
Как выровнять профильную трубу после сварки
Обновлено: 07.07.2024
Сварка профильных труб со стенкой 2 мм
Ну так вот. Хотя времени свободного и не много у меня сегодня было, но покопался чуток ради любопытства.
Итак, смысл в чем. Брал профтрубу различного сечения со стенками 2 мм и 1,5 мм. Делал стыки без зазора и пускал по ним электрод в свободное плавание.
Угол как вы видите острый, дабы кончик электрода в ванну не лез и дуга ее не пробивала. Первый подопытный профтруба со стенкой 2мм. Но как потом оказалось я стык собрал из двойки и полторахи. Штангена под руками не было. Стал подбирать ток.
Первая дыра это от 100А тройкой ОК46.00. Следующая дыра и участок шва перед ней от 90А . От дыры и далее ток 80А, электрод тот же.
С током на котором не прожигает вроде определился. С лева на право второй участок 80А. Маленький кусок шва, металл не прогрет. Первый длинный участок это варено с рук без колебаний, просто тянул на токе 100А. Шов получился узкий и высокий, провара нет, скорость большая. Рука вихляла.
Пристрелка закончена. Прошел свободным полетом 10см. Вот что вышло.
Как видите в начале пока металл холодный, валик выходит высокий, а дальше ванна проседает но не проваливается на всем протяжении. Вырезаю кусок где ванна просела. Вид с зади, хороший обратный валик. Справа виден заводской шов.
Это лицо, это обратка.
Это срез. Хорошо видно что обратный валик даже больше чем высота шва с лицевой стороны. При шлифовке такой шов не ослабишь и металла снимать не много.
Далее те же самые манипуляции, только электрод Кисвел 6013. Верхняя профтруба 40*20 со стенкой 1.5мм. Нижняя это микс из двойки и полторашки, профтруба 100*50, торец. Опытным путем подобрал ток. В первом случае 40А, во втором 50А.
Вырезал для осмотра. Это 50А, стык двойки и полторашки. Провар полный, но без обратного валика.
Стык полторашек, ток 40А. Провар полный, обратный валик еле заметный.
Итак. Из за большего тепловложения тройка на мой взгляд показала лучший результат. Шов практически плоский и после шлифовки все равно останется хорошее усиление в виде обратного валика. Двойка дает более высокий шов, а при попытке подбавить току неизменно прожигала. Ванну просадить не удалось, поскольку двойка и так на максимально комфортных токах горела.
Как видно из опыта, возюкать электродом по металлу и выводить сложные крендельки на тонких стенках вовсе не обязательно. Этим вы только больше греете площади, увеличивая шанс провалить ванну. Крутые углы ведения электрода так же дают больше проблем чем помощи. Дуга имеет силу и лишь помогает ванне выпасть. Тройка дает более крепкий вариант стыка при данном способе. Конечно рукой сделать то же самое сложнее, но посудите сами что выходит. Аппарат при правильной настройке львиную долю работы делает сам. Ему главное не мешать и тонкий металл не будет такой уж проблемой.
Ну и разумеется при стыках с зазором такие фокусы не пройдут. С двойкой сто процентов, она мало металла дает. Троечкой в отрыв и быстрее и надежнее чем двойкой!
Как варить металл, чтобы не повело
Листовой металл очень часто ведёт при сварке, в результате чего портится работа и свариваемая заготовка. Деформация металла, особенно тонкого, часто вызвана отсутствием опыта у сварщика и вследствие неправильного выбора сварки. Рассмотрим основные проблемы, из-за которых металл «ведёт» при сварке, и как не допустить его деформации.
Почему ведёт металл при сварке
Очень часто при сварке тонколистового металла, например, при изготовлении дверей, вся конструкция деформируется. Происходит это из-за воздействия на неё высоких температур, а также вследствие допущенных ошибок во время сварки.
Особенно заметная будет деформация тонколистового металла, после остывания. Здесь все во много зависит от его коэффициента линейного расширения и теплопроводности. Чем меньше будет теплопроводность свариваемого металла, тем выше вероятность его деформации.
В некоторых случаях, и вовсе, чтобы не допустить деформаций, сварку изделий осуществляют, только в нагретом состоянии.
Как варить металл, чтобы не повело
Рассмотрим решение данной проблемы:
Последовательное прохождение сварочных швов . Если нужно варить тонколистовой металл, то, чтобы избежать его деформации, целесообразно будет использовать обратноступенчатый шов , не более чем 300 мм. После того, как металл остыл, можно будет заварить оставшиеся щели. Таким образом, тонколистовой металл не поведёт.
Точнее деформации будут, однако ранее сделанные, «короткие» швы, будут компенсировать их. Кроме того, в ряде случаев, при сварке тонкого металла, лучше всего сначала использовать прихватки, а уже потом обваривать шов.
Что делать, если при сварке ведёт профильную трубу
Профильная труба является одним из самых популярных видов металлопроката на сегодняшний день. Используя профильную трубу и сварку можно собрать множество полезных и легких конструкций из металла.
Единственная проблема, с которой приходится сталкиваться сварщикам в процессе работы, это температурные деформации при сварке. Толщина стен профильной трубы незначительная, что становится причиной возникновения деформаций и прожогов.
Нередко конструкцию из профильной трубы ведёт, а в самом металле образуются прожоги. Чтобы этого не случилось нужно понимать, как варить тонкие профильные трубы, толщина стен которых не более 2 мм. Какие правила существуют и как не допустить температурной деформации.
Что делать, если при сварке ведёт профильную трубу
Конструкции из профильной трубы чаще всего ведёт по швам, они уходят внутрь вследствие деформаций. Происходит это по причине неправильной технологии сваривания, либо из-за спешки и ошибок. Поэтому главное правило при сварке профильных труб — абсолютно никакой спешки.
Нагреваясь, металл ведёт в сторону, но если не спешить и давать время на остывание, как правило, он возвращается назад. Также при сварке тонкостенных профильных труб рекомендуется придерживаться следующего:
Конструкция из профильной трубы: как варить, чтоб не вело? Какие секреты?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Как выпрямить "на коленке" профильную трубу ?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
[Прошу совета] Повело ворота после сварки
Steelcar , не будут. полтора метра между швеллерами , накладка и стучи до посинения.
Что мешает тебе?Расскажи нам,Бездарный танцор.канал ВЕБСВАРКА в ZELLO
Steelcar , не будут. полтора метра между швеллерами , накладка и стучи до посинения.
Длина большая, и скорее всего ворота винтом пойдут. Гадать дело интересное конечно, но я согласен с Валерием (селко), тут в целом с конструкцией косяк.
Steelcar , 4 см на 7метрах-это ни о чем. рядовая ситуация при сварке таких длин из профиля типа 40х20,40х40. тем более,скорее всего,*на коленках* все делалось.
Что мешает тебе?Расскажи нам,Бездарный танцор.канал ВЕБСВАРКА в ZELLO Вот тут спорить не берусь, опыта по таким длинам мало (делал пространственные конструкции, но не таких габаритов). Просто думаю "на коленке" и рихтовать будут дольше чем делали, и результат может совсем расстроить.
В откатных воротах приваривание направляющей рельсы тянет в коромысло. Поэтому внутренние переборки делают по типу как на навесах, тогда меньше поводки. Если так повело, я бы попробовал их поставить на столбы "вверх ногами" и сверху упереть во временно приваренные ограничители. Снизу через проставку домкрат и давить, чтобы коромысло выгнулось чуток в обратную сторону, а потом наварить внутрь по дигоналям укосин.
рихтовать будут дольше чем делалиСкрытый текст поэтому,как говорил мой учитель дядя Витя Пересунько, в начале моей воротоизготовительной практики
-*чтобы лишний раз по воротам не стучать, сварщик должен быть солидным,толстым и ленивым*
Что мешает тебе?Расскажи нам,Бездарный танцор.канал ВЕБСВАРКА в ZELLO Скрытый текст поэтому,как говорил мой учитель дядя Витя Пересунько, в начале моей воротоизготовительной практики
-*чтобы лишний раз по воротам не стучать, сварщик должен быть солидным,толстым и ленивым* Правильно), ленивый человек не хочет лишних телодвижений.
Я на нержавейке в полной мере прочувствовал уводки (профиль, труба), потому примерно понимаю о чем идёт речь и как минимизировать последствия. После этого с воротами уже проблем не было (в бокс делал, и на свой участок)
Вместо кувалды - цепь, шаклы, и гидравлический домкрат. Цепь через шаклы зацепить на нужной дистанции по длине профиля, в место максимального изгиба ставим домкрат и потихоньку давим. Домкрат найти не проблема, должен быть у нормального автомобилиста, цепь (в данном случае 8 м) на строй рынке, там же и шаклы (все это в по жизни и дальше пригодится).
Для рихтовки на коленке это лучший вариант (как мне кажется).
Получаем трубогиб арбалетного типа (если вдруг непонятно написал, куда цепь и куда домкрат)
повело по какой из осей - X,Y или Z ?
Еще бы знать, где у этих ворот Х, где У и где Z. Я лично так и не понял, куда и как повело. Как без этого можно делать какие-то телодвижения по исправлению? Судя по первому рисунку автора, вытянуло низ коромыслом вверх. Потом автор говорит, что в длину 7 метров. Какую трубу 6 м 50х50 автор "попробовал выгнуть"? selco правильно сказал, нужно фото или нормальный рисунок и написать, какой конкретно размер ушел, где и насколько. Иначе, как народ может чего-то насоветовать? Я вообще подумал, что они винтом выгнулись, ворота енти. (нет плоскости).
Legioner39 , как вариант (это если не долбать, а плавно тянуть) - применить талреп/лебёдку/домкрат. Конечно, если есть, к чему цеплять данные приспособления.
Не в тему. В АТП частенько вытягивали вмятые внутрь после ДТП элементы кузова лебёдкой, установленной на тягаче-аварийке. А бывало, что и сам тягач выступал в роли мега-лебёдки)))
В общем найти место приложения вектора силы и обеспечить этот самый вектор.
ps Но и кувалда+деревянная прокладка - тоже наше всё, не забывайте)))
serga01net , по оси Х. Значит, воротину выгнуло "на тебя/от тебя", если смотреть на неё "во фронт".
Удовольствие от высокого качества длится дольше чем радость от
Еще бы знать, где у этих ворот Х, где У и где Z. Я лично так и не понял, куда и как повело.
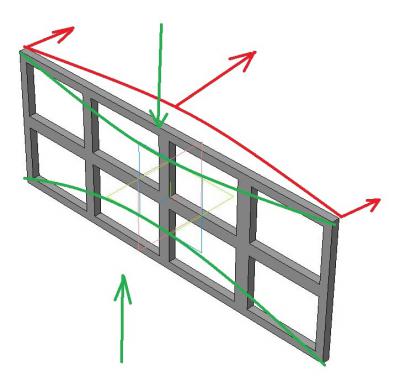
Вот я тоже не понял и пришлось нарисовать.
Зеленым это когда длинные профиля как бы дугой сделались к середине вот так и у меня было при сварке и пришлось отрезать и вставлять более длинные вставки (контр изгиб) и опосля сварки все стало ровненько.
Правда я варил ТИГ и ПА не было еще ну и немного технологии сварки . Варил все в свободном состояние на подкладках и сперва все прихватил в уголках в разбежку ну и потом обварил все уголки и получалось сварка вертикал с низу вверх , ну и потом плоскость что сверху ну и изогнуло их , перевернул и вторую плоскость так же в разбежку ну и изгиб пришел сам в норму то есть ворота стали абсолютно плоскими.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
[Прошу совета] Повело ворота после сварки

Младший сектант Форсаж
Полотно сдвижных ворот?
Полотно сдвижных ворот?
Лист облицовки, я так понимаю, ещё не приварен?
Лист облицовки, я так понимаю, ещё не приварен?
Облицовка - профилист на саморезах, уже прикручен, но снять его не проблема
Лист лучше открутить. Правится легко, укладываете на крайние точки, прогибом вверх и середину нагружаете своим весом ( в смысле весом своего тела). Сначала осторожно, шагами с постоянными промерами. Если мало- можно попрыгать. Я так правил рамы ворот и дверей, даже с приваренным листом (правда, веса своего не всегда хватало).
Лист лучше открутить. Правится легко, укладываете на крайние точки, прогибом вверх и середину нагружаете своим весом ( в смысле весом своего тела). Сначала осторожно, шагами с постоянными промерами. Если мало- можно попрыгать. Я так правил рамы ворот и дверей, даже с приваренным листом (правда, веса своего не всегда хватало).
Меряйте постоянно, нагрузку надо прикладывать в точке максимального подъёма. Удачи.
Удовольствие от высокого качества длится дольше чем радость от
Правится легко, укладываете на крайние точки, прогибом вверх и середину нагружаете своим весом ( в смысле весом своего тела). Сначала осторожно, шагами с постоянными промерами. Если мало- можно попрыгать.
Скорее там куча перегородок , кои теперь придется отрезать от основания ну и домкрат в помощь . под перегородки придется подкладывать .
Фото бы ворт хорошо , а по картинке много не увидим.
p.s. Вот похоже сваривали их не так как подобает , но скорее заготовки-перегородки были плохо нарезаны разной длины и т.д.
Вот я варил себе длина за 5000мм , правда высота у меня меньше 2000мм и не чего не повело .

Удовольствие от высокого качества длится дольше чем радость от низкой цены…
Да не, полотно длинное, рычаг большой, поправится. Что такое 4см на 7м полотна?
Я когда двери ранние варил, рамку не вело, вело дверь после приварки листа. Потом я стал варить лист в заневоленном состоянии, с предварительным прогибом.
Деформации при сварке

Чтобы вы не варили, толстый уголок или тонкую профильную трубу, во время сварки на металл воздействуют большие температуры. Вследствие этого металл может повести, простыми словами деформировать.
Особенно деформации подвержены тонкостенные изделия из металла и некоторые виды сталей. Меры по предотвращению деформаций при сварке могут быть разными, как и их эффективность в целом.
Как избежать деформаций при сварке
Сварка — это всегда высокая температура, которая заставляет металл плавиться. Однако тепло, которое используется для расплавления сварочной ванны, уходит далеко за её пределы. И если металл тонкий или его надежно не закрепить, то возможно появление деформаций.

Одним из самых эффективных способов, который позволяет избежать деформации при сварке, это сварка в так называемых «кондукторах». Кондукторы для сварки, это специальные приспособления, которые дают возможность жестко зафиксировать свариваемое изделие.

При этом важно учитывать ожидаемую деформацию металла в зоне нагрева. Если металл повело в одну сторону, достаточно начать варить с другой, чтобы его выгнуло обратно. Такой способ подхода даёт возможность заранее предугадать появление деформации, и использовать метод предварительного (обратного) изгиба.
Как варить широкие листы металла, чтобы не повело
Наиболее предпочтительный способ, в данном случае, это предварительный изгиб листов металла, в противоположную сторону деформации. Точно таким же способом предотвращают деформации при сварке тавровых, а также двутавровых соединений.
Немного иным способом, является техника обратноступенчатой сварки. В данном случае сварное соединение осуществляется в два слоя, и каждый из них выполняется в разных направлениях. Например, первый шов накладывается слева направо, а второй сварочный шов, наоборот.

Простыми словами, каждый последующий слой наплавленного металла должен вызывать противоположное напряжение от предыдущего слоя. Кроме всего перечисленного, существуют и иные приемы отвести излишнее тепло из зоны сварки.
Например, отвод тепла струёй воды или при помощи медных подкладок. При этом важно понимать, что воду для охлаждения металла во время сварки можно использовать не во всех случаях. При сварке некоторых изделий, быстрое охлаждение металла может только усугубить положение, и привести к большим проблемам, чем деформация.
Самым распространенными являются холодные трещины, которые появляются из-за резкого охлаждения сварного шва. Поэтому к данной рекомендации нужно относиться осторожно.

Не менее действенным способом избежать деформаций, является предварительный прогрев заготовок перед сваркой. В таком случае получится избежать резкого перепада температур. В любом случае, следует знать, что если сварка ведётся при пониженной температуре, то прогрев металла перед свариванием является обязательной процедурой.
Ну а если деталь и повело, конечно же, не слишком толстую, до 3 мм толщиной, то ее выравнивание выполняют при помощи молотка. Что же касается изделий большей толщины, то их ровняют посредством гидравлического пресса.
Деформация металла при сварке

Деформация металла при сварке – это явление, которое приводит к нарушению геометрии изделий и, следовательно, к браку продукции. Подобное может наблюдаться даже в работе опытных сварщиков. Соблюдение ряда правил позволяет снизить вероятность появления деформации и получить качественное и надежное соединение.
Существует множество причин возникновения деформации металла при сварке. О том, с чем они связаны, какие меры принимают для профилактики этого явления и что делают для исправления, читайте в нашем материале.
Причины деформации металла при сварке
Если на металлический предмет оказывается механическое воздействие, то в нем возникают напряжение и искажение. Первое характеризуется силой давления, оказываемой на единицу площади. Второе – нарушением габаритов и формы изделия из-за силового воздействия.

Напряжения появляются в деталях под влиянием практически любого усилия. Это может быть растягивание, изгиб, сжимание или резка. В ходе сварки следует внимательно следить за показателями как деформации, так и напряжения. Если превысить допустимые значения, то конструкция (частично или полностью) может разрушиться.
Рекомендуем статьи по металлообработке
Сварочные деформации возникают под влиянием различного рода напряжений, появляющихся внутри изделия. Основные причины их появления специалисты объединяют в две большие группы: основные, которые считаются неизбежными и постоянно появляются в ходе сварки, а также сопутствующие, устранение которых вполне возможно.
К основным причинам возникновения деформации и напряжения в ходе сварочных работ относят следующие:
- Структурные видоизменения, которые, влияя на металл, вызывают напряжения (растягивающие и сжимающие). Происходит это в ходе охлаждения деталей из легированных или высокоуглеродистых стальных сплавов. При этом размеры изделия, а также зернистая структура материала нарушаются. В итоге изначальный объем изменяется, что приводит к увеличению напряжения внутри детали.
- Неравномерный прогрев. Первичному нагреву в ходе сварочных работ подлежит только рабочая зона изделия. По мере увеличения температуры материал расширяется, воздействуя на мало прогретые слои металла. При прерывистом прогреве концентрация напряжений сварного шва достигает высоких значений. Ее показатель зависит от рабочей температуры, теплопроводности материала и уровня линейного расширения.
- Литейная усадка. Она происходит в ходе кристаллизации материала, характеризуется уменьшением объема металла, возникает из-за сварочного напряжения (продольного и поперечного), которое появляется в процессе усадки расплава.
Сварочное напряжение могут вызвать не только механические воздействия. Сплавам различных металлов вообще свойственны свои деформации и напряжения. Они делятся на временные и на остаточные. Пластичная деформация металла при сварке вызывает остаточные, не исчезающие и после остывания материала. Временные же возникают при сварке прочно закрепленной детали.
К побочным или сопутствующим деформациям при проведении сварочных работ можно отнести:
- любые отклонения от нормативов в технологическом процессе – примером может быть плохая подготовка детали к сварке, неправильный выбор электрода, нарушение режима сварочного процесса и пр.;
- несоответствия и ошибки, допущенные в конструировании изделия, – это могут быть неверно выбранный тип шва, часто расположенные соединения, малый зазор между сварными швами и пр.;
- низкий профессионализм и небольшой опыт мастера.
Концентрацию напряжений в сварном шве может вызвать практически любая ошибка. Из-за них возникают технологические дефекты соединения: непровары, трещины, пузыри и прочий брак.
Виды деформаций металла после сварки
Существует несколько видов напряжений. Они отличаются временным интервалом (периодом действия), характером появления и прочими факторами.

Ниже представлена таблица возможных напряжений (какие встречаются и из-за чего появляются в сварном шве).
По причинам возникновения
Неравномерность прогрева, возникающая из-за перепада температуры при сварке
В случае нагрева металла выше максимально установленной температуры происходят изменения в структуре материала
По времени существования
Возникает в ходе фазовых видоизменений, но в процессе остывания уходит
Остается в деталях и после устранения причин возникновения
По задействованной площади
Имеющееся во всей конструкции
Проявляющееся исключительно в зернах структуры металла
Присутствующее в кристаллической решетке материала
По направленности воздействия
Появляется по линии шва
Размещается поперек оси соединения
По состоянию напряжения
Происходит только в одном направлении
Распространяется на два различных направления
Воздействие происходит по трем осям
В ходе сварочного процесса происходят следующие виды деформации:
- Местные и общие. При местных деформациях изменениям подвержены только части конструкции. Общие же деформируют изделие полностью и сразу, меняя его размеры и искривляя геометрическую ось.
- Временные и конечные. Остаточные (конечные) деформации остаются в изделии даже после его охлаждения, а временные появляются в отдельные моменты времени.
- Упругие и пластичные. При восстановлении формы и габаритов изделия по окончании сварки деформация считается упругой. При наличии постоянных дефектов – пластичной.
Материал может быть деформирован вне плоскости сварного изделия или внутри него.
Разнонаправленность сил, действующих относительно сечения материала, приводит к возникновению различных напряжений: сжатия либо изгиба, растяжения, кручения, среза.
Тестирование сварных швов и расчет деформаций металла при сварке
Швы обязательно проходят тестирование на надежность и прочность соединений. В ходе проверки проверяется также наличие дефектов. Это позволяет быстро обнаружить и устранить возникший в процессе сварки брак.

Существует несколько типов контроля, позволяющих найти изъяны:
- разрушающий – процесс, который часто используется на промышленных предприятиях, дает возможность провести проверку физических свойств шва;
- неразрушающий – включает внешний осмотр шва, ультразвуковую или магнитную дефектоскопию, капиллярный метод, проверку проницаемости и прочие методы.
Важным в изготовлении сварных конструкций является определение вероятных напряжений и деформаций в ходе работ. Причина заключается в том, что они изменяют форму и размер изделия, снижают его прочность, что приводит к изменениям в эксплуатационных качествах конструкции далеко не в лучшую сторону.
Необходимо проводить тщательный расчет деформаций и напряжений при различных процессах сварки, правильно запланировать последовательность операций для того, чтобы в результате на конструкцию воздействовало минимум напряжений, а количество дефектов стремилось к нулю.
Способы устранения деформации металла при сварке
Убрать деформацию материала, возникшую в ходе сварки, можно с помощью правки. Она бывает холодной механической, термомеханической и термической, включающей как местный, так и общий нагрев. Перед проведением последнего изделие жестко фиксируют в устройстве, оказывающем давление на изменяемые части конструкции. Затем оно размещается в разогревающей печи.

Суть термического метода заключается в сжимании металла при его охлаждении. Происходит процесс разогрева растянутого участка горелкой или дугой. При этом окружающий место разогрева материал должен оставаться холодным, что не дает значительно расшириться горячему участку. Далее при остывании изделия происходит постепенное выпрямление конструкции. Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Принцип холодной правки заключается в постоянном воздействии на изделие нагрузок. Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Сложно сказать, какой из методов является предпочтительным. Для каждого вида, места (снаружи или изнутри), особенностей деформации и напряжения, а также габаритов и формы изделия существуют свои способы их устранения. Важным являются трудозатраты и эффективность метода.
Способы избежать деформации металла при сварке
Устранение проблем значительно сложнее их предупреждения. Эта аксиома в равной степени относится и к сварке. Брак всегда приводит к дополнительным финансовым вложениям. Для его предотвращения необходимо сосредоточиться на мерах, помогающих бороться с деформациями и напряжениями.

Отвечая на вопрос о том, как избежать деформации при сварке листового металла или свести ее к минимуму, следует запомнить связь между причинами появления и мерами предупреждения. Следовательно, перед началом работ необходимо все тщательно рассчитать и подготовиться. Только после окончания данного этапа можно будет проводить сварку металлических конструкций.
Сила, приложенная к конструкции, прямо пропорциональна степени ее деформации. Значит, чем большая сила воздействует на изделие, тем значительнее его деформация.
-
Сопроводительный и предварительный подогрев.
Данные виды разогрева способствуют улучшению качественных характеристик как самого сварного соединения, так и участков, расположенных в непосредственной близости от него. Кроме того, уменьшаются пластические деформации и остаточное напряжение. Этот метод чаще всего используют для сплавов, которые имеют склонность к закалке и появлению кристаллизационных трещин.
При протяженности более 1 000 мм шов разбивается на части длиной от 100 до 150 мм. Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения.
Проковке подлежит и нагретый, и холодный материал. Удар как бы разжимает металл в стороны. Тем самым снижается напряжение растягивания. Данный метод не используется на конструкциях, сделанных из металла, склонного к возникновению в нем закалочных структур.
Суть метода заключается в том, чтобы подобрать порядок, в котором нужно будет делать швы. Новый шов должен обязательно создать деформацию, которая будет противодействовать предыдущему. Этот способ часто применяется при сварке двусторонних соединений.
Сварка предваряется прочным и жестким креплением изделия в кондукторах. После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия.
Сварка без деформации металла может быть проведена с помощью термической обработки. При этом существенно улучшаются характеристики соединения и окружающего его металла, снижается напряжение внутри изделия и выравнивается структура шва. Отпуск, отжиг (состоящий из низкотемпературного или полного) и нормализация – это операции, составляющие термическую обработку металла.
Нормализация считается оптимальным способом обработки швов изделий, выполненных из низкоуглеродистых сталей.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: