
Можно ли сварить покрашенные трубы
Обновлено: 07.07.2024
Можно ли сварить покрашенные трубы
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Необходимо обновить браузер или попробовать использовать другой.
Применяется для приклеивания декоративных элементов из керамики, камня или других минеральных материалов к нагревающимся поверхностям. Рекомендована для кладки, облицовки, шпатлевки, затирки и ремонта печей, котлов, каминов и заделки трещин на дымоходах. Мастика устойчива к воздействию воды и температуры до +1300°C. Отличная адгезия, высокая эластичность, удобство применения, низкий расход.
Зачем не красить контактные поверхности под сварку?
Лакокрасочные вещества содержат химические элементы, которые препятствуют технологическому процессу сварки. Нет технологического процесса - нет сварного соединения. Нет сварного соединения - нет надёжности конструкции. Сварку можно производить по чистому металлу или по специальным грунтам.
Никогда не указываю на чертежах место, где не нужно окрашивать, за исключением фрикционных соединений - может от незнания (Зря. Если не указана монтажная сварка, то, если закрасят, то КМДшник виноват. Если указывать места монтажной сварки и ссылку "делай железяки по ГОСТ 23118", то уже проблема завода, что не читают нормативку.
вопрос СВАРЩИКАМ. Всем привет. Помогите. можно ли покрасить профильные трубы перед сваркой? хотел установить на забор.
И не только красить а и обезжиривать от масла, я это делал уайт спиритом и ветошью протирал .
Если трубы много то её можно разложить одна к одной впритык и красить валиком, после переварачиваешь на другую сторону и снова, так все стороны .
Остальные ответы
да можно тока варить сложнй бу
Крась, потом обдерёшь краску в том месте, где будешь приваривать.
возле шва краска всё равно обгорит
думаю грунта будет достачно, а уж после сварки можно и красить
1) в любом случае перед сваркой место шва ОБЯЗАТЕЛЬНО нужно ЗАЧИСТИТЬ!
2) я делал оградки на кладбище, там красить особо нет времени, сварим секции, заклеим места где варить будем, за тем загрунтуем и покрасим, потом монтаж, сварка, зачистка (после сварки желательна ), грунтовка и покраска уже только тех мест, где была сварка. Но это только в тех случаях, когда покрасить после монтажа будет затруднительно, во всех остальных случаях (забор на даче и т. д) - лучше после сварки.
И да, еще раз, НИ ВКОЕМ случае не варите по краске! Во первых вы можете отравится дымом (было такое, особенно если "свинцевая" краска"), во-вторых шев будет уродливым, пористым, и скорей всего треснет.
Удачи в трудовой деятельности!
Валяй, ничего страшного - краска обгорит.
На качество сварки это не повлияет.
В местах где будет сварные швы не крась, оставляй чистый металл см по 5-10, а то сварные тебя изматерят, пока варить будут-мартышкин труд называется
Место соединения двух труб после сварки
Поменяли радиаторы отопления в квартире, сейчас надо покрасить ту часть труб ,что приварили.Труба-черный металл ( с частичками ржавчины кое где местами) , 3\4 дюйма. Я так понимаю ,что надо эти новые трубы сечас прошкурить, затем обезжирить чем то типа уайт-спирта, и затем уже красить специальной краской для радиаторов в два слоя минимум. Так? Или что то я упустил ?
Еще один момент.В месте соединения труб- утолщение не совсем ровной формы. Что то можно сделать до покраски чтобы как то сгладить, сровнять это место стыка труб .Что то типа шпатлевки по металлу , если есть такая? Или забить на это дело.
Ну это понятно,забить на это дело- это самое простое .А если все же помучаться , что можно придумать? Просто эти места сварки на самом виду и надо как то минимизировать этот зрительный дискомфорт.
07.10.2011 в 19:31nik51 написал :
на самом виду и надо как то минимизировать этот зрительный дискомфорт.
Тогда нужно снять усиление шва (буртик, который, как Вам кажется, портит вид) болгаркой, прошпаклевать полиэфирной автомобильной шпаклёвкой, прошкурить и покрасить.
Только имейте в виду, что внешний вид улучшится несильно, но надёжность соединения ухудшится капитально.
усиление должно остаться, в отоплении главное надежность. а упустили вы - грунтование. то есть прошкурить, прогрунтовать а потом красить. тогда ржавчина никогда не пройдет через краску. иначе не факт.
19.12.2016 в 09:13Здравствуйте. Три месяца назад у меня в квартире сантехники делали "полный водоразбор", причём переваривали входной стояк, так как там всё проржавело. Уходя, сказали, что место сварки нужно покрасить краской. Мы согласились, и даже жена купила какую-то краску, и. забыли.
Прошло почти три месяца, и вот, конечно, вспомнилось. Блин. Во что превратились трубы - фото прилагаю.


Что теперь с этим делать? Меня интересует именно надёжность, сохранность труб.
как я понимаю, нужно срочно:
- купить какую-то "антикоррозийную грунтовку"
- купить щётку с металлической проволокой (подозреваю, поможет ещё металлическая щётка для мытья посуды) и попытаться содрать всю появившуюся ржавчину
- просушить трубу, перекрыв на денёк холодную воду, чтобы оставшаяся в трубе нагрелась, и, наверное, обдувая затем саму трубу феном
- после полного высыхания - прогрунтовать и покрасить трубы на два раза
По самой краске. Не знаю, что там купила жена.
Как я понял из статьи, для горячей трубы нужно купить специальную термостойкую эмаль с диапазоном температуры до 100 градусов?
холодную, наверное, можно той же эмалью покрасить?
Может, опытные люди подскажут ещё каких-нибудь советов?
upd почему-то фото повёрнуты на 90 градусов, но, я думаю, это не сильно влияет на восприятие
19.12.2016 в 09:48AnTe написал:
фото повёрнуты на 90 градусов, но, я думаю, это не сильно влияет на восприятие
Согласен с Вами.

Лучше сорок раз по разу, чем ни разу сорок раз. )))
19.12.2016 в 15:43Почему такое произошло именно на холодной трубе, она сильно конденсирует.
Экономный и хороший вариант.
Зачистить наждачной шкуркой с зерновкой 3-4 номера.
Протереть тряпкой тем самым обеспылить, обезжиривать не обязательно, но можете взять у жены жидкость для снятия лака (если разрешит), а затем покрыть грунтом ГФ-021 (0.8 или 0.9кг банка стоит не дорого около 100р.). Наносить не толстым слоем, первому слою дать подсохнуть хорошо, потом второй слой наносите.
AnTe написал:
даже жена купила какую-то краску, и. забыли.
Если делать нечего, и краска где-то осталась, после двух слоев грунтовки, покройте слоем краски (защита в общем будет отличная).
От конденсата еще надевают изоляцию трубную из вспененного полиэтилена (тилит, энергофлекс, термофлекс и др.)
OlegV, про фото - смешно, но вообще невиноватая я: движок форума их сам перевернул (я их предварительно в редакторе развернул правильно), а в самом форуме перевернуть не даёт. Падла.
Спасибо всем за ответы!
Но интересно, такой разнобой получается. Сурик, цинк, грунтовка. И ещё вариант - преобразователь ржавчины и красить.
попытался погуглить, "в общем на грунтовке написано что требует покрытия краской. а на сурике не написано.
выходит сурик хорошая вещь- и краска и грунтовка и антикор"
встречал ещё вариант: грунтовкой, а сверху суриком?
а может. сверху краскочкой? )
а, да, а потом сверху изоляцию трубную из полиэтилена
и будет всё надёжно защищено! ну и как я понял, я слишком сильно заморочился..
в общем, надвигаются выходные, посмотрю, насколько меня хватит
26.12.2016 в 13:49Обработал наждачкой, содрал всю ржавчину, промазал уайт-спиритом и.
Покрасил вот этой краской на три слоя

это то, что ранее купила жена по рекомендации продавца в магазине
На ней ограничение, что непригодна для окрашивания холодных поверхностей, постоянно покрытых конденсатом. Но я решил, что слишком уж заморачиваюсь. Позвонил в магазин - "сурик", точнее, грунт продаётся только по литрам, минимум 500 руб за литровую банку, да и идти в мороз лень стало. Покрасил этой краской.
Посмотрю, насколько хватит.
26.12.2016 в 15:59Странно, что ни у кого не возникает вопроса, как выжить при отклонении ГВС от нормы?
Гидравлический расчёт систем отопления. Теплорасчёт (расчёт утепления) домов и квартир.Контакты в профиле.
03.01.2017 в 07:00за три месяца стояк так не ржавеет! совет прост, минимум почистить ржу, обработать преобразователем ржавчины( исключительно американского производства!) российский отстой. а в дальнейшем данную трубу советую вырезать и в варить другую. сварочный шов требуется зачищать
03.01.2017 в 11:43nikita191174 написал:
исключительно американского производства!
А Вы случайно не манаГером работаете? И наверное только на америкосском бензине ездите.
Сколько бы не вырезали ржавевшую трубу то же самое и получите.
.
Металл очищенный от консервирующей смазки в условиях постоянного конденсата все равно ржавеет.
Поэтому трубу нужно очищать от ржавчины, зачистить от приставших брызг, при покраске насухо вытирать от конденсата.
Красить чем угодно, но лучше грунтовкой типа ГФ-021, или сразу пентафталевой краской.
Нитрокраска без грунта плохо держится.
И трубу ХВС обязательно плотно обвернуть теплоизолятором, без зазоров.
Очень хорошо обматывать демпферной лентой для ГКЛ-профилей, мотать в 2 слоя в разных направлениях.
Америкосскую, Эмерикосскую.
Защита мест сварки на оцинкованных трубах
Ситуация достаточно простая. Перед евроремонтом. пробил замену стояков, сгнивших еще во времена Л.И.Брежнева. Заменил оцинкованные трубы, но по независящим от меня обстоятельствам, все делалось сваркой.. Фотография прилагается .. Вопрос .. Чем можно защитить(краска, спецсоставы, и т.д. и т.п.) места, где была произведена сварка
Предварительно мне предложили покрасить все проблемные места железным суриком
фотографии проблемного места

а в чем проблема этих мест то. Покрасить и дело с концом!
Вас больше должно волновать, то как внутри себя будет труба вести. а вести себя она будет очень просто - гнить потихоньку!
Покраска горячих труб в ванне
Добрый день!
В воскресенье необходимо покрасить горячие трубы в ванне. Возможности отключить горячую воду нет(((((
На трубе старая краска(желтая), буквально в некоторых местах отлупившееся, но в целом сидит крепко.
Вопрос: Как красить такую трубу и подготовить ее? Необходимо покрасить в белый цвет. Никогда не сталкивался с таким((((((((
Я так понимаю, необходимо зачистить трубу, есть смывки, но на некоторых форумах пишут, что не снимают с горячих труб.
Хорошо зачистить механическим путем, обезжирить и покрасить спец. краской для радиаторов.
19.08.2010 в 13:38А какую краску посоветуете? А то читав форумы, люди брали краску для радиаторов и когда красили по горячему, то краска не ровно ложилась. Может быть еще кисточку специальную?
19.08.2010 в 16:04Составов, которыми производители рекомендуют работать по горячим приборам, практически нет. Причина в том, что на нагретых трубах (и радиаторах) отопления краски сохнут слишком быстро, не успевая нормально растекаться, а значит, идеального покрытия не получится – полоски от кисти, застывшие подтеки. весьма и весьма вероятные изъяны. Нередко нарушенный режим сушки приводит и к таким дефектам, как «сморщивание» пленки.
Если же отключить нереально, а отделку проводить необходимо, то хоть как-то минимизировать «потери» можно, нанося краску очень тонким слоем. Но всё равно это не гуд…
Некоторые производители выпускают краски, позиционируя их как специальные для радиаторов отопления. Они могут подойти. Но это не более чем маркетинговый ход. Обычно приборы отопления в квартире не нагреваются свыше 80 градусов Цельсия, а такую температуру «безболезненно» выдерживают практически все лакокрасочные материалы хорошего качества. Традиционно рекомендуют использовать алкидные эмали, они при нагреве до 90 градусов сохраняют свою поверхностную прочность и стойкость и истиранию. Неплохие краски Dulux Trade High Gloss, Dulux Trade Eggshell, но опять же акцентирую - финальный результат при окрашивании горячих труб непредсказуем. Может быть всё хорошо, а может и не очень. (Давно красил Dufa Heizkorperlack - тоже неплохо, но какая она сейчас по качеству не знаю.)
Можно ли сварить покрашенные трубы

Какую бы технологию сварки вы не использовали, от нагрева в местах соединения деталей защита металла слабеет перед коррозией. Сварные швы – это основа прочности конструкции, именно на них приходится основная нагрузка при дальнейшей эксплуатации. Поэтому именно сварные швы должны быть максимально защищены от коррозии, в первую очередь, чем вся остальная конструкция.
После проведения сварных работ, просто нанесите на сварные швы специальный состав для холодного цинкования для сварных швов, и ваши конструкции простоят не один десяток лет без ржавчины.
2. Нужно ли защищать сварные швы, если части конструкции защищены цинкованием?
Даже если до сварки части конструкции были защищены с помощью холодного цинкования, во время сваривания при нагреве эта защита разрушится. Во время сваривания конструкций применяется несколько способов соединения. Либо используется присадочный материал – другой металл, который наваривают, как при паянии, либо части конструкции соединяются путем расплавления краев самой конструкции. Кроме того, если металлы были защищены не оцинковкой, а другим способом, то перед сваркой рекомендуется зачищать края конструкции от старых покрытий и загрязнений. В любом случае, защитный слой, охраняющий металл от коррозии будет разрушен и сварные швы станут для ржавчины самым легкодоступным местом.
Поэтому после сварки необходимо дополнительно защитить сварные швы с помощью специального состава для защиты сварных швов от коррозии, являющегося холодным цинкованием.
3. Как подготовить сварной шов к нанесению покрытия?

Покрывать сварные швы и прилегающие к ним места защитным составом необходимо не позднее 3 дней после проведения сварных работ. Для подготовки к нанесению, их тщательно очищают от шлаковых образований с помощью переносного механизированного инструмента – наждачного круга, зубила, металлической щетки или аппаратов очистки. Зачищенные места следует промыть, протереть и высушить.
Подготовка поверхности сварных швов перед окраской является обязательной и заключается в удалении сгоревшей пленки, остатков шлака, неровностей, острых граней, сварочных брызг, бетона, грязи.
Качество очищенной поверхности основного металла и прилегающей к нему поверхности сварного шва должно соответствовать общим требованиям к качеству металлической поверхности, подготовленной под окраску.
По правилам на этой поверхности должны отсутствовать: забоины, вмятины, обрезанные неровно и острые кромки, острые выпуклости и углы в местах перехода от одного сечения к другому, ржавчина, окалина, остатки старой краски, пыль, грязь, следы влаги, масляных и других загрязнений.
4. Чем защищать сварные швы от коррозии?
Защиту сварных соединений металлоконструкций производят после монтажа. Для защиты от коррозии применяют различные способы, но самым удобным, экономичным и эффективным является холодное цинкование. Простые лакокрасочные покрытия, даже с цинком в составе – не стойкие. А сварные швы – самое слабое для зарождения коррозии место. Металлизация или горячее цинкование также мало подходят для защиты сварных швов, так как требуют применения сложного, дорогостоящего оборудования. Их использование имеет смысл для защиты всех конструкций полностью, а не швов и соединений.
Холодное цинкование – это защита от коррозии на 25-50 лет, удобство нанесения, как обычные краски и экономия, за счет отсутствия оборудования, низкой стоимости составов, применения на месте эксплуатации своими силами.
Кроме того, существует состав холодного цинкования, созданный специально для защиты сварных швов от коррозии – Цинкошов.
5. Как наносить защитные покрытия на сварные швы?

Для нанесения холодного цинкования на сварные швы, применяются те же способы, что и для нанесения обычной краски: пневматическое распыление, безвоздушное распыление без нагрева, кисти, валики или спреи. Все способы можно применять на конструкции любых размеров, находящихся прямо на месте эксплуатации.
При пневматическом распылении состав доводят до рабочей вязкости при помощи подходящего к нему растворителя, при этом разбавляют не более 5-10% от массы.
При нанесении на поверхность материалов должна быть достигнута определенная толщина покрытия.
Металлоконструкции в процессе окраски и до практического высыхания защищают от попадания атмосферных осадков, песка, пыли и других загрязнений. Качество окрашиваемой поверхности металлоконструкций должно соответствовать следующим требованиям: поверхность должна быть ровной, гладкой; не допускается наличие непрокрашенных мест, пузырей, подтеков, а также пятен и загрязнений.
Защита сварных соединений и стыков заключается в восстановлении защитного покрытия после монтажной сварки или в его первом нанесении. По сути, процесс защиты сварных швов практически не отличается от процесса нанесения защитного покрытия на любую металлическую конструкцию. Главное, подобрать средство, которое будет идеально подходить для защиты сварных швов. Например, состав холодного цинкования Цинкошов, созданный специально для защиты сварных швов от коррозии.
6. Сколько времени нужно выдержать после сварки до нанесения защитного покрытия?
Перед нанесением защитного покрытия необходимо провести тщательную очистку поверхности, которая возможна только после полного затвердения и остывания сварных швов. Поэтому, перед нанесением лакокрасочных покрытий и холодного цинкования на соединения после сварки рекомендуется выждать около 24 часов.
7. Что нужно для защиты сварных швов от коррозии?
Для защиты сварных швов от коррозии необходим качественный состав для защиты сварных швов. Например, Цинкошов – состав для холодного цинкования, созданный специально для защиты от сварных швов. Все, что понадобиться кроме состава, зависит от выбранного способа нанесения. Если вы выберете состав в аэрозольном баллончике, то для нанесения вам больше ничего не понадобиться. Если будет выбрать способ воздушного или безвоздушного распыления, нанесение кистью или валиком – то вам понадобятся соответствующие способу инструменты.
8. Является ли Цинкошов холодным цинкованием?

Да, Цинкошов является полноценным составом для холодного цинкования, который можно наносить не только на сварные швы, но и на другие металлические поверхности. Состав содержит 96% цинка, чистотой 99,9%, нейтральные смолы и полимерное связующее вещество, при правильной подготовке поверхности и благоприятных условиях эксплуатации, защищает металлы до 50 и более лет без обновления покрытия.
9. Для чего сварным швам финишное покрытие?
Цинковый слой холодного цинкования прекрасно справляется с защитой от коррозии, а вот сильной защитой от атмосферных явлений и ультрафиолета не обладает. Защита от коррозии действует только до тех пор, пока цинковый слой полностью не истощиться. Еще холодное цинкование – это всегда серое, матовое покрытие. Если вы хотите сделать покрытие металлов и сварных швов более привлекательным, дополнительно защитить цинковый слой и продлить срок службы покрытия, то поверх холодного цинкования стоит нанести финишное покрытие.
Часто сварные швы нуждаются в защите после соединения частей конструкции, защищенных методом горячего цинкования. Тогда конструкция приобретает яркий, серебристый цвет. При покрытии сварных швов холодным цинкованием их цвет будет существенно отличаться от цвета всей конструкции. Финишное покрытие Алюмошов дополнительно защитит сварные швы, продлит срок службы покрытия и даст сварным швам цвет, совпадающий с цветом горячего цинкования.
10. Какое финишное покрытие выбрать для сварных швов?
Мы рекомендуем в качестве финишного покрытия для сварных швов, состав Алюмошов. Алюмошов специально создан для защиты сварных швов, идеально сочетается с холодным цинкованием для сварных швов – Цинкошовом, дает дополнительную защиту за счет содержания алюминия и придает сварным швам привлекательный серебристый цвет, схожий с горячим цинкованием.
11. Сколько стоит защита от коррозии сварных швов?
При использовании Цинкошова для защиты сварных швов, покрытие 1 метра сварного шва с учетом состава и инструментов обойдется вам всего 5,5 рублей. Подробно о расценках защиты сварных швов читайте в нашей статье «Расчет стоимости покрытий».
12. Для кого выгодно защищать сварные швы от коррозии?

Защита сварных швов от коррозии выгодна для всех.
Для тех, кто защищает сварные швы собственных металлических конструкций, используемых для жилищно-бытовых нужд – ваши конструкции прослужат вам гораздо дольше.
Для тех, кто защищает сварные швы конструкций на своем предприятии – конструкции также простоят дольше, вы сможете сэкономить на их обновлении, ремонте, ежегодном подкрашивании и мерах борьбы с коррозией.
Для тех, кто занимается производством и продажей кованых изделий и металлических конструкций, защита сварных швов особо выгодна. Изделия и конструкции, созданные вами, прослужат у их покупателей не 3-5, а десятки лет. Их не нужно будет подкрашивать, дополнительно защищать от коррозии, годами бороться с ее появлением. Все это послужит вам и вашему предприятию отличной рекламой. Кроме того, вы можете дополнительно продавать услугу – защиту сварных швов конструкции от коррозии.
Для сварщиков применение защитных составов для сварных швов также выгодно. Их работа будет больше цениться и дольше служить.
Форумы по отоплению, кондиционированию, энергосбережению
сварка водопроводных труб
Добавлено спустя 14 минут 43 секунды:
To Хоттабыч-Полностью согласен.Подвальная часть и техэтаж выполняются в металле в любом случае-так уже стало принято.Я,например,там где запроектирован объединённый хоз-питьевой водопровод с пожарным их разделяю с заменой водомерного узла на узел с отдельной пожлинией и задвижкой с электроприводом.Цель-магистральные пожарные трубопроводы понижаются в диаметре и меняются с оцинковки на чёрную трубу.А хозпитьевой водопровод из ПП PN10.И по деньгам выгодно и здраво.Лично мне так кааца. А вообще сварка оцинкованных трубопроводов,диаметром больше полтинника-всё равно бред, хоть и вынужденный.Думаю,что это досталось нам от интенсификации и индустриализации.Я наблюдал в старом(дореволюционном ещё) здании в Питере на Уральской улице водопровод из 108 трубы на резьбах с применением огромных муфт и тройников.У супостатов,у RIDGID в частности есть цепные ключи-это вот как раз для такого монтажа.Конечно гиморойно это.Но так должно быть,потому что это правильно.Не всё коту масленница Я так думаю.
А про тендеры тоже согласен.Огромный минус в том,что у заказчиков нет,как правило,граммотного технадзора по инженерии.И замена материалов при участии в тендере для падения в цене переходит границы здравого смысла.Так дальше будет продолжаться-будем монтировать регистры в квартирах и трубопроводы из папье-маше с окраской акварельным грунтом
Качественная сварка труб электросваркой: основные нюансы
Для освоения электродуговой сварки требуются специальные знания и навыки. Одна из частей этого знания – сварка труб электросваркой.
Качество сварного шва складывается из многих факторов. Поверхность должна быть ровной, правильно выбраны электроды, настроен сварочный аппарат, и опыт сварщика соответствует задаче.
Если у вас возникла потребность научиться варить металл электродуговой сваркой,
Сначала выберите сварочный аппарат для этого. Именно аппарат определит, как вы будете учиться, и как быстро вы сможете этим заниматься.
Новичкам обычно рекомендуют трансформаторный вариант с выпрямителем, что бы варит постоянным током. Инвертор, дескать, для продвинутых.
Профессионалы, обычно, умеют работать и с инвертором, и с трансформаторным аппаратом. Хотя все утверждают, что проще и приятнее работать именно со сварочным трансформатором.
Сначала надо научиться варить трубы с толстыми стенками, как например при сварке пластиковых труб, переходя постепенно к более тонкостенным. Есть масса знаний, которые проще посмотреть в видеороликах, чем описывать словами.
Сварочный аппарат
Когда наконец приходит пора приобрести сварочный аппарат, выясняется, что их много и непонятны критерии выбора.
Имеются в продаже даже газосварочные агрегаты, но для дачи и коттеджа больше всего подойдёт электросварочный агрегат.
Они выпускаются двух видов.
- Самые старинные аппараты с понижающим трансформатором, в котором регулируется магнитный зазор для настройки сварочного тока. Есть варианты с множеством отводов на вторичной стороне трансформатора (или на первичной), есть варианты с добавочными дросселями и реостатами.
- Более современные аппараты называются инверторами. Они тоже имеют трансформатор, однако он работает не с частотой сети (50 Гц), а на повышенной частоте, благодаря чему трансформатор имеет значительно меньший вес и габариты. Благодаря повышенной частоте можно плавно регулировать режимы сварки. Однако такие агрегаты менее надёжны в эксплуатации и требуют большей квалификации сварщика, что бы не вывести агрегат из строя неправильной настройкой.
Обратите внимание, аппараты выпускаются для работы в сети 220 В, 380 В и универсальные. Аппараты на 380 В лучше адаптированы для равномерной нагрузки сети.
Совет. В сельских условиях, где сеть, как правило, просажена и имеет перекос, инверторы предпочтительней.
Варим сами
Процесс сварки стыков трубопроводов по окружности требует некоторых специфических знаний.
Но многослойные швы дают высокие механические свойства, поскольку положительное влияние термического цикла второго шва на металл предыдущего шва увеличивает прочность соединения.
Из-за этого сварка труб в основном делают в два прохода и даже больше. Число слоев увеличивается от толщины стенок.
Для громоздких больших конструкций сварка приходится делать на весу, не вращая трубу. Для этого требуется квалификация сварщика.
Процесс идёт таким образом:
- Сварку шва ведут в два приёма. Каждое полукольцо сваривают сверху вниз или снизу вверх.
- Первый вариант (сверху вниз) используют с электродами диаметром 4 мм, которые дают мало шлака, с органическим напылением. Дуга короткая, на конце электрода образуется козырёк, с опиранием на него ведётся электрод с небольшим поперечным колебанием.
- При сварке по второму варианту (снизу вверх) скорость надо резко снизить и электродом делать поперечные колебания размером 3-5 мм.
При сварке металлических труб они свариваются между собой торцами, а в местах установки вентилей, задвижек, кранов — привариваются фланцы.
Процесс сварки труб включает следующие технологические операции:
- подготовка труб и торцов для сборки;
- раскладка труб на сварочном стенде;
- центровка и стяжка сопрягаемых труб до получения положенного зазора между торцами или фланцем;
- скрепление собранного стыка прихватами, что бы детали не расходились;
- собственно, сварка труб описанными выше способами.
Неповоротные стыки сваривают в несколько слоёв.
- начальный слой называют корневым,
- следующие слои – заполняющие,
- последний слой – облицовочный.
Трубы малого диаметра (до 500 мм) обычно сваривают непрерывным швом.
Трубы большого диаметра – прерывистым.
Качество соединения зависит от режимов ведения сварки.
- характер тока,
- его полярность,
- длина дуги,
- скоростью ведения сварки,
- размах колебаний электрода,
- диаметр электрода и составом напыления,
- температура материала труб на момент начала сварки.
Например, обратная полярность и малая сила тока приводит к лучшей плавке металла и большой глубине шва, увеличение же силы тока позволяет повысить скорость сварки.
Для больших диаметров труб чаще применяются сварочные автоматы и полуавтоматы, потому что ручная сварка в данном случае, в отличии от сварки полипропиленовых труб, весьма трудоёмка. Сварочная головка на самоходной тележке едет по шву и равномерно сваривает по окружности.
После сварки шов и прилегающая поверхность чистится от шлака, брызг металла и окалины. Необходим осмотр для обнаружения прожогов, трещин или выходящих пор и кратеров.
Как сваривать квадратные трубы
Сварка квадратных труб требует жёсткого закрепления свариваемых концов, что бы от нагрева не повело соединяемые детали. Желательно нагревать равномерно, не по кругу.
Сначала с одной стороны детали, потом с обратной стороны, потом средние точки шва, потом остальной, но опять вперемежку. Освобождать детали от крепления следует только после окончательного остывания.

Процесс сварки
Порядок покраски металлических труб
После сварки необходимо защитить поверхность труб от коррозии путём покраски.
Как правильно красить трубы, читайте ниже.
- Поверхность тщательно зачищается, удаляется ржавчина и слой старой краски. На ручные электроинструменты надевают диски с наждачкой или металлической щёткой. Работайте в защитных очках.
- Химическим способом удалите ржавчину. Есть специальные средства на основе ортофосфорной кислоты.
- Обработайте поверхность грунтовкой по металлу.
- Поверхность окрашивается красками, которые совместимы с ранее примененной грунтовкой. Не следует стремиться к более толстому слою краски, потому что краска, наложенная толстым слоем, легко отслаивается.
Все про трубы © 2021
Информация, опубликованная на сайте, носит исключительно ознакомительный характер
Можно ли сварить покрашенные трубы
Какие ЛКП можно не удалять при сварочных работах?
Все лакокрасочные материалы в большей или меньшей степени влияют на качество сварных швов, поэтому перед началом работ покрытия в зоне будущего шва следует удалять.
Рекламные предложения на основе ваших интересов:
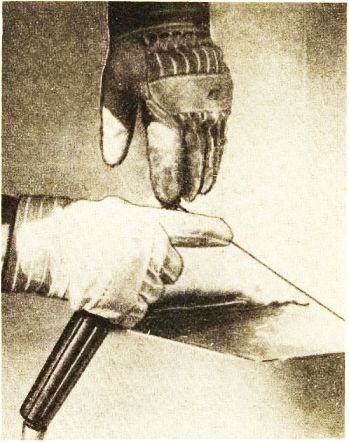
Рис. 1. Сварка по фосфатирующей грунтовке
Примечание. Нанесение покрытия кистями ручными и валиковыми, эжекционными краскораспылителями. Удаление покрытия промыванием струей воды под давлением 0,1 МПа.
Какие грунтовки пригодны при точечной сварке?
При этом виде сварки наиболее часто используют грунтовку ГФ-0114, можно применять эмали ПФ-910, КО-5202, фуриловый лак ФЛ-4С, состав 119, электропроводящую эмаль ХС-928, грунтовки ЭП-057, КФ-030, ФЛ-086, специальные составы. Перечисленные материалы не всегда дают стабильные результаты. Более надежную защиту обеспечивает состав КСП -1, приготовленный из 100 массовых долей пасты КСП и 8—10 массовых долей отвердителя А-39 (2%-ный раствор).
Сварка по сырым грунтовкам необходима для герметизации швов и защиты их от коррозионных разрушений. Возможна сварка и без грунтовки, но в этом случае сварные швы подвергаются быстрому разрушению.
Как защищают места контакта деталей из разнородных металлов?
Соприкасающиеся участки покрывают слоем грунтовки КФ-030, ГФ-031, ГФ-032, затем наносят слой шпатлевки ЭП-0010 толщиной 150—200 мкм. Тщательно заделывают места соприкосновения деталей, предохраняя шов от попадания в него влаги и загрязнений.
Как следует подготавливать сварные швы и поверхность около швов под окрашивание?
С поверхности необходимо удалить шлак, окалину, грат, сгладить острые грани и неровности, удалить остатки сварочного флюса и протереть поверхность ветошью, смоченной водой, а затем 15 — 20%-ным раствором фосфорной кислоты.
Почему после окрашивания сварных конструкций на грунтовке, а иногда и на эмали вдоль сварных швов образуются белые полосы или пятна?
Появление белых пятен вызывают остатки сварочных флюсов. Это указывает на неправильную подготовку поверхности перед окрашиванием. Сварные швы и прилегающую к ним зону на расстоянии 30—50 мм необходимо хорошо очистить металлическими щетками, а затем тщательно протереть ветошью, смоченной ортофосфорной кислотой.
Как защищают сварные швы?
Сварные швы и образовавшиеся около них щели, пазы покрывают фосфатирующей, а затем протекторной грунтовкой и окрашивают алкидной или хлорвиниловой эмалью. В связи с тем, что при вибрации или резких изменениях температуры шпатлевки подвергаются быстрому разрушению, для сглаживания поверхности используют мастики с волокнистыми наполнителями. Для заделки раковин и устранения грубых дефектов, возникающих при ручной сварке, применяют мастику, состоящую из 20 — 50% асбеста к 80 — 50% эпоксидной шпатлевки ЭП-0010.
Каковы качество ингибированного глифталевого покрытия и его влияние на сварной шов?
Пленка глифталевого лака или олифы с хромовокислым гуанидином толщиной 20 мкм при 100%-ной влажности обеспечивает защиту стали не менее 12 мес.
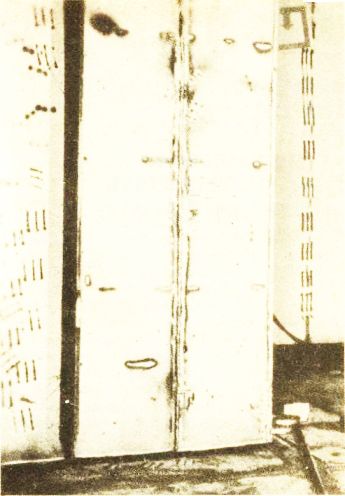
Рис. 2. Полосы и пятна, образовавшиеся после сварочных работ
Какое покрытие можно использовать вместо прокладок для конструкций из сопряженных металлов оцинкованная сталь—легкий сплав АЛ-2?
Взамен прокладок в местах сопряжений можно нанести два слоя эпоксидной шпатлевки ЭП-0010 или слой грунтовки ЭП-057 и четыре слоя эмали ЭП-773 либо два слоя грунтовки ЭП-057 и два слоя эмали ЭП-72 с 20—25% алюминиевой пудры.
Читайте также: