
Какие дефекты на поверхности трубы не допускаются в месте приварки вантузных патрубков
Обновлено: 16.07.2024
СНиП 3.05.04-85 : Монтаж трубопроводов
3.1. При перемещении труб и собранных секций, имеющих антикоррозионные покрытия, следует применять мягкие клещевые захваты, гибкие полотенца и другие средства, исключающие повреждение этих покрытий.
3.2. При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод. Трубы и фасонные части, арматура и готовые узлы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов.
3.3. Монтаж трубопроводов должен производиться в соответствии с проектом производства работ и технологическими картами после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна и при надземной прокладке - опорных конструкций. Результаты проверки должны быть отражены в журнале производства работ.
3.4. Трубы раструбного типа безнапорных трубопроводов следует, как правило, укладывать раструбом вверх по уклону.
3.5. Предусмотренную проектом прямолинейность участков безнапорных трубопроводов между смежными колодцами следует контролировать просмотром «на свет» с помощью зеркала до и после засыпки траншеи. При просмотре трубопровода круглого сечения видимый в зеркале круг должен иметь правильную форму.
Допустимая величина отклонения от формы круга по горизонтали должна составлять не более 1/4 диаметра трубопровода, но не более 50 мм в каждую сторону. Отклонения от правильной формы круга по вертикали не допускаются.
3.6. Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ± 100 мм в плане, отметок лотков безнапорных трубопроводов - ± 5 мм, а отметок верха напорных трубопроводов - ± 30 мм, если другие нормы не обоснованы проектом.
3.7. Прокладка напорных трубопроводов по пологой кривой без применения фасонных частей допускается для раструбных труб со стыковыми соединениями на резиновых уплотнителях с углом поворота в каждом стыке не более чем на 2° для труб условным диаметром до 600 мм и не более чем на 1° для труб условным диаметром свыше 600 мм.
3.8. При монтаже трубопроводов водоснабжения и канализации в горных условиях кроме требований настоящих правил следует соблюдать также требования разд. 9 СНиП III-42-80.
3.9. При прокладке трубопроводов на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
3.10. Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
3.11. Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
3.12. Для заделки (уплотнения) стыковых соединений трубопроводов следует применять уплотнительные и «замковые» материалы, а также герметики согласно проекту.
3.13. Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
фланцевые соединения должны быть установлены перпендикулярно оси трубы;
плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
сваривание стыков смежных с фланцевым соединением следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
3.14. При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
3.15. Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
3.16. Защиту стальных и железобетонных трубопроводов от коррозии следует осуществлять в соответствии с проектом и требованиями СНиП 3.04.03-85 и СНиП 2.03.11-85.
3.17. На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ по форме, приведенной в СНиП 3.01.01-85* следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров и выполнение уплотнений стыковых соединений, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением и др.
3.18. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80.
3.19. Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
3.20. По окончании сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
3.21. При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20 % толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
3.22. Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
3.23. Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
0,2 м от края конструкции опоры трубопровода;
0,3 м от наружной и внутренней поверхностей камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
3.24. Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой «катушки» длиной не менее 200 мм.
3.25. Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
3.26. Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5 % диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5 % диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
3.27. К сварке стыков стальных трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.28. Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если он впервые приступил к сварке трубопроводов или имел перерыв в работе свыше 6 месяцев;
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину допускного стыка. Допускной стык подвергается:
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям настоящего раздела и ГОСТ 16037-80;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82;
механическим испытаниям на разрыв и изгиб в соответствии с ГОСТ 6996-66.
В случае неудовлетворительных результатов проверки допускного стыка производятся сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
3.29. Каждый сварщик должен иметь присвоенное ему клеймо. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 - 50 мм от стыка со стороны, доступной для осмотра.
3.30. Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50 °С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
при температуре наружного воздуха до минус 20 °С - при применении труб из углеродистой стали с содержанием углерода не более 0,24 % (независимо от толщины стенок труб), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
при температуре наружного воздуха до минус 10 °С - при применении труб из углеродистой стали с содержанием углерода свыше 0,24 %, а также труб из низколегированной стали с толщиной стенок свыше 10 мм. При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать не ниже вышеуказанной, или осуществлять подогрев на открытом воздухе концов свариваемых труб на длину не менее 200 мм до температуры не ниже 200 °С.
После окончания сварки необходимо обеспечить постепенное понижение температуры стыков и прилегающих к ним зон труб путем укрытия их после сварки асбестовым полотенцем или другим способом.
3.31. При многослойной сварке каждый слой шва перед наложением следующего шва должен быть очищен от шлака и брызг металла. Участки металла шва с порами, раковинами и трещинами должны быть вырублены до основного металла, а кратеры швов заварены.
3.32. При ручной электродуговой сварке отдельные слои шва должны быть наложены так, чтобы замыкающие участки их в соседних слоях не совпадали один с другим.
3.33. При выполнении сварочных работ на открытом воздухе во время осадков места сварки должны быть защищены от влаги и ветра.
3.34. При контроле качества сварных соединений стальных трубопроводов следует выполнять:
операционный контроль в процессе сборки и сварки трубопровода в соответствии с требованиями СНиП 3.01.01-85*;
проверку сплошности сварных стыков с выявлением внутренних дефектов одним из неразрушающих (физических) методов контроля - радиографическим (рентгено- или гаммаграфическим) по ГОСТ 7512-82 или ультразвуковым по ГОСТ 14782-86.
Применение ультразвукового метода допускается только в сочетании с радиографическим, которым должно быть проверено не менее 10 % общего числа стыков, подлежащих контролю.
3.35. При операционном контроле качества сварных соединений стальных трубопроводов следует проверить соответствие стандартам конструктивных элементов и размеров сварных соединений, способа сварки, качества сварочных материалов, подготовки кромок, величины зазоров, числа прихваток, а также исправности сварочного оборудования.
3.36. Внешнему осмотру подлежат все сварные стыки. На трубопроводах диаметром 1020 мм и более сварные стыки, сваренные без подкладного кольца, подвергаются внешнему осмотру и измерению размеров снаружи и изнутри трубы, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб на ширину не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
Качество сварного шва по результатам внешнего осмотра считается удовлетворительным, если не обнаружено:
трещин в шве и прилегающей зоне;
отступлений от допускаемых размеров и формы шва;
подрезов, западаний между валиками, наплывов, прожогов, незаваренных кратеров и выходящих на поверхность пор, непроваров или провисаний в корне шва (при осмотре стыка изнутри трубы);
смещений кромок труб, превышающих допускаемые размеры.
Стыки, не удовлетворяющие перечисленным требованиям, подлежат исправлению или удалению и повторному контролю их качества.
3.37. Проверке качества сварных швов физическими методами контроля подвергаются трубопроводы водоснабжения и канализации с расчетным давлением: до 1 МПа (10 кгс/см2) в объеме не менее 2 % (но не менее одного стыка на каждого сварщика); 1 - 2 МПа (10-20 кгс/см2) - в объеме не менее 5 % (но не менее двух стыков на каждого сварщика); свыше 2 МПа (20 кгс/см2) - в объеме не менее 10 % (но не менее трех стыков на каждого сварщика).
3.38. Сварные стыки для контроля физическими методами отбираются в присутствии представителя заказчика, который записывает в журнале производства работ сведения об отобранных для контроля стыках (местоположение, клеймо сварщика и др.).
3.39. Физическим методам контроля следует подвергать 100 % сварных соединений трубопроводов, прокладываемых на участках переходов под и над железнодорожными и трамвайными путями, через водные преграды, под автомобильными дорогами, в городских коллекторах для коммуникаций при совмещенной прокладке с другими инженерными коммуникациями. Длину контролируемых участков трубопроводов на участках переходов следует принимать не менее следующих размеров:
для железных дорог - расстоянию между осями крайних путей и по 40 м от них в каждую сторону;
для автомобильных дорог - ширине насыпи по подошве или выемки по верху и по 25 м от них в каждую сторону;
для водных преград - в границах подводного перехода, определяемых разд. 6 СНиП 2.05.06-85;
для других инженерных коммуникаций - ширине пересекаемого сооружения, включая его водоотводящие устройства плюс не менее чем по 4 м в каждую сторону от крайних границ пересекаемого сооружения.
3.40. Сварные швы следует браковать, если при проверке физическими методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
При проверке сварных швов радиографическим методом допустимыми дефектами считаются:
поры и включения, размеры которых не превышают максимально допустимых по ГОСТ 23055-78 для 7-го класса сварных соединений;
непровары, вогнутость и превышение проплава в корне шва, выполненного электродуговой сваркой без подкладного кольца, высота (глубина) которых не превышает 10 % номинальной толщины стенки, а суммарная длина - 1/3 внутреннего периметра соединения.
3.41. При выявлении физическими методами контроля недопустимых дефектов в сварных швах эти дефекты следует устранить и произвести повторный контроль качества удвоенного числа швов по сравнению с указанным в п. 3.37. В случае выявления недопустимых дефектов при повторном контроле должны быть проконтролированы все стыки, выполненные данным сварщиком.
3.42. Участки сварного шва с недопустимыми дефектами подлежат исправлению путем местной выборки и последующей подварки (как правило, без переварки всего сварного соединения), если суммарная длина выборок после удаления дефектных участков не превышает суммарной длины, указанной в ГОСТ 23055-78 для 7-го класса.
Исправление дефектов в стыках следует производить дуговой сваркой.
Подрезы должны исправляться наплавкой ниточ ых валиков высотой не более 2 - 3 мм. Трещины длиной менее 50 мм засверливаются по концам, вырубаются, тщательно зачищаются и завариваются в несколько слоев.
3.43. Результаты проверки качества сварных стыков стальных трубопроводов физическими методами контроля следует оформлять актом (протоколом).
3.44. Монтаж чугунных труб, выпускаемых в соответствии с ГОСТ 9583-75, следует осуществлять с уплотнением раструбных соединений пеньковой смоляной или битуминизированной прядью и устройством асбестоцементного замка, или только герметиком, а труб, выпускаемых в соответствии с ТУ 14-3-12 47-83, резиновыми манжетами, поставляемыми комплектно с трубами без устройства замка.
Состав асбестоцементной смеси для устройства замка, а также герметика определяется проектом.
3.46. Размеры элементов заделки стыкового соединения чугунных напорных труб должны соответствовать величинам, приведенным в табл. 1.
Какие дефекты на поверхности трубы не допускаются в месте приварки вантузных патрубков
Вопрос теста:
Какие дефекты допускается ремонтировать вваркой заплат или патрубков?
- Несквозные поверхностные отдельно расположенные единичные или групповые дефекты коррозионного (местная коррозия), механического происхождения (риски, задиры, царапины) на основном металле труб, а также примыкающие или расположенные на заводских или кольцевых сварных швах
- Несквозные поверхностные и внутренние дефекты (поры, шлаковые включения, непровары, несплавления, несквозные трещины, утяжины, превышения проплава, подрезы, коррозионные дефекты) на кольцевых и продольных сварных швах
- Сквозные дефекты в виде «свищей» и трещин на кольцевых и продольных сварных швах
- Несквозные (с остаточной толщиной стенки менее 4,0 мм) и сквозные (в том числе трещины) дефекты, вписывающиеся в параметры овальных или круглых отверстий, на основном металле труб и сварных швов
Внимание!
Зелёным цветом выделен правильный ответ
Если выделено несколько вариантов, значит все они являются верными.
- Несквозные поверхностные отдельно расположенные единичные или групповые дефекты коррозионного (местная коррозия), механического происхождения (риски, задиры, царапины) на основном металле труб, а также примыкающие или расположенные на заводских или кольцевых сварных швах
- Несквозные поверхностные и внутренние дефекты (поры, шлаковые включения, непровары, несплавления, несквозные трещины, утяжины, превышения проплава, подрезы, коррозионные дефекты) на кольцевых и продольных сварных швах
- Сквозные дефекты в виде «свищей» и трещин на кольцевых и продольных сварных швах
- Несквозные (с остаточной толщиной стенки менее 4,0 мм) и сквозные (в том числе трещины) дефекты, вписывающиеся в параметры овальных или круглых отверстий, на основном металле труб и сварных швов
Если у вас в тесте остались нерешённые вопросы, то обязательно воспользуйтесь поиском по нашей базе тестов. С большой долей вероятности они там есть.
Какие дефекты на поверхности трубы не допускаются в месте приварки вантузных патрубков
Допускается ли приварка патрубков и отводов в сварные стыки и гнутые элементы.
- Допускается.
- Не допускается.
- Допускается, если диаметр ввариваемых элементов патрубков не более 50 мм.
Внимание!
Зелёным цветом выделен правильный ответ
Если выделено несколько вариантов, значит все они являются верными.
- Допускается.
- Не допускается.
- Допускается, если диаметр ввариваемых элементов патрубков не более 50 мм.
Если у вас в тесте остались нерешённые вопросы, то обязательно воспользуйтесь поиском по нашей базе тестов. С большой долей вероятности они там есть.
1 Область применения
Стандарт распространяется на трубопроводную арматуру на номинальное давление до PN 200 (20,0 МПа) и DN от 10 до DN 1600 включительно и устанавливает конструктивные элементы разделки кромок, требования к подготовке кромок, требования к контролю кромок под сварку литых деталей, методы контроля и оценку дефектов, а также основные технологические мероприятия по приварке трубопроводной арматуры к трубопроводу и переходников (катушек) к арматуре и трубопроводу.
(Измененная редакция. Изм. № 1)
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты и нормативные документы:
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ Р 52079-2003 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия
РД 5Р.9537-80 Контроль неразрушающий. Полуфабрикаты и конструкции металлические. Капиллярные методы и средства контроля качества поверхности
РД 25.160.00-КТН-011-10 Сварка при строительстве и капитальном ремонте магистральных нефтепроводов
СТ ЦКБА 025-2006 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ТУ 14-3-197-89 Трубы бесшовные из коррозионностойких марок стали с повышенным качеством поверхности. Технические требования
ТУ 14-3-1573-96 Трубы стальные сварные прямошовные диаметром 530 - 1020 мм с толщиной стенки до 32 мм для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов
ТУ 14-3-1973-98 Трубы стальные электросварные спиральношовные из низколегированной стали с наружным антикоррозионным покрытием для сооружения магистральных нефтепроводов
ТУ У27.2-00191135-010:2005 Трубы стальные электросварные прямошовные экспандированные D 1067 и 1220 мм из стали класса прочности К56 и К60 для магистрального нефтепровода «Восточная Сибирь - Тихий океан».
(Измененная редакция. Изм. № 1)
3 Конструктивные элементы разделки кромок
3.1 Конструктивные элементы разделки кромок патрубков, ответных фланцев трубопроводной арматуры, переходников указаны в таблице 1.
Конструктивные элементы приварки арматуры к трубопроводу
Толщина стенки арматуры S, мм

До 5 мм включительно может производиться калибровка (раздача) концов трубопровода

Св. 2,0 до 3,0 включ.


Применяется по согласованию с заказчиком


Наружный и внутренний диаметры арматуры соответствуют диаметрам трубопровода


Если внутренний диаметр арматуры отличается от диаметра трубопровода, то производится расточка по внутреннему диаметру. Остальные элементы разделки по С6

Если внутренний диаметр арматуры отличается от диаметра трубопровода, то производится расточка по внутреннему диаметру

Если внутренний и наружный диаметры арматуры отличается от диаметра трубопровода, то производится расточка как по внутреннему, так и по наружному диаметру

1 а - размер для присоединения трубы или переходного кольца, мм; S - толщина стенки трубопровода; С - ширина кольцевого притупления; В - высота фаски.
В = 12 мм при S > 22.
3 С = (1,8 ± 0,8) мм
4 При применении подкладных колец по п. 3.3 разделки необходимо доработать в соответствии с рисунками 1 и 2.
3.2 Разделка кромок арматуры, переходников (катушек) для приварки к трубопроводу должна быть указана заказчиком и аналогична разделке трубопровода. В приложении А приведены стандарты на трубы, допускается использование других стандартов. При этом заказчиком должны быть указаны размеры труб - максимальный и минимальный внутренний диаметр и толщина стенки или принятый диаметр расточки ( DP ). В случае отсутствия вышеперечисленных данных диаметр расточки ( DP ) рекомендуется определять по формуле:
DP = ( D + 1,6) мм,
где D - максимальный внутренний диаметр трубы по НД на поставку.
3.3 Сварка арматуры с трубопроводом и с переходниками (катушками) может производиться для всех указанных в таблице 1 сварных соединений без подкладных колец «на весу» или на остающихся подкладных кольцах как на цилиндрических, так и на конических, если нет специальных указаний заказчика о недопустимости их применения, нет ограничений по среде или другим признакам.
Форма и размеры рекомендуемых цилиндрических и конических подкладных колец указаны на рисунках 1 и 2.

Цилиндрическое подкладное кольцо

Коническое подкладное кольцо
Материал подкладного кольца должен соответствовать материалу трубопровода или марки материала конца присоединяемой арматуры или переходника (катушки).
При сварке из сталей перлитного класса различных марок подкладное кольцо изготавливается из менее легированной стали.
3.4 Длина переходника (катушки) l определяется в зависимости от наружного диаметра арматуры (D0) (рисунок 3):
- при D 0 > 100 мм l ³ 100 мм
Допускаются другие размеры по указанию заказчика или исходя из конструктивной необходимости.

3.5 Допускается смещение внутренних кромок патрубка арматуры и трубы при сборке под сварку согласно таблице 2.
Максимальное допустимое смещение внутренних кромок, мм
0,10S (но не более 3 мм)
Примечание - При смещении более указанного в таблице 2 производится раздача или расточка трубы под углом (10 ± 30) °С или по разделке патрубка, фланца и т.д., т.е. ответной детали.
3.7 При разности в толщине свариваемых деталей свыше значений, указанных в п. 3.6 настоящего стандарта (п. 3.6 не относится к разделкам С10, С11 - см. таблицу 1), на конце разделки арматуры, имеющей большую толщину по наружному диаметру, должен быть сделан скос до расчетной толщины, как указано на рисунке 4.

3.8 При сварке арматуры с трубопроводом из разнородных марок сталей, необходимо предусмотреть проектантом в заводских условиях приварку переходников к арматуре из стали идентичной марке стали трубопровода или стали того же класса, которая приваривается к трубопроводу без подогрева и последующей термообработки.
Допускается по согласованию с заказчиком не приваривать переходники.
3.9 По требованию заказчика допускаются другие разделки с соблюдением требований настоящего стандарта.
4 Технические требования
4.1 Подготовка кромок патрубков, фланцев под сварку арматуры к трубопроводу, изготовленной из поковок, штамповок, труб, сортового проката и литья должна выполняться механическим способом. При этом необходимо внутреннюю и наружную поверхности механически обработать или зачистить до чистого металла с шероховатостью не более Ra = 12,5 на ширину не менее 20 мм от границы разделки кромки или с другой чистотой поверхности согласно НД на конкретные указанные методы контроля.
Радиографический контроль кромок литья должен производиться после механической обработки или зачистки литой детали (шероховатость поверхности должна быть в соответствии с требованиями чертежа) перед разделкой кромки под сварку или после разделки с применением компенсационных колец или планок.
4.2 Кромки литых деталей, подлежащих приварке к трубопроводу, на участке шириной L от торца кромки по всему периметру (см. рисунок 5) должны быть перед сваркой проконтролированы методами, согласно п. 13.2 СТ ЦКБА 025 и указанными в КД, из числа ниже перечисленных:
- визуальным и измерительным контролем, который проводится невооруженным глазом, а в сомнительных случаях при помощи лупы от четырехкратного до семикратного увеличения;
При этом необходимо предусмотреть величину околошовной зоны для радиографического контроля, которая указана по ГОСТ 7512 п. 5.7. и составляет при толщине свариваемых кромок:
а) до 5 мм - не менее 5 мм;
б) свыше 5 мм до 20 мм - не менее толщины свариваемых кромок;
в) свыше 20 мм - не менее 20 мм.
Разрешается уменьшение величины L , если прямой участок имеет ограниченную длину или по другим причинам.

4.3 Дефекты, выявленные в кромках под сварку визуальным контролем, капиллярной дефектоскопией, радиографическим контролем, ультразвуковой дефектоскопией на участке шириной L не должны превышать норм СТ ЦКБА 025.
Оценка дефектов может производиться по другим НД или другим нормам, указанным в КД.
4.4 Обязательным является визуальный контроль.
При визуальном контроле дефекты не допускаются.
4.5 Капиллярный контроль кромок литых деталей производится по III классу РД 5Р.9537 или ГОСТ 18442.
Дефекты не допускаются.
4.6 При давлении выше 6,3 МПа (63 кгс/см 2 ), если условия работы отличаются от указанных в разделе 13.2 СТ ЦКБА 025 или согласно указанию КД, металл на участке L (рисунок 4) необходимо проконтролировать радиографическим или ультразвуковым (УЗК) методами контроля.
4.7 При радиографическом контроле, если нет указаний в КД, допускаются дефекты по VII классу дефектности по ГОСТ 23055.
(Измененная редакция. Изм. № 1)
4.8 Концы патрубков литой арматуры под приварку по результатам УЗК, если нет указаний в КД, должны удовлетворять следующим показателям:
- фиксации подлежат дефекты с эквивалентной площадью S 0 = 30 мм 2 ;
- не допускаются дефекты площадью S 1 > 60 мм 2 ;
- суммарное количество дефектов на участке длиной 100 мм не должно превышать:
- для стенки толщиной 20 - 25 мм - 3 шт.;
- 26 - 34 мм - 4 шт;
- 35 - 65 мм - 5 шт.
при минимальном условном расстоянии между дефектами 10 мм.
Не допускаются протяженные дефекты с условной протяженностью, превышающей протяженность контрольного отражателя S 1 = 60 мм 2 .
4.9 Результаты радиографического и ультразвукового контроля с указанием размеров и расположения дефектов должны быть указаны в документации, передаваемой заказчику, и при оценке качества сварного соединения не учитываются.
4.10 Недопустимые дефекты, обнаруженные при контроле металла литья на участке L (рисунок 4) методами согласно КД, необходимо удалить и произвести заварку по технологической документации (инструкции, типового техпроцесса и т.д.).
4.11 При обнаружении трещин, с целью определения полноты удаления их, выборку под заварку рекомендуется подвергнуть капиллярному контролю или магнитопорошковой дефектоскопии, или местному травлению 15 % раствором азотной кислоты в спирте.
4.12 В случае большого объема исправления дефектов кромок литой арматуры проектантом совместно со специалистами по литью и сварке предприятия-изготовителя арматуры решается вопрос о целесообразности применения переходников (из трубы, сортового проката и т.д.) из стали идентичной (или того же класса) марки стали трубопровода, или о наплавке кромок, или другим способом, обеспечивающим качество металла, подлежащего приварке к трубопроводу.
5 Основные технологические указания по приварке арматуры к трубопроводу, переходников (катушек) к арматуре и к трубопроводу
5.1 Приварка арматуры к переходникам (катушкам) в заводских условиях, а также контроль качества сварных соединений должны производиться по СТ ЦКБА 025.
По требованию заказчика для переходников и их приварки к трубопроводам могут быть использованы другие конструкционные и сварочные материалы, не указанные в СТ ЦКБА 025. При этом технология выполнения сварки и контроль качества производится по СТ ЦКБА 025 с дополнительными требованиями заказчика или по НД заказчика.
Для магистральных нефтепроводов сварка производится по РД 25.160.00-КТН-011-10.
(Измененная редакция. Изм. № 1)
5.2 При приварке арматуры к трубопроводу необходимо предохранять от нагрева, если указано в ТУ или КД, внутренние детали с учетом температуры их применения.
Для этого необходимо зону, прилегающую ко шву (или контролируемую зону) со стороны арматуры, закрыть мокрой бязью или мокрым асбестом (постоянно их охлаждая в холодной воде), сухими медными теплоотводами или сухим льдом или другими способами, а сварку производить с охлаждением каждого валика (после каждого прохода) до остывания металла в зоне возобновления сварки не выше 100 °С.
Кроме этого, необходимо контролировать температуру нагрева в контролируемой зоне, точки измерения температуры устанавливаются ПТД.
5.3 При сварке арматуры с трубопроводом или арматуры с переходниками или переходников с трубопроводом в случае необходимой зачистки концов разделки по внутренней и наружной поверхностям или доработки разделки, или зачистки корня шва при приварке переходника и т.д. необходимо защитить внутреннюю поверхность арматуры от попадания грата, пыли и др. загрязнений.
Для этого рекомендуется закрыть внутреннюю поверхность арматуры или переходника любым доступным способом (заглушки, ткань и пр.).
Дефекты сварных швов трубопроводов при их диагностировании

Один из методов неразрушающего контроля – визуальный – основан на получении первичной информации о контролируемом объекте при визуальном наблюдении или с помощью оптических приборов и средств измерений. Измерительный контроль – важная составляющая визуально-измерительного контроля (ВИК), который проводится в соответствии со строгими правилами контроля и требованиями нормативных документов, регулирующих его качество. Он заключается в присваивании дефекту категории или типа по одной из характеристик в виде конкретной физической величины, полученной путем практического измерения. Измерительные средства и их метрологические показатели указываются в нормативных документах. ВИК является первым этапом при проведении технического диагностирования трубопроводов, позволяющим получить до 50% общего объема необходимой информации об объекте. Положительное заключение по результатам ВИК дает основание продолжать диагностирование с использованием других неразрушающих и разрушающих методов контроля (в зависимости от особенностей подлежащего диагностике трубопровода), отрицательные результаты оформляются в виде дефектного акта, на основании которого выявленные дефекты должны быть устранены. Это дает возможность после проведения повторного ВИК продолжить обследование трубопровода.
Как правило, при диагностировании трубопроводов химической промышленности, специалисты ПАО «НОРЭ» визуальному и измерительному контролю подвергают:
1. Опорно-подвесную систему;
2. Изоляцию трубопроводов (при ее наличии);
3. Размещение трубопровода и его элементов;
4. Устройства для дренажа и продувки;
6. Конструкционные особенности элементов трубопровода;
7. Наружную поверхность элементов трубопровода на наличие трещин, выпучин, вмятин и других механических повреждений, коррозионных повреждений, расслоений металла;
8. Внутреннюю поверхность обследованных участков трубопровода на наличие поверхностных трещин, коррозионных повреждений и расслоений металла, механических повреждений;
9. Фланцевые соединения и их крепеж;
10. Трубопроводную арматуру;
11. Другие узлы трубопровода.
Перечисленное – это основные направления, где на практике специалистами ПАО «НОРЭ» были выявлены различного рода дефекты при визуально-измерительном контроле трубопроводов.
Анализ выявленных дефектов дает возможность установить частоту встречаемости (рис. 1) каждого из них согласно указанной классификации, пп.1…11 (диаграмма составлена по данным выборки дефектных актов, выданных заказчикам).
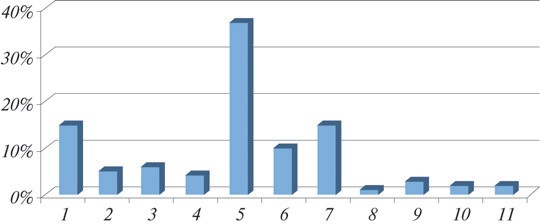
Рис. 1. Наиболее частые дефекты сварных швов, выявленные при проведении диагностирования
Как видно, частота встречаемости дефектов сварных швов (п. 5) при визуальном и измерительном контроле трубопроводов заметно больше, чем других дефектов, и составляет
37% общего числа.
Это свидетельствует о необходимости уделять повышенное внимание именно контролю сварных соединений трубопроводов, что дает возможность не только получить информацию о внешнем состоянии шва, но и теоретически оценить внутреннее его состояние и рекомендовать проведение более точной проверки посредством других методов НК (РК, УЗК, ЦД, МПД и др.) в зависимости от особенностей конструкции и условий эксплуатации трубопровода.
Визуальному осмотру и измерениям подлежат все сварные соединения в целях выявления следующих дефектов:
- трещин всех видов и направлений;
- свищей и пористости наружной поверхности шва;
- подрезов;
- наплывов, прожогов, незаваренных кратеров;
- отклонений геометрических размеров и взаимного расположения свариваемых элементов;
- смещений и совместного увода кромок свариваемых элементов свыше предусмотренных нормами;
- несоответствий формы и размеров шва требованиям технологической документации;
- дефектов на поверхности основного металла и сварных соединений (вмятины, расслоения, раковины, непровары, поры, включения) [1].
Как видно из сказанного, дефекты сварных швов довольно разнообразны, поэтому главной задачей специалиста, проводящего обследование, является правильная идентификация найденного дефекта и оценка степени его опасности для дальнейшей эксплуатации трубопровода.
По результатам обследований трубопроводов, проводимых специалистами ОАО «НОРЭ», наиболее частыми дефектами сварных соединений при ВИК являются неполномерность шва, неравномерная его ширина и высота. Нарушение формы и размеров шва зачастую свидетельствует о наличии таких дефектов, как наплывы (натеки), подрезы, прожоги и незаваренные кратеры [2].
К внешним дефектам также можно отнести углубление (западание) между валиками шва, неправильный профиль и превышение усилия сварного шва, брызги металла на поверхности сваренных элементов трубопровода.

Рис. 2. Наиболее частые дефекты сварных швов:
а; б – неравномерная ширина и неправильный профиль, наплывы; в, г – наплывы (натеки), превышение усиления и асимметрия углового сварного шва, брызги металла; д, е – неполномерность и чешуйчатость сварного шва, углубление (западание) между валиками шва, наплывы
На рис. 2 показаны наиболее частые дефекты сварных швов, выявленных при проведении диагностирования специалистами ОАО «НОРЭ».
К дефектам макроструктуры шва трубопровода, выявляемым при увеличении не более чем в 10 раз, относятся газовые поры, шлаковые включения, непровары, трещины [2].
Специалистам, обладающим достаточной квалификацией и имеющим в своем арсенале современное оборудование, отвечающее необходимым требованиям для проведения визуального и измерительного контроля трубопроводов, не составит труда выявить дефекты данной группы.
Как правило, трещины в сварных швах подразделяют на продольные, поперечные, кратерные, радиальные, разветвленные. Выявленные на практике разрывы металла в сварном шве и (или) прилегающих к нему зонах сварного соединения и основного металла трубопроводов показаны на рис. 3.
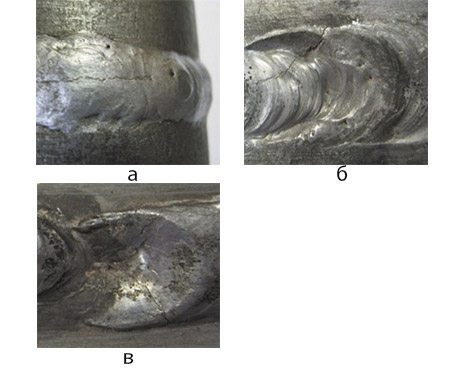
Рис. 3. Разрывы металла в сварном шве и (или)
прилегающих к нему зонах сварного соединения
и основного металла трубопроводов:
а – продольная; б – поперечная;
в – разветвленная + кратерная
Такой дефект сварного шва, как включение (обобщенное наименование пор, шлаковых и вольфрамовых включений), представляет собой полость в металле, заполненную газом, шлаком или инородным металлом (рис. 4).

Рис. 4. Поры в сварном шве
Непровар как один из дефектов макроструктуры представляет собой несплавления в сварном соединении вследствие неполного расплавления кромок основного металла или поверхностей ранее выполненных валиков сварного шва (рис. 5).
Рис. 5. Непровар сварного шва Рис. 6. Свищ в сварном соединении
Как показывает практика диагностирования трубопроводов, такие дефекты, как свищи в сварных соединениях, широко распространены на трубопроводах, транспортирующих агрессивные среды, с выходом последних на наружную поверхность элементов объекта обследования (рис. 6, 7).
Рис. 7. Выход рабочей среды на наружную поверхность
Определенные требования выдвигаются и при сваривании различных элементов трубопроводов, при этом не допускаются:
- отклонения геометрических размеров и взаимного расположения свариваемых элементов;
- смещение и совместный увод кромок свариваемых элементов свыше предусмотренных нормами [1].
Примером могут служить выявленные в цехах производства азотной кислоты дефекты такого вида (рис. 8).
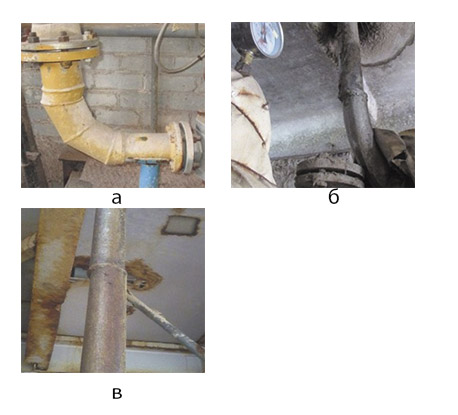
Рис. 8. Несоответствия расположения при сваривании различных элементов трубопровода: а – отклонение по геометрическим размерам и взаимному расположению свариваемых элементов; б, в – смещение и совместный увод кромок свариваемых элементов
Подробно рассмотрев возможные дефекты сварных швов, выявляемые при визуально-измерительном контроле, можно заключить, что работоспособность сварных конструкций (в частности, трубопроводов) во многом определяется качеством сварных швов, которое напрямую зависит от соблюдения технологии сварки, а также от квалификации сварщика и качества применяемых сварочных материалов.
Так как вопросы надежности работы трубопроводов в настоящее время приобретают все большее значение из-за их эксплуатации при высоких и низких температурах, в агрессивных средах, при больших рабочих напряжениях и пр., качество проведения визуально-измерительного контроля при диагностике последних выходит на первый план, что дает возможность специалистам, проводящим обследование, на начальном этапе выявить дефекты, препятствующие эксплуатации, и дать рекомендации по их устранению. В свою очередь, владелец подлежащего диагностике трубопровода также должен выполнять ряд условий: для полного и своевременного проведения контроля трубопровод должен быть выведен из эксплуатации (при необходимости), а для получения наиболее достоверной информации об объекте заказчик обязан обеспечить специалистам прямой доступ к нему (снятие изоляции в необходимом объеме, использование вышек для контроля на эстакадах и т.д.). Таким образом, можно сделать вывод, что качество и достоверность полученных результатов при визуально-измерительном контроле трубопроводов обеспечивается не только высокой квалификацией специалиста ВИК, но и совокупностью выполнения всех указанных условий и мероприятий по подготовке трубопровода к техническому диагностированию.
Какие дефекты на поверхности трубы не допускаются в месте приварки вантузных патрубков
Несквозные поверхностные отдельно расположенные единичные или групповые дефекты * коррозионного (местная коррозия), механического происхождения (риски, задиры, царапины) на основном металле труб, а также примыкающие или расположенные на
В настоящем разделе, за исключением особых случаев, вместо терминов “единичные дефекты” и “групповые дефекты” употребляется термин “дефектные участки”.
Для нанесения границ выборки поверхностных дефектов и выбора методов ремонта сваркой (наплавкой) целесообразно применять набор гибких шаблонов круглой, овальной или прямолинейной формы.
Овальная форма выборки – выборка, имеющая на наружной поверхности трубы овальную форму с прямолинейными и криволинейными границами, при этом большая ось и прямолинейные границы выборки должны быть расположены вдоль оси трубы.
Несквозные поверхностные единичные дефекты – это отдельно расположенные одиночные дефекты, расстояние между которыми не менее 300 мм при максимальном
Максимальные размеры выборок единичных дефектов (круглой или овальной формы) не должны превышать значений, приведенных в таблице 11.8, остаточная толщина не менее 3,0 мм. Выборка (вышлифовка) единичного дефекта должна обеспечивать полное удаление дефекта, при этом глубина выборки не должна превышать глубину дефекта более чем на 1,0 мм. Допускается выполнять ремонт сваркой (наплавкой) отдельных питтингов глубиной до 50 % толщины стенки трубы, расположенных в поле общей коррозии глубиной до 15 % толщины стенки трубы, подлежащей ремонту шлифовкой или пескоструйной обработкой.
Таблица 11.8 – Параметры выборки единичных дефектов



![]()
а) одиночный дефект металла труб с толщиной стенки S; б) близкорасположенные дефекты
е < 0,5 · max(A, B, 5S), (11.1)
где е – расстояние между дефектами, мм;
А – наименьшее из значений длины ( l 1 ,) или ширины ( b 1 ) одного дефекта, мм: A = min( l 1 , b 1 );
В – наименьшее из значений длины ( l 2 ) или ширины ( b 2 ) другого дефекта, мм: B = min( l 2 , b 2 );
S – толщина стенки трубы, мм;
Максимальная площадь выборки (круглой, овальной или прямолинейной формы) либо суммарная площадь выборок групповых дефектов не должна превышать значений, приведенных в таблице 11.9.
Читайте также: