
Как вырезать отверстие в железе под трубу
Обновлено: 04.07.2024
Врезка трубы в трубу: как правильно разметить и вырезать зону стыковки без спец. инструмента
Нередко приходиться соединять две круглые трубы одного и того же диаметра под 90 градусов. Выполнение такого соединения «на глазок» не гарантирует качественности и прочности стыковки. Но при использовании довольно простой разметки с этим делом справится любой человек.
Понадобится
- два круглые трубы одинакового диаметра;
- маркер, мерная рулетка и циркуль;
- керн и молоток;
- тиски слесарные;
- болгарка;
- ручной напильник;
- кусок картона;
- ножницы и др.
Процесс разметки и выреза зоны поперечной стыковки двух одинаковых круглых труб
На образующей одной трубы керним центр места стыковки с другой трубой. Будем работать с трубами наружным диаметром 60 мм. Ровным счетом ничего не изменится, если они будут другого размера.
Разводим ножки циркуля на половину диаметра трубы, т. е. на 30 мм, что является также ее радиусом. Ставим ножку циркуля в ранее намеченную точку на поверхности трубы и наносим на нее окружность.
Через намеченную точку (центр окружности) проводим воображаемое сечение, перпендикулярное оси трубы. От точек его пересечения с проведенной циркулем окружности откладываем в стороны по 5 мм.
Проводим линии, проходящие через намеченные точки, и плавно спрягающиеся с линией окружности.
Материал внутри внешней замкнутой линии, нанесенной на поверхность трубы, вырезаем с помощью болгарки. Удаляем заусенцы и слаживаем оставшиеся неровности ручным напильником.
Вокруг отрезка второй трубы, установленного вертикально на лист плотной бумаги или картона, проводим маркером окружность и вырезаем ножницами круг, ограниченный ею.
Складываем вырезанный картонный круг пополам по диаметру, отмечаем линию сгиба, вновь распрямляем его и ровно укладываем на торец трубы отметкой линии сгиба наружу.
Точки пересечения линии сгиба (диаметра) круга с цилиндрической поверхностью трубы отмечаем маркером.
Делим линию сгиба картонного круга на три равные части по 20 мм и сгибаем одну из внешних частей круга по линии (хорде), перпендикулярной диаметру, и проходящей через отметку крайней точки 20 мм.
Отрезаем ножницами полученный сегмент по хорде, прикладываем его к внешней поверхности трубы так, чтобы хорда была на уровне торца трубы, а ее центр совпадал с ранее нанесенной на трубу отметкой.
Удерживая картонный сегмент в таком положении, обводим маркером дугу сегмента по поверхности трубы. Повторяем эту процедуру и со второй точкой на трубе с противоположной стороны.
Удаляем с двух сторон металл трубы, ограниченный нанесенными линиями, и сглаживая острые кромки и углы.
Стыкуем трубы в единственно возможном положении и завариваем линии контакта.
Смотрите видео
Как болгаркой вырезать круглое отверстие в металле
Друзья всех приветствую. Болгарка, как мы привыкли ее называть в повседневной речи, это один из самых полезных и нужных инструментов в арсенале любого рукастого человека. И сегодня мы рассмотрим такую интересную тему, а как болгаркой можно вырезать круглое отверстие в металле.
Для примера мы возьмем кусок 12 швеллера и кусок листового металла, толщиной 2 мм.
Накернили, и с помощью штангенциркуля отметили две окружности, диаметром 80мм. На фото измерительный штангенциркуль, чертить им на металле нежелательно, для этого есть специальные штангены и просто циркули по металлу. Но раз в пятилетку им что-то разметить можно, не сотрется, кстати этому на фото лет 15-20 будет, и еще походит, хотя изредко делаю им разметку. Наша задача будет заключаться в том, что нужно из листа металла вырезать круглую заготовку, о в основании швеллера наоборот будем делать круглое отверстие. Толщина основания шеллера составляет 5 мм.
Для этого нам нужно подобрать на болгарку уже сточенный диск как можно меньшего диаметра. Выбираем и ставим на болгарку.
Затем этим диском мы как можно аккуратнее делаем неглубокий запил по уже размеченной окружности на швеллере и листе металла. При этом стараясь запиливать, ведя болгарку с одинаковой скоростью и постоянно ее поворачивая в направлении окружности.
Затем мы делаем вот такие манипуляции. В листовом металле отрезаем кусок с нашей окружностью и делаем несколько надрезов-полностью прорезаем, от края и до зареза самой окружности. А в швеллере наоборот, прорезаем окно в центре круга и также полными запилами идем к самой окружности, получаются вот такие сегменты.Сразу скажу, что в толстом металле лучше сделать запилов для сегментов почаще-будет легче их удалить. Я сделал на швеллере чересчур большие сегменты, но у меня есть приспособа-крокодил, который мне поможет их раскачать и обломать.
Начинаем удалять ненужные сегменты металла-на листе 2мм используем плоскогубцы, тыт особо проблем нет, все легко удаляется-несколько раз согнул вверх вниз и готово. А вот с толстым металлом швеллера работы будет побольше. Отламываем ненужные сегменты с помощью молотка и в моем случае приспособой крокодил. Так что лучше напилить эти сегменты помельче, чтобы можно было только молотком, но лучше двумя-один наставляешь, а другим по нему бьешь.
Вот так и достигли мы своей цели. Вырезали окружность из металла в 2 мм, и прорезали окружность в металле 5 мм.
Но есть еще один способ, без вырезания этих мелких ненужных сегментов.
Также берем кусок толстого металла-5мм. Размечаем окружность штангенциркулем и как и в первом случае делаем аккуратный надрез маленьким диском. Затем по этому надрезу просто продолжаем круг за кругом вести пропил болгаркой, стараясь двигаться с одинаковой скоростью и постоянно поворачивать болгарку в сторону круга. И так мы до конца вырезаем круг металла.
Вот такие есть способы вырезать круглое отверстие в металле болгаркой. Что у нас происходит с размерами, которые мы задали изначально при таких способах резки?
Когда вырезаешь круг из металла-как в первом случае, то этот круг особо не отойдет от размеров разметки, ну может на пару миллиметров. А вот если вырезать как на последнем фото, то таким образом запил заберет много металла, и если необходимо сделать более точный размер этого блина, то смело можно прибавлять при разметке к нужному диаметру 6-8 мм.
Также и когда вырезаешь в толстом металле отверстие, чтобы вставить в него допустим трубу или втулку.Здесь также можно смело прибавлять при разметке к нужному диаметру 4-6 мм.
Как сваркой прорезать ровное отверстие в металле
Друзья всех приветствую. Отверстия в металле, как правило, мы делаем дрелью-сверлим, но иногда нам требуется большой диаметр, для которого в наших бытовых условиях нам просто не подобрать сверла.И вот тут нам на помощь может прийти наша ручная дуговая сварка.
При выполнении сварочных работ в гараже, на участке, на даче иногда требуется прибегнуть к этому способу-сделать ровное отверстие в металле. Сегодня хочу вам показать один способ как это сделать.
Для примера возьмем обрезок профильной трубы 40 на 60, толщиной 2 мм, и втулку из 25 трубы. Наша задача будет заключаться в том, что эту втулку нужно вварить в трубу, немного вставив ее внутрь. И для этого необходимо вырезать сваркой ровное отверстие, чтобы зазоры под сварку были минимальными.
Беру синий химический карандаш по металлу и аккуратно обвожу втулку-вот эту зону внутри окружности нам предстоит вырезать сваркой.
Затем берем кусок мела, и как можно точнее обводим нашу окружность, сделанную синим карандашом. Многие уже на этом этапе начинают вырезать отверстие, ориентируясь на мел-можно и так, но есть большая вероятность выйти за контуры этой окружности, и тогда сварка будет более долгой и сложной. Смотрите что можно сделать дальше.
Мы берем и делаем сварочный шов вокруг этой окружности, ориентируясь на мел-его при сварке хорошо видно. Варим двумя полукругами, ведя электрод углом назад и стараясь чтобы внутренний край шва едва задевал нашу окружность из мела.
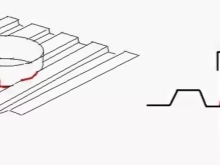
Как вывести трубу через профнастил и как ее заделать?
Кровли домов, что выполнены из профнастила, уже давно заслужили авторитет среди владельцев домов благодаря небольшой массе, привлекательному внешнему виду, а также своей долговечности. Профнастил представляет собой тонкий, но довольно прочный металл, который устойчив к воздействию коррозии. Для отопления домов с такой крышей обычно устанавливаются дровяные печи или газовые котлы, а также твердотопливные печи. В данной статье попытаемся разобраться, как вырезать отверстие в профлисте, чтобы обеспечить проход сэндвич-трубы своими руками, вывести ее наружу и загерметизировать все.


Место для вывода
Подбор удачного места для проделывания дырки в кровле из профнастила под трубу дымохода является крайне важным аспектом всего процесса. Конечно, тут много будет зависеть от того, где именно располагается печь. Рекомендуется, конечно, располагать дымоход максимально вертикально, но присутствует и ряд других нюансов, которые требуется принять во внимание.
- Лучше будет расположить отверстие для выведения дымохода в высочайшей точке кровли, то есть как можно ближе к коньку. Расстояние между коньком и дымоходом должно находиться в диапазоне 500-800 мм.
- Оптимально, чтобы дырка в крыше рассматриваемого типа не попадала на части стропильного механизма. Для его обхода можно использовать отводы, а также угловые элементы дымохода. Их применение позволяет задавать повороты на 45-90 градусов.
- Длина частей дымоходной системы рассчитывается так, чтобы стыки располагались выше либо ниже мест перехода перекрытий и самой кровли. Иначе прочное соединение сделать будет очень сложно.

- Для обеспечения качественной тяги высота дымоходного механизма должна быть где-то на 100-150 см выше кровельного конька. Если выход будет слишком высокий, то во время прохода дыма по нему он будет остывать, из-за чего будет формироваться конденсат.

Чтобы быть уверенным, что место выхода дымохода определено верно, можно нанести маркером либо карандашом на крыше метку и проверить температуру вечером.
Устанавливать трубу требуется в «холодной области», то есть она должна быть в тени весь световой день.
Как правильно выводить?
Перед началом вывода трубы через кровлю необходимо произвести целый ряд работ подготовительного характера.
- Определить габариты трубы.
- На профнастиле обвести места отверстий, где будет установлена железная труба.
- Теперь по нанесенным меткам следует разрезать лист. Лучше всего это делать при помощи болгарки с тонким кругом для работы с металлом. Действовать следует максимально осторожно, чтобы не сделать заусенцев.
- При вырезании отверстия следует отступить пару сантиметров от нанесенного контура.
- Разрезы, сделанные по углам периметра, дадут возможность отгибания краев листа к кровельной плоскости.
- Между дымоходной трубой и стропильным механизмом нужно поставить короб, имеющий где-то 15 сантиметровый зазор. Обычно он располагается в мансардном помещении.
- Отверстие с таким же размером должно быть сделано в потолке.
- Слой утепления и гидроизоляции следует снять. В них не требуется делать отверстия, а достаточно лишь сделать прорезь по принципу конверта и произвести загибание краев, которые фиксируются саморезами или скобами. В итоге проделанных манипуляций должно получиться отверстие сквозного типа.


Кроме того, следует предусмотреть термоизолирование и утепление профнастила перед выводом трубы. Данный момент обезопасит постройку от вероятности возгорания из-за перегрева. Для этого лучше всего использовать каменную вату. Она имеет отличные гигроскопические характеристики и будет хорошим утеплителем.
Когда железную трубу утеплили, можно осуществлять ее монтаж в короб. Обеспечить защиту краев лент паро- и гидроизоляции от конденсата позволит лента с клеевой основой.
Отметим, что деревянные части конструкции и трубопровод предполагают наличие 5-сантиметрового зазора.

Также не будет лишним использовать стальные хомуты для фиксации трубопровода в местах стыков со стропильной системой и обрешеткой, выполненной из профлиста. Они не позволят конструкции перекоситься или завалиться. Не будет лишним тут и применить асбест. Если же трубопровод выполнен из кирпича, то зазоры можно заделать кирпичом, положенным на глиняный раствор.


Особенности отделки
Теперь требуется отделать пространство вокруг трубы с наружной стороны. Важно закрыть зазоры правильно между профнастилом, чтобы туда не попадали различного рода атмосферные осадки. Для этого обшить пространство можно при помощи оцинкованного металла либо нержавейки.
Данная конструкция представляет собой основание из плоского листа, к которому приделан конус со срезанной вершиной. Его надевают на дымоход, после чего герметизируют, а основу закрепляют на покрытии кровли. Это позволяет получить качественный и надежный узел, который будет надежно защищен на десятилетия.
Следует добавить, что существуют и альтернативные решения отделки этой области при помощи стального фартука либо фартуков, что выполнены из резины. Кроме того, в последнее время используют новое слово в этом вопросе – фольгированную ленту самоклеящегося типа, что выполнена из модифицированного битума. Этот материал оснащен битумным слоем, что является самоклеящимся. В свою очередь, он имеет пленку из силикона, которую следует удалить перед наклеиванием. А верхний слой фольгированного типа отлично защищает ленту от нагревания и пагубного воздействия ультрафиолетового излучения.
Чем и как загерметизировать?
Теперь требуется заделать щель между трубой и крышей из профнастила. Этого можно добиться при помощи герметизации данной области. Попытаемся разобраться, как это сделать в разных случаях. Если имеет место примыкание к кирпичной трубе, то весь процесс делится на 2 этапа:
- установка фартука;
- обеспечение его герметичного прилегания к крыше.
Сначала готовится кровля. Для этого гидроизоляцию следует завести на трубу и закрепить. Часто такое делается в бане. Щелей здесь быть не должно, чтобы внутрь не попал конденсат.
Сверху и снизу трубы надо установить обрешеточные доски. Это позволяет избежать того, что фартук будет как бы висеть. Теперь все нужно очистить и провести обезжиривание.
После этого либо монтируется фартук с последующей герметизацией стыков частей доборного типа, либо проводится фальцевание. В первом варианте установка начинается с примеривания нижней примыкающей планки к трубе. Тут отмечаются дымоходные уголки, после чего следует отступить от них 20-30 миллиметров и произвести отрез куска верхнего плеча части добора. Там, где происходит сгибание уголка, проделывается надрез и для обхватывания загибается планка. Теперь по длине на кровлю наносят самоклеящуюся ленту на основе бутила, а сверху кладут уплотнитель, чтобы под фартуком не накапливалась грязь, и проводится герметизация.

Стык, располагающийся между трубой и кровлей, закрывается планкой примыкания. Так как работа происходит с профнастилом, то закрепление осуществляется при помощи саморезов кровельного типа с прокладкой из EPDM-резины. Саморезы вкручивают перпендикулярно листу поверх всех волн. С боков планки крепятся примерно так же. Их обрезают по габаритам трубы, подгибают, но монтируют только на герметик и ленту на основе бутила. Да и герметик наносится только на низ фартука, чтобы закрывал лишь линию планочного стыка. Шаг между саморезами при креплении этих планок не может быть более 150 миллиметров.
Ширина нижней части добротного элемента должна быть не меньше 450 миллиметров при 15-градусном уклоне кровли. На кровлях, имеющих большую пологость, верхняя фартучная часть должна иметь большую ширину. Требуется промазать герметиком весь планочный стык с кровлей, включая низ и бока.
Там, где опорный лист примыкания, располагается под верхним листом профнастила планка, что крепится саморезами со шляпками плоского типа. Так крепежи не будут мешать укладыванию покрытия кровли. Там, где часть будет открыта, планку можно прикрепить при помощи обычных саморезов.

На верхнюю планку примыкания можно уложить лист профнастила, который следует завести под конек.
Перед укладыванием на ровную поверхность нижнего плеча требуется наклеить ленту-самоклейку, а потом на нее клеят уплотнитель и наносят герметизирующий состав. Кровельный материал тут будет крепиться аналогично иным местам.
Как закрыть трубу?
Если требуется закрыть трубу круглого типа на крыше, выполненной из профнастила, то можно воспользоваться переходником под названием «мастер-флеш». Его монтаж на крышу из профнастила будет производиться с учетом следующих особенностей.
- Если крыша имеет большую высоту, то переходник должен быть установлен ромбом.
- Если возможно, то крепление переходника к профнастилу должно осуществляться, как к низу, так и к верху волны.
- Мастер-флеш должен быть обработан герметичным составом дважды. Сначала при наклеивании, а потом – у сгибов. Причина в том, что придать основе форму, что будет точно копировать гофру листовой кровли, попросту невозможно.
С применением переходника эластичного типа можно произвести герметизацию лишь утепленных труб печного типа и вентиляции. А вот для неутепленных альтернатив лучше будет применять герметик и хомуты из стали. Герметичным составом промазываются места стыка хомута и трубы со стальными листами.
Рекомендации
Если говорить о рекомендациях по выводу трубы через профнастил, то первым моментом, о котором следует сказать, будет то, что не нужно предпринимать попыток нарушения технологии. Экономия какого-либо материала будет крайне сомнительной, а вот проблемы со щелями и крышей могут быть точно.
Не нужно делать трубу слишком большой для вывода из дома. Иначе дым будет остывать быстро, и в трубе будет образовываться конденсат.
Стык обязательно требуется заделать. В противном случае кровля дома не прослужит и половины предполагаемого срока. Кроме того, на чердаке дома в зимнее время года будет очень некомфортно.
Ниже вас ждёт полезное видео о герметизации стыка трубы и профнастила.
Как вывести трубу через крышу из профнастила – избегайте ошибок
Дымоотводящая конструкция является элементом, который характеризуется повышенной пожарной опасностью, поэтому к решению проблемы, как сделать отверстие в крыше под трубу, следует подходить ответственно. Также важна защита кровли от проникновения влаги, в противном случае срок ее службы значительно сократится.
Кровли из профнастила заслуженно пользуются доверием владельцев частных домов, поскольку они имеют:
- легкий вес;
- продолжительный эксплуатационный период;
- внешний вид, напоминающий рельеф керамической черепицы.

Профнастил – это тонкие, прочные и устойчивые к коррозийным процессам листы металла, которые покрывают краской и которым методом прессовки придают требуемую форму. После установки печей или нагревательных котлов необходимо сделать проход для дымохода через кровельную конструкцию.
Каждый домовладелец должен понимать, как вывести трубу через крышу из профнастила. Даже, если эту работу будут делать профессионалы, проконтролировать результат не помешает.
Виды дымоходных конструкций
Труба дымохода служит для отведения дыма и продуктов горения в атмосферу. Она представляет собой полый цилиндр.

Для организации данного процесса печники строят:
- Кирпичные дымоходы. Дымоотводящая система создается из жаростойкого кирпича, который производят по особой технологии специально для обустройства печей. Труба при этом имеет сечение прямоугольной или квадратной формы. Этот способ избавления от дыма является дорогостоящим, но зато он более долговечный и безопасный. Главным его недостатком считается пористая внутренняя поверхность – по этой причине на ней оседает в большом количестве сажа и пыль. При отсутствии регулярной прочистки трубы, слои сажи могут ее полностью или частично закупорить, сила тяги понизится, а риск возгорания повысится. Процесс, как вывести дымоход через крышу из профнастила, отличается сложность и поэтому данную работу лучше своими руками не делать – ее должны выполнять опытные печники.
- Металлические дымоходные системы. Чтобы собрать конструкцию требуемой конфигурации, нужно приобрести трубы из нержавейки с добавлением цинка или молибдена. Потом вставить сегменты один в другой - понадобятся прямые трубные изделия, хомуты и отводы. Благодаря наличию скользкой внутренней поверхности саже не удается скапливаться, а значит, дым может беспрепятственно перемещаться вверх, за пределы дома. Недостаток данного способа заключается в том, что металл недостаточно хорошо сохраняет тепло по сравнению с кирпичом, в результате чего на нем собирается конденсат, поскольку имеет место разница температур между трубой и воздухом на улице. Металлическую дымоходную конструкцию можно легко вывести на крышу, ведь она состоит из отдельных элементов.
Место выхода дымохода - как вырезать отверстие
До того, как вырезать отверстие под трубу в профлисте, следует выбрать для этого удобное место. Решающим фактором при этом является месторасположение печного агрегата.

По мнению профессионалов, дымоход следует размещать строго вертикально с учетом некоторых нюансов:
- Желательно делать отверстие для выхода дымоходной трубы в наивысшей точке крыши, а значит поближе к коньку. Оптимальным расстоянием от него до дымохода считаются 50 –80 сантиметров.
- Прежде, как сделать отверстие для трубы в профнастиле, следует убедиться, что оно не попадет на элементы системы стропил. Чтобы их обойти задействуют отводы, с помощью которых задают поворот на 45 или 90 градусов.
- Длину сегментов дымохода подбирают так, чтобы стыки между ними оказались ниже или выше мест пересечения кровли и перекрытий, в противном случае качественное соединение не получится.
- Достичь требуемого уровня тяги удастся, если высота дымоходной конструкции превысит этот параметр у конька на 1 –1,5 метра.
- Чтобы убедиться в том, что место вывода определено правильно, его обводят на крыше маркером и проверяют температуру в нем в конце дня. Труба должна находиться в холодной зоне в течение всего времени.
Подготовительные мероприятия для вывода дымохода через крышу
Существует следующая технология, как сделать отверстие в профлисте под трубу:
- Сначала перманентным маркером отмечают место ее выведения на кровлю.
- Размер сечения элементов дымохода подбирают с учетом рекомендаций изготовителя отопительного агрегата. Чем толще и выше труба, тем легче дым выходит из печи. Главное, чтобы при соединении между элементами не было зазора.
- Вырезают отверстие болгаркой с тонким лезвием для работ по металлу, отступив внутрь от начерченной линии на несколько сантиметров. Профнастил нужно резать аккуратно и не спеша, чтобы край среза получился без зазубрин.
- В углах отверстия делают короткие надрезы, чтобы края профнастила загнуть кверху.
- Аналогичный проход делают в потолке. Потом устанавливают металлический короб, предназначенный для соединения трубы со стропилами. Дымоход прокладывают через отверстие, имеющееся внутри короба.
- Из вырезанного в крыше выхода убирают гидро- и пароизоляционный материал, а также утеплитель.

Для холодных районов, где толщина теплоизоляционного материала более 15 сантиметров, нужно использовать сэндвич-трубы, имеющие два слоя металла и слой утеплителя между ними.
Как вывести трубу на кровле из профнастила
Когда подготовка к тому, как вывести печную трубу через профнастил, завершена, ее следует правильно подсоединить и ввести в эксплуатацию дымоход, для чего:
При выводе дымоходной трубы на крышу надо помнить, что халатное отношение к такой работе может завершиться пожаром и материальными убытками.
Как легко сделать точный вырез в трубе
При изготовлении различных самоделок иногда появляется необходимость в сверлении круглых труб. Выполнить такую операцию с помощью обычных спиральных сверл довольно затруднительно, так как для этого потребуется кропотливая предварительная подготовка. Как выйти из положения?

Понадобится
Если в наличии имеется подходящая по диаметру кольцевая фреза (другое название корончатого, пустотелого или кольцевого сверла), то работать с криволинейными поверхностями, в частности, цилиндрическими, становится намного проще и производительней.
Также нам нужен будет привод для инструментов, например, дрель, несколько обычных спиральных сверл разного диаметра и средство для охлаждения коронки во время работы. Это может быть специальная смазочно-охлаждающая жидкость, подходящее машинное масло или, положим, универсальная смазка WD-40.

Алгоритм процесса сверления с помощью коронки
Сверление поверхности трубы должно быть направлено строго по диаметру, иначе невозможно будет добиться положительного конечного результата.
1. Отмечаем на торце трубы с помощью маркера места пересечения диаметра со стенками изделия (для этого существуют множество способов и приспособлений).
2. Устанавливаем трубу так, чтобы одна из меток оказалась строго сверху. С помощью рулетки отмеряем от нее по образующей требуемое расстояние и отмечаем его маркером.

3. Зажимаем трубу в слесарные тиски и накерниваем отмеченную точку, используя керн и молоток.

4. Переворачиваем трубу в тисках обратной стороной, отмечаем точку, противоположную первой, и также накерниваем ее.
5. Сверлим, используя тонкое сверло и дрель, отверстия в намеченных двух точках трубы.
6. Далее рассверливаем их сверлом большего диаметра за один проход насквозь, так как имеется верхнее направляющее и нижнее центрирующее отверстие.

7. Заменив в патроне дрели спиральное сверло на коронку с центрирующим сверлом, поворачиваем трубу в тисках на 90 градусов, чтобы направляющие отверстия располагались горизонтально. Это позволит прикладывать большие усилия при работе с коронкой.

8. Так как при работе кольцевое сверло сильно разогревается для его охлаждения и облегчения процесса, обильно смазываем рабочие зубья и прилегающий к ним пояс стакана по кругу универсальной смазкой WD-40.

9. Вставляем центрирующее сверло коронки в заранее подготовленное в трубе отверстие и начинаем процесс, добавляя время от времени на коронку смазку.

10. После выхода коронки с противоположной стороны трубы, мы получаем вырез, который по конфигурации должен точно соответствовать такой же по диаметру трубе, что и подтверждается соответствующей проверкой.

11. Если требуется несколько одинаковых по длине патрубков с фигурными вырезами на торцах, то в трубной заготовке на равном расстоянии друг от друга сверлим центрирующие отверстия, и поочередно, используя корончатое сверло, получаем искомые заготовки.

Для справки
Напоминаем, что наружный диаметр кольцевого сверла и обрабатываемой трубы должен быть строго одинаковым.
Смотрите видео
Резка отверстий в металле

Резка отверстий в металле бывает востребована как в быту, так и в производстве. И если в первом случае параметром точности можно если и не пренебречь, но оставить его в широких рамках, то для промышленных деталей здесь предъявляются самые строгие требования.
Соответственно, для разных задач существуют и различные способы достижения результата. В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
Лазерная резка отверстий в металле
В данном разделе мы не собираемся рассказывать о достоинствах резки лазером, к примеру, таких, как минимум отходов материала или высокая скорость работы. Дадим только важные сведения, касающиеся резки отверстий и окон в металле.
- Работа выполняется точно по проекту.
В отличие от сверла, луч лазера при резке не может повести, он направляется только в указанную сторону, по прямой. По сравнению с плазменной дугой, луч не мечется из стороны в сторону. Процессом управляет робот (ЧПУ – числовое программное управление), который не может отвлечься или расслабиться, совершив ошибку, как человек.

Благодаря ЧПУ детали полностью соответствуют проекту, размер отверстий будет одинаковым. При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
- Очертания практически любой сложности.
Рассмотрим пример. В настоящее время наиболее быстрым и дешевым способом является координатная пробивка, позволяющая делать окна, имеющие обычные очертания. Края могут быть не совсем ровными, части изделия иногда повреждены, но стоимость такого производства значительно ниже лазерной резки. Однако речь ведь идет об окнах со стандартными очертаниями.
Координатный станок имеет пробивной элемент, чья форма определена заранее. Как формочки для игры в песочнице. При наличии квадратной формы невозможно сделать круглый куличик. Нужно сначала заказать круглую формочку. В принципе, это возможно. Однако что делать, если необходим кулич в виде логотипа фирмы. Можно заказать форму для изготовления логотипа, правда, производство уже не будет ни дешевым, ни быстрым.
Лазерный же станок в состоянии выкроить фигуру как стандартной, так и самой сложной конфигурации. Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
- Минимальный диаметр отверстий более 1 мм.
Еще одним важным моментом является точность выполнения резки. При работе плазменным аппаратом, делающим резку также по координатам, происходит скругление углов. Проблема заключается в толщине сечения плазменной дуги, которая больше, чем луч лазера. Плазменной дугой можно выполнять резку сложных очертаний, но по факту они могут не совсем соответствовать запланированным.
То же самое относится и к минимальному размеру отверстий. Диаметр круга, вырезанного лазерным лучом, равен толщине материала и не может быть менее 1 мм. Диаметр отверстия, вырезанного плазменной дугой, равняется толщине материала, умноженной на 1,5, но не менее 4 мм.
- Края отверстия высокого качества.
Лазерная резка отверстий в металле делает края материала, наиболее близкие к идеальным. При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
Несмотря на приближенность к идеальным, края металла все же не совсем соответствуют ему. При лазерной резке сравнительно толстых металлических листов, отверстия также имеют небольшую конусность, то есть входной диаметр немного меньше выходного. Но только на толстых. Лазерной резке же в основном подвергаются листы материала толщиной 1, 2, 4 мм, а на них конусность различить достаточно сложно.

- Какой металл подходит для резки отверстий.
Вид металла влияет на максимально возможную толщину листа, в которой можно произвести резку отверстия:
- Черная сталь – < 16 мм.
- Алюминий – < 10 мм.
- Нержавеющая сталь – < 10 мм.
- Латунь – < 5 мм.
- Титан – < 5 мм.
- Оцинкованная сталь – < 3 мм.
- Возможно ли сделать лазером резку перфорации.
При производстве дверей, панелей или корпусов иногда требуется сделать перфорацию металла. Перфорация – это разбросанные на плоскости отверстия, иногда выполненные в виде рисунка, которые необходимы для вентиляции. В состоянии ли лазерный станок сделать ее?
В принципе, да! Но это экономически не очень целесообразно. Причина кроется в том, что дешевле и проще сделать дырки пробивным станком, ведь ему будет достаточно одного удара. Луч лазера же должен выполнять резку каждого отверстия. Близкое их расположение, длинный рез может привести к перегреву материала и заготовку поведет. В большинстве случаев лазерная резка не приводит к перегреву и ведению металла, но при выполнении перфорации это может произойти. Кроме того, резка лазером излишне дорога.
Рекомендуем статьи по металлообработке
При необходимости снабдить изделие перфорацией можно поступить следующим образом: взять уже готовый перфолист и вырезать из него кусок нужного размера. На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
Возможна ли точная резка отверстий в металле плазмой
Плазмой можно делать длинные резы, это подтверждается профессионалами и не является новинкой. Сложности появляются при изготовлении отверстий методом плазменной резки в проводящих электричество металлах для соединения частей болтами. При этом качество вызывает большие вопросы. Рассмотрим рекомендации, способные улучшить качество работы и облегчить ее.
В процессе резки очень важно выдерживать определенное расстояние между поверхностью металла и резаком. Оно влияет на качество изделия и на срок службы расходных материалов.
Необходимо тщательно подбирать высоту плазмы. При резке расстояние между резаком и обрабатываемым материалом необходимо делать чуть большим. Общий совет: высота пробивки при использовании плазмы должна быть выше рекомендуемой на 50–100 %. Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.

Точно локализованное место первоначальной пробивки поможет предотвратить колебания дуги и растяжений, а также иные проблемы. Во-первых, произойдет стабилизация дуги еще до достижения ею края отверстия. Как энергия, так и сила давления должны увеличиваться постепенно. Во-вторых, колебания плазменной дуги, возникающие из-за наличия на металле окалины, можно практически полностью убрать, определив место для пробивки непосредственно около центра. Для комбинированных методов резки прямых линий применяются те же правила.
- Контроль высоты и напряжения дуги.
Невысокая скорость резки, присущая автоматическим системам, влияет на изменения в высоте дуги в процессе изготовления отверстий диаметром меньше 25 мм. Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
Скорость перемещения резака для изготовления высококачественных отверстий должна быть достаточно медленной. Она не может превышать 60 % скорости резки внешнего контура изделия. Такое замедление не дает образоваться конусовидным отверстиям. Однако появления окалины не избежать.
Плазменная резка отверстий имеет свои особенности, более всего это касается их изготовления в трубах. И главной особенностью является высокая точность работ. Большинство видов плазменного оборудования не могут после прекращения резки сберегать дугу, даже незначительное время. И она гаснет непосредственно в рамках контура изготавливаемого отверстия.

Получение отверстий в металле сверлением
Просверлить отверстия высокого качества в металле поможет правильный выбор оборудования и грамотно проведенная подготовительная работа. Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Ниже представлены основные виды отверстий, а также методы их получения:
-
Сквозные. Данный вид изготавливается путем полного прохода (насквозь) заготовки. Основной особенностью данного метода резки является значительное уменьшение сопротивления материала после выхода сверла с изнаночной стороны изделия. При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
Если резка происходит на станке, то профессионалы советуют перед окончанием работы переходить на подачу вручную. При разрезании тонкостенных изделий применяют перьевые сверла, так как обычные спиральные могут повреждать их края.
Если же система контролируемой подачи сверла отсутствует, то применяют регулируемый или втулочный упор. Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину.
Изготовление отверстий на цилиндрических поверхностях металла также относится к сложным видам резки. Перед началом подобной работы необходимо положить подкладку из древесины или пробки.
Можно ли вырезать отверстие в металле болгаркой
Описанные выше методы относились к промышленным способам резки металла. Для использования на производственных предприятиях болгарка не подходит. Данный инструмент более всего применим в условиях мелкого производства, дома, когда необходим мелкий ремонт или строительство. Точность, с которой выполняется резка, невелика. Однако она и не требуется.
Рассмотрим пример. Для этого используем швеллер 12 и лист металла в 2 мм.
Для начала наносим керны и отмечаем две окружности с помощью штангенциркуля, но не измерительного, а специального, или обычного циркуля по металлу, поскольку простым по металлической поверхности чертить нежелательно. Впрочем, при неимении иного можно и им провести разметку – не сотрется. Основная задача заключается в резке круглой заготовки из листа металла, в основании же швеллера толщиной 0,5 см необходимо сделать круглое отверстие.
Процессу резки предшествуют подготовительные мероприятия: подбор и установка на болгарку стертого диска наименьшего диаметра.
Проводим разметку листа металла и швеллера. После чего производим еле заметный неглубокий запил установленным диском. Болгарку необходимо вести равномерно, не меняя скорости, и постоянно поворачивать ее по окружности.
Следом полностью отрезаем кусок металла с обозначенной окружностью. После чего несколькими надрезами осуществляем полный прорез от внешней границы куска и до окружности. В швеллере делаем все в обратном порядке. Производим резку окна в центре круга, после чего идем полными запилами к окружности. Таким образом получаются сегменты. При работе с толстым металлом запилов для сегментов нужно делать побольше для более удобного их удаления.
Таким образом и происходит резка двух окружностей: из листов металла толщиной 2 мм и 0,5 см.
Однако существует и иной способ резки. При его использовании нет необходимости нарезки небольших сегментов.
На листе металла толщиной 0,5 см намечается окружность с помощью штангенциркуля. Затем, как и в предыдущем случае, делаем небольшой рез маленьким диском. После чего болгаркой по уже намеченному кругу продолжаем делать неглубокие резы, проходя круг за кругом. Скорость резки должна быть стабильной, а инструмент надо поворачивать в сторону окружности. Резка происходит до окончательного отделения круга.
Мы рассказали о способах работы болгаркой при резке круглых отверстий. Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
В процессе вырезания круга отклонения будут минимальными, в пределах 2 мм. Если же выполнять рез иначе, то запил будет забирать много материала. Если необходимо сохранить точные размеры окна, то при первоначальной разметке требуется увеличение диаметра на 0,6–0,8 см.
Если выполняется резка толстого металла для размещения потом в нем, например, трубы или втулки, то диаметр при разметке должен быть увеличен на 0,4–0,6 см.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: