическая эмульсия, загрязненное масло, мазут.
Коррозионные пятна могут быть светлыми или темными, обычно имеют шероховатую текстуру, так как появляются под действием коррозии.
Цвета побежалости проявляются в виде окисленных участков, то есть пятен и полос различной окраски и формы. Такие пятна отличаются гладкой поверхностью, так как проявляются при нарушении норм термической обработки и травления.
Кольцеватость характерна только для круглых металлических заготовок – на их поверхности появляются повторяющиеся кольцеобразные выступы, углубления. Виной тому пластическая деформация, плавка.
Следы плавки несколько похожи на кольцеватость, они выглядят как повторяющиеся светлые и темные полосы. Однако в данном случае полосы идут по заготовке в любом направлении: могут быть продольными, поперечными либо спиралеобразными. Образуются при плавке.
Омеднение проявляется как покраснение некоторых участков поверхности металлического изделия. Такие пятна образуются после контактного выделения меди, что связано с нарушением режимов термической обработки и травления.
Серповидность полос и лент – это отклонение формы металлического изделия от поверочной линейки. Такой дефект измеряют в миллиметрах на метр длины полуфабриката.
Овальностью называют отклонение поперечного сечения изделия от формы круга. Если с – максимальный, d – минимальный и т – средний диаметр сечения, то по формуле c - d/m × 100 можно рассчитать отклонение от идеальной формы в процентах.
Разностенность – несовпадение толщины стенки по длине трубы с номинальной толщиной либо разница в толщине заготовки по ее площади.
Разнотолщинность – отклонение толщины плоского изделия по длине и ширине от установленных параметров либо разница толщины стенки вдоль длины металлической трубы.
Фестонистость представляет собой появление выступов по краю металлического изделия при глубокой штамповке листов и лент. Направление выступов соответствует направлению оси прокатки.
Способы обнаружения дефектов металлических изделий
Существует несколько уровней исследования, которые используются для разных глубин и размеров дефектов:
- Субмикроскопическое исследование.
- Микроанализ.
- Макроанализ.
Под дефектами кристаллического строения металлов принято понимать отклонения от структуры идеального, то есть бездефектного, кристалла.
Дефекты кристаллической структуры делят на типы в соответствии с их формой и размерами:
- Дислокации, то есть отсутствие полуплоскости кристаллической решетки.
- Вакансии или пустоты в узлах кристаллической решетки.
- Атомы внедрения, предполагающие присутствие в решетке дополнительных атомов между узлами.
- Атомы замещения, то есть атомы другого элемента, находящиеся в узлах кристаллической решетки обрабатываемого металла.
1. Субмикроскопическое исследование.
Цель его состоит в выявлении дефектов на границах кристаллов или зерен. Дело в том, что из-за неравномерности кристаллизации или недостаточного питания зародышей жидким раствором появляются тонкие прослойки между блоками кристаллов. Либо причина может скрываться в выделении на поверхности кристаллов твердой фазы нерастворимых соединений и элементов. Так, фосфор и целый ряд тугоплавких металлов не способны образовывать соединения с железом в сталях, поэтому они откладываются на границах зерен.
В число субмикроскопических дефектов входят сколы в стали 38Х2МЮА. Причина их появления проста: во время легирования стали алюминием по границам зерен выделяются локальные плоскости, которые и становятся слабым местом металла во время дальнейшей обработки.
2. Микроанализ.
При подобном исследовании для выявления дефектов используют микроскопы с увеличением более 100 крат. Именно микроанализ применяется чаще всего при поиске литейных дефектов. Этот метод позволяет определить балл зерна, наличие и количество включений неметаллической природы, меди, серы и фосфора, структуру металла.
От доли углерода и легирующих элементов, содержащихся в стали, зависит, какие твердые фазы выделятся при кристаллизации. Отметим, что данные стадии имеют различную прочность, твердость и пластичность. В стойких к коррозии марках стали при разных температурных режимах охлаждения формируются фазы аустенита, мартенсита или ледобурита.
Также к ключевым характеристикам, определяющим качество металла, относится балл зерна. Дело в том, что при снижении данного показателя повышается пластичность металла, но снижается его прочность. Однако легирование карбидообразователями или тугоплавкими материалами позволяет добиться упрочнения стали, сохраняя при этом ее изначальную пластичность.
Одним из главных направлений исследования микроанализа считается определение доли вредных примесей и неметаллических включений (в процентах). Чаще всего роль вредной примеси играют сера и фосфор, из-за которых сталь приобретает такие свойства, как красноломкость и хладноломкость.
Чтобы металл мог применяться для производства изделий, доля этих двух элементов должна укладываться в установленные нормы. Благодаря контролю неметаллических включений удается установить содержание в стали оксидов, сульфидов, нитридов и других соединений. Отметим, что такие примеси могут влиять на металл как положительным, так и отрицательным образом.
3. Макроанализ.
Данный способ изучения представляет собой визуальное выявление дефектов металлических изделий, иными словами, с его помощью поверхность рассматривается при увеличении до 30 крат. Такое исследование позволяет обнаружить крупные дефекты поверхности или глубинных слоев металла. Нужно понимать, что макроскопические изъяны могут образовываться на любом этапе производства металлического изделия – от выплавки и до хранения. Чаще всего после выявления подобных деформаций металл забраковывают или возвращают на доработку.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: