
Покраска погружением в ванну
Обновлено: 07.07.2024
Обновила ванну всего за тысячу рублей-просто ее покрасила
Что проще, купить новую ванну или ее покрасить? Решила провести эксперимент с краской.
Есть у меня ванна, которой 30 лет-чугунная, тяжелая, как и положено было ставить еще в советские времена. Поменяли ее в аж 1989 году.
Ванна изначально попалась неудачной, с браком эмали-в некоторых местах со временем она стала шершавой, ободралась. В некоторых местах брак эмали стал виден явственно, в виде пор, которые забивались грязью и ничем эти пятна нельзя было убрать-никакие средства уже не помогали.
Так уж вышло, что нормальный ремонт за эти годы в ванной не сделали, как обычно бывает то денег нет, то соседи.. странные. Легкий косметический ремонт иногда делаем: стены и потолок красим, вот до нормального ремонта так руки и не дошли.
Я дорогой ремонт в ванной хочу сделать, но боюсь -сосед сверху неадекватные совсем: пьющие и вечно затапливают. Дождусь, когда соседи сверху поменяются и тогда уж точно сделаю ремонт нормальный, как положено.
А ванну -то хочется сейчас нормальную.
Узнала я, что есть недорогая краска-эмаль, для покраски ван. Решила проверить, можно ли изменить внешний вид ванны.
"Испортить уже нечего, хуже выглядеть ванна не будет"-подумала я.
Для преображения ванны нужны:
- два или три баллончика с эмалью для керамики. Я взяла эмаль от фирмы Vixen . Отзывы были на краску в интернете положительные, поэтому и купила ее.
Ванна меньше стандартного размера, обошлась двумя баллончиками. На стандартную ванну нужно три баллончика.
- один баллончик обезжиривателя.
Подготовка к покраске ванны:
1. Убрать все лишнее из ванной комнаты: полотенца, шампуни. При окраске частички эмали попадают в воздух и потом оседают на предметах.
2. Ванну нужно помыть хорошо, вытереть насухо.
3. Обязательно перед покраской эмалью ванну нужно обезжирить.
4. Производитель краски еще рекомендует по ванне наждачкой пройтись для лучшего сцепления краски, но у меня и так ванна шероховатая была.
Процесс окрашивания.
1. Нужны респиратор или марлевая повязка. Актуально особенно, если в ванной нет искусственной вытяжки.
2. Краску обязательно хорошо перемешать в течении двух минут, иначе газ выйдет, а эмаль -нет. Да и эффект неровной поверхности получится.
Во время покраски тоже надо периодически хорошо трясти баллончик, чтобы эмаль равномерно выходила.
3. Эмаль из баллончика наносим на расстоянии не менее 30 см , иначе будут подтеки.
Не всегда получается следовать инструкции производителя: ванну-то не повернуть по оси и другой край ее приходиться красить с близкого расстояния.
Я сначала слишком близко поднесла баллончик и вот такие подтеки получились. А еще пару мест шероховатые получились, потому что плохо перемешала краску. Я сначала слишком близко поднесла баллончик и вот такие подтеки получились. А еще пару мест шероховатые получились, потому что плохо перемешала краску.Красить эмалью из баллончика без вытяжки-тот еще квест! Без намордника и вентиляции сложно: частички краски влетают в воздух, краска пахнет сильно.
Пришлось красить в несколько подходов, выбегать подышать свежим воздухом. Хотя и сам производитель между слоями рекомендует дать 10 минут просушится краске.
Результат меня поразил!
Я -то думала, что будет просто покрашенная ванна, результат превзошел все ожидания!
Эмаль действительно после высыхания становится гладкой, настоящей и ванна, благодаря эмали Vixen выглядит как новенькая!!
8.5. Окунание и облив
Окунание и облив – наиболее простые и издавна применяемые способы окрашивания. Они позволяют наносить различные лакокрасочные материалы и получать покрытия достаточно хорошего качества при использовании простого оборудования. Окуная изделие в лакокрасочный материал, или обливая им изделие, удается прокрашивать практически все участки поверхности, в том числе и скрытые от глаза человека, что не достигается с помощью других способов.
Окунание и облив применяют главным образом для получения грунтовочных и однослойных покрытий на изделиях разной сложности небольших и средних размеров. Они используются во многих отраслях промышленности (автомобильной, приборостроительной, сельскохозяйственном машиностроении и др.), поскольку позволяют механизировать и автоматизировать процессы окрашивания.
Недостатки способов: неравномерность толщины покрытий по высоте изделий, невозможность окрашивания изделий, имеющих карманы и внутренние полости, относительно большие потери лакокрасочных материалов, нередко доходящие до 20% и более. Многие из этих недостатков, однако, исключаются, если объектом окрашивания служат плоские изделия (деревянные щиты, металлические листы, рулонный материал), уложенные горизонтально. Лакокрасочный материал при этом наносят с помощью лаконаливных (лакообливочных) машин. Именно при окраске таких изделий, особенно щитовой мебели, нашел применение способ облива.
Уменьшение потерь лакокрасочных материалов и разнотолщинности покрытий при одновременном улучшении их декоративного вида достигается при выдержке свежеокрашенных изделий в парах растворителей. Этот способ, как разновидность способа облива, под названием струйный облив получил широкое распространение в промышленности. Аналогичным образом можно улучшить покрытия, нанесенные способом окунания. Другие разновидности способа окунания - окрашивание длинномерных изделий протягиванием и покрытием мелких изделий во вращающихся барабанах.
Окунание и облив в любых вариантах исполнения представляют особый интерес при нанесении водоразбавляемых лакокрасочных материалов в связи с возможностью организации поточных пожаробезопасных технологических процессов.
Основы способов. Принцип нанесения окунанием и обливом основан на смачивании окрашиваемой поверхности жидким лакокрасочным материалом удерживании его на ней в тонком слое за счет адгезии и вязкости материала. Качество и толщина покрытий при окрашивании окунанием и обливом определяются свойствами поверхности, а также структурно-механическими характеристиками наносимого материала.
Рассмотрим процесс нанесения жидкой краски путем окунания в нее изделия, например, плоской пластинки (рис. 8.13). Первоначальный акт – погружение изделия в жидкий материал, т. е. установление адгезионного контакта. В зависимости от вязкости материала и характера поверхности длительность этого процесса может составлять секунды или минуты. Одновременно с установлением контакта происходит адсорбционное взаимодействие жидкости с твердой поверхностью.
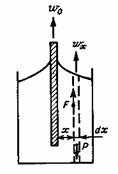
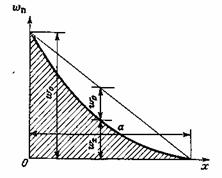
Рис. 8.13. Схема сил, действующих на жидкость при извлечении из нее изделия
Рис. 8.14. Распределение скоростей в слое жидкости при извлечении из нее изделия
При извлечении изделия, например со скоростью w0, будет увлекаться не только слой адсорбированной жидкости; вследствие адгезии и внутреннего трения F движение будет передаваться параллельным слоям жидкости, но со скоростью wп. Кроме силы F эти слои будут испытывать силы тяжести P, вызывающей опускание (стекание) жидкого материала со скоростью wр . суммарная скорость движения каждого элементарного слоя wх , находящегося на расстоянии х от поверхности изделий, т.о. будет равна:
При условии ламинарного движения и исключении силы тяжести скорость отдельных слоев изменяется равномерно по мере удаления от изделия на расстояние, и становится равной нулю. При этом зависимость wп =f(x) прямолинейна (рис. 8.14), а градиент скорости dwn /dx = const.
В реальных условиях, когда воздействует сила тяжести Р, характер зависимости изменяется, объем жидкости, извлеченной изделием, всегда меньше (на рис. 8.14 он показан в виде заштрихованной области).
Если принять ширину слоя за единицу, а толщину – за dx, то dV составит: dV= wх×dx, а объем всей жидкости, увлеченной таким изделием в единицу времени, будет равен:

V=wх×dx. (8.11)
После извлечения изделия из жидкости часть ее стекает, и, если это нелетучая жидкость, то независимо от скорости извлечения на поверхности остается слой, толщина которого определяется вязкостью, плотностью и энергетическими факторами, взаимодействия жидкости с поверхностью твердого тела.
При окунании в лакокрасочные материалы процесс усложняется непрерывным изменением вязкости нанесенного на изделия слоя, вследствие чего стекание его замедляется, а затем и совсем прекращается.
Нетрудно убедиться, что толщина и степень неравномерности пленки будут тем больше, чем выше скорость извлечения изделия (рис. 8.15), вязкость лакокрасочного материала и скорость ее нарастания в момент стекания. Из низковязких материалов (20 с по ВЗ-4 и менее) формируются относительно тонкие покрытия с небольшим разбросом толщин по высоте изделия. Тот же эффект достигается при малых скоростях извлечения изделий из лакокрасочного материала – 0,1м/мин и менее (рис. 8.16). Однако на практике это приводит к снижению эффективности окрашивания: с уменьшением вязкости материалов повышается расход растворителей и в ряде случаев появляется необходимость нанесения нескольких слоев покрытия. Уменьшение скорости извлечения изделий снижает производительность работы установок.

Рис. 8.15. Зависимость толщины покрытий из масляной краски от скорости извлечения изделий из ванны при различной вязкости краски (по ВЗ-4) при 20°С
Рис. 8.16. Изменение толщины покрытий из нитратцеллюлозного лака по длине изделия при различных скоростях извлечения его из ванны
При нанесении лакокрасочных материалов способом облива закономерности, свойственные окунанию сохраняются. Слой жидкости, подаваемой на единицу поверхности при обливе, в отличие от распыления, превосходит предельную толщину, при которой жидкость может удерживаться на вертикальных поверхностях за счет сил адгезии и внутреннего трения. Поэтому ее избыток обязательно стекает, оставляя на подложке неравномерный по толщине слой, а на нисходящей ее кромке – натеки в виде капель. Продолжительность стекания в основном определяется вязкостью лакокрасочного материала и скоростью испарения входящих в его состав растворителей и для разных типов лаков и красок составляет 5-15мин.
Испарение растворителей можно замедлить или исключить, поместив изделие с нанесенным слоем лакокрасочного материала в атмосферу, содержащую пары растворителей в относительно высокой концентрации. В результате этого замедляется или прекращается нарастание вязкости и поверхностного натяжения лакокрасочного материала и создаются условия для его растекания и удаления избытка с поверхности (рис. 8.17). Изменяя вязкость исходного материала, концентрацию паров растворителя, продолжительность выдержки в нем окрашенных изделий, можно в широких пределах регулировать толщину получаемых покрытий, одновременно улучшая их равномерность (рис. 8.18).

Рис. 8.17. схема выравнивания слоя лакокрасочного материала при воздействии паров растворителя: 1 - профиль покрытия при обычном окунании; 2 - профиль покрытия при окунании с выдержкой в парах растворителя
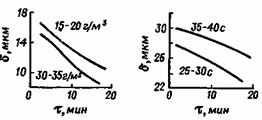
Рис. 8.18. Зависимость толщины алкидных покрытий от продолжительности выдержки в парах растворителей при вязкости лакокрасочного материала 20 с по ВЗ-4 и разной концентрации паров (а), концентрации паров растворителей 18 г/м 3 и разной вязкости лакокрасочного материала
Как видно из рис. 8.18, толщина покрытия уменьшается тем интенсивнее, чем выше концентрация паров растворителей в паровой камере. Естественно, материалы с меньшей вязкостью формируют более тонкие покрытия. Опытным путем установлено оптимальное время выдержки покрытий в парах растворителей, при котором сохраняется достаточная толщина и одновременно обеспечивается удовлетворительная равномерность покрытий по высоте изделий.
Нанесение лакокрасочных материалов окунанием. Варианты окрашивания окунанием весьма разнообразны по аппаратурному и технологическому оформлению.
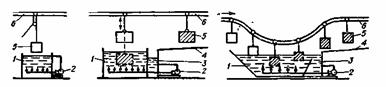
Рис.8.19. Схемы установок для окрашивания окунанием:
а - с ручным погружением изделий; б - с погружением изделий на пульсирующем конвейере с помощью опускного механизма; в - с погружением изделий на конвейере непрерывного действия;
1 - ванна; 2 - насос; 3 - карман; 4 - сточный лоток; 5 - изделие
В условиях мелкосерийного производства применяют стационарные ванны; изделия погружают в них с помощью подъемников, тельферов или вручную (рис. 8.19, а). Для предотвращения испарения растворителей в окружающую среду такие ванны, как правило, оборудуются бортовым отсосом. При массовом производстве изделия в ванну подают конвейером периодического или непрерывного действия (рис. 8.19, б, в), ванну же (стационарную или поднимающуюся) помещают в камеру, оборудованную вытяжной вентиляцией. Ванна непрерывного действия имеет сточный лоток для сбора стекающего с изделий лакокрасочного материала и насосов для перемешивания ( в случае пигментированных составов). Перемешивание красок осуществляется их отбором из верхней части ванны или из кармана и подачи через трубу с отверстиями в нижнюю часть; кратность циркуляции материала 3-5 об/ч. Перемешивать краску в ванне можно также с помощью мешалок или сжатого воздуха; последний способ не распространен.
Окунание с выдержкой в парах растворителей проводится в ваннах, оборудованных паровым туннелем. В зависимости от габаритов окрашиваемых изделий объем ванн колеблется от нескольких литров до нескольких десятков кубических метров. Особенно большие по размеру ванны используют для окрашивания сварных конструкций, мачт электропередач, пола кузовов и кабин автомобилей, щитовых изделий. Ванны для окунания, имеющие объем 0,5 м3 и более снабжены аварийным сливом – трубой и подземным баком для эвакуации огнеопасного лакокрасочного материала в случае аварийной ситуации. Скорость движения конвейеров непрерывного действия при окрашивании окунанием обычно не превышает 2,5 м/мин.
Способом окунания можно наносить любые стабильные при хранении лакокрасочные материалы: битумные, глифталевые, пентафталевые, мочевино - и меламиноформальдегидные, эпоксидные и др. При окрашивании мелких изделий часто применяют нитратцеллюлозные лаки и эмали. Более удобными для нанесения окунанием являются непигментированные лакокрасочные материалы.
Окрашивание плоских изделий способом налива. Налив представляет собой разновидность способа облива, при котором лакокрасочный материал подается на плоские (или слегка изогнутые) горизонтально уложенные изделия в строго дозированном количестве. Дозирование предусматривает подачу на единицу поверхности одинакового количества материала, именно такого, при котором исключается его стекание и одновременно достигается хорошее разравнивание (растекание) на горизонтальной поверхности. С этой целью лак или краску наносят на поверхность в виде плоской струи (завесы), перекрывающей всю ширину изделия. Такую завесу можно получить, сливая жидкость через горизонтальный порог (плотину), или узкую щель в стенке или дне сосуда. Если завесу равномерно, с определенной скоростью пронести над изделием или изделие пропустить через завесу (что технически более удобно), то поверхность будет покрыта равномерным слоем лакокрасочного материала. На этом принципе основано лакирование и окрашивание многих видов изделий: щитовой мебели, древесностружечных и древесноволокнистых плит, картона, фанеры, дверных полотен, лыж, брусковых материалов и пр.
Отличительные особенности способа налива – высокая производительность, малые потери лакокрасочных материалов, возможность нанесения за один слой разных по толщине покрытий (до 300 мкм) – позволяют отнести его к наиболее перспективным способам окрашивания.
Для нанесения наливом применяют разные по конструкции лаконаливные машины. Принцип их работы понятен из рис.8.20.
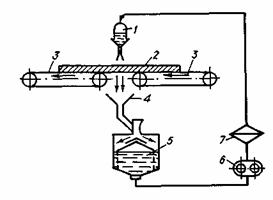
Рис. 8.20. схема работы лакона наливной машины: 1 - наливочная головка; 2 - покрываемое изделие; 3 - транспортирующие устройства; 4 - приемный лоток; 5 - отстойный бак; 6 - насос; 7 - фильтр
Лакокрасочный материал подается на изделие из наливочной головки. Не попавший на изделие материал (протяженность завесы обычно больше ширины изделия) стекает через приемный лоток в отстойный бак, откуда, освободившись от пузырьков увлеченного им воздуха, вновь возвращается в цикл. Процесс осуществляется непрерывно. Окрашиваемые изделия перемещаются автоматически с помощью транспортирующих устройств. Наиболее ответственная деталь лаконаливных машин – наливочная головка. Она определяет профиль вытекающей струи и расход лакокрасочного материала. Нашли применение наливочные головки с донной щелью (наиболее распространенный тип), со сливной плотиной, со сливной плотиной и экраном; оптимальное расстояние от наливочной головки до изделия составляет 50-100 мм.
Регулирование подачи красок на изделия в лаконаливных машинах осуществляется путем изменения ширины щели, давления или объема поступающего в наливочную головку материала.
Толщину покрытий также можно изменять, меняя скорость движения транспортирующих изделие устройств. При окрашивании и лакировании мебельных изделий широко применяется лаконаливная машина ЛМ-3. Она имеет две наливочные головки и позволяет окрашивать как плоские части, так и кромки изделий шириной до 2,2 м скорость движения изделий можно варьировать в пределах 10-170 м/мин.
Лаконаливные машины (ЛМ-3, ЛМ-140-1, ЛМК-1 и др.) – весьма производительный и экономичный вид окрасочного оборудования. При автоматизированных подаче и съеме изделий с транспортера производительность по окрашиваемой поверхности может достигать десятков тысяч квадратных метров в час.
При нанесении способом налива принципиально нет ограничений в применении любых жидких материалов. Так как способ налива применяется в основном для отделки изделий из древесины, освоено нанесение в первую очередь мебельных лаков и эмалей нитратцеллюлозных (I) и полиэфирных (II). Ниже приводятся основные технологические параметры их нанесения:
Рабочая вязкость по ВЗ-4, с 80 55-100
Скорость движения изделия, м/мин 60-90 50-80
Средний расход материалов, г/м2 120-200 400-500
Толщина однослойных покрытий, мкм 25-40 200-300
Компоненты полиэфирных лаков смешивают непосредственно перед нанесением (в случае машин с одной головкой) или в процессе нанесения (при использовании машин с двумя наливочными головками). Способом налива можно наносить однослойные и многослойные, однородные и разнородные покрытия. При нанесении окрашивается только одна сторона изделия – верхняя. Если необходимо окрасить обратную сторону или торцы (кромки) изделий, их переворачивают и процесс повторяют. Наиболее часто встречающийся дефект покрытий – газонаполнение. Он возникает в результате попадания воздуха в струю краски или ее микродиспергирования при соприкосновении с быстродвижущейся поверхностью. Устранение этого и других дефектов достигается изменением параметров лакокрасочного материала (вязкости, поверхностного натяжения) и режимов работы машин. В процессе налива или при последующем транспортировании изделий до сушилки происходит испарение растворителей или мономеров. Поэтому в конструкциях лаконаливочных машин предусматривают местный отсос, и помещения, где проводится окрашивание, оборудуют общей вентиляцией.
Окрашивание длинномерных изделий способом протягивания. Длинномерные изделия, имеющие постоянное поперечное сечение по длине (карандаши, плинтусы, карнизы, проволока, отрезки труб небольшого диаметра), удобно окрашивать путем их протягивания через ванну с лакокрасочными материалом (рис. 8.21).
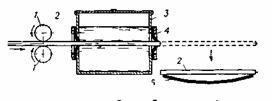
Рис. 8.21. Схема окрашивания карандашей способом протягивания:
1 - подающие валки; 2 - карандаш; 3 - ванна с лакокрасочным материалом; 4 - ограничительные шайбы; 5 - сушильный транспортер
Излишки материала при этом удаляются ограничительными кольцами (шайбами из резины) перекрывающими вход и выход изделий из ванны. Роль ванны может пористый материал (поролон, фетр, тканевый пакет), плотно обжимающий покрываемую поверхность. Дозирование лака или краски на пористый материал осуществляют через трубку или фитильным способом. При протягивании изделий через пористый материал, пропитанный лаком, последний откладывается тонким слоем на поверхности изделия. Этим способом проводят, в частности, лакирование проводов на предприятиях электротехнической промышленности.
Для лакирования и окрашивания способом протягивания применяют как быстро-, так и медленносохнущие лакокрасочные материалы: нитратцеллюлозные, масляные, алкидные, полиэфирные, эпоксидные (одноупаковочные) и др.
Так, карандаши покрывают нитратцеллюлозными лаками и эмалями с относительно высокой вязкостью и содержанием сухого остатка 50-60%. Вытолкнутый у ванны карандаш поступает на приемный (сушильный) транспортер.
Для покрытия проволоки в основном применяют лаки с низколетучими растворителями (керосин, уайт-спирит, крезолы и др.); покрытия отверждают в сушилках конвективного или индукционного типа при высоких температурах. Толщина однослойных покрытий при протягивании небольшая 2-5 мкм, поэтому предусматривается нанесение нескольких слоев – от 2 до 12.
Способ протягивания производителен, достаточно экономичен, позволяет механизировать и автоматизировать окрасочный процесс, однако имеет большие ограничения по форме покрываемых изделий.
Нанесение лакокрасочных материалов в барабанах. Наиболее простым и экономически выгодным для мелких изделий массового изготовления (пистоны для обуви, крючки, петли, пряжки, болты, гайки, рукоятки для инструмента, детали пишущих машин и др.) является способ окрашивания в барабанах. Применяют барабаны с механическим приводом. Они обеспечивают слив лакокрасочного материала и нередко высушивание изделий при вращении. В последнем случае предусмотрена подача в барабан теплого воздуха и отвод из него паров растворителей. Изделия загружают в барабан обычно на 1/2-2/3 объема. Лакокрасочный материал заливают с таким расчетом, чтобы полностью смочить изделия. Время вращения барабана 5-7 мин, частота вращения 75-120 об/мин. Если покрытия высушивают вне барабана, то изделия выгружают на сетки и после стекания избытка краски направляют в сушилку.
Имеются конструкции барабанов, в которых окрашивание изделий осуществляются не погружением в лакокрасочный материал, а его распылением. При этом, в случае термореактивных лаков и красок, возможно их многослойное нанесение с сушкой каждого слоя непосредственно в барабане при его вращении. Вместо барабанов могут быть использованы центрифуги. Изделия загружают в перфорированную корзину центрифуги, опускают в емкость с краской и после изъятия из нее центрифугу приводят во вращение для удаления избытка краски и высушивания изделий.
Для нанесения в барабанах и центрифугах применяют преимущественно быстросохнущие лакокрасочные материалы – битумные и нитратцеллюлозные лаки и эмали, в каждом конкретном случае подбирают опытным путем. Покрытия имеют невысокий класс отделки (не выше III), встречаются дефекты в местах соприкосновения изделий, возможны потеки.
Есть ли возможность красить детали методом погружения?!

Овладел технологией снятия ржавчины с железа электрохимическим методом!
Теперь поставил задачу научится красить методом погружения!
По типу как на заводах наносят грунт на автомобиль.Что бы молекулы краски под воздействием электрики притягивались к окрашиваемому объекту.
Хочу добиться равномерного нанесения краски на объект.
Аквапринт своими руками в домашних условиях: как легко сделать покрытие дома
Окраска погружением – такой способ нанесения на поверхность, при котором краска, находящаяся на поверхности воды, оседает на поверхности погружаемого предмета. Аквапринт своими руками создает неповторимые узоры и при этом крайне прост.

Чтобы покрасить что-то таким способом дома вам понадобятся: акриловая краска в баллонах и большая емкость для воды. Посмотрите видео-урок.
Шаг 1: Подготовьте деревянную поверхность к окрашиванию

Как всегда перед окраской поверхность нужно подготовить к нанесению краски.
Я буду окрашивать доску для скейтборда, так как защитное покрытие на ней легко снимается шлифовкой.

Покрытие я снял до древесины наждачной бумагой 80грит, а древесину сгладил наждачной бумагой 180 грит.

Шаг 2: Емкость для воды

Для аквапринта своими руками подойдет любая большая и глубокая емкость. Брать лучше старую емкость, которую не жалко, так как в процессе она обязательно тоже будет окрашена.
В строймагазинах обычно продается много вариантов пластиковых контейнеров, которые после окраски можно использовать для хранения вещей, если вы ничего не имеете против цветных пятен внутри, конечно.

Наполните емкость водой, чтобы вы могли полностью погрузить в воду окрашиваемый предмет. Для окраски доски скейтборда я наполнил емкость почти до верха, и все равно глубины не хватило, пришлось окрашивать сначала один конец, потом другой.
Шаг 3: Приделываем ручки к окрашиваемому предмету

Если вы хотите окрасить поверхность со всех сторон, вам нужно приделать ручки, чтобы краска покрыла всю поверхность (кроме той, что под ручками). Пусть лучше в краске будут ручки, чем ваши руки. Если правильно выбрать место для ручек, вы можете свести неокрашенную поверхность к минимуму.

Я установил ручки на своей доске в том месте, где потом прикрепил ленту-липучку, поэтому на моем скейтборде не видно неокрашенных мест.
Шаг 4

Когда вода набрана, вам осталось определиться с сочетанием цветов для окраски. У меня было несколько старых баллончиков. Мне кажется, при окраске погружением почти все сочетания цветов удачные.

Не забудьте надеть перчатки, чтобы ваши руки тоже не покрыла краска.
Шаг 5: Распыляем краску на воду

Здесь есть где разгуляться вашей креативности. Сначала распылите щедрый слой первого цвета на поверхность воды. Можно сделать одно большое цветовое пятно по центру поверхности воды, или несколько небольших вдоль стенок емкости. Разные места распыления дают разные узоры, которые меняются от каждого нажатия на кнопку.

Краска растечется по поверхности воды. Возьмите другой цвет и сделайте им несколько пятен поверх первого цвета.

Возьмите в каждую руку по баллончику и распыляйте их на поверхность воды, узоры получатся просто невообразимые.

Самое замечательное в этом процессе то, что вам не нужно придумывать узоры, краска создаст их сама. Все, что вам нужно делать – распылять краску на поверхность воды, пока вам не понравится результат.
Шаг 6: Погружаем

Приступаем к самой интересной части – погружению.
Слой будет прилипать к любой поверхности, которой коснется. Если во погрузите предмет в глубь воды сквозь слой краски, вы заметите, что этот слой даже захлёстывается вокруг края предмета и покрывает его обратную сторону. Возможно, это именно тот результат, к которому вы стремились. Если же вам нужно покрасить только одну сторону, остальные поверхности можно защитить от краски слоем нефтяного вазелина.
Вдавите окрашиваемый предмет в слой краски. На полученный рисунок влияют угол, под которым вы совершаете погружение, и скорость, с которой вы это делаете.
Шаг 7: Разрываем слой краски на воде

Если вы не хотите, чтобы обратная сторона предмета была окрашена, вам нужно разогнать краску на поверхности в стороны, чтобы получилось чистое пространство.

Можете покачать предмет под водой, чтобы получившиеся волны разогнали краску к стенкам емкости, или расчистить поверхность руками. Если этого не делать, обратная сторона тоже будет покрыта принтом, осевшей при вынимании окрашиваемого предмета из воды.
Шаг 8: Окрашиваем за несколько погружения

Чтобы полностью окрасить свою доску для скейтборда, мне пришлось погрузить в воду сначала один конец, потом распылить на поверхность воды еще несколько пятен краски, и после этого окунуть в воду второй конец доски.
Пятна перекроют друг друга и из-за хаотичности рисунка место перекрытия будет совсем незаметно.
Шаг 9: Убираем краску

Краска очень липкая и проблем со сцеплением с поверхностью возникнуть не должно. Это касается также и поверхности емкости с водой, и ваших рук и всего, на что краска попадет. Используйте средства защиты!
Шаг 10: Просушиваем краску

После погружения поверхность окрашиваемого предмета будет влажной – и из-за воды, и из-за непросохшей краски.
Прежде чем что-то делать с вашей вещью, дайте достаточно времени просохнуть. Мой скейтборд стоял два часа прежде чем краска перестала липнуть при прикосновении пальцами.
Шаг 11: Удаляем ручки и наносим защитный слой

Когда покрытие высохнет, можно снять/убрать ручки.
Чтобы защитить покрытие от отслаивания, нанесите сверху защитный полиуретановый спрей.

Спрей наносится ровными движениями поперек ширины доски, с расстояния 30 см. дайте спрею час высохнуть, потом можете нанести второй и третий слои.
Шаг 12: Окрашиваем вещи

Теперь, когда вы знакомы с принципами окраски погружением, вы можете творить всевозможные дизайны. На фотографии окрашенной доски скейтборда невозможно увидеть границу пересечения слоев.

Вариантов аквапринта в домашних условиях множество – можно окунать предметы поочередно в разные цвета, можно окрашивать лишь часть предмета.
ОКРАСКА ОКУНАНИЕМ
Для получения сравнительно равномерных по толщине покрытий рабочая вязкость глифталиевых материалов рекомендуется порядка 20 . 25 с, а фенольных грунтовок 16 . 18 с по вискозиметру ВЗ-4 при 20 °С. Скорость извлечения деталей из ванны должна быть небольшой, с увеличением скорости неравномерность покрытий по толщине возрастает. Погружение и извлечение деталей из ванны нужно производить плавно. Погружаемые детали или изделия должны быть полностью покрыты лакокрасочным материалом, не допускается скапливание материалов в углублениях (карманах) изделия при извлечении его из ванны, не допускается также образование на окрашенной поверхности заметных подтеков.
Детали следует завешивать на приспособления с минимальным расстоя-
ниєм между ними. Это способствует более полному стеканию излишков нанесенного материала. Продолжительность стекания при температуре 18 . 25 °С рекомендуется не менее 10 . 12 мин. Замедленное стекание помогает получению более равномерных по толщине покрытий и предотвращает образование больших наплывов и подтеков. Детали после окунания на время стекания краски и сушки должны оставаться в таком же положении, как и при окунании.
По мере пользования ванной происходит увеличение вязкости лакокрасочных материалов главным образом вследствие улетучивания растворителей, поэтому необходимо периодически ее корректировать, добавляя соответствующие растворители.
Установки для окраски окунанием несложны. Если объем окрасочных работ невелик и детали небольших размеров, то для грунтования детали погружают в ванну вручную.
После окунания их подвешивают на крючки для стока избытка лакокрасочного материала и сушки. В подобных случаях применяется ванна, показанная на рис. 31. Корпус ванны 1 оборудован вытяжкой 6 для удаления паров растворителей, испаряющихся с поверхности ванны. Перемешивание осуществляется насосом 3, приводимым в движение электродвигателем 4, установленным на основании 5. Для окрашивания детали укладывают в сетчатые корзины, окунают их в ванну, затем ставят на сетку 2 для стока излишней краски по сточному желобу 7 и возвращения в ванну. Для слива краски служит кран 8.В условиях массового производства, когда изделия поступают непрерывно, окраска окунанием осуществляется при подаче изделий подвесным одно- цепным или двуцепным конвейером.
Для нанесения шпатлевок с целью выравнивания неровностей на поверхности применяют шпатели. Шпатели представляют собой тонкие упругие пластинки из стали и из различных пород дерева (бука, ясеня, березы) и армированного пластика. Стальные шпатели (рис. 32, а) изготавливают в виде лопаток с деревянной рукояткой. Лопатку несколько скашивают для удобства в работе. Наиболее часто употребляются шпатели с шириной рабочей поверхности 30 . 100 мм. Деревянные шпатели (см. рис. 32, б) делают с заостренным и скошенным лезвием шириной 40 . 200 мм. Для шпатле-
металлический; б — деревянный
Рис. 33. Работа со шпателем
вания поверхностей, имеющих закругления, применяют небольшие резиновые пластинки.
При работе шпатель нужно держать наклонно ручкой вперед по направлению движения (рис. 33). При таком положении шпателя шпатлевка лучше распределяется по поверхности и полнее заполняются неровности. Наносить шпатлевку нужно полосами, при этом каждая последующая полоса должна захватить край предыдущей тонким слоем порядка 0,2 мм.
Окраска деталей методом погружения
Чтобы окрасить деревянное изделие самым простым и самым старым способом, нужно погрузить деталь в емкость с лакокрасочным составом, затем вынуть, собрать капли и высушить.
По сравнению с распылением этот метод отличается более высоким выходом и незначительной инвестиционной стоимостью. Большим преимуществом погружения является высокий коэффициент полезног о действия, от 85 до 99%.
Недостаток метода — плохо контролируемая толщина слоя покрытия, которая зависит от подготовки древесины, ее влажности и продолжительности пребывания в баке с ЛКМ. Погружение равным образом пригодно как для окраски деревянных деталей массового производства, так и отдельных укрупненных изделий, например окон. Сегодня погружение используется для окраски деталей мебели из сосны или пихты, деревянных стульев, плетеных изделий, деревянных карандашей и линеек. В последние годы этот метод приобрел значение при экономичной окраске недорогих компонентов мебели. Но качество поверхности, достижимое при использовании процесса погружения, недостаточно для высокосортной мебели.
При промышленном использовании погружения, изделие (например, окно) в циклическом или проходном процессе окунается в низковязкий лакокрасочный состав, вынимается и после прохода через участок стекания транспортируется в зону сушки. Зона стекания, которая часто оборудована подогреваемым обдувом, имеет большое значение для того, чтобы избежать образования на поверхности пузырей и наплывов. Метод погружения для строительных деталей наружного использования применяется скорее для пропитки и грунтования окон или изгородей, так как внешний вид поверхности не очень соответствует современным требованиям. С точки зрения гигиены труда и с целью избежать опасности пожара во время работы, сегодня используют исключительно водорастворимые однокомпонентные составы. Баки для погружения должны быть оборудованы автоматическими перемешивающими устройствами, чтобы предотвратить оседание пигмента и других составных частей материала.
Читайте также: