
Почему при использовании специальных гибочных приспособлений при гибке труб не требуется наполнитель
Обновлено: 07.07.2024
§ 50. Способы гибки труб. Трубогибочные станки
Одной из наиболее ответственных операций изготовления труб является их гибка. В современном судостроении распространены два основных способа: холодная гибка труб на станках и горячая гибка труб на специальных гибочных плитах.
Холодная (станочная) гибка труб в настоящее время почти полностью заменила малопроизводительную и тяжелую горячую гибку. При холодной гибке получается более качественный погиб, повышается культура производства и значительно снижается себестоимость процесса, так как производительность труда (по сравнению с горячей гибкой) увеличивается в 4—6 раз.
Для холодной гибки труб широко применяют трубогибочные станки отечественного производства типа СТГ-1; СТГ-2; СТГ-3; ИО-10; ИО-13 и др. Увеличение индекса станка свидетельствует о том, что диаметр труб, которые можно на нем гнуть, увеличивается.
Гибка труб на трубогибочном станке, схема которой показана на рис. 150, осуществляется следующим образом. Труба 1 посредством скобы 7 с винтом зажимается между гибочным диском 5 с полукольцевой выточкой (ручьем), равной половине диаметра изгибаемой трубы, и зажимным сухарем 6, имеющим такой же ручей. Внутрь трубы вводят калибрующую пробку 4, называемую дорном, которая изготовлена так, что ее диаметр несколько меньше внутреннего диаметра трубы и ее можно свободно завести в трубу. Калибрующая пробка препятствует сплющиванию трубы по диаметру во время гибки и предотвращает образование складок на внутренней части погиба трубы.

Рис. 150. Схема гибки труб на трубогибочном станке.
После закрепления трубы станок включают, и гибочный диск 5, вращаясь в направлении, указанном стрелкой, увлекает ее за собой. Вращению трубы препятствует ползун 3, скользящий при повороте гибочного диска в направляющих 2 и имеющий выточку по наружному диаметру. Трубогибочные станки в зависимости от диаметра изгибаемых труб снабжают набором специальной оснастки, в который входят диски, дорны, ползуны и прижимы.
Перед началом гибки трубы обязательно подвергают отжигу и зачищают от заусенцев, а их внутреннюю поверхность очищают от ржавчины, грязи и окалины дробеструйным способом или путем травления в кислотных ваннах. После этого внутреннюю поверхность трубы смазывают машинным маслом или специально приготовленным раствором «зеленого мыла», чтобы уменьшить трение между трубой и калибрующей пробкой во время гибки. Проверку величины погиба при гибке производят с помощью проволочного шаблона.
В последнее время гибку труб выполняют без применения шаблонов, используя для этой цели трубогибочные станки, планшайбы которых снабжены лимбами с градусной шкалой, а также станки с. программным управлением. Для составления программы такого станка используют технологические эскизы и чертежи труб, а также альбомы шаблонов. Бесшаблонный способ гибки является наиболее прогрессивным и экономичным, обеспечивающим одновременно высокую точность изгибаемых труб.
Горячую гибку применяют для труб, радиусы погибов которых меньше или больше радиусов гибочных дисков у трубогибочных станков, а также для труб, у которых расстояние между погибами меньше полутора наружных диаметров трубы. При этом способе гибки выполняются следующие операции: набивка труб мелким кварцевым песком на механизированных песконабивочных установках, разметка труб под гибку, нагрев труб в электрических горнах и гибка их на специальных (неподвижных или поворотных) гибочных плитах с отверстиями. В эти отверстия устанавливают упорные штыри, закрепляя между ними трубу. На свободный конец трубы надевают трос, который, наматываясь на барабан шпиля или лебедки, изгибает трубу.
В настоящее время на многих судостроительных заводах применяют более прогрессивный способ горячей гибки труб без наполнителей, с нагревом места погиба токами высокой частоты.
Для этой цели разработаны специальные установки с совмещенными в одном узле гибочным устройством и высокочастотным кольцевым индуктором, в котором происходит местный нагрев трубы.
Перспективен также способ изготовления труб с использованием стандартных элементов. Сущность этого способа состоит в том, что трубу требуемой конфигурации и размеров собирают из заранее изготовленных стандартных элементов (колен) необходимой кривизны и прямых участков труб, которые могут быть сварены между собой в цехе (электродуговой сваркой) и при монтаже на судне (газовой сваркой). Преимущество способа изготовления труб из стандартных элементов заключается в простоте, эффективности и возможности механизации стыковой сварки труб и колен. Кроме того, отпадает необходимость в оснащении трубомедницких цехов дорогостоящим трубогибочным оборудованием.
Почему при использовании специальных гибочных приспособлений при гибке труб не требуется наполнитель
Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Во время изгибания все наружные слои материала растягиваются, увеличиваясь в размере, а внутренние - сжимаются, соответственно уменьшаясь в размере. И только слои металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры. Важным при гибке является определение размеров заготовок. При этом все расчеты ведутся относительно нейтральной линии, т.е. тех слоев материала заготовки, которые при гибке не изменяются в размерах. В случае, если на чертеже детали, которая должна быть получена гибкой, не указан размер заготовок, слесарь должен самостоятельно определить этот размер. Расчет производят, подсчитывая размер детали по средней линии (определяют длину прямолинейных участков, подсчитывают длину изогнутых участков и суммируют полученные данные). Общая длина заготовок при гибке с закруглениями подсчитывается по следующей формуле:
L =l1 + l2 + l3 + . +ln+πr1α1/180 + . +πrnαn/180,
где l1, l2, l3. ln - длина прямолинейных участков заготовки; r1. . rn - радиусы соответствующих закруглений; α1. αn - углы загиба.
Если при гибке угол изгиба не должен иметь закругления, то длину заготовки определяют по следующей формуле:
L = l1 +l2 + l3+ . +ln+(0,5. 0,8)Sk,
где l1, l2, l, . ln- длина прямолинейных участков детали; S - толщина материала детали; k - число загибов без закругления.
Гибка может выполняться вручную, с применением различных гибочных приспособлений и при помощи специальных гибочных машин.
Инструменты, приспособления и материалы, применяемые при гибке
В качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала заготовки, размеров ее сечения и конструкции детали, которая должна получиться в результате гибки.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок (рис. 1), форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
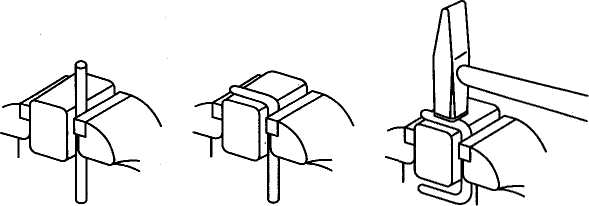
Рис. 1. Гибка на оправке: а-в - последовательность выполнения операции
Молотки с мягкими вставками и деревянные молотки - киянки применяют для гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки. Плоскогубцы предназначены для захвата и удержания заготовок в процессе гибки. Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
Ручная гибка в тисках - сложная и трудоемкая операция, поэтому для снижения трудовых затрат и повышения качества ручной гибки используют различные приспособления. Эти приспособления, как правило, предназначены для выполнения узкого круга операций и изготавливаются специально для них. На рис. 2 показано приспособление для гибки угольника ножовки. Перед началом гибки ролик 2 гибочного приспособления смазывают машинным маслом. Рычаг l с гибочным роликом 2 отводят в верхнее положение А. Заготовку вставляют в отверстие, образовавшееся между роликом 2 и оправкой 4. Рычаг l перемещают в нижнее положение Б, придавая заготовке 3 заданную форму.
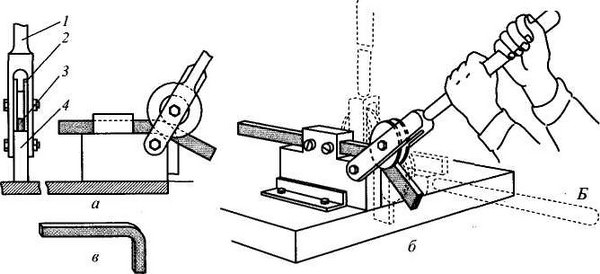
Рис. 2. Приспособление для гибки рамки ножовочного станка: а, б - схемы применения приспособления; в - готовая рамка; 1 - рычаг; 2 - ролик; 3 -заготовка; 4 - оправка; А, Б - соответственно верхнее и нижнее положения рычага
По аналогичной схеме работают и другие гибочные приспособления, например, приспособление для гибки кольца из прутка круглого сечения (рис. 3).
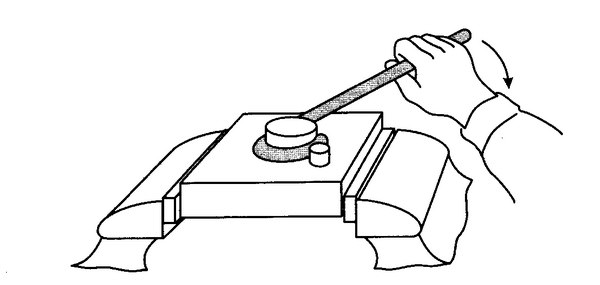
Рис. 3. Приспособление для гибки кольца
Наиболее сложной операцией является гибка труб. Необходимость в гибке труб возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти особенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов.
Приспособления для нагрева труб. Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наиболее рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты. Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют:
• песок - при гибке труб диаметром от 10 мм и более из отожженной стали с радиусом гибки более 200 мм, если она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше
10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии;
• канифоль - при гибке в холодном состоянии труб из отожженных меди и латуни при радиусе гибки до 100 мм.
Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм. Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10 мм при радиусе гибки свыше 100 мм. Без наполнителя производят гибку труб в специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами.
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты (см. рис. 2.47). Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
Механизация при гибке
Гибка - весьма трудоемкая и сложная операция, поэтому предпринимаются попытки ее механизировать. Для механизации работ при гибке используют различные гибочные машины. Рассмотрим подробнее конструкции некоторых из них.
Листогибочные вальцы (рис. 4) состоят из двух нижних валков 5, которым сообщают вращательное движение при помощи механизма привода 1 и верхнего валка 2, смонтированного на плите 4. Верхний валок движется от изгибаемого листа 3 и имеет возможность перемещаться по высоте для придания листу заданного радиуса при гибке. Для получения конической формы изгибаемой детали верхнему валку придают наклон, равный углу наклона образующей конуса.
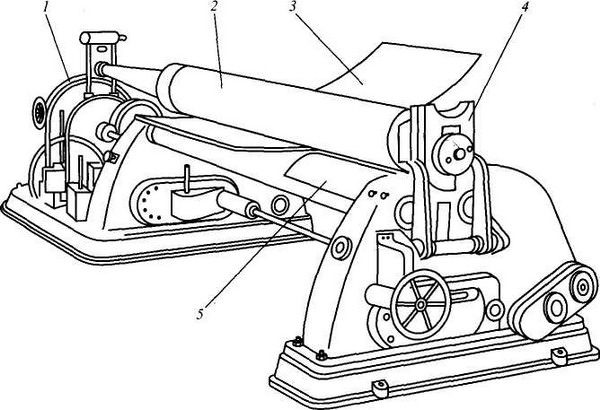
Рис. 4. Листогибочные вальцы: 1 - механизм привода; 2 - верхний валок; 3 - изгибаемый лист; 4 - плита; 5 - нижний
Листогибочные прессы (рис. 5) применяют для выполнения самых разных работ - от гибки кромок до гибки профилей в одной или нескольких плоскостях под разными углами. Гибка профилей осуществляется пуансоном 2 (рис. 5, б), закрепленным на раме ползуна 7, на матрице 3, которая устанавливается на подкладке 4 плиты 5 пресса или непосредственно на плите. Пуансоны различаются по форме и радиусам гибки. Рабочая часть матрицы представляет собой гнездо, выполненное обычно в форме угольника или прямого паза. Применяемые для гибки пуансоны 2 и матрицы 3 для гибки различных профилей показаны на рис. 5, в.
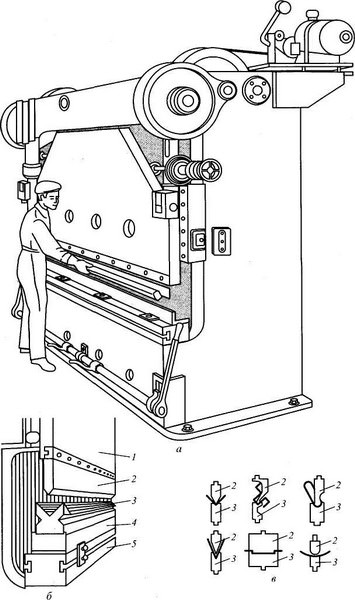
Рис. 5. Листогибочный пресс: а - общий вид; 6 - конструктивная схема; в - формы изгибаемого профиля; 1 - рама ползуна; 2 - пуансон; 3 - матрица; 4 - подкладка; 5 - плита
Роликовые гибочные станки (рис. 6) применяются для гибки профилей различных сечений и бывают трех- и четырехроликовые. Трехроликовый станок для гибки профилей из полос, изготовленных из алюминиевых сплавов толщиной до 2,5 мм, показан на рис. 6, а. Он состоит из верхнего ролика 2, наладка которого относительно двух нажимных роликов 3 и 4 осуществляется вращением рукоятки 1. Прижимы 5 устанавливают так, чтобы ролики свободно скользили по полкам профиля, не давая ему скручиваться при гибке.
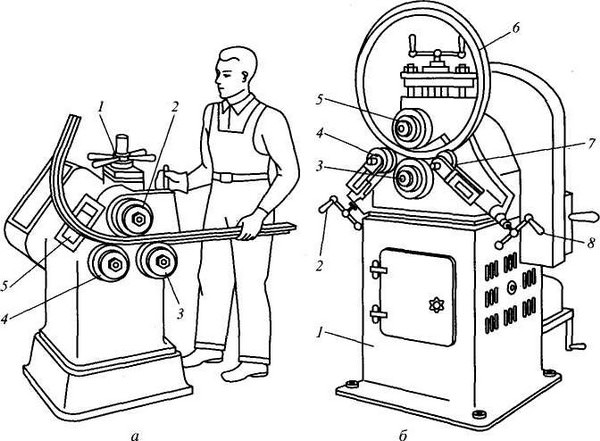
Рис. 6. Роликовый гибочный станок: а - трехроликовый: 1 - рукоятка; 2 - верхний ролик; 3,4- нажимные ролики; 5 - прижимы; б - четырехроликовый: 1 - станина; 2, 8 - рукоятки; 3, 5 - ведущие ролики; 4, 7
нажимные ролики; 6 - заготовка
Профили, имеющие форму кругов, спиралей или криволинейные очертания изгибают на четырехроликовых станках (рис. 6, б). Такой станок состоит из станины 1, внутри которой смонтирован приводной механизм для ведущих роликов 3 и 5, подающих заготовку, и двух нажимных роликов 4 и 7, изгибающих заготовку 6. Требуемый радиус гибки устанавливается вращением рукояток 2 и 8.
Станок для гибки труб с индукционным нагревом токами высокой частоты ( ТВЧ ) (рис.7) предназначен для гибки труб с наружным диаметром от 95 до 300 мм и состоит из двух частей - механической и электрической. Механическая часть - это собственно станок для гибки труб; в электрическую часть входят электрооборудование станка и установка для индукционного нагрева ТВЧ . Станок состоит из сварной станины 1 коробчатого типа, на которой расположены каретка 6 для закрепления трубы, механизм продольной подачи 2, каретка 10 направляющих роликов, каретка 12 нажимного ролика, а также индуктор 9 для индукционного нагрева трубы. Каретка 6 закрепления трубы перемещается вдоль станины при помощи ходового винта продольной подачи. Закрепление трубы на каретке 6 осуществляется при помощи двух губок 5, одна из которых подвижна. Подвижная губка перемещается при помощи рукоятки 20 вручную и прижимает трубу к неподвижной губке. Ось изгибаемой трубы 4 эксцентрична по отношению к станине (величина эксцентриситета различна для труб разного диаметра).
Каретка 10 направляющих роликов служит для направления движения трубы при гибке и для восприятия реакции от изгибающего усилия. Она перемещается ходовыми винтами, связанными между собой конической передачей. Один из направляющих роликов 7 укреплен на ползуне и может перемещаться вручную винтом 17. Оба ролика свободно вращаются на своих осях. На каретке направляющих роликов закреплены держатель 8 индуктора, высокочастотный трансформатор (на рисунке не показан) и элементы системы охлаждения 16.
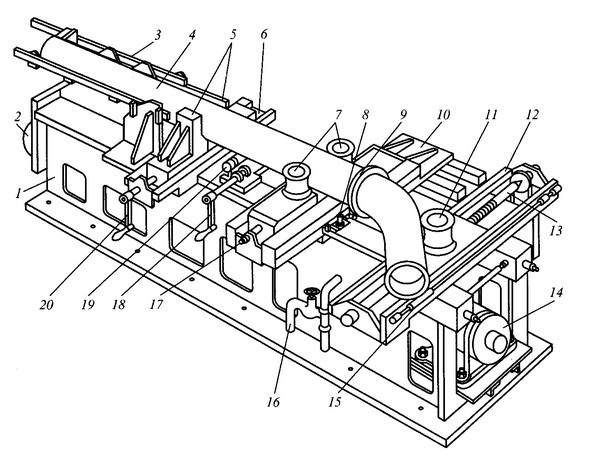
Рис. 7. Станок для гибки труб с индукционным нагревом токами высокой частоты ( ТВЧ ): 1 - станина; 2 - механизм продольной подачи; 3 - удлинитель; 4 - изгибаемая труба; 5 -губки; б, 10- каретки; 7 - направляющие ролики; 8 - держатель индуктора; 9 - индуктор ; 11 - нажимной ролик; 12 - каретка нажимного ролика; 13 - винт поперечной подачи; 14 - механизм поперечной подачи; 15 - конечный выключатель; 16 - система охлажде¬ния; 17 — ходовой винт; 18, 20 - рукоятки; 19 - ролик
Каретка нажимного ролика закреплена неподвижно. По основанию каретки перемещается ползун с запрессованной осью, на которой и вращается нажимной ролик. Перемещение ползуна осуществляется с помощью ходового винта, приводимого в движение механизмом поперечной подачи 14. На каретке нажимного ролика установлены два конечных выключателя 75 для ограничения хода нажимного ролика 77 в зависимости от выбранного радиуса гибки. Сменный индуктор 9 для нагрева труб представляет собой кольцо из медной трубки, которое охлаждается водой, подводимой по гибкому шлангу.
Для дополнительной поддержки изгибаемой трубы на станке установлен специальный ролик 19, который может перемещаться с помощью рукоятки 18 в зависимости от длины трубы. При гибке очень длинных труб к каретке зажима присоединяют специальные удлинители 3, которые поддерживают свисающую часть трубы.
Правила выполнения работ при ручной гибке металла
1. При изгибании листового и полосового материала в тисках разметочную риску необходимо располагать точно, без перекосов, на уровне губок тисков в сторону изгиба. Полосовой материал толщиной свыше 3,0 мм следует изгибать только в сторону неподвижной губки тисков.
Таблица 1: Типичные дефекты при гибке, причины их появления и способы предупреждения
| Дефект | Причины | Способ предупреждения |
| При изгибании уголка из полосы он получился перекошенным | Неправильное закрепление заготовки в тисках | Закреплять полосу так, чтобы риска разметки точно располагалась по уровню губок тисков. Перпендикулярность полосы губкам тисков проверять угольником |
| Размеры изогнутой детали не соответствуют заданным | Неточный расчет развертки, неправильно выбрана оправка | Расчет развертки детали производить с учетом припуска на загиб и последующую обработку. Точно производить разметку мест изгиба. Применять оправки, точно соответствующие заданным размерам детали |
| Вмятины (трещины) при изгибании трубы с наполнителем | Труба недостаточно плотно набита наполнителем | Трубу при заполнении наполнителем (сухим песком) располагать вертикально. Постукивать по трубе со всех сторон молотком |
2. При гибке из полос и прутков деталей типа уголков, скоб разной конфигурации, крючков, колец и других деталей следует предварительно рассчитывать длину элементов и общую длину развертки детали, размечая при этом места изгиба. При необходимости использовать мерные оправки.
3. При массовом изготовлении деталей типа скоб необходимо применять оправки, размеры которых соответствуют размерам элементов детали, что исключает текущую разметку мест изгиба.
4. При гибке листового и полосового металла в приспособлениях необходимо строго придерживаться прилагаемых к ним инструкций.
5. При гибке газовых или водопроводных труб любым методом шов должен располагаться внутри изгиба.
Типичные дефекты при гибке, причины их появления и способы предупреждения приведены в таблице 1.
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Галерея изображений Гибка труб чаще всего востребована в сфере сооружения каркасов для устройства теплиц, навесов, входных групп, веранд, садовой мебели. В результате получается наиболее износостойкая основа для крепления деревянных, металлических, поликарбонатных деталей Гибка труб для сборки трубопроводов позволяет сократить число фитингов, а значит, и количество угрожающих протечкой точек. Однако без использования специализированного инструмента гнуть трубы нежелательно. В итоге усилий дилетанта уменьшается сечение, следовательно изменяется давление среды и пропускная способность магистрали Для получения идеального радиуса гибки без существенной деформации сечения трубы используют гибочные приспособления и установки Если гибку трубы производят нечасто, достаточно соорудить плиту с дорнами для опоры трубы или сделать ручной инструмент из подручных материалов Для фигурной деформации труб по одному заданному радиусу можно сделать оправку - приспособление с округлым краем, форму которого придают сгибаемой трубе По способу привода в действие все гибочные станки делятся на механические и электрические. По принципу действия они подразделяются на вальцовые (роликовые) и гидравлические Включение в схему станка домкратов, рычагов, гидравлических поршней позволяет существенно облегчить выполнение гибка, сократив прилагаемые физические усилия Ручные гибочные инструменты и стационарные станки с гидравлическим гибочным механизмом можно приводить в действие с помощью электропривода Гибка труб для формирования каркаса Некачественное сгибание сантехнической трубы Гибочный механический станок с тремя валками Простейший ручной трубогиб Оправка для гибки металлического проката Процесс сгибания на гибочном станке Механический станок с гидравлическим поршнем Гидравлический станок с электрическим приводомСпособы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицыЧтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Как согнуть профильную трубу своими руками без специальных приспособлений
Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Галерея изображений Умение гнуть профильную трубу поможет собственноручно соорудить массу полезных в хозяйстве и ландшафтном обустройстве объектов для размещения на частном участке Применение профильной трубы позволяет по-настоящему "разгуляться" творческой фантазии мастера. Гнутый профиль послужит отличной основой для садовой мебели В сооружении предметов домашнего и садового обихода важно, чтобы парные детали были согнуты с одинаковым радиусом Освоив простейшие конструкции, самостоятельный мастер сможет смело приступить к изготовлению более сложных моделей Из согнутого по равной траектории профиля можно соорудить превосходную входную группу, себестоимость которой значительно ниже приобретенного варианта Умение гнуть профильную трубу найдет применение в сборке стропильной системы самодельной беседки Кроме удовольствия, полученного в ходе изготовления садовой мебели, вы получите еще и моральное удовлетворение от того, что смогли сделать уникальную садовую мебель Очень полезным и востребованным на загородном участке станет навес, который защитит любимую машину от солнечных лучей и дождей Профильная труба в основе самодельных качелей Оригинальная скамейка с металличесими опорами Кресло-качалка с загнутыми полозьями Простая скамейка с гнутыми перилами Сооружение козырька входной группы Гнутые фермы для крыши беседки Набор садовой мебели для дачного участка Летний навес для установки автомобиляВозможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.

Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Почему при использовании специальных гибочных приспособлений при гибке труб не требуется наполнитель
КовкаПРО: кузнечное оборудование по ценам производителей
Без выходных Корзина пуста Главная / Гибка металла: технология / Как избежать деформации труб при гибке?Подписаться на блог
Категории блога
Архив
Поиск по блогу

Что происходит с трубой при гибке?
При изгибе трубы разные ее части испытывают нагрузки разного типа. Та часть трубы, что находится снаружи изгиба, растягивается. Часть трубы, находящаяся на внутренней части гиба, наоборот, сжимается. Чем меньше радиус изгиба (чем компактнее изгиб), тем сильнее должен деформироваться каждый из участков трубы.
Растягиваясь, внешняя часть трубы стремится стать плоской. Стенки трубы начинают терять форму, и наружная стенка как бы «проваливается» внутрь трубы, и она в сечении стремится принять форму овала. Силы, действующие на стенки трубы на внутренней части гиба, сжимают металл, и поскольку он не может сжиматься бесконечно, то в какой-то момент начитает собираться в «гармошку».
В случае с арбалетным трубогибом ситуация усугубляется тем, что основное усилие при гибке прикладывается к трубе в одной очень узкой зоне — по центру гиба. В ней и возникает основная масса деффектов. И если труба ломается, то перелом тоже возникает в этой зоне.
Силы, возникающие в месте изгиба трубы, стремятся оторвать трубу от оснастки, чтобы металлу было «удобно» деформироваться. Металл на внешней части гиба растягивается, на внутренней — сжимается. Под действием этих сил стенки трубы стремятся разойтись в стороны, и тем самым как бы выдавливают ее наружу, прочь из желоба на пуансоне. Поскольку на арбалетном трубогибе труба ничем не удерживается на оснастке в точке перегиба, ничто не препятствует этому процессу, и это приводит возникновению вредных деформаций. Если труба имеет достаточно толстую стенку, то они будут почти незаметными — труба получит небольшую овальность, но в основном сохранит свою форму. Если стенка тоньше, чем позволяют условия, труба получит овальность, гофру на внутренней стороне или сломается.
По сути, процесс гибки на арбалетном трубогибе можно сравнить с переламыванием трубы об колено. Только это «колено» железное и имеет желоб, в который помещается труба. Желоб не столько способствует сохранению формы трубы, сколько не дает ей соскочить с пуансона. Труба подвергается достаточно варварскому воздействию, и если ее стенки недостаточно мощные, она портится.
Почему песок и нагрев не решают проблему вредной деформации?
Песок, набиваемый внутрь трубы, призван поддерживать ее стенки изнутри при гибке и препятствовать «проваливанию» внешней стороны гиба. Однако, как бы тщательно не был утрамбован песок внутри трубы, плотность такой набивки не может соперничать с плотностью металла. Да, песок до какой-то степени удерживает внешнюю стенку от уплощения, а внутреннюю — от образования «гармошки». Но его плотность слишком мала, он сыпучий, а потому стремится «приспособиться» к изменяющейся форме трубы, вместо того, чтобы жестко держать форму. Поддерживающий эффект от песка не достаточен для тонкостенных труб при гибке с тем радиусом, который задан пуансоном арбалетного трубогиба. Поэтому в большинстве случаев это ухищрение не помогает.
Нагрев и вовсе только ухудшает ситуацию с вредными деформациями. Нагретый металл гораздо пластичнее холодного и он легче гнется. Но и вредные деформации в нагретой трубе возникают проще. Нагрев трубы не отменяет законов, по которым деформируются стенки, он лишь делает металл более пластичным. Для того, чтобы аккуратно согнуть трубу, нужно греть лишь маленький ее участок, после чего гнуть это место на небольшую величину. Затем греют следующий участок, и подгибают уже его. И так по все длине гиба. Такая техника позволяет получать неплохие результаты, но она исключительно трудоемка. И на арбалетном трубогибе ее не применить, т.к. трубу не получится прогреть равномерно (с внутренней части гиба она закрыта пуансоном). Да и долговременный контакт трубогиба с нагретой докрасна трубой не пойдет инструменту на пользу.
Что нужно сделать, чтобы труба не портилась при гибке?
Помните правило: чем тоньше стенка трубы, тем больше радиус загиба В исключительных случая можно прогреть место гиба
Для повышения качества гиба нужно обеспечить минимум три условия:
- Равномерное приложение усилия к трубе по всей длине гиба
- Плотное прилегание к оснастке в точке перегиба
- Создание препятствий для расхождение стенок трубы в стороны под действием возникающих внутри сил
Все это выполняется при гибке трубы методом намотки на оснастку. Упрощенно это выглядит так: труба наматывается на ролик с желобом, а в точке перегиба прижимается к нему ответной частью оснастки, также имеющей полукруглый вырез. По мере того, как труба наматывается на оснастку, точка перегиба плавно смещается вдоль изгибаемой трубы от начала к концу. Это обеспечивает равномерное приложение усилия. Дополнительный прижим выполняет две функции: не дает трубе оторваться от ролика и препятствует расхождению стенок трубы в стороны.
Гибочный ролик достаточного размера с помощью данной технологии можно гнуть трубы со стенкой малой толщины без повреждений и каждый раз гарантированно получать детали с одинаковыми размерами (что недостижимо при использовании арбалетного трубогиба). Становится возможным гнуть без повреждений, не набивая песком, даже ту трубу, которая раньше портилась. А применив песочную набивку можно чисто согнуть трубы со стенкой на 0.5-1 тоньше, чем без него. Кроме того, становится возможным гнуть детали сложной формы, в том числе и выполнять трехмерную гибку.
Читайте также: