
Погонный угол закрутки трубы для профтрубы
Обновлено: 04.07.2024
Размеры и вес профильной трубы
Что такое профильная труба
Когда говорят о размерах профильной трубы, имеют в виду ее наружные габариты. Также в номенклатуре ставится толщина стенки. Таким образом, чем больше толщина стенки, тем меньше будет внутреннее сечение. Иногда это важно и стоит принимать во внимание.
Каждый из видов сечения профильной трубы прописан в отдельном стандарте. Там описан весь сортамент, с указанием размеров сечения, толщины стенки и веса погонного метра трубы.
- квадратного сечения ГОСТ 8639-82;
- прямоугольного 8645-68;
- овального 8642-68.
Из какой стали делают
Профильные трубы любой формы и сечения делают из углеродистой и легированной стали. Их марки прописаны в ГОСТе 13663-86, в котором прописаны все требования к изделиям. В том числе, и марки стали. Можно найти из алюминия и из сплавов, но они сделаны по ДСТУ, а не по стандарту. Тем не менее, они тоже есть.

Профильные трубы делают из конструкционной стали и легированной
Для обычного применения подходит углеродистая сталь. Марку стоит выбирать конкретно при расчете крупных конструкций (ферм). В домашнем строительстве вряд ли имеет большую разницу Ст1сп или Ст3сп. Совсем несущественно. Обычно берут то, что есть на ближайшем складе и что устраивает по цене.
Размеры квадратной профильной трубы и вес погонного метра
Труба квадратного сечения идет чаще на стойки, из нее собирают несущий каркас, а перемычки делают из прямоугольной. К такому каркасу проще крепить материалы (любые). А еще, при прочих равных, прочность на изгиб у квадратной профильной трубы выше. Она сравнима с показателями двутавровой балки. Но сопротивление скручивающим нагрузкам у круглой трубы намного выше. Так что это надо учитывать.
| Размер в мм | Вес одного метра, кг | Размер в мм | Вес одного метра, кг | Сечение профильной трубы в мм | Вес одного метра, кг | Сечение профильной трубы в мм | Вес одного метра, кг | Сечение профильной трубы в мм | Вес одного метра, кг | Сечение профильной трубы в мм | Вес одного метра, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Труба квадратная 10х10х0,8 | 0,222 | Труба квадратная 30х30х0,8 | 0,725 | Профильная квадратная труба 40х40х3,5 | 3,85 | Профильная квадратная труба 60х60х2 | 3,59 | Профильная квадратная труба 90х90х3 | 8,07 | Профильная квадратная труба 150х150х9 | 38,75 |
| 10х10х0,9 | 0,246 | 30х30х0,9 | 0,811 | 40х40х4 | 4,30 | 60х60х2,5 | 4,43 | 90х90х4 | 10,59 | 150х150х10 | 42,61 |
| 10х10х1 | 0,269 | 30х30х,1 | 0,897 | 40х40х5 | 5,16 | 60х60х3 | 5,25 | 90х90х5 | 13,00 | Профильная квадратная труба 180х180х8 | 42,34 |
| 10х10х1,2 | 0,312 | 30х30х1,2 | 1,07 | 40х40х6 | 5,92 | 60х60х3,5 | 6,04 | 90х90х6 | 15,34 | 180х180х9 | 47,23 |
| 10х10х1,4 | 0,352 | 30х30х1,3 | 1,15 | Профильная квадратная труба 42х42х3 | 3,55 | 60х60х4 | 6,82 | 90х90х7 | 17,58 | 180х180х10 | 5,03 |
| Труба квадратная 15х15х0,8 | 0,348 | 30х30х1,4 | 1,23 | 42х42х3,5 | 4,07 | 60х60х5 | 8,30 | 90х90х8 | 19,73 | 180х180х12 | 61,36 |
| 15х15х0,9 | 0,388 | 30х30х1,5 | 1,31 | 42х42х4 | 4,56 | 60х60х6 | 9,69 | Профильная квадратная труба 100х100х3 | 9,02 | 180х180х14 | 70,33 |
| 15х15х1 | 0,426 | 30х30х2 | 1,70 | 42х42х5 | 5,47 | 60х60х7 | 11,00 | 100х100х4 | 11,84 | Трубы квадратные специальных размеров | |
| 15х15х1,2 | 0,501 | 30х30х2,5 | 2,07 | 42х42х6 | 6,3 | 60х60х8 | 12,20 | 100х100х5 | 14,58 | 32х32х4 | 3,30 |
| 15х15х1,4 | 0,571 | 30х30х3 | 2,42 | Профильная квадратная труба 45х45х2 | 2,65 | Профильная квадратная труба 70х70х3 | 6,19 | 100х100х6 | 17,22 | 36х36х4 | 3,80 |
| 15х15х1,5 | 0,605 | 30х30х3,5 | 2,75 | 45х45х3 | 3,83 | 70х70х3,5 | 7,14 | 100х100х7 | 19,78 | 40х40х2 | 2,33 |
| Труба квадратная 20х20х0,8 | 0,474 | 30х30х4 | 3,04 | 45х45х3,5 | 4,40 | 70х70х4 | 8,07 | 100х100х8 | 22,25 | 55х55х3 | 4,78 |
| 20х20х0,9 | 0,529 | Труба квадратного сечения 35х35х0,8 | 0,85 | 45х45х4 | 4,93 | 70х70х4 | 9,89 | 100х100х9 | 24,62 | 65х65х6 | 10,63 |
| 20х20х1 | 0,583 | 35х35х0,9 | 0,953 | 45х45х5 | 5,94 | 70х70х6 | 11,57 | Профильная квадратная труба 110х110х6 | 19,11 | ||
| 20х20х1,2 | 0,689 | 35х35х1,4 | 1,45 | 45х45х6 | 6,86 | 70х70х7 | 13,19 | 110х110х7 | 21,98 | ||
| 20х20х1,4 | 0,791 | 35х35х1,5 | 1,55 | 45х45х7 | 7,69 | 70х70х8 | 14,71 | 110х110х8 | 24,76 | ||
| 20х20х1,5 | 0,841 | 35х35х2 | 2,02 | 45х45х8 | 8,43 | Профильная квадратная труба 80х80х3 | 7,13 | 110х110х9 | 27,45 | ||
| 20х20х2 | 1,075 | 35х35х2,5 | 2,46 | Профильная квадратная труба 50х50х2 | 2,96 | 80х80х3,5 | 8,24 | Профильная квадратная труба 120х120х6 | 20,99 | ||
| Труба квадратная 25х25х0,8 | 0,599 | 35х35х3 | 2,89 | 50х50х2,5 | 3,64 | 80х80х4 | 9,33 | 120х120х7 | 24,16 | ||
| 25х25х0,9 | 0,670 | 35х35х3,5 | 3,30 | 50х50х3 | 4,31 | 80х80х5 | 11,44 | 120х120х8 | 27,27 | ||
| 25х25х1 | 0,740 | 35х35х4 | 3,67 | 50х50х3,5 | 4,94 | 80х80х6 | 13,46 | 120х120х9 | 30,28 | ||
| 25х25х1,2 | 0878 | 35х35х5 | 4,37 | 50х50х4 | 5,56 | 80х80х7 | 15,38 | Профильная квадратная труба 140х140х6 | 24,76 | ||
| 25х25х1,4 | 1,01 | Профильная квадратная труба 40х40х1,4 | 1,67 | 50х50х4,5 | 6,16 | 80х80х8 | 17,22 | 140х140х7 | 28,57 | ||
| 25х25х1,5 | 1,07 | 40х40х1,5 | 1,78 | 50х50х5 | 6,73 | 80х80х9 | 18,97 | 140х140х8 | 32,29 | ||
| 25х25х2 | 1,39 | 40х40х2 | 2,33 | 50х50х6 | 7,80 | 80х80х10 | 20,63 | 140х140х9 | 35,93 | ||
| 25х25х2,5 | 1,68 | 40х40х2,5 | 2,85 | 50х50х7 | 8,79 | 80х80х11 | 22,20 | Профильная квадратная труба 150х150х7 | 30,77 | ||
| 25х25х3 | 1,95 | 40х40х3 | 3,36 | 50х50х8 | 9,69 | 140х140х8 | 34,81 |
В таблицах также указан вес погонного метра профильной трубы каждого размера. Он нужен не только для того, чтобы можно было рассчитать нагрузку на транспорт. Используя эти данные можно проконтролировать толщину стенки. Вы можете взвесить кусок трубы, высчитать вес погонного метра, а потом сравнить с нормативом. Если данные близки, все нормально. Если реальный вес получился гораздо меньше, толщина стенки меньше заявленной. Правда, в таблице указан вес при плотности стали 7,85 г/см². Если плотность стали трубы меньше, это надо будет учитывать.
Размеры прямоугольной профильной трубы
| Сечение прямоугольного профиля, мм | Вес одного метра, кг | Сечение прямоугольного профиля, мм | Вес одного метра, кг | Сечение прямоугольного профиля, мм | Вес одного метра, кг | Сечение прямоугольного профиля, мм | Вес одного метра, кг | Сечение прямоугольного профиля, мм | Вес одного метра, кг | Размер прямоугольного профиля, мм | Вес одного метра, кг | Размер прямоугольного профиля, мм | Вес одного метра, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Прямоугольная труба 45*20*2 | 1,86 | Прямоугольная труба 50*40*2 | 2,65 | Прямоугольная труба 70*30*6 | 7,8 | Прямоугольная труба 90*40*6 | 10,63 | Прямоугольная труба 110*60*4 | 9,96 | Прямоугольная труба 150*80*7 | 23,08 | 28*252,5 | 1,8 |
| 45*20*2,5 | 2,27 | 50*40*2,5 | 3,25 | Прямоугольная труба 70*40*3 | 4,78 | 90*40*7 | 12,09 | 110*60*5 | 12,22 | 150*80*8 | 26,01 | 40*25*1,5 | 1,43 |
| 45*20*3 | 2,66 | 50*40*3 | 3,83 | 70*40*3,5 | 5,49 | Прямоугольная труба 90*60*4 | 8,7 | 110*60*6 | 14,4 | 150*80*9 | 28,86 | 40*28*1,5 | 1,5 |
| 45*20*3,5 | 3,02 | 50*40*3,5 | 4,39 | 70*40*4 | 6,19 | 90*60*4 | 10,65 | 110*60*7 | 16,48 | 150*80*10 | 31,62 | 40*28*2 | 1,95 |
| 45*20*4 | 3,36 | 50*40*4 | 4,93 | 70*40*5 | 7,51 | 90*60*6 | 12,51 | Прямоугольная труба 120*40*5 | 11,44 | Прямоугольная труба 150*100*6 | 21,93 | 40*28*2,5 | 2,39 |
| Прямоугольная труба 45*30*2 | 2,17 | Прямоугольная труба 60*20*2 | 2,33 | 70*40*6 | 8,75 | 90*60*7 | 14,59 | 120*40*6 | 13,46 | 150*100*6 | 25,28 | 70*50*7 | 10,99 |
| 45*30*2,5 | 2,66 | Прямоугольная труба 60*25*2,5 | 3,05 | Прямоугольная труба 70*50*3 | 5,25 | Прямоугольная труба 100*40*4 | 8,07 | 120*40*7 | 15,38 | 150*100*8 | 28,53 | 90*50*3 | 6,19 |
| 45*30*3 | 3,13 | 60*25*3 | 3,60 | 70*50*3,5 | 6,04 | 100*40*5 | 9,87 | 120*40*8 | 17,22 | 150*100*9 | 31,69 | 140*60*3 | 9,02 |
| 45*30*3,5 | 3,57 | 60*25*3,5 | 4,12 | 70*50*4 | 6,82 | 100*40*6 | 11,57 | Прямоугольная труба 120*60*5 | 13,0 | 150*100*10 | 34,76 | 150*60*7 | 20,88 |
| 45*30*4 | 3,99 | 60*25*4 | 4,62 | 70*50*5 | 8,3 | 100*40*7 | 13,19 | 120*60*6 | 15,34 | Прямоугольная труба 180*80*7 | 26,37 | 160*130*8 | 33,55 |
| Прямоугольная труба 50*25*1,5 | 1,67 | 60*25*5 | 5,55 | 70*50*6 | 9,69 | Прямоугольная труба 100*50*4 | 8,7 | 120*60*7 | 17,58 | 180*80*8 | 29,78 | 180*145*20 | 84,10 |
| 50*25*2 | 2,17 | Прямоугольная труба 60*30*1,5 | 2,02 | Прямоугольная труба 80*40*2 | 3,59 | 100*50*5 | 10,65 | 120*60*8 | 19,73 | 180*80*9 | 33,1 | 190*120*12 | 51,94 |
| 50*25*2,5 | 2,66 | 60*30*2 | 2,65 | 80*40*3 | 5,25 | 100*50*6 | 12,51 | Прямоугольная труба 120*80*5 | 14,58 | 180*80*10 | 36,33 | 196*170*18 | 88,99 |
| 50*25*3 | 3,13 | 60*30*2,5 | 3,25 | 80*40*3,5 | 6,04 | 100*50*7 | 14,29 | 120*80*6 | 17,22 | 180*80*12 | 42,52 | 200*120*8 | 37,32 |
| 50*25*3,5 | 3,57 | 60*30*3 | 3,83 | 80*40*4 | 6,82 | Прямоугольная труба 100*60*3 | 7,13 | 120*80*7 | 19,78 | Прямоугольная труба 180*100*8 | 32,29 | 230*100*8 | 38,57 |
| 50*25*4 | 3,99 | 60*30*3,5 | 4,39 | 80*40*5 | 8,3 | 100*60*3,5 | 8,23 | 120*80*8 | 22,25 | 180*100*9 | 35,93 | ||
| Прямоугольная труба 50*30*1,5 | 1,78 | 60*30*4 | 4,93 | 80*40*6 | 9,69 | 100*60*4 | 9,33 | Прямоугольная труба 140*60*5 | 14,58 | 180*100*10 | 39,47 | ||
| 50*30*2 | 2,32 | 60*30*5 | 5,94 | 80*40*7 | 10,99 | Прямоугольная труба 100*70*4 | 9,96 | 140*60*6 | 17,22 | 180*100*12 | 46,29 | ||
| 50*30*2,5 | 2,86 | Прямоугольная труба 60*40*1,5 | 2,25 | Прямоугольная труба 80*50*3 | 5,72 | 100*70*5 | 12,22 | 140*60*7 | 19,78 | Прямоугольная труба 180*150*8 | 38,57 | ||
| 50*30*3 | 3,36 | 60*40*2 | 2,96 | 80*50*3,5 | 6,59 | 100*70*6 | 14,40 | 140*60*8 | 22,25 | 180*150*9 | 42,99 | ||
| 50*30*3,5 | 3,85 | 60*40*2,5 | 3,64 | 80*50*4 | 7,44 | 100*70*7 | 16,48 | Прямоугольная труба 140*80*5 | 16,15 | 180*150*10 | 47,32 | ||
| 50*30*4 | 4,3 | 60*40*3 | 4,30 | Прямоугольная труба 80*60*3,5 | 7,14 | Прямоугольная труба 110*40*4 | 8,7 | 140*80*6 | 19,11 | 180*150*12 | 55,71 | ||
| Прямоугольная труба 50*35*1,5 | 1,9 | 60*40*4 | 4,94 | 80*60*4 | 8,07 | 110*40*5 | 10,65 | 140*80*7 | 21,98 | Трубы специального размера | |||
| 50*35*2 | 2,49 | 60*40*5 | 5,56 | 80*60*5 | 9,87 | 110*40*6 | 12,51 | 140*80*8 | 24,76 | 28*25*0,8 | 0,637 | ||
| 50*35*2,2 | 2,72 | 60*40*6 | 6,73 | 80*60*6 | 11,57 | 110*40*7 | 14,29 | Прямоугольная труба 140*120*6 | 22,88 | 28*25*0,9 | 0,713 | ||
| 50*35*2,5 | 3,09 | Прямоугольная труба 70*30*3 | 4,3 | 80*60*7 | 13,19 | Прямоугольная труба 110*50*4 | 9,33 | 140*120*7 | 26,37 | 28*25*1 | 0,787 | ||
| 50*35*3 | 3,6 | 70*30*3,5 | 4,94 | Прямоугольная труба 90*40*3,5 | 6,59 | 110*50*5 | 11,44 | 140*120*8 | 29,78 | 28*25*1,2 | 0,934 | ||
| 50*35*3,5 | 4,12 | 70*30*4 | 5,56 | 90*40*4 | 7,44 | 110*50*6 | 13,46 | 140*120*9 | 33,1 | 28*25*1,5 | 1,15 | ||
| 50*35*4 | 4,62 | 70*30*5 | 6,73 | 90*40*5 | 9,08 | 110*50*7 | 15,38 | Прямоугольная труба 150*80*6 | 20,05 | 28*25*2 | 1,49 |
Какую нагрузку выдерживает профильная труба
| Размер профильной трубы | Максимальная нагрузка (в кг) на пролет длиной | |||||
|---|---|---|---|---|---|---|
| 1 метр | 2 метра | 3 метра | 4 метра | 5 метров | 6 метров | |
| 40*40*2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40*40*3 | 979 | 231 | 96 | 46 | 21 | 6 |
| 50*50*2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50*50*3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60*60*2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60*60*3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80*80*3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100*100*3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100*100*4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120*120*4 | 13726 | 3334 | 1484 | 801 | 478 | 296 |
| 140*140*4 | 19062 | 4736 | 2069 | 1125 | 679 | 426 |
| Размер прямоугольной трубы | Максимальная нагрузка (в кг) на пролет длиной | |||||
|---|---|---|---|---|---|---|
| 1 метр | 2 метра | 3 метра | 4 метра | 5 метров | 6 метров | |
| 50*25*2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60*40*3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80*80*2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80*40*3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80*60*3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100*50*4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120*80*3 | 7854 | 1957 | 846 | 455 | 269 | 164 |
Из профильной трубы еще варят арки или перголы, каркасы для подпорных систем, собирают заборы. С арками надо вообще быть аккуратными. Они же обычно делаются под растения. При расчете к массе стволов/ветвей добавляйте еще снеговую нагрузку. А в летний период стоит учитывать зеленую массу и ветер. В таком сочетании нагрузки тоже не слабые.
3 способа сваривать профильную трубу под прямым углом без лишних хлопот
Профильная труба является самым ходовым материалом для изготовления каркасов различных станков, приспособлений и металлоконструкций. При работе с ней практически всегда требуется выполнение сварки под прямым углом. Это можно сделать по-разному, в зависимости от того что важнее эстетика или скорость работы. Рассмотрим 3 варианта сварки угла из профильной трубы.

Что потребуется:
- электросварка;
- угольник;
- чертилка или маркер;
- болгарка;
- штангенциркуль.
Способ 1: Быстрая грубая сварка
Этим способом можно пользоваться при необходимости сварки черновых невидимых со стороны конструкций. Два куска трубы просто прикладываются друг к другу под прямым углом и обвариваются.



Как следствие получается надежное соединение, на которое уходят считанные минуты.


Однако торец одной из трубок остается открытым, что делает такой вариант неподходящим для конструкций, где такой стык будет просматриваться.
Способ 2: Запил под 45 градусов со сгибанием
Этот метод в разы аккуратней. Он позволяет избежать открытого торца трубы. Его можно использовать, когда есть возможность сделать угловую детали из одной длинной трубы. Для этого на заготовке отмечается поперечная линия.

Затем от нее влево и вправо проводятся лучи под 45 градусов. Это делается и на противоположной стенки трубы точно напротив. При использовании угольника на разметку уходят секунды.

После этого нужно вырезать болгаркой размеченную часть трубы, чтобы осталась только стенка начала лучей. Затем труба сгибается и подравнивается под прямой угол.


Как следствие между стенками останется небольшой зазор в пару миллиметров. При наличии достаточного опыта владения сваркой его можно будет заварить идеально.
Способ 3: Запил под 45 градусов с учетом толщины стенки

Третий способ очень похож на второй, но позволяет сделать изгиб не получив тот самый зазор, который сложно аккуратно заварить. Чтобы им воспользоваться, нужно замерить толщину стенки профильной трубы. После этого на заготовке рисуется поперечная линия, но лучи под 45 градусов делаются с отступом от края на толщину стенки.



После этого отмеченная область вырезается, и труба сгибается. Благодаря сделанному отступу при сгибе зазор не получается.


Как следствие заварить аккуратно сможет даже человек, который впервые взял сварку в руки. Этот способ немного более кропотливый на этапе подготовки, но результат в разы качественней в эстетическом плане.
Смотрите видео
Как разметить концы профильных труб для резки под различными углами и последующего соединения
При изготовлении конструкций из профильных труб их часто приходиться соединять под различными углами. Резка «на глазок» приводит к большим погрешностям и соединения получаются хлипкими и неказистыми. Ниже рассмотрен очень простой способ разметки, резка по которой позволяет избежать отмеченных выше недостатков.
Понадобится
- Отрезки профильной металлической трубы;
- линейка металлическая;
- угольник;
- маркер;
- болгарка с отрезным диском.
Процесс разметки концов профильных труб под резку и соединение
Раскладываем различные по длине отрезки профильной трубы на ровной поверхности так, чтобы концы в стыковых узлах соединялись под различными углами.
Соединяем профиль под прямым углом
Для стыковки двух одинаковых отрезков примерно под прямым углом, что необязательно, измеряем линейкой наиболее удаленные точки на гранях торцов в их плоскости.
На точку соприкосновения нижних граней отрезков укладываем линейку параллельно воображаемой линии, соединяющей точки наиболее удаленных граней. Откладываем в обе стороны половину расстояния наиболее удаленных точек граней и отмечаем их точками.
Убеждаемся с помощью угольника, что отрезки имеют один и тот же угол наклона. Через отмеченные точки и точки наиболее удаленных граней проводим прямые линии до их пересечения со сторонами отрезков.
Отрезаем по полученной линии с помощью болгарки концы элементов и соединяем их по линии реза.
Вставка профиля в центр прямого угла
К внутренней стороне полученного угла прикладываем вертикально торец короткого отрезка трубы и проводим прямую, как бы продолжающую линию соприкосновения двух одинаковых отрезков трубы.
Измеряем расстояние от внешней точки соприкосновения торцов двух равных по длине отрезков до торца короткого отрезка. Откладываем это расстояние по сторонам короткого отрезка и проводим через них линию, концы которой соединяем с серединой торца.
По полученным наклонным линиям отрезаем внешние боковые фрагменты и ломаную линию короткого отрезка вводим в соприкосновение с линией внутреннего угла двух наклонных элементов.
Стыковка труб под любой угол
Прижимаем поперечный отрезок к двум наклонным отрезкам и находим точку на наклонном отрезке, расстояние от которой до поперечного отрезка будет в точности равно ширине соединяемых профильных труб.
От полученной точки по поверхности поперечного отрезка проводим наклонную линию до наиболее удаленной внешней точки ее торца и отрезаем по этой линии треугольный фрагмент. То же самое выполняем и на другом конце поперечного отрезка трубы.
Приводим поперечную трубу в соприкосновение с двумя наклонными трубами и получаем еще два стыковых узла. Затем полученные стыки можно заварить или соединить с помощью пластин и болтов.
Смотрите видео
Как скрутить профильную трубу для балясины
При ограниченном бюджете балясины для перегородок балконов и перил лестниц обычно варят из профильной трубы без использования декоративных кованых элементов. В результате получается практичная, но не самая красивая конструкция. Чтобы ее приукрасить, можно доработать балясину из профильной трубы сделав на ней скрутку. Это позволит красиво оформить балкон или лестницу без дополнительных затрат.

Необходимые инструменты:
- болгарка 125 мм или 114 мм;
- отрезной диск по металлу;
- лепестковый круг;
- рулетка и угольник;
- маркер;
- сварочный аппарат;
- тиски;
- молоток и зубило;
- трубный ключ.
Скрутка профильной трубы
От профильной трубы отрезается кусок соответствующий длине будущей балясины.

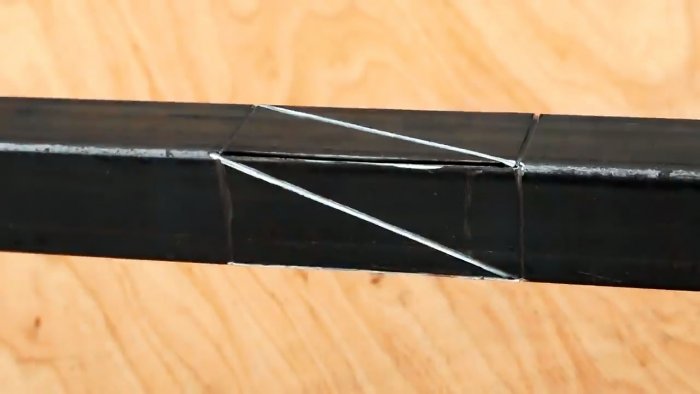
При скручивании он не станет короче, разве что на несколько миллиметров, поэтому запасом длины можно пренебречь. На отрезке отмечается центр. От него в две стороны делаются отметки на расстоянии 45 мм, что оптимально для трубы 40х40 мм из примера. Эта дистанция не универсальна, чем толще труба, тем больше расстояние потребуется. По нанесенным отметкам нужно начертить поперечные линии окружности трубы.

Далее маркером наводится по одной диагонали для каждой стороны трубы. Все они должны иметь одинаковое направление.
Болгаркой, желательно с уже сточенным отрезным кругом, нужно прорезать ребра трубы между наведенными поперечными линиями. Удобней всего сначала сделать сквозной прорез стенки ребра по центру, и уже потом расширять его, в таком случае надрез не выйдет за начерченную границу.

Далее делается поверхностный надрез по поперечным и диагональным линиям. Нужно сделать канавку на половину толщины стенки трубы. Если ее сечение больше 2 мм, то можно резать и глубже.


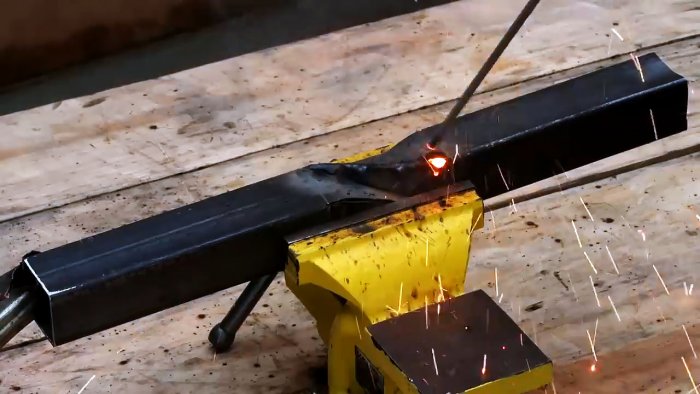
Используя зубило и молоток следует простучать диагональные насечки слегка деформировав стенки трубы внутрь. Нужно ровно подогнуть металл, поэтому зубило лучше перед этим заточить.

Для сгиба один конец трубы фиксируется в тисках, а второй зажимается трубным или разводным ключом. После этого ее нужно провернуть на 90 градусов. Если не получается, то следует углубить надрезы и попытаться снова.


Готовую скрутку понадобиться подровнять молотком, прижав разошедшиеся швы на разрезанных ребрах. Затем они завариваются и шлифуются лепестковым кругом.


Таким способом можно скручивать балясину из профильной трубы в нескольких местах, увеличивая тем самым ее декоративную ценность. Конечно, данный способ требует времени, но зато с его помощью можно получить красивый декор своими руками без дорогого оборудования. Такая скрутка будет смотреться не только на балконах и перегородках, но и на воротах, калитках, заборах.

Смотрите видео
Квадратная труба, расчет на скручивание
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Выкройка для радиусного гиба профильной трубы на 90 градусов.
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Расчет угловых соединений профильной трубы
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Как просто запилить болгаркой профтрубу для ее стыковки под любым углом
Друзья всех приветствую. Продолжим сегодня многогранную тему сварки и резки профильных труб. Как уже неоднократно говорилось в наших прошлых статьях-профильные трубы это самый массовый материал для сварки конструкций для наших бытовых нужд на участке, гараже, на даче и тд.
Вот посмотрите на фото качелей-их я сварил детям несколько лет назад. Конструкция больших боковых треугольников из профильной трубы имеет острый угол у вершины. Профильные трубы для такой стыковки пришлось запиливать определенным образом, и как это делать просто и без сложных вычислений я расскажу дальше.
Для примера возьму два куска профтрубы размером 40 на 20 и белым маркером произвольно начерчу угол, форму которого должны повторить эти 2 трубы после запила и стыковки. Пусть линии начерченного угла будут внешними границами состыкованных труб.
Сварка профильной трубы 1.5 мм инвертором для начинающих
В настоящее время для производства легких каркасов, металлоконструкций, конструкций заборов, ферм, ворот, каркасов различного назначения и прочих изделий зачастую используют профильную трубу.
Сварные конструкции, изготавливаемые из данного материала, получаются легкими, а также имеют достаточно высокие прочностные показатели. Получают ее из обыкновенной трубы путем ее пластической деформации, в горячем или холодном состоянии. Профиль, который наиболее часто используется, имеет в сечении квадрат или прямоугольник. Изготавливают в подавляющем большинстве ее из низкоуглеродистой стали.
В значительно меньших масштабах применяются низколегированные и нержавеющие стали, обусловлено это высокой ценой получающейся конструкции. Для начинающих сварка инвертором профильной трубы часто бывает проблемой, особенно если толщина стенки 1.5-2 мм.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
Виды сварки, применяемые для профильной трубы.
Чем лучше варит профильную трубу? Чтобы ответить на данный вопрос, необходимо разобраться, а как вообще варят такие изделия. Для сварки их применяют следующие способы:
- Ручная сварка плавящимся электродом;
- Полуавтоматическая в CO2;
- В среде аргона неплавящимся электродом.

Сварку профильной трубы полуавтоматом (механизированную) применяют при производстве габаритных сварных конструкций на производстве. Несомненным плюсом данного способа это возможность проведения процесса на малых толщинах и минимальное тепловложение, что на порядок снижает возникающие деформации. Особенно это актуально для протяженных швов. Проводить процесс полуавтоматом получиться практически у любого, так как процесс автоматизирован. О том что для этого необходимо читайте в нашей статье.
Конечно, есть и недостаток в виде сложности применения данного метода в монтажных условиях, ввиду сдувания порывами ветра газовой защиты. Приводит это к возникновению дефектов и нестабильному протеканию процесса.

Сварку в аргоне применяют для данного типа конструкций редко, ввиду высокой стоимости. Инертный газ дорог, а способ имеет невысокую производительность. Применяют его в случаях, когда необходимо сваривать изделия из нержавеющей стали или профилей очень маленькой толщины, тогда применение данного метода оправданно и незаменимо.
Как сварить профильную трубу инвертором.
На этот вопрос мы ответим в рамках стати. Информация в статье будет ориентирована на начинающих сварщиков и новичков. Варить профильную трубу инвертором достаточно просто, ввиду этого сварка данным способом применяется практически повсеместно. Первое что нужно сделать, это подготовить кромки.
Первое, что необходимо сделать это зачистить металл. Зачищать можно шлифмашинкой, металлической щеткой или напильником. Такая обработка поверхности значительно уличшит результат. Ржавчина, окалина, масло, пыль и прочие загрязнения должны быть полностью удалены. Желательно обезжирить поверхность.
Затем необходимо замерить толщину основного металла. От этого будет зависеть дальнейшая подготовка и обработка изделия, техника и режимы, на которых будет выполняться сварка. При толщине 1.5 мм до 3.5-4.0 мм процесс можно вести без разделки кромок. При толщине около 3 мм лучше использовать разделку кромок, для обеспечения полного провара.
Полярность – обратная («+» — на электроде; «-» — к изделию). Подробно о полярности можно прочитать тут.
Какими электродами лучше варить профильную трубу 1.5 — 3 мм.
Сварочные электроды лучше использовать с рутиловым или основным покрытием. Для начинающих, по нашему мнению, лучшими являются электроды ОК-46, ОЗС-12, МР-3, имеющие в составе обмазки рутил. Он обеспечивает легкий поджег и устойчивое горение дуги. Для того чтобы правильно сварить конструкцию необходимо уделить особое внимание сборке.
Сборку конструкций в большинстве случаев производят на прихватках. Прихватки ставим по краям соединяемых деталей. После выполнения прихваток настраиваем сварочный ток на пробной детали. Для различных марок электродов эти параметры разнятся. На упаковке с электродами заводом изготовителем даются общие рекомендации их и применяем, выставляем значения силы тока.
Профильную трубу можно сваривать между собой как встык, в нахлест, так и под углом 90 градусов. Выполняя процесс на пробной детали, меняем параметр силы тока добиваясь оптимальной геометрии шва. Металл не должен прожигается, а сварочная дуга должна устойчиво гореть и легко возбуждаться. К примеру, для электродов МР-3 диаметром 2,5 – 3 мм. Можно использовать сварочный ток в районе 75-80 А.
Режимы сварки, силу сварочного тока и размеры соединений нужно брать из техкарты. Если Вам необходимы техкарты, то можете написать нам, в форме обратной связи которая находится в самом низу страницы. Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Чем меньше диаметр электрода, тем меньше сила тока, а следовательно изделие будет меньше греться. Рекомендуется при сварке тонких изделий использовать электроды как можно тоньше, для того чтобы не прожигать металл.
Как нужно варить профильную трубу чтобы не прожечь.
После окончания подготовки, начинаем варить наше изделие. При толщине детали 1,5 мм необходимо начинать именно на прихватке, чтобы не прожечь тонкий металл.
Рассмотрим правильную последовательность как сварить тонкостенные детали из профильной трубы встык:
- Зажигаем дугу на прихватке;
- Ведем вдоль стыка на расстояние около 10 – 15 мм углом назад без колебательных движений и возвращаемся;
- Дугу делаем как можно короче, чтобы конец электрода отступал от расплава сварочной ванны не более чем на 1,5 мм. Это обеспечит лучшую защиту сварочной ванны. При прохождении процесса на короткой дуге снижается напряжение, следствием является уменьшенная температура расплавленного метала. Именно так нужно варить профильную трубу чтобы ее не повело.
- Подходя к концу стыка, нельзя просто оборвать дугу. Необходимо вернуться на металл шва миллиметров на 20 и там уже оборвать дугу. Если этого не сделать, то в конце шва будет кратер.
- Отбиваем шлак, удаляем брызги металла.
Использование прихваток.
Если вы начинающий сварщик, то сварку профильной трубы инвертором для вас лучше вести с использованием дополнительных прихваток. Их необходимо сделать не только по краям, но и по одной прихватке в середине.
Как уже говорилось лучше применять электроды как можно тоньше: 2,0 — 2,5 мм. Если в процессе у вас дрожит рука и высота дуги колеблется, придерживайте электрод указательным пальцем левой руки. Так постепенно и можно научиться варить.
Для начинающих сварщиков в конце статьи очень полезные видео, посмотрите их. Еще один способ как Вам не прожечь профиль. Если металл все равно прожигается, для вас есть способ-лайфхак. Необходимо в трубу установить прямоугольник или квадрат из металла, подходящий по сечению. К примеру, для профиля 20х40 можно взять металл прямоугольного сечения 15х35.
После этого необходимо состыковать изделия между собой и начинать варить. Квадрат будет отводить тепло и деталь не будет прожигаться. Полезная хитрость для начинающего сваривать.
Как сварить профильную трубу толщиной 1.5 мм и более?
Точно также, единственное отличие, что при толщине 3 мм и более, диаметр электродов будет больше. Также вам может помочь еще один способ –вополнения процесса с отрывом. При этом способе дуга также зажигается на прихватке, делается небольшая задержка и обрывается. Далее дуга зажигается на заваренном участке, опять производится сваривание «точки» и снова обрывается. При этом способе сварочный ток может быть выше порядка 95 -115 А. Дуга лучше будет зажигаться, а электрод не будет прилипать.
Особенности сварки каркаса из профильной трубы.
Каркасы из профильной трубы очень популярны. Они легкие, прочные, дешевые, просты и быстры в изготовлении.
Отличиями при сварке каркасов является пространственные положения сварных швов. Еще одна особенность — это деформации, которым подвержены все сварочные изделия. Сварные соединения применяемые для данного типа изделия регламентирует ГОСТ 5264. Наиболее часто используемые — стыковые С17, а также тавровые Т1.
Теперь про деформации и как с ними бороться. Очень часто бывает, что при сборке выявляется такой момент, что труба недостаточно качественно изготовлена, имеет не ровные боковые грани.

Это увеличивает зазоры при стыковке, а в процессе сваривания придется наплавить больше металла и сильнее нагреть изделие. Вот тут возникают сварочные деформации, профильную трубу «ведет». Чтобы конструкцию не повело и для снижения этих воздействий используют специальные приспособления кондукторы. Они фиксируют элементы конструкции не давая возможности отклонений от заданных размеров.
Использование кондукторов значительно увеличивает скорость и точность сборки изделий, что несомненно требуется при серийном изготовлении конструкций. Крупногабаритные конструкции необходимо жестко фиксировать к стапелю при помощи струбцин. Производится прихватка деталей по углам. Выполнение производится с противоположной стороны от установленных прихваток.
Начинаем варить с середины, постепенно продвигаясь к краям. При сваривании разнотолщинных профилей, зажигать дугу необходимо на более толстой трубе и переходить на более тонкую. Колебания можно совершать как круговые, так и зигзагообразные.
Вертикальный шов при сварке профильной трубы.
Если необходимо красиво и качественно сварить профильную трубу в вертикальном положении – электрод держим углом вперед. Тем самым не давая вытекать расплавленному металлу за счет давления дуги. Если при этом свариваются детали с разной толщиной, то зажигание дуги производится на более толстой. Самая простая схема выглядит так:
- Зажигаем дугу на более толстой детали, процесс ведем снизу вверх;
- Ведем электрод углом вперед тем самым не давая вытекать металлу сварочной ванны;
- Перемещаем электрод на тонкую деталь (с минимальной задержкой на поверхности);
- Обрываем дугу (применимо на начинающих);
- Для более опытных перемещаемся на более толстую деталь только чуть выше совершая колебания электрода как бы зигзаг.

Сварка профильной трубы – Потолочное положение
При сваривании в самом не удобном положении, которое называется потолочное, методика всё та же что при вертикальном положении.
Начинающим сварщикам лучше использовать способ выполнения с отрывом. При этом способе выполняется как бы точками. Зажгли дугу, наплавили точку, обрываем. Если получается варить без отрыва, то лучше всего совершать кольцевые движения, не большого размера.
Угол электрода направляем на более толстую деталь. Сила тока в данном положении для способа с отрывом 75-95А, а в случае выполнения процесса без отрыва поменьше порядка 65-75.
Сварка профильной трубы под углом. Сварка горизонтальных швов.
В случае когда изделия расположенные под углом 90 градусов, друг к другу необходимо учесть несколько особенностей. Варить необходимо на вертикально расположенной трубе, так как теплоотвод у нее будет больше (в обе стороны от сварного шва). Это снизит возможность ее прожигания и уменьшит деформацию конструкции. Наклон электрода к вертикальной стойке.

Процесс с отрывом все как в предыдущем случае. Варим каждую точку с зажиганием дуги на предыдущей точке. При способе без отрыва, перемещать электрод необходимо вдоль стыка без колебаний (вперед-назад). Получаться поступательные движение к себе от себя и снова к себе. Данный метод подходит также для выполнения процесса под различными углами 45, 60, 90 градусов.
Сварочное оборудование для сварки профильной трубы
В большинстве случаев, когда конструкции варится с применением ручной дуговой сварки, сварочным аппаратом является инвертор. Инвертор это современный источник питания, имеющий малую массу и весьма широкий спектр возможностей.
Также используются сварочные генераторы, а также выпрямители, обеспечивающие проведение сварочного процесса на постоянном токе.
Для сварки полуавтоматом применяют аппараты состоящие из: инвертора, механизма подачи проволоки, сварочной горелки и газового оборудования.
Газовое оборудование в виде баллона с газом, редуктора, шланга и подогревателя не используется, если применяется порошковая проволока.
Для выполнения процесса в аргоне используются инверторы, а также выпрямители, применяется тоже газовое оборудование, что и для полуавтоматической. Процесс выполняют неплавящимся электродом из вольфрама. Электрод устанавливается в сварочную горелку, ей и выполняют сам процесс сваривания.
Заключение
Для выполнения сварки профильной трубы своими руками требуется не так уж много знаний. Главное это желание решить поставленную задачу, а средств для этого много. В нашей статье мы рассказали о возможных способах, методах сварки профилей.
Читайте также: