
Пайка медных труб под азотом технология
Обновлено: 07.07.2024
Пайка медных труб: пошаговый разбор работ и практические примеры
Домашние мастера стараются выполнять строительные и ремонтные работы самостоятельно, что позволяет не только сэкономить семейный бюджет, но и быть абсолютно уверенным в качественном результате. Поэтому им приходиться овладевать новыми для себя методиками и технологиями – такими, как пайка медных труб.
Мы расскажем, как производится сборка и соединения коммуникаций из медных труб. У нас вы узнаете, какие расходные материалы и инструменты потребуются исполнителю. Полезные даже в быту навыки дадут возможность самостоятельно собирать трубопроводы с отличными эксплуатационными характеристиками.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
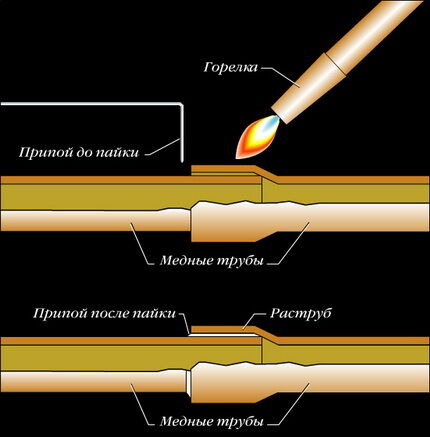
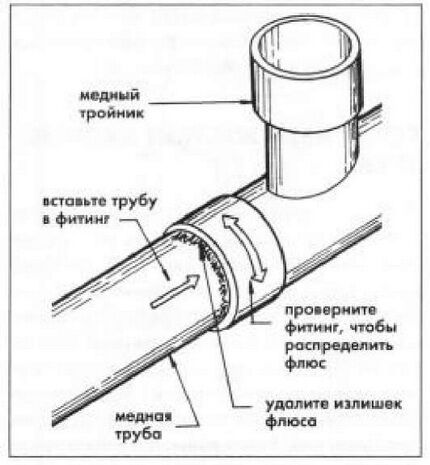
Галерея изображений Технология соединения деталей медного трубопровода пайкой базируется на капиллярном растекании расплавленного припоя в тонком зазоре между свариваемыми частями В сборке медных трубопроводов используются трубы разной жесткости: R 290 - твердые, R 250 - полутвердые, R 220 - мягкие. Твердые и полутвердые поставляются в стержнях, мягкие в бухтах Для пайки мягких медных труб достаточно стандартной паяльной лампы, огонь которой способен разогреть свернутый в бухту припой Для выполнения высокотемпературной пайки потребуется ацетиленовая или пропановая горелка и твердый стержневой припой Для оперативного выполнения низкотемпературной пайки производят фитинги с предварительно вплавленным в них легкоплавким припоем. Правда приобрести можно соединители и с тугоплавким припоем В местах соединения медных труб их обрабатывают флюсом, который применяется в качестве смазки и протравки металла. Наносят его без излишков Высокотемпературную плавку производят с использованием стержневого припоя, выполненного из сплавов меди с бронзой или меди с серебром Низкотемпературную пайку медных труб проводят с использованием мягкого припоя, поставляемого в виде намотанной на катушки проволоки Принцип соединения медных труб пайкой Разновидности медных труб по жесткости Паяльная лампа для низкотемпературной пайки Пайка труб ацетиленовая горелкой Фитинги для ускорения и облегчения пайки Нанесение флюса на свариваемые участки Припой для высокотемпературной плавки Мягкий припой для низкотемпературной пайкиОсобенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.

Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.

Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.

Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Технология пайки медных изделий
Подготовив инструменты и материалы, можно приступать к процессу пайки. Выполняем все операции в такой последовательности:
Галерея изображений Резка медной трубы производится с помощью трубореза, резцы которого плотно сжимают трубу. В результате проворачивания получается ровная линия среза После резки труборезом кромка разрезанной трубы слегка вогнута внутрь. Ее убираем гратоснимателем или фаскоснимателем Соединяемые участки труб и фитингов тщательно очищаем от загрязнений, окислов и нагара, если он есть. Обезжириваем поверхности На соединяемые поверхности наносим флюс тонким слоем. Соединяем детали, слегка проворачиваем их относительно друг друга, возвращаем на место и убираем излишки смазки Для выполнения капиллярной пайки готовим припой. В нашем случае это оловянная легкоплавкая проволока Готовим горелку с баллончиком к выполнению соединения пайкой. Нужна обычная горелка, разогревающая до +450°С Обмотав место соединения оловянной проволокой, нагреваем до тех пор, пока припой не распределится в зазоре между соединяемыми деталями Горелкой равномерно нагреваем всю область соединения. После пайки даем соединенным деталям остыть, не применяя охлаждающего масла или воды Шаг 1: Раскрой медной трубы труборезом Шаг 2: Удаление вогнутой кромки медной трубы Шаг 3: Чистка и обезжиривание соединяемых деталей Шаг 4: Обработка соединяемых поверхностей флюсом Шаг 5: Подготовка припоя к проведению пайки Шаг 6: Разогрев горелки для выполнения пайки Шаг 7: Нагрев место соединения горелкой Шаг 8: Ожидание охлаждения паяного соединенияОтрезаем деталь необходимой длины
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.

Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.

Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
Наносим флюс на поверхность трубы
По правилам технологии пайки медных труб, на детали нужно нанести слой флюса. Берем состав и кисточкой аккуратно наносим его на внешнюю поверхность трубы, которая будет находиться внутри соединения.
Выполняем операцию очень аккуратно. Стараемся набрать минимальное количество раствора и полностью распределяем его по детали. На поверхности не должно остаться излишков флюса.
Соединяем детали перед пайкой
Как только флюс нанесен на детали, их нужно соединить. Сделать это надо достаточно быстро, чтобы на влажную поверхность не попали частички загрязнений. Если мы работаем с фитингом или с раструбом, производим полное соединение элементов.
Для этого вращаем их до упора. В процессе вращения детали не только «встают» на место, но и флюс распределяется по монтажному зазору максимально равномерно.
Оставлять флюс на детали запрещено, поскольку это агрессивный химический состав.
Припаивание крана с фитингом на базе компрессионного кольца производится в следующем порядке:
Галерея изображений Перед выполнением пайки разбираем кран на составляющие: непосредственно кран, компрессионную гайку и кольцо Предназначенные для соединения детали очищаем от загрязнений и обезжириваем. На трубу надеваем гайку, внутреннюю сторону компрессионного кольца обрабатываем флюсом Разогреваем соединяемые участки трубопровода горелкой в течение 10 минут, затем оборачиваем его припоем и добиваемся полного заполнения зазора в раструбе расплавленным оловом Дожидаемся остывания соединенных пайкой деталей и прикручиваем кран компрессионной гайкой Шаг 1: Подготовка крана к установке пайкой Шаг 2: Обработка компрессионного кольца флюсом Шаг 3: Заполнение зазора в раструбе припоем Шаг 4: Прикручивание крана после пайкиОбразование соединения при низкотемпературной пайке
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.

Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
Образование шва при пайке высокотемпературного типа
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.
Мастера рекомендуют прогревать детали равномерно и быстро. То есть процесс разогрева должен быть коротким. Горящий в устройстве газ должен давать ярко-синее пламя небольшой интенсивности.

Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтобы он лучше разогрелся, его можно немного прогреть горелкой. Но при этом надо помнить, что припой должен расплавиться от разогретых деталей соединения, а никак не от горелки. В идеале нужно обеспечить соединению минимальный нагрев, при котором припой сразу же расплавится и с первого раза заполнит монтажный зазор.
Возможно, сразу это не получится, но по мере накопления опыта результат будет улучшаться. После полного заполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов тщательно протираем, чтобы избавиться от остатков флюса.
Детальный разбор технологии пайки медных трубопроводов с применением газовой горелки приведен в статье, с содержанием которой мы советуем ознакомиться.
Техника безопасности при спаивании труб из меди
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при сборке медного трубопровода может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.

Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.
Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Выводы и полезное видео по теме
Еще больше интересной информации о пайке медных труб вы можете узнать из следующих видеороликов.
Самостоятельная пайка труб из меди – полезный навык, который обязательно пригодится домашнему мастеру. Трубопроводы из меди служат очень долго и беспроблемно. Учитывая достаточно высокую стоимость таких деталей, на самостоятельной сборке можно значительно сэкономить и получить трубопровод высокого качества по вполне приемлемой цене.
А у вас есть личный опыт в соединении труб из меди пайкой? Возможно, вы владеете знаниями о нюансах проведения работ? Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы, делитесь своим мнением и фото по теме статьи.
Тема: Пайка медных трубопроводов без черного нагара
Пайка медных трубопроводов без черного нагара
Подскажите пожалуйста существует ли технология пайки труб твердым припоем без образования черного нагара после пайки и без использования азота
Не.. это только оловом,но открою тебе страшную тайну!Мало кто пользует азот,времени нет!Проще заменить фильтра после 100 часов работы централи!Да и не так окалина и опасна как влага,стружка,и пр..Имхо
Это понятно.. Но что заставляет медь чернеть, газ или температура?
Температура
Температура
катализатор. кислород.
Может существуют припои которые применяются при температуре 400градусов но по физичиским свойствам лучше олова и можно применить холодильной технике?
да бакситкой с подогревом. а лучше алибастрой с таким подходом.
катализатор. кислород.
Ну кто ж спорит,каков вопрос таков ответ
ну была раз (1) необходимость дырдочку запаять. сделал на основе цинка с серебром и оловом. с CuFe1 затек чудно. примерно 400-450'С.
и нагара особого не было?
и нагара особого не было?
неа. но с другим флюсом не ложился.
а ваще на нагар мне было побарабану.паял сталль по сварке нашлась дырдочка,все было собрано и опрессовано. лень тащить тяжесть.
не заморачивайся, нет таких припоев твердых на 400. это мягкий.
. Но что заставляет медь чернеть, газ или температура?
Черное - это окись меди CuO. Делай выводы сам.
Может существуют припои которые применяются при температуре 400градусов но по физичиским свойствам лучше олова и можно применить холодильной технике?
Для материалов к холодильной технике существует много специфических требований - спроси у Яндекса. Поэтому если припой не рекомендован к применению конкретно в холодильной технике, то возможны варианты: от порчи материалов до гальваники и засорений.
Черное - это окись меди CuO. Делай выводы сам.
Для материалов к холодильной технике существует много специфических требований - спроси у Яндекса. Поэтому если припой не рекомендован к применению конкретно в холодильной технике, то возможны варианты: от порчи материалов до гальваники и засорений.
Так человек хочет не греть медь докрасна (выше 550гр.) В холодильной технологии есть хороший припой Castolin 1827. Температура его плавления 280гр., прочность шва приемлемая, пористость отсутствует. Паять можно пром феном, либо аккуратненько горелкой. В чём проблемы-то?(. совершенно верно - в цене вопроса).
Люди хотят низкой температурой , как оловом и прочность шва на разрыв- на изгиб и кручение как латунь. Если найдут , пусть инфой поделятся!
Люди хотят низкой температурой , как оловом и прочность шва на разрыв- на изгиб и кручение как латунь.
пусть пояют серебром , есть низкотемпературные припои у буржуев.
Пайка в азотной среде
Была произведена пайка медных труб 42 диаметра с внутренней подачей азота. После пайки проверили внутренность труб. Был обнаружен нагар. Почему ? Как правильно паять в азотной среде ?
23.07.2018 в 07:15- Был доступ кислорода .
- Влага .
- Не той чистоты Азот .
Если ты понял одно дело, поймешь и восемь .
23.07.2018 в 07:43Если нет кислорода,кругом только любой инертный газ,медная труба теоретически не может покрыться нагаром.Сам часто разрезал только что запаянные трубы и смотрел на них изнутри-медь блестит ярче новой.Вы что-то неправильно делаете,или грязный азот в баллонах с водой.Новичкам можно попробовать паять медные трубы в среде аргона,он не намного дороже,но качество защиты выше и много Ваших ошибок аргон отыграет,а когда научитесь-перейдете на более дешевый азот.
23.07.2018 в 07:44- Был доступ кислорода .
- Влага .
- Не той чистоты Азот .
Бориска66 , 1 сила подачи азота влияет ?
25.07.2018 в 23:25КАТРАН написал:
Если нет кислорода,кругом только любой инертный газ,медная труба теоретически не может покрыться нагаром.Сам часто разрезал только что запаянные трубы и смотрел на них изнутри-медь блестит ярче новой.Вы что-то неправильно делаете,или грязный азот в баллонах с водой.Новичкам можно попробовать паять медные трубы в среде аргона,он не намного дороже,но качество защиты выше и много Ваших ошибок аргон отыграет,а когда научитесь-перейдете на более дешевый азот.
КАТРАН , под каким давлением необходимо подавать азот в трассу во время пайки ?
26.07.2018 в 11:00Совсем по небольшим - до 0,5 Bar
27.07.2018 в 08:17Оченьнебольшое(в барах оно не измеряется,на приборе будет 0 бар,измеряют его расходомерами,но они бьются на работе,работаю без них),но постоянное,начинать не сразу,а когда труба продулась азотом,это небольшое давление я чувствую обдувая трубкой свое лицо или язык-должно быть еле заметное дуновенье ветерка,этого уже достаточно.Если давление будет больше,с одной стороны это лучше,но в месте пайки появятся дырки-свищи,поэтому давление должно быть маленьким,не выдувающим припой.
01.08.2018 в 13:41Никак, достаточно вообще просто заполнить трубу внутри Азотом, его движение по трубе не обязательно .
SJvl написал:
под каким давлением необходимо подавать азот в трассу во время пайки ?
Не должно быть там давления, если Вы паяете трубы замкнутые, давление будет выплевывать весь Ваш припой через место пайки, важно вообще заполнить все внутри Азотом вытеснив все остальное .
КАТРАН написал:
в барах оно не измеряется,на приборе будет 0 бар,измеряют его расходомерами,но они бьются на работе,работаю без них)
Давление априори измеряется в барах в том числе, расход измеряется как правило в л/мин, то что ты небрежно относишься к оборудованию то твои сугубо личные проблемы .

Третий год в эксплуатации редуктор Аргона с ротаметром, что-то живой и здоровый, может просто прокладка у тебя не та ?
Пайка трассы для кондиционера
Предложили пайку трассы от блока к 5 сплит системам.Условия пайка под азотом.Так под азотом не разу не паял. Опрессовку азотом после закольцовки, с установкой клапана Шредера делал.
А пайку под азотом нет.
Наверно заказчики что то намудрили или их научили продавцы.
Если кто делал подскажите что и как делать.
виктор1 написал :
Предложили пайку трассы от блока к 5 сплит системам.Условия пайка под азотом.Так под азотом не разу не паял. Опрессовку азотом после закольцовки, с установкой клапана Шредера делал.
А пайку под азотом нет.
Наверно заказчики что то намудрили или их научили продавцы.
Если кто делал подскажите что и как делать.
В принципе поиск как всегда рулит, если нужны детали
Ну а если в двух словах, то к одной стороне подключаете шланг через расходный редуктор, а на противоположный пробку резиновую с отверстием и паяете.
antyar написал :
Ну а если в двух словах, то к одной стороне подключаете шланг через расходный редуктор, а на противоположный пробку резиновую с отверстием и паяете.
Я имел в виду, на качестве пайки не скажется.Будит ли везде запаяно без раковин и т.д.Везде ли ляжет припой без пропусков.
11.01.2013 в 09:09antyar написал :
В принципе поиск как всегда рулит, если нужны детали
В инете много чего написано и видио всякие,я спрашиваю практику,кто делал и какой нюанс.
По инету, многие учились разводки делать,ППР паять, заходишь в квартиру открываешь ящик и глаза на лбу от учеников инета.
виктор1 написал :
Я имел в виду, на качестве пайки не скажется.Будит ли везде запаяно без раковин и т.д.Везде ли ляжет припой без пропусков.
Нормальный медно-фосфорный припой с серебром 5% в среде азота при равномерном прогреве ложится замечательно .
Тут чисто умение чувствовать металл и то как и куда он потечет, не создавать давление азота, внутри трубы должна быть просто азотная среда .
Если ты понял одно дело, поймешь и восемь .
11.01.2013 в 11:17виктор1 написал :
По инету, многие учились разводки делать,ППР паять, заходишь в квартиру открываешь ящик и глаза на лбу от учеников инета.
Так и пайка меди из этой оперы. Многие по инету учились.
виктор1 написал :
Я имел в виду, на качестве пайки не скажется.Будит ли везде запаяно без раковин и т.д.Везде ли ляжет припой без пропусков.
Сам по себе азот не ухудшит качество пайки, иначе его бы не использовали. А так нужно правильно подбирать припой и соблюдать правила работы с ним.
11.01.2013 в 23:55Бориска66 написал :
Тут чисто умение чувствовать металл и то как и куда он потечет, не создавать давление азота, внутри трубы должна быть просто азотная среда .
Огромное спасибо разъяснили все четко и легко.Про неподогрев и перегрев знаю.Было интересно, про поведение припоя ,в азотной среде.
antyar написал :
Так и пайка меди из этой оперы. Многие по инету учились.
Сам по себе азот не ухудшит качество пайки, иначе его бы не использовали.
12.01.2013 в 20:35виктор1 написал :
Огромное спасибо разъяснили все четко и легко.Про неподогрев и перегрев знаю.Было интересно, про поведение припоя ,в азотной среде.
Сам по себе азот не ухудшит качество пайки, иначе его бы не использовали.
Если расход азота будет слишком большой, то трубу сложнее нагреть до нужной температуры.
12.01.2013 в 21:36WLM написал :
Если расход азота будет слишком большой, то трубу сложнее нагреть до нужной температуры.
Спасибо.
Это очень правильная подсказка!
Какой интересно нормальный расход азота.
Просто не охота въехать в забор и перепаивать все по новой.
antyar написал :
Сам по себе азот не ухудшит качество пайки, иначе его бы не использовали. А так нужно правильно подбирать припой и соблюдать правила работы с ним.
Это все понятно припой и правила.Это общие правила.
Я говорю про тонкости.
виктор1 написал :
Спасибо.
Это очень правильная подсказка!
Какой интересно нормальный расход азота.
Просто не охота въехать в забор и перепаивать все по новой.
Вы сами почувствуете при пайке. Я всегда советую делать выход азота соизмеримым с дыханием человека.
12.01.2013 в 22:35WLM написал :
Вы сами почувствуете при пайке. Я всегда советую делать выход азота соизмеримым с дыханием человека.
Спасибо, теперь все понятно и пайка должна быть, на все 100%
12.01.2013 в 22:43виктор1 , еще забыл сказать про выбор азота-он бывает разный, так вам надо брать "особо чистый".
12.01.2013 в 23:30WLM написал :
Если расход азота будет слишком большой, то трубу сложнее нагреть до нужной температуры.
зачотный бредиз серии "в мороз нужно трассу продувать теплым азотом"
13.01.2013 в 01:27WLM написал :
Если расход азота будет слишком большой, то трубу сложнее нагреть до нужной температуры.
Жидкий азот по трубам ?
13.01.2013 в 09:09WLM написал :
виктор1, еще забыл сказать про выбор азота-он бывает разный, так вам надо брать "особо чистый".
Спасибо.
Заказчик сам привезет азот, это его ответственность.Он боится за компрессора.
baziliov написал :
зачотный бредиз серии "в мороз нужно трассу продувать теплым азотом"
А Вы поясните без зачета,простым русским.
13.01.2013 в 09:15виктор1 написал :
А Вы поясните без зачета,простым русским.
Не обращай на него внимания, ему только бы по стебаться .
Если ты понял одно дело, поймешь и восемь .
13.01.2013 в 10:40виктор1 написал :
А Вы поясните без зачета,простым русским.
обьяснить что?почему человек несет чепуху?незнаю,тупой наверно
при большом потоке азота-поднимецца давление в трубе и припой будет выдувать со шва.вот и все.но мне казалось это понятно даже птушникам
Бориска66 написал :
Не обращай на него внимания, ему только бы по стебаться .
и тебя борька с наступающим старым Н.Г!
13.01.2013 в 11:54baziliov написал :
обьяснить что?почему человек несет чепуху?незнаю,тупой наверно
при большом потоке азота-поднимецца давление в трубе и припой будет выдувать со шва.вот и все.но мне казалось это понятно даже птушникам
Там выше было написано об использовании при пайке расходного редуктора, он большое давление не может создать априори .
Если ты понял одно дело, поймешь и восемь .
13.01.2013 в 14:04борька,ну че за децкий садты и вправду считаешь шо это не бред?> Если расход азота будет слишком большой, то трубу сложнее нагреть до нужной температуры.
14.01.2013 в 10:22baziliov написал :
обьяснить что?почему человек несет чепуху?незнаю,тупой наверно
при большом потоке азота-поднимецца давление в трубе и припой будет выдувать со шва.вот и все.но мне казалось это понятно даже птушникам
Это понятно что будет выдувать.Я думал будут более весомые аргументы.Какой поток азота нормальный чтоб не выдувало.
14.01.2013 в 12:54baziliov написал :
обьяснить что?почему человек несет чепуху?незнаю,тупой наверно
при большом потоке азота-поднимецца давление в трубе и припой будет выдувать со шва.вот и все.но мне казалось это понятно даже птушникам
Базилов, то что припой будет выдувать при большом потоке это как раз всем понятно и не только вам. А вот что поток азота охлаждает место нагрева, это понимает только тот кто это делал своими руками. Надеюсь не надо объяснять, что когда человек дует на горячий чай он быстрее остывает.
И маленько поспокойнее себя ведите, здесь форум, а не базар. И ваше мнение еще не означает, что оно единственно верное, даже если вам так кажется.
Как паять медные трубы своими руками - инструкция
Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
Что понадобится в процессе
Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.
Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при спаивании труб из меди
Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Рекомендация
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
Читайте также: