
Какой поддон лучше для душевой кабины акриловый или абс пластик
Обновлено: 07.07.2024
Поддоны для душевых кабин как выбрать?
В отличие от душевого уголка, кабина обычно комплектуется поддоном, и подбирать основание отдельно не приходится. Однако, покупая душевую кабину, вы можете обратить внимание на основные характеристики поддона.
Какой поддон лучше – высокий или низкий?
Важным критерием выбора поддона является его глубина – расстояние от дна до верхнего борта. По глубине поддоны можно отнести к трем категориям – низкий (до 6 см), средний (до 20 см) и глубокий (30–40 см, реже – до 70 см).
- Низкий. Поддон выглядит стильно, его удобно и безопасно переступать – он подойдет для детей, пожилых людей и пользователей с ослабленным организмом. Минусы: функциональностью такие поддоны не отличаются, при этом возрастает риск луж на полу при плохой герметичности кабины.
- Средний. Оптимальный вариант – 14–17 см. Такая глубина позволит попарить ноги и замочить/постирать небольшое количество вещей. Поддон удержит воду во время приема душа и не доставит хлопот в уборке после.
- Глубокий. Если же вам необходимо регулярно купать ребенка и/или в вашем доме есть собака, то лучше выбрать глубокую модель. Широкий и высокий поддон часто оснащен литым сиденьем и может использоваться в качестве мини-ванны. Минусы: неудобный вход в кабину.
Размер и форма поддона
Самая оптимальная форма поддона для стандартной ванной комнаты – четверть круга. За счет отсутствия острых внешних углов такая душевая кабина повышает безопасность и экономит пространство. Для просторных санузлов можно рассмотреть прямоугольные модели.
Для комфортного принятия душа пользователю средней комплекции необходима модель размером минимум 90х90 см. Меньшие габариты неудобны, поэтому такие душевые кабины рекомендуется приобретать в исключительных случаях, когда площадь ванной комнаты не оставляет выбора.
Людям плотного телосложения подойдет кабина с поддоном не менее 100х100 см.
Для душевых процедур вдвоем выбирайте модель с поддоном 120х110/120 см и более.
Материал поддона
Чаще всего душевая кабина комплектуется акриловым поддоном. Он же является наилучшим вариантом для приема душа – не шумит, быстро нагревается и долго держит комфортную температуру. К минусам можно отнести высокий риск некачественной продукции. Это может быть подделка (иной раз за акрил могут выдать АБС-пластик), а также тонкий акрил, который легко деформируется и трескается. Чтобы избежать таких проблем, лучше выбрать проверенный бренд и приобрести душевую кабину у официального представителя фирмы.
Пластиковый поддон – вариант бюджетный. Он обладает теплой поверхностью и небольшим уровнем шума во время приема душа, однако не может похвастаться прочностью. При нагревании или охлаждении поддон меняется в размерах на 1–2 см. Плюс ко всему дешевый пластик может обладать неприятным, токсичным запахом и плохо очищаться от загрязнений.
Если вы решили остановить выбор на кабине с поддоном из искусственного камня, заранее ознакомьтесь с отзывами на продукцию производителя или на конкретные модели. Характеристики искусственного камня напрямую зависят от того, какой материал используют для его изготовления. Если сырье сомнительного качества, то поддон будет подвержен сколам, впитывать грязь и плохо очищаться. Качественные поддоны по прочности и эстетике опережают акриловые, но на ощупь все же прохладнее.
Акрил или ABS-пластик?
Что лучше ABS-пластик или акрил? Выбираем лучшее на рынке душевых кабин и сантехники.
Содержание:
Качественная ванна или душевая кабина уже стали не просто местом для гигиенических процедур, а украшением ванной комнаты и местом для расслабляющих процедур.
Сегодня рынок предлагает нам огромный выбор душевых кабин - начиная с простых уголков и заканчивая огромными ванными боксами, которые совмещают ванну и душевую кабину. А выбор ванн способен удовлетворить даже самого взыскательного покупателя - классические, направленные, гидромассажные и так далее. Как не запутаться в предложениях производителей и выбрать лучшее? Давайте разбираться.
ПОДХОДИМ К ВЫБОРУ ПРАВИЛЬНО
Самой важной составляющей ванны или душевой кабины является чаша. Добросовестные производители при изготовлении своего товара используют высококачественные акрил (полимерный материал).
При изготовлении чаши или поддона однородный акрил заливается в форму, внешняя часть которой обрабатывается смесью из рубленного стекловолокна и эпоксидной смолы. Изготовленные таким методом чаши имеют повышенную прочность, способны выдержать большую нагрузку и легки в уходе.
Сам материал и способ изготовления весьма затраты, поэтому некоторые производители перешли на более экономичный, но менее качественный материал - ABS-пластик
ОСНОВНЫЕ РАЗЛИЧИЯ МАТЕРИАЛОВ
ABS-пластик — это обыкновенный пластик, который имеет внешнюю обработку акрилом. В отличие от литого акрила, экструдированный (распыленный) акрил не имеет хорошей молекулярной сцепки, а значит подвержен механическому воздействую.
Если сделать своеобразную схему, то можно будет увидеть, что в ABS-пластике есть всего 10-25% акрила, а значит его слой составляет не более 2 мм.
ABS-пластик — это, по сути, обыкновенный пластик, который имеет повышенную влагостойкость, но не может полностью заменить акрил. Так, ABS подвержен температурным изменениям, быстрее теряет эстетический внешний вид, легко царапается и скалывается.
Изделия, изготовленные из ABS-пластика, получаются в несколько раз тоньше акриловых, а в процессе их эксплуатации быстрее появляются микротрещины, в которых быстро развиваются колонии бактерий, а само изделие быстро выходит из строя.
Именно поэтому добросовестные производители ванн и душевых кабин используют ABS-пластик только для задних и фронтальных стенок кабины.
Итак, давайте подведем итог:
Акрил — высококачественный материал, который разработан специально для изготовления ванн. Он имеет необходимые санитарно-эпидемические характеристики, обладает повышенной прочностью и теплоизолирующим эффектов. Пластичность акрила позволяет изготавливать ванны любых форм, размеров и цветов.
Да, он стоит намного дороже, нежели ABS-пластик, однако, в отличие, от пластика имеет долгий срок эксплуатации, легок в уходе, не теряет своих технических характеристик со временем.
Выбирайте лучшее для себя. Выбирайте лучшее для всей семьи.
Чем отличается акрил от ABS-пластика
| Характеристика | Акрил | ABS-пластик |
|---|---|---|
| Ремонтопригодность (удаление мелких царапин и сколов) | + | - |
| Соответствие санитарно-гигиеническим нормам | + | - |
| Теплоизолирующий эффект | + | - |
| Простота в уходе | + | - |
| Появление микротрещин от повышенной температуры | - | + |
| Пластичность | + | - |
| Повышенная прочность | + | - |
| Скорость остывания воды | 1 o C/30 мин. | 1 o C/5 мин. |
О нас
Продажа качественных душевых кабин, смесителей и акриловых ванн с установкой. В ассортименте каталога можно приобрести всё для ремонта или переоборудования ванной комнаты по бюджетной цене.
Доставка и Оплата
Вы можете оплатить: наличными при доставке, банковской картой при доставке, банковской картой на сайте, наличными при самовывозе со склада, по счету для юр.лиц.
Доставка и разгрузка осуществляется согласно тарифам. Доставляем товары ежедневно (кроме субботы и воскресенья) с 10.00 до 18.00 ч.
Какой материал для душевого поддона лучше — акрил или пластик ABS?
Чтобы душевой поддон прослужил долго и сохранял свой первоначальный вид на протяжении всего эксплуатационного срока, он должен быть изготовлен из качественных материалов. К основным признакам хорошего поддона можно отнести:
- Прочность;
- Влагостойкость;
- Сохранение цвета и оттенка;
- Простой уход за поверхностью;
- Отсутствие сильного шума от льющейся воды;
- Доступная стоимость;
- Экологическая безопасность;
- Простой монтаж;
- Нескользкая поверхность;
- Долговечность.
Выбираем материал
Все вышеперечисленные качества напрямую зависят от материала из которого изготовлен душевой поддон. Наиболее популярными и доступными в цене считаются акрил и пластик ABS. Многие покупатели не понимают разницы между этими материалами и покупают душевой поддон, не вникая во все эти тонкости.
Акрил
Акрил относится к высококачественным полимерным материалам, широко применяемым при изготовлении поддонов, ванн и душевых кабин. Этот материал в жидком состоянии заливают в соответствующую форму. С внешней стороны полученное изделие обрабатывают стекловолокном или смолой на основе эпоксидных смесей.
В результате получается прочная чаша требуемой формы, цвета и оттенка. Она может выдерживать большую нагрузку и не требует дорогостоящего ухода за поверхностью. Чтобы отмыть акриловую поверхность от грязи, можно использовать обычные моющие средства, не содержащие абразивных компонентов.
Пластик ABS
Так как поддоны из акрила стоят дороже, то многие в качестве материала рассматривают пластик ABS. Фактически речь идет об обычной пластмассе, на которую нанесен слой акрила. К сожалению, такой слой нередко трескается и это является главным недостатком таких поддонов. Это связано с небольшой толщиной акрила и его плохой сцепляемостью с пластиком.
Поэтому, выбирая душевой поддон, старайтесь отдавать предпочтение литому акрилу. Но если вы сильно ограничены в деньгах, то можете купить понравившуюся модель из пластика ABS. Только в этом случае вы должны более бережно обращаться с поддоном, чтобы продлить срок его службы.
Какой поддон лучше для душевой кабины акриловый или абс пластик
При выборе душевой кабины у многих покупателей возникает вопрос - из какого материала выполнен поддон? Из так называемого «литьевого акрила» или из соэкструдированного материала АБС/ПММА. В этом статье мы приведем Вам основные сравнительные характеристики этих материалов, которые в дальнейшем помогут покупателю определиться с выбором.
Преимущества, которые важны покупателю
Метод испытания - свободное падение стального шара весом 800 г. Понятие более ударопрочный заключается в следующем: если в поддон, изготовленный из литьевого акрила, уронить тяжелый предмет (например, душевую лейку или банку с морской солью) даже с небольшой высоты, вероятность того, что от удара появится трещина или скол, очень велика (при этом поддон придется заменить).
В случае, когда ванна сделана из листа АБС/ПММА, такого не произойдет, так как сочетание слоёв акрила и АБС придаёт такому листу свойство выдерживать высокие ударные нагрузки без возникновения трещин. В отличие от многослойного АБС/ПММА литьевой акрил по своей сути - это органическое стекло, он обладает всеми свойствами стекла – т.е. хрупкостью, способностью раскалываться.
 | БС/ПММА, толщина 5 мм Высота падения - 2 метра Результат - 50% разломов | 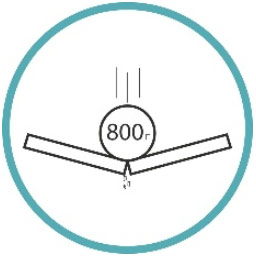 | Литьевой акрил, толщина 6 мм Высота падения - 15 сантиметров (минимально возможная высота падения) Результат - 100% разломов |  |
(надежность склеивания пластика и армирующего слоя)
Адгезия литьевого акрила к армирующему слою, как правило, значительно ниже по сравнению с АБС, а значит в процессе эксплуатации не исключено отслаивание акрила от армирующего ванну слоя, что приведет к сквозным трещинам в акриле и необходимости замены ванны.
| АБС/ПММА. Расслоение отсутствует |  | Литьевой акрил. Расслоение возможно в связи с меньшей адгезией акрила и армирующего слоя | |
Способность к формоизменению
(возможность изготовления ванн более сложной формы)
На сегодняшний день к сантехническим изделиям предъявляются не только требования к функциональности, но и требования к дизайну играют немаловажную роль.
Поэтому производители сантехнических изделий предпочитают соэкструдированные листы из АБС/ПММА в связи с их многочисленными возможностями в дизайне. Благодаря АБС узкие радиусы более поддаются формованию и существенно расширяются границы дизайна.
Серьезным недостатком листов из литого акрила во время обработки является плохая способность к деформации при задании формы литья.
Высокая вязкость литого акрилового термопласта сильно затрудняет формование радиуса и т.д. Поэтому столь необходимое задание формы часто становится невозможным.
| АБС/ПММА. Возможность изготовления ванн с самым сложным дизайном | 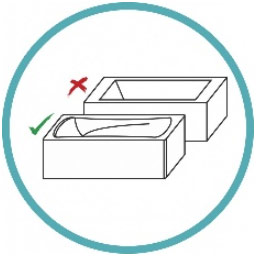 | Литьевой акрил. Изготовление ванн только с простыми формами | |
Единственное, что действительно могло бы смутить покупателя, опасение за то, что акриловый слой со временем сотрется. На самом деле можно не беспокоиться об этом. Усовершенствованная акриловая поверхность двуслойных сантехнических пластиков обладает высокой стойкостью к истиранию и абразивостойкостью. При использовании ванны по назначению вам не стереть этот слой за много лет. Хотя, как и при эксплуатации акриловых ванн, от воздействия абразивных веществ на поверхность стоит воздержаться.
АБС Пластик что это такое и как его делают
Привет, возложу на себя ношу рассказать тебе об АБС пластиках, о их производстве, что это такое и нафиг оно нужно. И я не буду сравнивать, что лучше для печати на на 3Д принтере и какая марка стоит твоего внимания, а какая нет. Просто в общих планах, для тех кто будет когда-то писать как я курсовую работу по своей специальности в универе и тебе выпадет подобная тема. Ссылку на саму курсовую я скину в конце в ней до фига ошибок так что будь бдителен. (источник фото)

(*)- ABS пластик с добавлением метилметакрилата (основной компонент оргстекол) в следствии чего в начале абривиатуры добавилась буква M (methyl methacrylate) MABS довольно сильно распространен как филамент для 3D печати на двух экструзионных принтерах (способных печатать одновременно двумя типами пластика), нужен для получения прозрачных включений в структуре материала. [4] Требуется уточнить, что просто добавление метилметакрилатных включений в структуру модели затруднено, тем что метилметакрилат плохо приспособлен для обработки экструзией, а также не может создать монолитной структуры вследствие плохого слипания слоев метилметакрилата и абс пластика.
сам пример вставок напечатанных из MABS пластика (источник фото)

2. Получение АБС пластика

Далее полученный латекс перекачивается в другую емкость в котором будет проходить три основные реакции сополимеризация акрилонитрила и стирола:

причем сополимеризация происходит уже "пришившись" к цепочке бутадиена и по итогу это должно примерно выглядеть так.

То что я нарисовал выше, это фантазии на тему: как выглядит готовый АБС сополимер, в реальности все несколько сложней ( хотя в этой огромной хреновине и так без 100 грамм не разберешься)
В итоге с реактора сгружают мелкую суспензию АБС сополимера промывают раствором перекиси и далее на переработку.
3. Технология производства АБС пластика.
Тут я позволю себе просто скопипастить текст из своего же курсача, мне к этому добавить нечего
Производство АБС - сополимера осуществляют эмульсионным способом в 2 стадии. На первой стадии производят полимеризацию бутадиена, на второй - сополимеризацию стирола и акрилонитрила и прививку полученного полимера к полибутадиену.
Технологический процесс производства АБС сополимера эмульсионным методом состоит из 3х этапов:
1) Подготовка исходного сырья
2) Полимеризация бутадиена
3) Отделение непрореагировавшего бутадиена
4) Процесс сополимеризации
5) Высаживание сополимера из латекса
6) Отжим и промывка сополимера
7) Сушка сополимера
4. А ТЕПЕРЬ ПО ПОДРОБНЕЙ
Далее пойдет информация довольно тяжелая для восприятия, но если ты прям совсем прожженный технарь то это для тебя.

Рисунок выше, это – схема процесса производства абс сополимера .
1 – реактор полимеризации; 2,7,8 – мерники; 3 – холодильник; 4 – отпарная колонна; 5 – промежуточная емкость; 6 – реактор полимеризации; 9 – высадитель; 10 – центрифуга; 11 – ловушка; 12 – сушилка с кипящим слоем.
Стадия 1, получение бутадиенового латекса:
Стадия 2, сополимеризация акрилонитрила и прививание их к полибутадиену, получение АБС-сополимера в виде суспензии:
Стадия 3, осаждение суспензии сополимера, промывка и сушка:
5. я не знаю зачем ты дошел до этой главы, но я добавлю еще конкретики к выше описанному процессу.
Известен способ получения АБС-сополимеров, согласно которому стирол и акрилонитрил полимеризуют в присутствии предварительно полученного латекса каучука на основе полибутадиена с образованием привитого сополимера. Процесс прививки протекает в водно-эмульсионной среде в присутствии инициатора - персульфата калия и регулятора молекулярной массы трет-додецилмеркаптана (ТДДМ) при 50 C в атмосфере азота до 100%-ной конверсии. К концу процесса вводят антиоксидант фенольного типа для предотвращения окислительной деструкции при сушке. Латекс полученного привитого АБС-сополимера коагулируют добавлением водного раствора хлорида кальция (коагулянт), выделившийся привитой сополимер промывают водой и сушат.
Недостатки: Длительность процесса, связанная с проведением полимеризации при низких температурах (50 C) и доведением конверсии мономеров до 100%. (Как известно, именно при высокой конверсии, особенно выше 95%, процесс полимеризации стирола и акрилонитрила резко замедляется). Неприятный запах полученного привитого АБС-сополимера при температурах переработки (> 180 C) или при повышенных температурах эксплуатации изготовленных из него изделий, что связано с использованием при полимеризации в качестве регулятора ММ ТДДМ. Остаточный ТДДМ, являющийся достаточно высокомолекулярным соединением, и его низкомолекулярные продукты присоединения после промывки и сушки остаются в полученном АБС-сополимере. При нормальных температурах сополимер имеет сравнительно слабый запах, но при повышенных температурах эксплуатации полученных из АБС- сополимера изделий, а особенно при температурах переработки (> 180 C), сополимер имеет сильный неприятный запах.
Известен также способ получения АБС-сополимеров сополимеризацией стирола и акрилонитрила в водно-эмульсионной среде в присутствии предварительно полученного латекса полибутадиенового каучука (полибутадиен или сополимер бутадиена со стиролом) под действием инициатора радикального типа в присутствии поверхностно-активных веществ и регулятора ММ - третичного бутилмеркаптана. Процесс сополимеризации проводят при 0-100 C, предпочтительно при 60 C, в отсутствие кислорода, в течение 6,5 ч. Выход сополимера 80,3%. Полученный латекс привитого сополимера коагулируют разбавленным раствором Al2(SO4)3 при 92 C, промывают водой при комнатной температуре и сушат.
Использование в процессе в качестве регулятора молекулярной массы третичного бутилмеркаптана, который достаточно летуч (температура кипения 64,2 C), позволяет сравнительно легко удалить его из латекса при вакуумной обработке. Поэтому полученный АБС-сополимер имеет слабый запах (4,6 балла по десятибалльной шкале; образцы для испытаний запрессованы при 180 C и ориентированы в двух направлениях).
Недостатком процесса является низкий выход сополимера (80,3%), что обусловлено необходимостью проведения процесса при достаточно низкой температуре (60C) ввиду применения низкокипящего регулятора молекулярной массы.
АБС-сополимеры, содержащие до 70 мас.% каучука на основе бутадиена, в частности концентраты привитого каучука, получают привитой сополимеризацией смеси мономеров - стирола и акрилонитрила в отсутствии кислорода в водно-эмульсионной среде в присутствии предварительно полученного латекса каучука на основе бутадиена под действием инициатора радикального типа в присутствии регулятора молекулярной массы - додецилмеркаптана или октилмеркаптана. Процесс проводят при ступенчатом подъеме температуры от 60-68 C до 75-80 C до конверсии мономеров 95-98%. Непрореагировавшие мономеры отгоняют, после чего коагулируют полученный латекс АБС-сополимера добавлением водного раствора коагулянта (сульфата алюминия), отделяют, сополимер от водной среды, промывают и сушат. Процесс синтеза может быть как периодическим, так и непрерывным.
6. Основная проблема производства АБС пластика и почему его промывают пергидролью
На данный момент основной проблемой Абс пластиков является резкий и неприятный запах вызываемый добавкой регулятора молекулярной массы трет-додецилмеркаптан (C12H25SH) (ТДДМ) который широко используют при синтезе каучуков, так как известно, что высшие меркаптаны имеют меньший запах, чем их более низкомолекулярные аналоги [8]. Однако некая доля ТДДМ остается в массе полимера, и при обработке температурой выше 180oC начинает испаряться, придавая пластической массе резкий неприятный запах. Отгонка продуктов присоединения меркаптанов из латексов и полимеров весьма дорога и затруднительна ввиду высокой температуры кипения ТДДМ составляющая 227-228 C при 760мм. рт. ст. 95-120 C при 10 мм. рт. ст.; tкипнормального додецилмеркаптана 124 C при 5 мм. рт. ст.; tкип бутилмеркаптана 164-167 C при 760 мм рт. ст. и 76-77 C при 50 мм рт. ст. .
Известно, что снижение запаха может быть достигнуто при обработке меркаптанов окислителями, при этом слабые окислители, такие как гидроксиламин, серная кислота и даже кислород воздуха в присутствии аммиака, окисляют меркаптаны в дисульфиды, а сильные окислители (азотная кислота) окисляют меркаптаны в сульфокислоты; указанные дисульфиды и сульфокислоты имеют более высокие температуры кипения, чем соответствующие меркаптаны . На данный момент на производствах для устранения запаха приливают вместе с коагулянтом 15% раствор перекиси водорода, что приводит к почти полному исчезновению запаха, что не влияет на механические свойства, и улучшает перерабатываемость за счет повышения текучести расплава.
7.
Источники
ну самый главный источник тут мой курсач (тык)
а он собственно был создан на основе следующих источников:
Справочник по пластическим массам: том первый под редакцией:Катаева В.М. Попова Б.И., Сажина Б.И. Издание второе переработанное и дополненное. Москва: издательство”Химия” 1975 год 111с
Ударопрочные пластики/ Бакнелл К.Б. Ленинград: Химия, 1981, 87-89c.
Основные начала органической химии/ Чичибабин А. Е.,Москва., издание Государственное научно-техн. издание хим. литературы, 1963 Год, 324-326c
Химический энциклопедический словарь, Москва.: Советская энциклопедия, 1983, с. 196, с. 406
Патент № 2044008 Российская Федерация МКП C08 L55/02 (2006.01) Крупнотоннажное производство АБС пластика: №506726/05, заявл. 22,09,1998 опубликованно 20,09,1995. ДЕДЕКЕР Марк Н.
Ванны из литьевого акрила и ABS пластика: различия и характеристики
Последнее десятилетие полимеры на основе акриловой кислоты стали использовать во многих сферах деятельности: от строительства до пошива одежды. Акрил не обошел стороной и сантехническую продукцию. Сегодня акриловые ванны являются наиболее популярными. При этом различают изделия из литого акрила и abs пластика с рабочим акриловым слоем. В чем разница и на какие характеристики стоит обратить внимание, расскажем в данной статье.
Акрил (ПММА) — это термопластичный полимер, который получают из природного газа. Был создан в первой половине ХХ века американской компанией Дюпон. Благодаря таким характеристикам, как повышенная прочность, влагостойкость и гигиеничность, материал быстро занял лидерские позиции в строительной и жилищно-коммунальной сфере.

ABS пластик — это термопластичная смола, созданная на основе сополимеров с бутадиеном и стиролом в разной пропорции. Около 74% объема материала производится в Тайване, Японии и Южной Корее. Экономичность производства, долговечность и не токсичность позволяют применять данный тип пластика в изготовлении автомобилей, бытовой техники, сантехнической продукции и в других направлениях деятельности.
Ванны из акрила и ABS пластика практически невозможно различить по внешнему виду. Изделия имеют однородную глянцевую поверхность белого цвета. Основные отличия кроются в эксплуатационных свойствах ванн, которые необходимо раскрыть подробнее.

Ударопрочность
Стоит сразу отметить, что акрил по сути является оргстеклом со всеми принадлежащими ему характеристиками. На ряду с преимуществами, акрил обладает достаточной хрупкостью. Если на поверхность уронить тяжелый предмет с высоты 1 — 1,5 метра, то в 100% случаев останутся трещины или сколы. Ванну придется ремонтировать или заменить на новую.
ABS пластик имеет более высокую прочность за счет своей многослойности. Основной каркас ванны состоит из пластика, а сверху расположен слой акрила. Таким образом, материал при тех же условиях получит повреждения лишь в 50% случаев.
Адгезия
Ванны из акрила или пластика имеют армирующий слой, который утолщает стенки и придает прочности изделию. Эпоксидную смолу и стекловолокно наносят на каркас в несколько слоев. Их количество зависит от производителя и качества изделия: чем больше, тем прочнее стенки ванны.
Адгезия (способность сцепления армирующего слоя) у ванн из литьевого акрила и ABS пластика зависит от качества эпоксидной смолы, которая выступает в роли клеящего элемента. Кроме того, пластик имеет мягкую структуру и подвержен растяжению, что приводит к большей вероятности расслаивания в отличие от твердого литьевого акрила.
Формоизменение
ABS пластик за счет своей эластичности легко поддается формированию узких радиусов и различных дизайнерских вариаций. Акрил имеет высокую вязкость, что создает плохую способность к деформации при формировании литья. Поэтому ванны из литьевого акрила в большинстве случаев строгой геометрической формы.
Санитарно-гигиенические нормы
Акриловый полимер обладает высокими санитарно-гигиеническими характеристиками. При нагревании материал не выделяет химических соединений, устойчив к щелочам и кислотам, противостоит размножению бактерий.
Внутренняя часть ванн из пластика покрыта слоем акрила толщиной 1,5 мм., поэтому изделие имеет такие же характеристики, как и литьевой акрил. Различия в том, что со временем тонкий слой может царапаться и стираться, а в повреждениях развиваться болезнетворные микроорганизмы.
Ванны из литьевого акрила имею толщину внутреннего покрытия от 5 мм. Даже при повреждении поверхности, здоровью человека ничего не угрожает благодаря антибактериальным свойствам полимера.
Теплопроводность
Литьевой акрил имеет низкую теплопроводность 0.21 Вт/(мК) при плотности 1100-1200 кг/м³. ABS пластик обладает более пористой структурой плотностью 1030-1060 кг/м³. Показатель теплопроводности варьируется в диапазоне 0.13- 0.20 Вт/(мК). Скорость остывания у обоих материалов практически идентичная — 1ºС/30 мин.
Ремонтопригодность
Слой литьевого акрила ванны имеет толщину 5 мм. При появлении царапин и небольших сколов материал легко шлифуется, а с более серьезными повреждениями справляется специальная паста для полировки или армирующий набор. Комплектующие легко найти в любом строительном магазине.
Изделия из ABS пластика внутри имеют акриловый слой 1,5 мм. За счет его тонкости, глубокие царапины и трещины невозможно убрать шлифовкой, так как это приведет к значительному стиранию. В данной ситуации влага проникает в пористые слои пластика и разрушает его изнутри . При небольших повреждения можно провести восстановление с помощью специализированных ремонтных комплектов.
Срок службы
Уход за изделиями из представленных материалов должен соответствовать определенным критериям: необходимо применять только специализированные средства, не использовать скребки и железные губки, не применять кипяток, щелочные и кислотные составы.
При соблюдении всех рекомендаций срок службы ванн из литьевого акрила при средней частоте эксплуатации составит 10 лет. Сантехника из ABS пластика прослужит 5 лет.
Какой поддон для душевой лучше выбрать
В данной статье мы рассмотрим, какой поддон лучше выбрать для душевого уголка или ниши, в независимости от того, будет он использоваться в квартире или доме.
Также будет несколько рекомендаций по подбору ограждений и дверей, так как их эксплуатационные качества не менее важны.
Стоит отметить, что приведенные рекомендации актуальны и для душкабин, однако с некоторыми оговорками.
Дело в том, что большинство душевых кабин продается только с определенным видом поддона и выбирать попросту не приходится.
Кроме того, подбор душкабины все-таки должен основываться на особенностях всей конструкции, выбирать только из типа поддона некорректно.
«Не стоит путать душевые углы и с кабинами, это два абсолютно разных вида сантехники.
У первых идет только поддон, ограждение и двери, тогда как вторые являются полностью готовым устройством с крышей, встроенными смесителем, зеркалом и множеством других опций.
Многие называют углы кабинами, однако это в корне неверно.»
Высота душевого поддона
По поводу высоты душевых поддонов существует множество мифов.
Их, по всей видимости, придумывают люди, которые ни глубокими, ни мелкими моделями ни разу не пользовались.
Постараемся развенчать мифы и привести более объективную информацию.
Начнем с того, что всего существует три вида поддонов: низкие, средние и глубокие.
У первых высота бортика составляет до 6 см, у вторых до 20 см, у третьих до 70 см (это максимальные показатели).
Если вы планируйте использовать вместо двери обычную мягкую шторку, то вам подойдут только последние два вида.
С первого же вода будет постоянно попадать на пол, причем в большом количестве.
При установке двери с уплотнителем по нижней части, беспокоиться о высоте уже не нужно, так как герметичное соединение обеспечит защиту от проникновения воды.
Теперь поговорим об удобстве:



В плане практичности глубокие модели имеют несколько также надуманных преимуществ и несколько упускаемых многими.
Возможность стирки – сейчас практически никто вручную не стирает, почти у всех есть автоматические стиральные машины.
Если же нужно простирнуть несколько трусов или носков, не запуская машинку, то сделать это можно в тазике и даже в среднем поддоне.
А вот в глубоком будет неудобно, как и в ванне из-за высокого бортика.
Купание детей – купать ребенка все же куда удобнее в ванне.
Вот если ее нет, то душевая с глубоким поддоном будет куда удобнее, чем со среднем или низким.
Мини-ванна – во время принятия душа иногда возникает сильное желание окунуться полностью в горячую воду.
Ни один из поддонов не дает такой возможности, но набрав высокий все же можно неплохо погреться.
Какой поддон для душевой лучше выбрать по высоте бортика (подытоживаем):
- если у вас нет ванны, то, безусловно, оптимальный вариант глубокие модели;
- при наличии ванны средние по высоте модели;
- когда дизайн превыше удобства и практичности, модели с бортиком высотой несколько сантиметров.
Форма и размер душевого поддона
Если речь идет о душевой нише, где поддон с трех сторон закрывается стеной и с одной шторкой или каркасной дверью, то выбирать форму особо и не нужно.
Для данных целей подходят только квадратные и прямоугольные модели, все остальные крайне сложно устанавливать и, как правило, столь же неудобно использовать.

Для душевых углов подходят также формы четверть круга и радиальная.
Они чуть интереснее прямоугольных, благодаря экономии места в ванной комнате и отсутствию с лицевой стороны острого угла, о которой можно неприятно удариться.
Также их немного проще мыть и очень часто проще гармонично вписать в маленькие помещения.
Из недостатков только более высокая цена ограждений и дверей, так как они идут изогнутые, что повышает их себестоимость.
Для душкабины также подойдут и круглые поддоны.
Круглые душевые кабины смотрятся великолепно и пользоваться ими одно удовольствие, однако они предназначены только для больших ванных комнат, так как занимают куда больше места.
Немного о размерах:
Из какого материала
Какой поддон для душевой лучше выбрать: акриловый, стальной, керамический, каменный или какой-то еще?
Давайте попробуем разобраться среди наиболее популярных вариантов, предлагаемых производителями (экзотику не рассматриваем, так как найти нужный размер редко удается, да и продают часто на заказ с ожиданием до нескольких месяцев).
1. Стальные.
В интернете можно найти много споров на тему стальных моделей с эмалированным покрытием.
Одни говорят, что они шумные и холодные, другие утверждают, что это миф.
На деле же выходит нечто среднее.
Да они шумят, потому что изготавливаются из тонкой стали, которая усиливает звук падающей воды, а не приглушает его.
Ничего страшного в этом нет, но и приятного тоже.
К счастью, оба недостатка легко устраняются запениванием поддона с нижней стороны и использованием внутри деревянного коврика.
А вот справится с эмалью, которая на дешевых металлических поддонах не самого хорошего качества уже не получится. Она будет отлетать, как и на дешевых ваннах.
Уже через пару лет многие стальные модели выглядят, как после бомбежки.
И именно данный недостаток можно считать наиболее весомым, плюс еще и «дешманский» внешний вид.
Существуют и хорошие стальные поддоны из толстой стали с многослойной эмалью, которые надежны и красиво смотрятся.
Такие производят несколько производителей, включая известную немецкую компанию Kaldewei.
Однако стоимость настолько высока (от 60 тыс. рублей), что смысл хорошего качества просто теряется, так как за те же деньги можно купить модель из искусственного камня или несколько акриловых.
2. Чугунные.
Обладают практически тем же списком недостатков, а именно холодной поверхностью и плохой эмалью. Но есть нюансы.
Нагревается чугун куда медленнее, поэтому утепление его пеной ничего не дает, да и звукоизоляция ему не нужна.
Поэтому чувствительным людям придется все же использовать деревянный коврик.
Эмаль на чугунных поддонах вполне может быть и хорошей, но только у далеко не дешевых моделей. Однако платить много за холодный поддон вряд ли стоит.
3. Пластиковые.
Душевые поддоны из пластика, как правило, являются бюджетным вариантом, как и стальные.
И если сталь просто некрасивая и непрактичная, то у дешевого пластика нередко присутствует неприятный запах.
То есть, с высокой вероятностью он является токсичным.
Минусом также является низкая прочность и травмоопасность материала, многие поддоны раскалываются на крупные острые фрагменты, особенно когда их наполняют водой (что повышает нагрузку).
Из плюсов относительно теплая поверхность и низкий уровень шума при принятии душа.
Ну и доступная стоимость.
Однако покупать изделия из пластика мы бы не рекомендовали.
4. Керамические.
Главный недостаток керамических изделий заключается в их хрупкости и поддоны не являются исключением. Они могут не только откалываться при падении лейки, но и полностью раскалываться с острыми фрагментами.
Поэтому их нужно бережно использовать и идеально устанавливать, так как малейший перекос приведет к напряжению материала и появлению трещин.
Плюс керамика холодная и медленно нагревается, что для душевой не очень хорошее качество.
При этом керамические изделия стоят достаточно дорого, что делает их слабоконкурентными.
5. Акриловые.
На вопрос, какой поддон для душевой лучше выбрать можно смело сказать – акриловый.
Данный материал чрезмерно разрекламирован и многие считают, что он гораздо лучше, чем есть на самом деле.
Тем не менее, для поддонов он подходит чуть ли не идеально, так как всегда теплый, быстро нагревается от воды, не шумит, обладает достаточно высокой прочностью и вполне симпатично смотрится.
И самое главное ассортимент изделий из акрила просто огромен, в магазинах можно найти более 500 моделей, тогда как всех остальных вместе взятых в разы меньше.
Сравнить ассортимент и убедиться в существующей пропасти можно в одном из крупнейших интернет-магазинов сантехники в России sansmail.
Явно выраженных минусов акриловые поддоны не имеют, за исключением разве что наличия массы подделок от сомнительных производителей.
Чтобы не попасть на подобные изделия (из очень тонкого практически прозрачного акрила, либо вовсе АБС-пластика, продающегося под видом акрила) стоит отдавать предпочтение надежным брендам (Ravak, Colpa San, Radaway и т.д.).
6. Из искусственно камня.
Если говорить о моделях, сделанных на совесть, то они даже чуть лучше акриловых – красиво смотрятся, прочные, практически не царапаются, долго служат и легко чистятся.
Единственный минус в прохладной поверхности, но все же она не холодная, как керамика, чугун или сталь и быстро нагревается от воды, поэтому не так страшно.
А вот модели, изготавливаемые из не самого лучшего сырья и с нарушением технологии уже плохо отмываются, впитывая грязь; царапаются; легко скалываются.
Их использование – это сплошное мучение.
То есть, сказать, что поддоны из искусственного камня плохие или хорошие нельзя, есть и такие, и такие.
Поэтому если вы все-таки хотите именно данный вариант, то выбирайте строго по отзывам на конкретные модели (в крайнем случае на производителя), иначе риск приобрести сомнительный продукт будет достаточно высок.
Ограждения и двери
Для ниш и углов нужно, помимо поддона, покупать ограждение и дверь.
Рекомендаций по выбору данных видов сантехники немного, но они крайне важные и их не соблюдение может стать причиной большого разочарования.
Не берите изделия, изготовленные из пластика, даже, несмотря на то, что они значительно дешевле.
Дело в том, что полимерные материалы, в отличие от стекла, царапаются, часто лопаются без причины и сложно чистятся.
Многие из них еще и быстро теряют привлекательный внешний вид.
Все металлические детали дверей и ограждений должны быть изготовлены из алюминия или нержавеющей стали.
Обычную сталь с покрытием лучше не покупать, так как оно слезет со временем, что приведет к появлению пятен ржавчины (к сожалению, сейчас качественные покрытия практически никто не делает и надеяться, что они прослужат долго не приходится).
Проще всего ухаживать за матовыми стеклами.
На них практически не видно разводов, тогда как мойка прозрачных конструкций ничем не лучше возни с окнами.

Только не стоит выбирать изделия, где с внутренней стороны на стекло нанесен рельефный рисунок, так как в него будет забиваться грязь и вымывать ее оттуда будет сложнее, чем с ровного стекла.
Читайте также: