
Какой полярностью варить инвертором трубы
Обновлено: 16.07.2024
Как варить сваркой электродами для начинающих
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе - Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты

Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки

Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь. При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
Сварочные электроды

Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика

Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
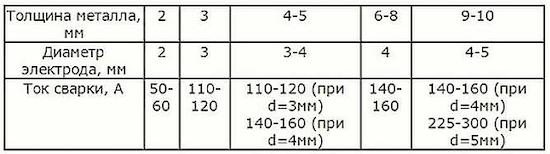
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком "минус". Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался "козырек" из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. "Твердая рука" приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.

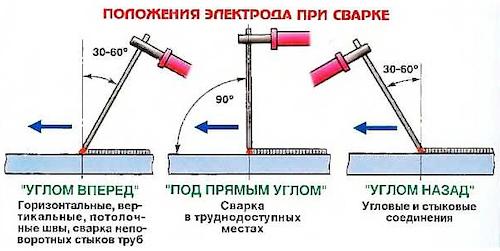
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
Советы начинающему сварщику
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией "Антиприлипание". Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией "Форсаж" удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат "чувствует", что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция "Горячий старт" обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Какую полярность при сварке инвертором выбрать
Сварка инвертором имеет свои особенности перед сваркой обычным трансформаторным аппаратом. Прежде всего, это постоянный ток, следовательно, сварку металлов можно осуществлять в двух режимах, с прямой и обратной полярностью.
Зачем нужна обратная и прямая полярность
Чтобы ответить на данный вопрос, нужно углубиться в технологический процесс сварки постоянным током. При сварке на конце электрода появляется «термопятно», обладающее температурой свыше 3000°C.
При этом если к плюсовому выходу инвертора подключить электрододержатель, а к минусовому, держатель массы, то температура пятна будет гораздо ниже, примерно на 1000 градусов.
Таким образом, можно более тонко выбрать режим сварки, что даст следующие преимущества:
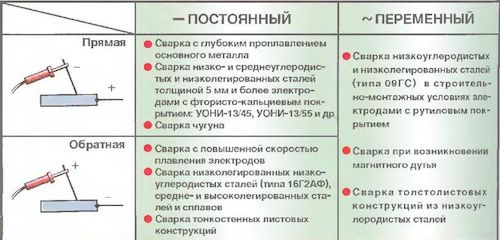
- Используя прямую полярность инвертора, основная температура придётся на свариваемый металла, который начнёт намного быстрее и больше разогреваться. Все это позволит более качественно проварить толстый металл и хорошо углубить корень шва. Сварочное соединение будет обладать максимальной прочностью и надёжностью.
- Используя обратную полярность инвертора, наоборот, получится не перегревать металл, поскольку самая большая температура будет приходиться на кончик электрода при сварке. Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.
Кроме того, на обратной полярности варят такие металлы, которые имею большую чувствительность к перегреву. В первую очередь, это нержавейка, высокоуглеродистая сталь, чугун, и некоторые другие металлы.
Вот зачем нужна обратная и прямая полярность инвертора. При этом расход электродов на обратной полярности, будет намного выше, чем на прямой. Связано это с тем, что при подключении инвертора на обратную полярность, большая часть температуры приходится именно на электрод. В результате чего он намного быстрее сгорает в процессе сварки.
Особенности сварки на прямой полярности
При сварке инвертором на прямой полярности возникают определённые моменты, о которых должен знать каждый сварщик:
- Во-первых, данный режим сварки инвертором характеризуется большим разбрызгиванием расплавленного металла;
- Сварочная дуга на прямой полярности менее стабильна, и с этим приходится мириться;
- Поскольку температура нагрева электрода меньше, то при сварке на прямой полярности возможно использование токов с большим значением;
- Увеличивается коэффициент наплавки металла;
- Смена полярности инвертора влияет и на состав наплавленного металла. При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.
Выбор того или иного режима сварки, во много зависит от поставленных задач.
Зная особенности обратной и прямой полярности инвертора, получится выполнить работу более тонко и качественно.
Какой полярностью (плюс или минус на держак) лучше сваривать профильную трубу толщиной 1.5 или 2 мм.
Друзья, приветствую вас на нашем канале для начинающих самоучек в сварке и слесарке. Большинство сварных конструкций на своём участке сейчас собирают из профильных труб толщиной 1.5 или 2 мм.
Металл для начинающих довольно тонкий и при сварке будут частые прожоги. Нам нужно уменьшить вероятности этих прожогов. Для этого первым делом правильно подсоединим кабели держака и массы к своему инвертору.
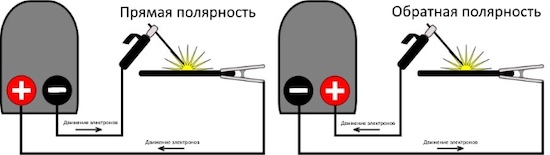
Есть такое понятие в сварке-полярность. Полярность это куда нам подсоединить к аппарату провод держака и провод массы. Полярность бывает прямая и обратная.
Прямая полярность это когда держак с электродом мы подключим к минусовому гнезду инвертора, прищепку массы подсоединим к плюсовому разъёму. Обратная, соответственно наоборот-держак с электродом подключаем к плюсу инвертора.
Зачем нам это знать и как использовать? А просто напросто тонкая профильная труба лучше вариться на прямой полярности. Что я имею ввиду. На прямой полярности-минус на держаке, будет меньше вероятности прожигать. Просто глубина проплавления металла так будет меньше. Вот это нам и нужно.
Но не все электроды подойдут для сварки на прямой полярности. На прямой полярности можно варить электродами с рутиловым покрытием. Рутилом можно вообще сваривать и на прямой и на обратной полярности.
А вот электроды с основным покрытием для наших целей-сварка тонкой профтрубы, не подойдут. Такие электроды варят только на обратной полярности и сама сварка ведётся в основном сплошняком, без частых отрывов.
Друзья, просто попробуйте, сравните, подсоединив держак и массу разными способами. Это будет сразу понятно даже совсем начинающему, разница в глубине проплавления покажет как проще и лучше.
Почти каждую статью на канале я дублирую подробным видео. Видео также есть на канале.
Кто ставит лайк статье, тому чаще показывают наши материалы в Дзене. И наоборот, дизлайк-наши материалы не покажут больше. Прочитавший также напрямую своей оценкой влияет на развитие канала. Не оставляй статью без оценки.
Обратная и прямая полярность при сварке инвертором
Сварка постоянным током, инвертором, имеет ряд неоспоримых преимуществ. Здесь и более стабильная дуга, и аккуратный сварочный шов, и возможность варить в двух режимах, обратной и прямой полярности.
Обратная и прямая полярность при сварке инвертором
В отличие от сварочного аппарата переменного тока, инвертор умеет работать только на «постоянке». Следовательно, у сварочного инвертора есть «минус» и «плюс» для подключения держателя электрода и кабеля с массой. Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Рассмотрим, что даёт прямая и обратная полярность при сварке инвертором:
Прямая полярность — чтобы перевести инвертор в работу на прямой полярности, нужно держатель с электродом подключить к минусовому разъёму, а кабель массы к плюсовому. В данном случае большая температура будет приходиться не на кончик электрода, а на свариваемую заготовку. Режим сварки на прямой полярности даёт возможность качественно варить толстый металл и хорошо проваривать корень сварного шва.
Обратная полярность — при сварке в обратной полярности инвертор подключается следующим образом: к плюсу подсоединяется держатель с электродом , а к минусу — кабель массы . Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Сварка постоянным током (общие положения)
Сварка на постоянном токе имеет свои отличия. Поэтому купив сварочный инвертор, приготовьтесь привыкать, ведь это не старый трансформаторный аппарат.
Чтобы качественно варить инвертором, следует учесть некоторые особенности:
- Используйте прижимные струбцины — из-за особенностей сварки постоянным током (а именно, из-за возникновения в месте подсоединения кабеля с положительным или отрицательным зарядом, микроразряда), струбцина позволит плотно прилегать заготовкам и не повредить их в момент сварки.
- В отличие от сварки на переменном токе, сварка на постоянном, даёт возможность получения более качественного сварочного шва. Здесь нет, как на переменке, таких сильных брызг металла, а сварочный шов получается более ровным и аккуратным.
- Следует учитывать, что анод и катод нагреваются неравномерно, поэтому режим подключения инвертора, влияет на расход электродов. При подключении сварочного инвертора в обратной полярности, расход электродов будет гораздо выше, чем при подключении в прямой.
Прямая полярность при сварке инвертором даёт возможность хорошо прогреть основной металл, чтобы достичь образования нужной сварочной ванны. При обратной полярности, эффект совершенно другой, поэтому данный режим инвертора, предпочтителен для сварки тонких металлов.
Полярность при сварке инвертором
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
СодержаниеКак влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.

Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Точечная сварка для аккумуляторовИногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Как варить инвертором: советы новичкам
Выбираем электроды для сварки инвертором
Сварка нержавейки инвертором

Контактная сварка из инвертора
Сварка чугуна электродом в домашних условиях

Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Как варить инвертором: советы новичкам
Услуги профессиональных сварщиков стоят довольно дорого и не всем по карману. Поэтому для большинства домашних мастеров наилучшим выходом будет приобретение собственного сварочного аппарата и осваивание сварки инвертором. Эти компактные современные устройства пришли на смену громоздким сварочным трансформаторам и стали настоящим прорывом в данной области. Они доступны по цене, просты в освоении и дальнейшей эксплуатации.
СодержаниеОбщие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.

Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.
На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи.
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель.
Как работает инверторная сварка
Перед тем, как варить инвертором, необходимо изучить теорию и разобраться, как работает это устройство. В отличие от старых трансформаторных агрегатов, соединение металла инвертором имеет свои особенности, оказывающие влияние на весь рабочий процесс. Например, в схеме аппарата присутствуют накопительные конденсаторы, аккумулирующие электроэнергию, способствующие мягкому розжигу дуги и обеспечивающие бесперебойную работу оборудования, в том числе при сварке алюминиевых деталей.
Как сделать светодиодный светильник своими руками
Независимо от модификации устройства, формирование дуги во всех случаях происходит в момент контакта электрода и металлической заготовки. Деталь и стержень расплавляются и образуют ванну. В это же время происходит частичное расплавление обмазки электрода, переходящей в газообразное состояние. Образовавшийся газ перекрывает доступ кислорода к сварочной ванне, защищая, тем самым, заготовку от окисления. Такая же защита обеспечивается, когда проводится сварка алюминия инвертором.
У каждого электрода имеется свой диаметр, соответствующий заданной силе тока. Если она по каким-то причинам снижается относительно установленной нормы, то сварочный шов просто не сможет образоваться. И, наоборот, когда сварочный ток увеличен, шов будет сформирован, но электрод быстро сгорит, что приведет к общему перерасходу материала. По завершении сварки происходит остывание обмазки и ее превращение в шлак, покрывающий снаружи места соединений. Он легко удаляется молотком, которым нужно просто постучать по шву.
Еще одной особенностью сварки является соблюдение постоянного зазора между электродом и деталью. Это поможет избежать самопроизвольного гашения дуги во время работы. Поэтому стержень в зоне сварки следует вести ровно, с постоянной скоростью движения.
Подключение с прямой и обратной полярностью
Во время сварки под действием высокой температуры электрической дуги металл начинает плавиться. Для того чтобы создать эту дугу, электрод и заготовка подключаются к полюсам с противоположными значениями – плюсу и минусу.
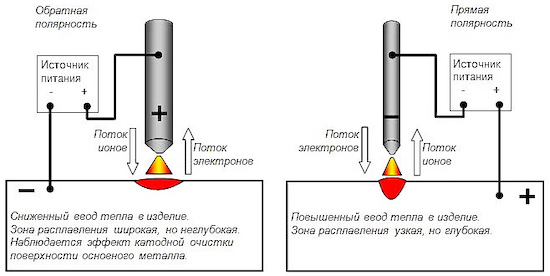
Для подключения используются два известных варианта – с прямой и обратной полярностью, в соответствии с выбранной схемой. Прямая полярность предусматривает соединение электрода с минусом, а заготовки – с плюсом. В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.

Подключение с обратной полярностью используется при сваривании тонких, преимущественно листовых металлов. Электрод соединяется с плюсом, а деталь – с минусом, образуя при сварке широкую, но неглубокую зону расплавления.
Разница в подключениях вызвана физическими свойствами, которыми отличается сварочный процесс. После возникновения электрической дуги, начинается движение электронов в направлении от минуса к плюсу. Они передают поверхности с положительным зарядом не только свою энергию, но и температуру, увеличивая нагрев именно в этом месте. Таким образом, любой элемент, соединенный с положительным выходом, будет нагреваться значительно больше и интенсивнее.
То есть, полярность выбирается в первую очередь в зависимости от параметров детали, подлежащей соединению. На толстые заготовки подается плюс, в результате они хорошо прогреваются и соединяются, образуя качественный сварочный шов. Тонкие металлические детали в таком режиме могут прогореть, поэтому они соединяются с минусом. Основное тепло поступает на электрод, заливающий шов большим количеством расплавленного металла.
Подготовка к сварочным работам
Любые сварочные работы требуют предварительной подготовки. В первую очередь нужно подготовить защитную спецодежду:
- Грубые тканевые перчатки или рукавицы.
- Костюм (куртка и брюки) из грубой натуральной ткани. Плотность материала должна препятствовать возгоранию при попадании искр во время работы. Ворот и рукава обеспечивают защиту рук и шеи.
- Кожаная обувь закрытого типа на толстой подошве.
- Сварочная маска, оборудованная фильтром для защиты глаз. Выбор фильтра производится в соответствии со сварочным током. Очень удобна маска хамелеон, где фильтр самостоятельно определяет яркость дуги и создает нужную степень затемнения.
На следующем этапе подготовки следует позаботиться о безопасных условиях труда и организации рабочего места.
С этой целью необходимо выполнить следующее:
- Сварочный стол полностью освобождается от посторонних предметов, особенно тех, которые легко воспламеняются от искр.
- К рабочей площадке подводится полноценное освещение.
- Под ногами сварщика размещается деревянный настил, обеспечивающий защиту от поражения электротоком.
Отдельно выбираются электроды для сварки алюминия инвертором и в случае необходимости готовятся к работе. Если есть сомнения в качестве изделий, они высушиваются при высокой температуре от 2 до 3 часов. Выбор электродов зависит от свойств металла свариваемых деталей. Ученикам для тренировки подойдут изделия марки МР или АНО.
Уроки сварки инвертором для начинающих включают и подготовку самих деталей. При помощи металлической щетки полностью удаляется ржавчина со всех кромок. Они очищаются от старой краски, жира и других загрязнений. После этого поверхности обрабатываются уайт-спиритом, бензином или другими растворителями.
Первые шаги начинающих сварщиков
После того как все подготовлено, можно приступать к непосредственному решению задачи, как научиться варить инвертором. Вначале подключаются сварочные кабели по выбранной схеме, после этого в держателе закрепляется электрод. Начинающим сварщикам рекомендуется воспользоваться «тройкой», которая легко зажигается и выдает качественный шов.
После включения питания выполняется регулировка и выставление сварочного тока по параметрам, указанным в таблице. Для 3-х миллиметровых электродов потребуется от 90 до 120А. При необходимости, корректировка показателей осуществляется уже во время работы. Если вместо валика на шве образуются хаотичные полоски, ток следует увеличить. И, наоборот, при образовании слишком жидкого металла и сложностях с перемещением сварочной ванны, ток необходимо уменьшить. Все регулировки выполняются в соответствии с конкретными условиями работы и должны соответствовать выбранному инверторному аппарату.
Рекомендуется отдельно потренироваться в разжигании дуги. Это можно сделать двумя способами: конец электрода ударяется об деталь или им нужно провести по свариваемой плоскости так же, как чиркнуть спичкой. Используется тот, который более удобен. Движение нужно совершать по шву, вдоль его условной линии. Чтобы дуга зажигалась сразу и была устойчивой, нужно потратить на тренировки какое-то количество электродов. Это очень важно при овладении инвертором с нуля.
После освоения дуги можно переходить к обучению движениям. С этой целью на толстом массивном металле прокладываются валики. Предварительно мелом проводится черта, обозначающая шов. После зажигания дуги, электрод касается детали, расплавляя металлические поверхности и создавая сварочную ванну. От нее он двигается далее, по обозначенной линии, при этом большое значение придается соблюдению правильного наклона.
Угол наклона и другие положения электрода
Движение сварочной ванны обеспечивается правильным наклоном электрода, угол которого составляет в среднем 45-50 градусов. За счет изменения угла меняется и ширина самой ванны, по-разному решается, как правильно сваривать металл. Наиболее оптимального положения можно добиться опытным путем, в ходе тренировок. Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.
Существуют и показатели, которые требуют соблюдения, чтобы хорошо научиться варить сварочным инвертором. Например, это длина дуги, то есть расстояние между концом электрода и деталью, составляющее, в среднем, 2-3 мм. Бывают и очень короткие дуги – до 1 мм, а также длинные – от 5 мм и выше до полного отрыва. Практические занятия рекомендуется проводить на среднем расстоянии, чтобы изначально получился ровный шов.
Слишком большой зазор может привести к недостаточному прогреву металла, размазанному шву и ненадежному соединению. Если же дуга очень короткая – форма шва получается слишком выпуклой из-за маленькой зоны разогрева. Такие соединения сопровождаются канавками, подрезающими шов по длине и снижающими прочность сварки.
Основная рекомендация специалистов – не жалеть электродов на уроки сварки инвертором. Кому-то будет достаточно и нескольких штук, чтобы прочувствовать суть процесса, а в некоторых случаях счет может идти на килограммы. Зато все движения отработаются до автоматизма, и рука в дальнейшем будет сама работать и сделает все нужные движения.
Ставим точку в вопросах прямой и обратной полярности в сварке

Чтобы варить качественно, нужно знать многие тонкости сварки постоянным током. Одна из них, это обратная полярность, когда к электроду подсоединён плюс инвертора, а не минус.
Многие почему-то забывают о том, что ток течёт от плюса к минусу. Да, здесь есть множество противоречий, но следует знать, что ток может перетекать сразу в двух направлениях.
При отрицательном заряде ток течёт от минуса к плюсу, а при положительном заряде, наоборот, от плюса к минусу. Что касается ручной дуговой сварки инвертором, то при подключении электрододержателя к плюсу аппарата, мы получим обратную полярность.
Ставим точку в вопросе прямой и обратной полярности в сварке
Поэтому если вы постоянно путаете, где обратная, а где прямая полярность при сварке инвертором, просто запомните, что ток течёт от плюса к минусу. Таким образом, подсоединив к держаку плюс, сварка будет сильнее разогревать электрод, а не свариваемый металл.

Ну и наоборот, если к электроду подвести минус, а к металлу плюс от инвертора, то мы получим прямую полярность. В таком случае метал, будет нагреваться сильнее, и мы сможем больше углубить корневой шов. На самом деле все очень просто, от плюса к минусу.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.

Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.

Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.

Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Читайте также: